Mustafa Ali Altemmey | Mohammed W. Muhieldeen*![]() | Lih Jiun Yu
| Lih Jiun Yu![]() | Cik Suhana Hassan
| Cik Suhana Hassan![]() | Hussein Alaa Jaber
| Hussein Alaa Jaber![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study aims to investigate the mechanical and morphological properties of hybrid composites fabricated from a Date Palm Mesh Fiber (DPMF) and glass wool reinforced with unsaturated polyester. The development of eco-friendly and efficient thermal insulation materials is crucial for reducing energy consumption and addressing environmental concerns. The hybrid composites were manufactured using the Bulk Molding Compound technique, and various factors such as fiber composition weight percentage, particle size, and quantities of DPMF and glass wool fibers were evaluated. Tensile, impact, and flexural bending tests were conducted to assess the mechanical properties of the composites. Design-Expert 12 software and analysis of variance ANOVA were employed to analyze the effects of fiber ratio, matrix ratio, and fiber size on the mechanical properties. The experimental results showed that the fiber content, DPMF content, and DPMF particle size in the matrix significantly influenced the mechanical properties of the hybrid composites. Increasing the fiber content and DPMF particle sizes improved the interfacial bonding between DPMF and the polymer matrix, enhancing the matrix's tensile strength and flexural strength of the composites. However, high amounts of DPMF resulted in poor energy absorption abilities of the composites under impact load. The fractography analysis using FESEM confirmed the mechanical test results by revealing a rough fracture surface in the composites reinforced with DPMF, indicating stronger bonding between the fibers and the unsaturated polyester matrix. This study highlights the potential of hybrid composites as eco-friendly and efficient thermal insulation materials and provides insights into the influence of various parameters on their mechanical properties.
date palm fiber, fesem test, hybrid composites, glass wool, mechanical test, unsaturated polyester
Composite materials are extensively utilized in several engineering fields for a wide range of applications. Composites offer a wide range of possibilities for applying physical properties through constitutional design, making them highly appealing [1]. The construction industry is a significant consumer of resources, including materials and energy, and is known for its high pollution levels, particularly in terms of CO2 emissions. Additionally, it generates a substantial amount of waste. Hence, in the pursuit of constructing environmentally friendly buildings, the focus is directed towards investigating the appropriate utilization of industrial and agro-industrial materials [2]. Composite materials are highly desirable materials that possess unique features not found in natural substances. They are composed of two or more chemically distinct components, namely the polymeric matrix and reinforcement. The reinforcement often exhibits more rigidity and strength compared to the matrix, whereas the matrix serves to secure the reinforcement in its designated position [3, 4].
Researchers are primarily interested in natural fibers, which are biodegradable and renewable, since they are the most environmentally friendly material for economic growth [5, 6]. In abundance all over the globe are natural fibers that are regarded as waste material, including sisal, kenaf, hemp, pineapple leaf, jute, date palm, and oil palm [7, 8]. Natural fibers offer several benefits over synthetic ones, including being biodegradable, not abrasive, using little energy, being inexpensive, and having good mechanical qualities [9, 10]. Using natural fibers such as date palm as a filler or reinforcing material in thermoplastic and thermoset polymer composites has been extensively studied and shown to be useful in construction and automotive applications [11-13]. The Palmae family encompasses date palms, among the most ancient, cultivated plants [14]. For seven thousand years, it has been of utmost importance to the lives of people in the Middle East, particularly in the Arabian Peninsula [15]. The fibers derived from the date palm (Phoenix dactylifera) are considered one of the most plentiful natural fibers [14]. Approximately 2.6 – 2.8 million tons of date palm biomass wastes are generated each year, remaining unused [16]. The use of these quantities has the potential to enhance industrial sustainability through the production of cost-effective, environmentally friendly products [17].
Composites are formed by combining two or more components to create distinct characteristics. By employing the principle of combined activity, they intentionally choose certain combinations of materials, resulting in improved qualities through synergistic interactions. The utilization of this approach is a crucial element in the academic study and advancement of materials science [18]. Although conventional fiber-reinforced polymer composites exhibit remarkable material characteristics, their lack of biodegradability presents significant environmental, economic, and resource-related obstacles. It is essential to address these problems to make progress towards adopting more sustainable and eco-friendly material options in different sectors [19]. Recently, the challenge has been addressed by developing composite materials that are totally or partially biodegradable and bonded with natural fiber [15]. In the process of creating bio-composites, polymers are strengthened using natural fibers like kenaf [20], banana [21], and rice husks [22]. Bio-composites achieve environmental sustainability by integrating polymers and fibers obtained from plants or biodegradable sources.
Nevertheless, if just one constituent, the polymer or the fiber, is sourced from sustainable materials, the resultant composites are deemed to be only partially environmentally beneficial [23]. Natural fibers provide the advantages of being cost-effective, capable of decomposing naturally, having a low mass per unit volume, and exhibiting high strength. Biocomposites are well-suited for applications such as protective packaging, disposable consumer items, and lightweight uses [19]. Optimizing the use and integration of natural fiber composites across a broad spectrum of applications requires a thorough investigation of their different properties. Several factors impact the suitability of any novel material for a particular application. These include material properties, durability, cost, availability, processing and manufacturing compatibility, environmental impact, safety, and health [15]. Using natural fibers or particles as reinforcement in polymeric composites has several drawbacks, including low mechanical properties, biodegradability, processing difficulties, low-temperature resistance, and issues with moisture absorption, variability, adhesion, and compatibility.
Structure, microfibrillar angle, chemical content, cell size, and defects are the main factors affecting natural fibers' mechanical properties [24]. Along with the fiber axis, there is also a micro-fibril angle. Angles determine the mechanical characteristics of fibers. Reduced angles increase the stiffness and strength of the fiber, whereas increased angles increase its ductility. Increased cellulose content, longer cell length, polymerization, and a decreased microfibrillar angle are all characteristics of mechanically more robust natural fibers. Hakeem et al. [15] found that cell length and cellulose content increase tensile strength. Al-Maadeed et al. [25] examined the attributes of Sheshi female and unidentified male date palm leaves. The study revealed that female leaves have greater tensile strength, which diminishes in the presence of alkali. Treating male leaves with NaOH partially enhances their mechanical properties, which are comparatively inferior to female leaves. Ali et al. [26] conducted a study using recycled polymer (RP) composites. These composites were produced by compressing molded RP along with Date Palm Fibers (DPF) of varying lengths 10 mm DPF specimens with 20 wt.% exhibited superior tensile strength compared to other composite specimens. The thermal, mechanical, and morphological characteristics of PVC/LDPE blends at three different concentrations were investigated by Maou et al. [27]. At ten weight percent, they discovered that DPLF marginally enhanced the tensile strength of the matrix made of polymer blends. Making use of Iraq's date palm trash is vital.
Hassan et al. [28] developed and investigated oil palm fiber from palm oil mill waste as a thermal insulator. They compared the thermal conductivity and temperature gradient between the existing commercial rock wool and the developed oil palm fiber as a thermal insulator for a chimney of a water boiler. The values of the measured thermal conductivity were 0.116, 0.105, and 0.114 W/m∙K for 78, 96, and 112 kg/m3 of packing density, respectively. Although not able to match the values at higher temperatures and temperature differences, other factors, such as the cost and the environmental benefits of using oil palm waste material should be taken into consideration.
Summing up, the potential of date palm waste as a thermal insulation material has yet to be thoroughly explored. Thermal insulation plays a crucial role in buildings and industrial systems by helping to maintain the correct internal temperatures, minimizing energy usage, and assuring the comfort of occupants. The innovation is in the use of date palm waste for insulation, which has the potential to integrate the advantages of sustainability, biodegradability, resource efficiency, and thermal performance. This technique provides a sustainable and cost-effective substitute for conventional insulating materials, in accordance with several international and local regulations aimed at managing and reducing the environmental impact of urbanization. SDG 11 of the United Nations Agenda 2030 prioritizes advancing sustainable urban areas and communities.
This study aims to develop an eco-friendly hybrid bio-composite thermal insulator using DPMF and glass wool (GW) fibers. It evaluates the impact of fiber composition weight percentage, particle size, and quantities of DPMF and GW fibers on mechanical properties. Design-Expert 12 software has been used to optimize parameters like DPMF particle size, DPMF/GW ratio, and fiber/polymer ratio to enhance tensile strength and overall performance. This research innovatively integrates DPMF with GW fibers to create an eco-friendly hybrid thermal insulator. It employs mathematical modeling through Design-Expert 12 software to optimize parameters for fabricating the hybrid composite. This approach allows for enhanced mechanical properties and performance, addressing the need for sustainable insulation materials in various applications.
2.1 Materials
2.1.1 Materials of the developed hybrid insulation
DPMF was obtained from the sheath surrounding the stems of date palm trees. These fibers comprise a natural woven mat with distinct crossed fibers of varying diameters, as depicted in Figure 1. The DPMF mesh was collected from a local farm located on the outskirts of Baghdad city in Iraq. The DPMF chemical composition and physical and mechanical properties are in Tables 1 and 2. The data in Table 1 is extracted from Gheitha et al. [29] and Lemougna et al. [30]. The data in Table 2 is extracted from Sldozian et al. [31] and Hammood [32].
Figure 1. The texture of date palm mesh and glass wool fibers insulator
|
Components |
Content (% by weight) |
|
Date Palm Mesh Fiber (DPMF) |
|
|
Cellulose |
26.92 |
|
Hemicelluloses |
43.21 |
|
Lignin |
27.42 |
|
Extractives |
1.7 |
|
Others |
0.7 |
|
Glass Wool (GW) |
|
|
Silicon Dioxide (SiO2) |
63.4% |
|
Calcium Oxide (CaO) |
8.3% |
|
Aluminum Oxide (Al2O3) |
1.9% |
|
Magnesium Oxide (MgO) |
2.5% |
|
Sodium Oxide (Na2O) |
16.1% |
|
Potassium Oxide (K2O) |
0.6% |
|
Iron Oxide (Fe2O3) |
1% |
|
Other Trace Elements |
6% |
Table 2. The physical and mechanical properties of iraqi date palm mesh fiber [31, 32]
|
Property |
Value |
|
Tensile strength (MPa) |
95-190 |
|
Young's Modulus (GPa) |
2.7-5.8 |
|
Elongation at break (%) |
2.5-5 |
|
Density (g/cm3) |
1-1.98 |
|
Length (mm) |
10-20 |
|
Diameter (μm) |
100-900 |
Glass wool is a type of thermally insulating material that is manufactured using glass fibers. These fibers are arranged via a binding agent to form a texture similar to wool, as depicted in Figure 1. In addition to the precursors, including unsaturated polyester (Resin) utilized as a transparent liquid with a density of 1.1 g/cm3, Styrene Monomer and Para-Benzoquinone industrial chemicals from Sigma company are also utilized. Trig-21 OP50 (tert-butyl, peroxy-2-ethylhexanoate), Triglyceride C (tert-butyl Peroxybenzoate), and highly performance Polivaks wax type are used as release agents.
2.2 Experimental methodology
2.2.1 Hybrid composite sample preparation
This process consists of several steps, outlined in Figure 2, as follows:
Step-1. The raw DPMFs were cleaned and cut. The fiber cuts were then washed under running water to remove the remaining dust particles.
Step-2. DPMF cuts were chemically treated by soaking in 5% (w/v) sodium hydroxide (NaOH) for an hour. The fibers were removed from the NaOH solution after 60 minutes and washed with clean water to remove all the solution. The treated fibers were dried in a laboratory oven at 70°C for 24 hours to eliminate moisture.
Step-3. Grinding of DPMF and GW by using an electric grinder and sieved into three different particle sizes by using a sieve shaker and classified according to sieve size to 0.2, 0.4, and 0.6 mm for DPMF and 0.2 mm for GW.
Step-4. The matrix was prepared by wet mixing. The composite matrix was unsaturated polyester resin mixed with LP1 (Styrene monomers) to make a homogenous mixture, then Para-Benzoquinone was added while mixing, then Trig C and Trig 21-OP 50 were added. Last, wax was added as a release agent. According to Table 3, all samples added these components by weight % to the mixture. Hand lay-up at room temperature homogeneous matrix components in 5 minutes.
Figure 2. The process of DPMF treatment with NaOH
Table 3. The percentage by weight of matrix compounds
|
Components |
Weight % |
|
Unsaturated Polyester |
66.3 |
|
Styrene monomers |
28.50 |
|
Para-Benzoquinone |
0.025 |
|
Tert-Butyl Peroxybenzoate |
0.48 |
|
Tert-Butyl Peroxy-2-ethyl hexanoate |
1,055 |
|
Wax |
3.64 |
Step-5. Treated DPMF and GW were mixed in three weight percentages at 85/15, 70/30, and 55/45 % of DPMF/GW using an industrial mixer for 5 minutes. The mixture of fibers was then reinforced into the matrix at three different percentages, 35/55, 25/65, and 15/75% ratios of fiber/ polymer, and placed in a steel mold 180 mm × 180 mm × 3 mm to create various composite mixtures. Hot press equipment was used to construct the specimens after hand-laying them in the mold. To fabricate the samples, the mixtures were heated in a hot press machine for 1 minute and 30 seconds at 170⁰C, then pressed in a square plate mold under 50 bars of pressure for 1 minute at the same temperature.
Step-6. The final step is preparing the testing samples by cutting the composite sheets to specific sizes and dimensions using a band saw machine based on the required test types, as shown in Figure 3.
Figure 3. Cutting the composite specimens to different sizes using a band saw machine before performing tests
The prepared 27 samples with the specifications of each one are listed in Table 4. They are named from sa1 to sa27.
Table 4. The prepared 27 samples with the full specification of each of them
|
Sample Name |
Code |
Fiber to Polymer Mixing Ratio (Fiber/Polymer) |
Particle Size Ratio (DPF/GW) |
Fiber Mixing Ratio. (DPF/GW) |
|
sa1 |
F85G15U75 |
15/75 |
0.4/0.2 |
85/15 |
|
sa2 |
F70G30U75 |
70/30 |
||
|
sa3 |
F55G45U75 |
55/45 |
||
|
sa4 |
F85G15U65 |
25/65 |
0.4/0.2 |
85/15 |
|
sa5 |
F70G30U65 |
70/30 |
||
|
sa6 |
F55G45U65 |
55/45 |
||
|
sa7 |
F85G15U55 |
35/55 |
0.4/0.2 |
85/15 |
|
sa8 |
F70G30U55 |
70/30 |
||
|
sa9 |
F55G45U55 |
55/45 |
||
|
sa10 |
F85G15U75 |
15/75 |
0.2/0.2 |
85/15 |
|
sa11 |
F70G30U75 |
70/30 |
||
|
sa12 |
F55G45U75 |
55/45 |
||
|
sa13 |
F85G15U65 |
25/65 |
0.2/0.2 |
85/15 |
|
sa14 |
F70G30U65 |
70/30 |
||
|
sa15 |
F55G45U65 |
55/45 |
||
|
sa16 |
F85G15U55 |
35/55 |
0.2/0.2 |
85/15 |
|
sa17 |
F70G30U55 |
70/30 |
||
|
sa18 |
F55G45U55 |
55/45 |
||
|
sa19 |
F85G15U75 |
15/75 |
0.6/0.2 |
85/15 |
|
sa20 |
F70G30U75 |
70/30 |
||
|
sa21 |
F55G45U75 |
55/45 |
||
|
sa22 |
F85G15U65 |
25/65 |
0.6/0.2 |
85/15 |
|
sa23 |
F70G30U65 |
70/30 |
||
|
sa24 |
F55G45U65 |
55/45 |
||
|
sa25 |
F85G15U55 |
35/55 |
0.6/0.2 |
85/15 |
|
sa26 |
F70G30U55 |
70/30 |
||
|
sa27 |
F55G45U55 |
55/45 |
2.2.2 The experimental procedure
The assessment of mechanical properties, such as strength and stiffness, through mechanical tests, is an essential aspect of examining the suitability of composite fibers for structural design purposes. This study comprises the most used standardized mechanical testing techniques for composites, mainly tensile, flexural, and impact tests.
a. Tensile test
A universal testing machine Type: Laryee WDW50 is used to conduct tensile tests for composite fiber samples to determine the ultimate tensile strength of the composite fiber material. The test quantifies the magnitude of force necessary to fracture a composite or plastic specimen until it reaches its fracturing point. The specimens for the tensile test will be prepared following the ASTM D 3039 [33] standard with a constant rectangular cross-section, measuring 21.5 mm in width, 150 mm in length, and 3 mm in thickness, as seen in Figure 4.
Figure 4. The samples of the tensile test before and after the test
b. Flexural bending strength test
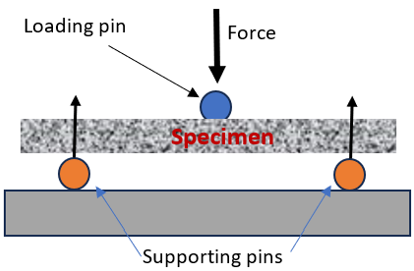
A Laryee WDW50 universal testing machine established the three-point bending properties. The test specimens were prepared in accordance with the standard ASTM D790 (Properties [34]), with dimensions of 100 mm in length, 13 mm in width, and 3 mm in depth. The bending tests were conducted at a 2.0 mm/min crosshead speed. The procedure used to measure the flexural strength is shown in Figure 5. During the bending test, the load is applied to the transverse section of the sample. The flexural strength is calculated as follows:
Flexural strength $(F S)=\frac{3 F . L}{2 b h^2}$ (1)
where, F: is the load necessary to produce fracture in the bending test, L: is the distance between supports, b: is the width of the beam sample, and h is the sample height.
Figure 5. Scheme for the three points bending flexural strength test
c. Impact test
In this work, the Izod notched impact test was used to assess the impact load-carrying capacity of the composite samples. The impact strength test for the samples was conducted using the TIME Group Inc. impact device. The impact test will be carried out following the ASTM D 256 standard [35]. Composite samples were obtained by cutting rectangular shapes with 65 mm × 12.5 mm × 3 mm dimensions from compression molded sheets using a band saw machine. These samples were subsequently subjected to impact strength testing. The impact test was conducted at room temperature for all composite samples. All specimens exhibited failure through separation into two separate parts.
The impact strength (IS) is determined based on Eq. (2) proposed by Chawla [36]:
$I S=\frac{\text { Energy of structure }(\mathrm{kJ})}{\text { Cross }- \text { section area }\left(\mathrm{m}^2\right)}$ (2)
The ASTM impact energy is given in J/m. Impact energy in J is divided by the specimen's thickness to determine impact strength.
Figure 6. Scanning Electron Microscope (SEM) (TESCAN MIRA3 model) field emission instrument
d. Field emission scanning electron microscopy (FESEM)
Microscopic examinations were carried out using a Scanning Electron Microscope (SEM) [model: TESCAN MIRA3] field emission instrument, as shown in Figure 6. (SEM) was used to observe the surface morphology of the prepared natural fiber samples and investigate the impacts of chemical modifications upon the fiber surface. Also, the microstructure and morphology characteristics of the cross-section of tensile fractured samples were analyzed.
3.1 Tensile strength results
The tensile strength of hybrid composites is a measure of their capacity to withstand breaking when subjected to tensile stress.
Increasing the number of fibers in the matrix will increase the maximum tensile strength at failure, as illustrated in Figure 7. This could be related to good bonding between the matrix and the fiber particles due to the treatment of the natural fibers with NaOH. This treatment enhances the interfacial adhesion, which significantly impacts the mechanical characteristics of the fiber-reinforced polymer composites, particularly the tensile strength Al-Kaabi et al. [37]. The good bonding and uniform fiber dispersion inside the matrix resulted in enhanced reinforcement since stress was efficiently transmitted from the matrix to the fiber. These results are also compatible with the findings of Hussein [38].
(a)
(b)
Figure 7. The impact of fiber/polymer ratio on the maximum tensile strength of hybrid composites at (a) 55/45 DPMF/GW ratio and (b) 0.6/0.2 DPMF/GW particle size and different DPMF/GW ratios
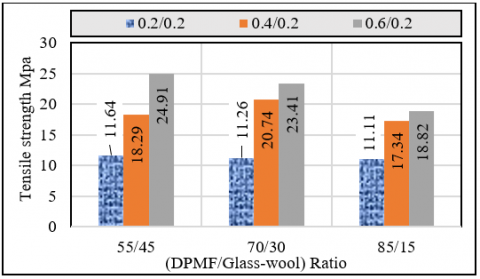
Overall, the maximum tensile strength at the failure of the hybrid composite samples decreases with an increase in the concentration of DPMF. It reduces the GW in the fiber mixture, as demonstrated in Figure 8. This may have occurred because the natural fibers and the polymer resin matrix were incompatible, leading to decreased interfacial bonding and accumulated stresses at the areas of weakness caused by the low adhesion forces between the matrix and the fibers. These results are also compatible with the findings of Mohammed et al. [39].
Figure 8. The impact of the DPMF/GW ratio on the maximum tensile strength of hybrid composites at 35/55 fiber/polymer ratio and different particle sizes of DPMF
Among all the hybrid composite samples, the higher value of tensile strength was observed at 55/45 DPMF/GW ratio. In contrast, the maximum reduction in the tensile strength was observed at a higher ratio of DPMF/GW 85/15 and a larger DPMF particle size of 0.6 mm, as shown in Figure 9.
Figure 9. The impact of the DPMF/GW ratio on the maximum tensile strength of hybrid composites at 25/65 fiber/polymer ratio and different particle sizes of DPMF
Regardless of the DPMF/GW and fiber /polymer ratios, increasing the DPMF particle size from 0.2 to 0.6 mm increases the maximum tensile strength at the failure of hybrid composite samples, as presented in Figures 10a and 10b. This could be related to improving the interfacial bonding between DPMF and the polymer matrix system, resulting from more homogeneous compounding and greater polymer impregnation into the fiber. Consequently, a larger surface area of DPMF is covered by the polymer matrix during compounding, leading to the formation of a more compacted composite. These results are highly compatible well with Awad et al. [40].
(a)
(b)
Figure 10. The impact of DPMF particle size on the maximum tensile strength of hybrid composites at (a) 55/45 DPMF/GW ratio and (b) 85/15 DPMF/GW ratio and different fiber /polymer ratios
3.2 Flexural strength results
The maximum flexural strength increases as the fiber content increases, as presented in Figure 11. This can be attributed to the excellent compatibility between the polymer and the fiber. The inclusion of a substantial compatibilizer between the DPMF with GW and unsaturated resin polymer significantly impacted the increase in flexural strength values for the new composite samples.
The highest value of maximum flexural strength at the failure of hybrid composite samples was recorded at 35/55 fiber /polymer ratio, as presented in Figure 11a. Based on the results in Figure 11b and regardless of the particle size of DPMF, the maximum flexural strength of hybrid composite samples increases to a maximum value. Then, it decreases as the fiber/polymer ratio increases at 70/30 DPMF/GW ratio.
(a)
(b)
Figure 11. The impact of fiber /polymer ratio on the maximum flexural strength of hybrid composites at (a) 55/45 DPMF/GW ratio and (b) 70/30 DPMF/GW ratio and different DPMF particle sizes
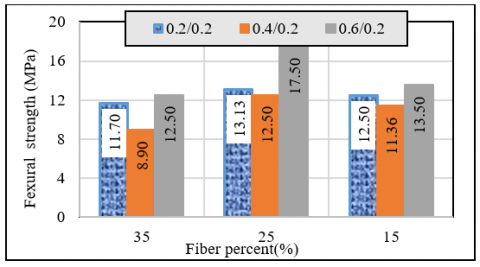
Comparing the results in Figures 12a and 12b, overall and regardless of the DPMF particle size and fiber/polymer ratio, increasing the content of DPMF fiber and decreasing GW content dropped the maximum flexural strength hybrid composites samples. The decrease in the maximum flexural strength at the failure of DPMF-reinforced composite samples can be attributed to the poor bonding between the fibers and matrix, leading to inefficient stress transmission and, therefore, resulting in reduced mechanical characteristics of the hybrid composite samples. These results are compatible well with Hussein [38].
(a)
(b)
Figure 12. The effect of DPMF/GW ratio on the maximum flexural strength of hybrid composites at (a) 15/75 fiber/polymer ratio, (b) 35/55 fiber/polymer ratio and different particle sizes of DPMF
A considerable reduction in the maximum flexural strength at failure is observed at the highest DPMF fiber content at 85/15 DPMF/GW ratio. At the 55/45 DPMF/GW ratio, the maximum flexural strength increased as the DPMF particle size increased from 0.2 mm to 0.6 mm for all ratios of fiber/polymer, as shown in Figure 13a. When the DPMF particles are smaller than 0.2 mm, the aspect ratio is extremely low, and the composite lacks the necessary fiber length to withstand stress or load. At a 70/30 DPMF/GW ratio, the values of maximum flexural strength decreased to the minimum. Then, they increased as the DPMF particle size increased for all ratios of fiber/polymer, as demonstrated in Figure 13b. At higher content of DPMF 85% DPMF/15% GW ratio, the maximum flexural strength of the hybrid composites increased to a maximum value. Then, it decreased as the DPMF particle size increased for all ratios of fiber/polymer, as shown in Figure 13c.
(a)
(b)
(c)
Figure 13. The effect of DPMF particle size on the maximum flexural strength of hybrid composites, (a) at 55/45 DPMF/GW ratio, (b) at 75/25 DPMF/GW ratio, (c) at (85/15) DPMF/GW ratio and different fiber/polymer ratios
3.3 Impact strength results
One measure of a material's toughness is its impact strength, which is its resistance to fracture failure when subjected to stress at high speeds. The experimental results of impact strength showed that regardless of the ratio of DPMF/GW and DPMF particle sizes, it can be observed that the fracture resistance of the hybrid composite under impact load increased with increasing the fiber content from 15% to 35%, as presented in Figures 14a and 14b. The maximum impact energy absorption was attained at 35/55 fiber/polymer due to the high fiber content. This may be associated with adding more fibers, enhancing the composite's capacity to absorb energy. These results are compatible well with Hussein [38].
(a)
(b)
Figure 14. The effect of fiber/polymer ratio on the impact strength of hybrid composites at (a) 55/45 DPMF/GW ratio and (b) 85/15 DPMF/GW ratio and different DPMF particle sizes
(a)
(b)
Figure 15. The effect of DPMF/GW ratio on the impact strength of hybrid composites at (a) 35/55 fiber/polymer ratio and (b) 25/65 fiber/polymer ratio and different particle sizes of DPMF
In general, regardless of the fiber/polymer ratio and DPMF particle size, the maximum impact strength at failure decreased as the concentration of DPMF increased and the glass wool content decreased. The results demonstrate the poor energy absorption abilities of hybrid composites reinforced by high amounts of DPMF at 85 % DPMF/ 15% glass wool, as shown in Figures 15a and 15b. These results are compatible well with Hussein [38] and Awad et al. [40].
The results also showed that incorporating glass fiber with DPMF into hybrid composites increases their maximum impact strength. Including 55% DPMF/45% GW allowed the hybrid composite to reach its maximal impact strength because the glass fiber in the hybrid composite adhered so firmly to the matrix and provided a high fracture resistance value, as shown in Figures 16a and 16b.
Overall, the impact strength of the hybrid composite samples increases with the increase in DPMF particle size, as presented in Figures 16a and 16b. When DPMFs are in powder form and have a particle size of ≤ 0.2 mm, their aspect ratio is extremely low. Since there is not enough fiber size that can withstand any tension or load applied to the composite, the maximal impact strength is also quite low, which similar to the claim of Awad et al. [40].
Adding DPMF with a particle size of 0.6 mm to the matrix resulted in the most significant impact strength compared to smaller particle sizes. This may be attributed to the larger DPMF's greater self-strength than the smaller DPMF in comparison to the smaller DPMF. These results are compatible well with Awad et al. [40].
(a)
(b)
Figure 16. The effect of DPMF particle size on the impact strength of hybrid composites, (a) 55/45 DPMF/GW ratio, (b) at 85/15 DPMF/GW ratio, and different fiber/polymer ratios
3.4 Morphological analysis
The field emission scanning electron microscope (FESEM) is highly effective for analyzing fibers’ surface morphology and fiber composites' fracture surfaces. FESEM micrograph of the untreated DPMF presented in Figure 17 shows that the surface is adhered to a large quantity of material, likely consisting of residual lignin and hemicellulose. Additionally, surface contaminants like dust and sand exist, composed explicitly of silica particles. FESEM images indicate that the surface of untreated DPMF is smooth compared to the surface of DPMF chemically treated with sodium hydroxide (NaOH). The treated DPMF exhibits a porous nature and contains irregularly shaped structural particles with varying sizes ranging from 64 to 500 nm. These results are compatible well with the studies [41, 14].
Figure 17. FESEM micrographs of untreated date palm mesh fiber (DPMF)
Untreated fibers have a weak outer layer that hinders strong bonding with the polymer matrix, but treated DPMF had this weak outer layer removed during treatment, to varying degrees, by removing surface impurities and the fiber’s outer surface, as shown in Figure 18. The chemical treatment roughens the surface of the treated fiber, enhancing its bonding with the polymer composites' matrix and giving the appearance of smoothness. In addition, visible silica particles were still projected from the fiber’s surface even after undergoing a cleaning process with sodium hydroxide (NaOH). In addition, visible silica particles were still projecting from the fiber’s surface even after a cleaning process with sodium hydroxide (NaOH). Void generation occurs when particles disappear from the matrix at specific localized areas; these voids may be ideal for polymer reinforcement because they provide points of mechanical interlocking.
Figure 18. FESEM micrographs of treated DPMF with NaOH
Figure 19 displays FESEM micrographs depicting various fracture surfaces in different magnifications of hybrid composite samples with varying fiber ratios to the polymer. A rough fracture surface was found in the composite when the fiber content in the matrix was increased. The micrographs indicate a stronger bond between the fibers and the unsaturated polystyrene matrices, which indicates superior adhesion between the fiber and matrix. This adhesion leads to a more uniform transmission of stress and an increase in tensile strength. This result agrees with the increase in tensile properties, as discussed earlier and mentioned. This finding is compatible well with Zadeh et al. [42], who mentioned that the addition of date palm leaf fiber improves the adhesion between the composite components.
Figure 19. FESEM micrographs of a fractured surface of tensile test specimen with 55/45 DPMF/GW ratio and 0.2/0.2 mm particle size with different DPMF content
Figures 20 and 21 display FESEM micrographs of fractured surfaces of hybrid composite samples at varying magnification levels. Increasing the concentration of DPMF leads to gaps, where poorly bonded fibers with the matrices and fiber particles pull out and accumulate at the weak regions. This indicates a lack of fiber-matrix adhesion, with higher DPMF content at 85%, which appeared disoriented and pulled out from the blend matrix. The FESEM analysis of the hybrid composite samples supports the details in the preceding sections, which indicate that the samples' mechanical strengths (tensile, bending and impact strength) are reduced due to easy fiber pullouts creating voids and poor adhesion between the matrix and fibers. This finding aligns with the research conducted by [43-45].
It has been observed that the orientation of the filler has the greatest impact on the strength of the polymer composite.
Figure 20. FESEM micrographs of a fractured surface of tensile test specimen with 0.2/0.2 mm particle size and 35/55 fiber/polymer ratio and different DPMF/GW ratios
Figure 21. FESEM micrographs of a fractured surface of tensile test specimen with 0.4/0.2 mm particle size and 35/55 fiber/polymer ratio and different DPMF/GW ratios
FESEM micrographs in different magnification levels of the fracture surfaces of hybrid composite samples reinforced with different DPMF particle sizes are presented in Figure 22. By increasing the particle size of DPMF from 0.2 mm to 0.6 mm, a more homogenous compounding is achieved, allowing for more excellent impregnation of the polymer through the fiber. As a result, a larger surface area of DPMF is covered by the polymer matrix during compounding, forming a more compact composite and improved interfacial bonding between DPMF and the polymer matrix system. This result aligns with the enhancement observed in the mechanical characteristics as previously described.
Figure 22. FESEM micrographs of a fractured surface of tensile test specimen with 35/55 fiber/polymer ratio and 70/30 DPMF/GW ratios with different DPMF particle sizes
The experiment results were collected and analyzed using Design-Expert 12 software. Analysis of variance (ANOVA) and P-test applied to determine the impact of various parameters on mechanical properties such as the tensile strength of hybrid composite fiber. The ANOVA was carried out at a confidence level of 95% P < 0.05. The F-test, also known as Fisher's test, can be employed to identify the parameter that notably impacts the mechanical properties. At least three replicates of the measurements were performed for each tested sample.
4.1 Development of mathematical model
The results of the experiment were acquired and analyzed to generate a regression model. The expert in statistical software design recommended using a second-order quadratic regression surface model to estimate the optimal conditions for the produced hybrid composite. The input parameters considered in this analysis were DPMF particle size, DPMF/GW ratio and fibers/polymer ratio. They identified the most accurate model in terms of equations to describe the relationship between these variables. The mathematical empirical relationship for tensile strength is presented below:
$\begin{gathered}\text { Maximum Tensile Strenght }=-24.09+ 83.771 \mathrm{~A}+11.151 \mathrm{~B}+50.927 \mathrm{C}-2.491 \mathrm{~A} \times \mathrm{B}- \\ 11.242 \mathrm{~A} \times \mathrm{C}-3.396 \mathrm{~B} \times \mathrm{C}-59.287 \mathrm{~A}^2- 1.283 \mathrm{~B}^2-52.475 \mathrm{C}^2\end{gathered}$ (3)
where, A represents DPMF particle size (mm), B represents DPF/GW ratio (%), C represents Fiber/Polymer mix ratio (%).
The positive coefficients have a positive influence on the mechanical and thermal properties. In contrast, the negative coefficient will reduce the mechanical and thermal properties of the hybrid composite fibers.
Table 5. ANOVA analysis of tensile strength of hybrid composite fiber
|
Source |
Sum of Squares |
Degree of Freedom |
Mean Square |
F-Value |
p-Value |
|
Model |
418.03 |
9 |
46.45 |
10.35 |
0.0016 |
|
A |
150.68 |
1 |
150.68 |
33.59 |
0.0004 |
|
B |
0.4516 |
1 |
0.4516 |
0.1007 |
0.7592 |
|
C |
29.04 |
1 |
29.04 |
6.47 |
0.0345 |
|
AB |
5.51 |
1 |
5.51 |
1.23 |
0.3001 |
|
AC |
0.9902 |
1 |
0.9902 |
0.2207 |
0.6510 |
|
BC |
12.33 |
1 |
12.33 |
2.75 |
0.1359 |
|
A² |
24.51 |
1 |
24.51 |
5.46 |
0.0476 |
|
B² |
86.77 |
1 |
86.77 |
19.34 |
0.0023 |
|
C² |
25.67 |
1 |
25.67 |
5.72 |
0.0437 |
|
Residual |
35.89 |
8 |
4.49 |
|
|
|
Lack of Fit |
37.1 |
3 |
11.96 |
|
|
|
Pure Error |
0.0000 |
5 |
0.0000 |
|
|
|
Cor Total |
453.92 |
17 |
|
|
|
Figure 23. Validity relationship between experimental values and predicted tensile strength of the hybrid composite fiber
The adequacy of the developed models was tested using the ANOVA method with the aid of Design-Expert 12 software. The ANOVA results for tensile strength for hybrid composite fiber are shown in Table 5. There is a strong correlation between the input parameters and the output results, as seen by the highly significant Fisher's F value that all models produce. For tensile strength, the minimal P value of 0.0016 meant that there was only a 0.16% chance that noise could cause a model Fisher's value to occur. Also, the results of the F-test in Table 5 suggested that the DPMF particle size is the most significant factor in tensile strength. For the tensile strength model, the residual error value of 35.89 should be the sum of lack of fit 35.89 and pure error 0.0. By this column of fit summary, the recommended quadratic model is statistically significant for analyzing the tensile strength of the hybrid composite fiber.
Based on the results presented in Figure 23, the residual values, which represent the difference between the calculated values from the proposed model and the laboratory results, are distributed closely around the line of equality (45-degree line) and fall within the required 95% confidence level. This suggests that the results obtained from the proposed model closely resemble those obtained from experimental work, indicating a solid simulation of the laboratory work and a nearly perfect fit of the developed empirical models.
The present work provides insights into the mechanical and morphological characteristics of a hybrid composite combined with different quantities of DPMF and glass wool (GW). A hybrid composite material made of unsaturated polyester and reinforced with DPMF, and glass wool has been successfully fabricated and characterized. Results show that the mechanical performance of fiber-reinforced hybrid composite materials is heavily influenced by the fiber content, DPMF content and DPMF particle size in the matrix. The matrix's resistance to breaking under tensile stress was significantly enhanced by increasing the percentage of fibers DPMF and GW and DPMF particle sizes by improving the interfacial bonding between DPMF and the polymer matrix system. The highest value of maximum flexural strength at the failure of hybrid composite samples was recorded at 35/55 fiber/polymer ratio with DPMF, a particle size greater than 0.2 mm.
Regardless of the ratio of (DPMF/Glass-wool) and DPMF particle sizes, it can be observed that the fracture resistance of the hybrid composite under impact load increased with an increase in the fiber content from 15% to 35%. The maximum impact strength at failure decreased as the amount of DPMF increased, and the glass wool content decreased to 85% DPMF/15% GW. Among the hybrid composites produced, composites 35% fiber/55% Polymer and 55% DPMF/45% GW with 0.6 mm particle size had the highest impact, absorbing the energy of 0.27 kJ/m2, while the lowest impact strength was at composites 15% fiber/75% Polymer and 85% DPMF/15% GW with 0.2 mm particle size with 0.12 kJ/m2, respectively. The FESEM results showed a good agreement with mechanical test results, where FESEM images showed a rough fracture surface was found in the composite reinforced with DPMF, indicating a stronger bond between the fibers and the unsaturated polystyrene matrices and providing better mechanical properties of the fabricated hybrid composite.
[1] Chikhi, M., Agoudjil, B., Haddadi, M., Boudenne, A. (2013). Numerical modelling of the effective thermal conductivity of heterogeneous materials. Journal of Thermoplastic Composite Materials, 26(3): 336-345. https://doi.org/10.1177/0892705711424921
[2] Panyakaew, S., Fotios, S. (2011). New thermal insulation boards made from coconut husk and bagasse. Energy and Buildings, 43(7): 1732-1739. https://doi.org/10.1016/j.enbuild.2011.03.015
[3] Razak, N.W.A., Kalam, A. (2012). Effect of OPEFB size on the mechanical properties and water absorption behaviour of OPEFB/PPnanoclay/PP hybrid composites. Procedia Engineering, 41: 1593-1599. https://doi.org/10.1016/j.proeng.2012.07.355
[4] Braga, R.A., Magalhaes Jr, P.A.A. (2015). Analysis of the mechanical and thermal properties of jute and glass fiber as reinforcement epoxy hybrid composites. Materials Science and Engineering: C, 56: 269-273. https://doi.org/10.1016/j.msec.2015.06.031
[5] Petrone, G., Meruane, V. (2017). Mechanical properties updating of anon-uniform natural fibre composite panel using a parallel genetic algorithm. Composites Part A: Applied Science and Manufacturing, 94: 226-233. https://doi.org/10.1016/j.compositesa.2016.12.017
[6] Bambach, M.R. (2017). Compression strength of natural fibre composite plates and sections of flax, jute and hemp. Thin-Walled Structures, 119: 103-113. https://doi.org/10.1016/j.tws.2017.05.034
[7] Saba, N., Jawaid, M., Paridah, M.T., Al-Othman, O.Y. (2016). A review on flammability of epoxy polymer, cellulosic and non-cellulosic fiber reinforced epoxy composites. Polymers for Advanced Technologies, 27(5): 577-590. https://doi.org/10.1002/pat.3739
[8] Saba, N., Jawaid, M., Hakeem, K.R., Paridah, M.T., Khalina, A., Alothman, O.Y. (2015). Potential of bioenergy production from industrial kenaf (Hibiscus cannabinus L.) based on Malaysian perspective. Renewable and Sustainable Energy Reviews, 42: 446-459. https://doi.org/10.1016/j.rser.2014.10.029
[9] Cordeiro, E.P., Pita, V.J., Soares, B.G. (2017). Epoxy-fiber of peach palm trees composites: The effect of composition and fiber modification on mechanical and dynamic mechanical properties. Journal of Polymers and the Environment, 25: 913-924. https://doi.org/10.1007/s10924-016-0841-0
[10] Rojo, E., Alonso, M.V., Oliet, M., Del Saz-Orozco, B., Rodriguez, F. (2015). Effect of fiber loading on the properties of treated cellulose fiber-reinforced phenolic composites. Composites Part B: Engineering, 68: 185-192. https://doi.org/10.1016/j.compositesb.2014.08.047
[11] Meredith, J., Coles, S.R., Powe, R., Collings, E., Cozien-Cazuc, S., Weager, B., Müssig, J., Kirwan, K. (2013). On the static and dynamic properties of flax and Cordenka epoxy composites. Composites Science and Technology, 80: 31-38. https://doi.org/10.1016/j.compscitech.2013.03.003
[12] Saba, N., Paridah, M.T., Jawaid, M. (2015). Mechanical properties of kenaf fibre reinforced polymer composite: A review. Construction and Building materials, 76: 87-96. https://doi.org/10.1016/j.conbuildmat.2014.11.043
[13] Zhi, M., Yang, X., Fan, R., Yue, S., Zheng, L., Liu, Q., and He, Y. (2022). A comprehensive review of reactive flame-retardant epoxy resin: Fundamentals, recent developments, and perspectives. Polymer Degradation and Stability, 201: 109976. https://doi.org/10.1016/j.polymdegradstab.2022.109976
[14] Ghori, W., Saba, N., Jawaid, M., Asim, M. (2018). A review on date palm (phoenix dactylifera) fibers and its polymer composites. In IOP Conference Series: Materials Science and Engineering, 368: 012009. https://doi.org/10.1088/1757-899X/368/1/012009
[15] Hakeem, K.R., Jawaid, M., Rashid, U. (2016). Biomass and Bioenergy. Springer, Cham. https://doi.org/10.1007/978-3-319-07578-5
[16] Awad, S., Zhou, Y., Katsou, E., Li, Y., Fan, M. (2021). A critical review on date palm tree (Phoenix dactylifera L.) fibres and their uses in bio-composites. Waste and Biomass Valorization, 12: 2853-2887. https://doi.org/10.1007/s12649-020-01105-2
[17] Gallala, W., Mohamed Khater, H.M., Souilah, M., Nouri, K., Regaya, M.B., Essghaier Gaied, M. (2020). Production of low-cost biocomposite made of palm fibers waste and gypsum plaster. Revista Internacional de Contaminación Ambiental, 36(2): 475-483. https://doi.org/10.20937/rica.53541
[18] Kamel, S.H. (2015). Studying some of the mechanical properties of unsaturated polyester reinforced by recycled natural materials. Al-Qadisiyah Journal for Engineering Sciences, 8(2): 137-146.
[19] Khan, M.Z.R., Srivastava, S.K. (2018). Development, characterization and application potential of bio-composites: A review. In IOP Conference Series: Materials Science and Engineering, 404(1): 012028. https://doi.org/10.1088/1757-899X/404/1/012028
[20] Asim, M., Jawaid, M., Abdan, K., Ishak, M.R., Alothman, O.Y. (2018). Effect of hybridization on the mechanical properties of pineapple leaf fiber/kenaf phenolic hybrid composites. Journal of Renewable Materials, 6(1): 38-46. https://doi.org/10.7569/JRM.2017.634148
[21] Djilani, C., Zaghdoudi, R., Magri, P., Djazi, F., Lallam, A., Bouchekima, B. (2019). Elaboration and characterization of chitosan/banana peel biocomposite for the removal of dyes from wastewater. Desalination and Water Treatment, 151: 189-198.
[22] Rabbani, F.A., Yasin, S., Iqbal, T., Farooq, U. (2022). Experimental study of mechanical properties of polypropylene random copolymer and rice-husk-based biocomposite by using nanoindentation. Materials, 15(5): 1956. https://doi.org/10.3390/ma15051956
[23] Shekar, H.S., Ramachandra, M.J.M.T.P. (2018). Green composites: A review. Materials Today: Proceedings, 5(1): 2518-2526. https://doi.org/10.1016/j.matpr.2017.11.034
[24] Azwa, Z., Yousif, B., Manalo, A., Karunasena, W. (2013). A review on the degradability of polymeric composites based on natural fibres. Materials & Design, 47: 424-442. https://doi.org/10.1016/j.matdes.2012.11.025
[25] Al-Maadeed, M., Kahraman, R., Khanam, P.N., Al-Maadeed, S. (2013). Characterization of untreated and treated male and female date palm leaves. Materials & Design, 43: 526-531. https://doi.org/10.1016/j.matdes.2012.07.028
[26] Ali, M., Al-Assaf, A.H., Salah, M. (2022). Date palm fiber-reinforced recycled polymer composites: Synthesis and characterization. Advances in Polymer Technology, 2022: 7957456. https://doi.org/10.1155/2022/7957456
[27] Maou, S., Meghezzi, A., Nebbache, N., Meftah, Y. (2019). Mechanical, morphological, and thermal properties of poly (vinyl chloride)/low‐density polyethylene composites filled with date palm leaf fiber. Journal of Vinyl and Additive Technology, 25(s2): E88-E93. https://doi.org/10.1002/vnl.21687
[28] Hassan, S., Al-Kayiem, H.H., Ghaffari, A. (2014). Development of thermal insulation from oil palm fiber for chimney of fire tube steam packaged boiler. Applied Mechanics and Materials, 666: 31-35. https://doi.org/10.4028/www.scientific.net/AMM.666.31
[29] Gheith, M.H., Aziz, M.A., Ghori, W., Saba, N., Asim, M., Jawaid, M., Alothman, O.Y. (2019). Flexural, thermal and dynamic mechanical properties of date palm fibres reinforced epoxy composites. Journal of Materials Research and Technology, 8(1): 853-860. https://doi.org/10.1016/j.jmrt.2018.06.013
[30] Lemougna, P.N., Yliniemi, J., Nguyen, H., Adesanya, E., Tanskanen, P., Kinnunen, P., Roning, J., Illikainen, M. (2020). Utilisation of glass wool waste and mine tailings in high performance building ceramics. Journal of Building Engineering, 31: 101383. https://doi.org/10.1016/j.jobe.2020.101383
[31] Sldozian, R.J., Hamad, A.J., Al-Saffar, Z.H., Burakova, A.V., Grigorevich, T.A. (2023). Cement mortar reinforced by date palm fibers and inclusion metakaolin. International Journal of Sustainable Building Technology and Urban Development, 14(3): 348-360. https://doi.org/10.22712/susb.2023002
[32] Hammood, A.S. (2015). Effect of erosion on water absorption and morphology for treated date palm fibre- reinforced polyester composites. International Journal of Mechanical & Mechatronics Engineering, 15(6): 108.
[33] ASTM, D. (2008). 3039. Standard test method for tensile properties of polymer matrix composite materials. https://cdn.standards.iteh.ai/samples/98550/1ea65d99fa0843b69e4fd81d6a0b55c1/ASTM-D3039-D3039M-17.pdf.
[34] Properties, ASDOM (1997). Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials, American Society for Testing Materials.
[35] Mugenyi, I. (2019). IZOD impact strength test device. Degree thesis, Arcada University of Applied Sciences, Finland.
[36] Chawla, K.K. (1987). Composite Materials. 2nd edition, Springer-Verlag, New York.
[37] Al-Kaabi, K., Al-Khanbashi, A., Hammami, A. (2004). Natural fibre-reinforced composites from Date palm fibres. In 11th European Conference on Composite Materials, Rhodes, Greece.
[38] Hussein, S.M. (2020). Incorporation of palm fiber to enhance the mechanical properties of epoxy. Iraqi Journal of Science, 1960-1970.
[39] Mohammed, R.H., Hassan, M.A., Sadeq, N.S. (2010). The edition effect of natural fibre on polymeric materials and study of some thermal and mechanical properties. Journal of Al-Nahrain University, 13(1): 84-90.
[40] Awad, S., Hamouda, T., Midani, M., Katsou, E., Fan, M. (2023). Polylactic acid (PLA) reinforced with date palm sheath fiber bio-composites: Evaluation of fiber density, geometry, and content on the physical and mechanical properties. Journal of Natural Fibers, 20(1): 2143979. https://doi.org/10.1080/15440478.2022.2143979
[41] Kumar, N.S., Asif, M., Poulose, A.M., Al-Ghurabi, E.H., Alhamedi, S.S., Koduru, J.R. (2023). Preparation, characterization, and chemically modified date palm fibrewaste biomass for enhanced phenol removal from an aqueous environment. Materials, 16: 4057.
[42] Zadeh, K.M., Inuwa, I.M., Arjmandi, R., Hassan, A., Almaadeed, M., Mohamad, Z., Khanam, P.N. (2017). Effects of date palm leaf fiber on the thermal and tensile properties of recycled ternary polyolefin blend composites. Fibers and Polymers, 18: 1330-1335. https://doi.org/10.1007/s12221-017-1106-9
[43] Alsaeed, T., Yousif, B.F., Ku, H. (2013). The potential of using date palm fibres as reinforcement for polymeric composites. Materials & Design, 43: 177-184. https://doi.org/10.1016/j.matdes.2012.06.061
[44] Navaneethakrishnan, S., Athijayamani, A. (2015). Analysis of the tensile properties of natural fibre and particulate reinforced polymer composites using a statistical approach. Journal of Polymer Engineering, 35(7): 665-674.
[45] Tran, D., Nguyen, D., Ha Thuc, C., Dang, T. (2013). Effect of coupling agents on the properties of bamboo fiber-reinforced unsaturated polyester resin composites. Composite Interfaces, 20(5): 343-353. https://doi.org/10.1080/15685543.2013.806100