Raya A. Abed![]()
© 2025 The author. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Licorice has gained significant importance as a valuable natural material due to its powerful antibacterial properties, impressive mechanical properties, and remarkable durability compared to other biofillers (e.g., wood flour, kenaf). This study aimed to develop wood-plastic composites by incorporating unsaturated polyester resin with chemically treated licorice particles, and adding Magnesium hydroxide for chemical stability, reinforcing a moisture-resistant. Licorice particles were used at weight ratios (0%, 10%, 20%, and 30%), with a consistent particle size of 120 mesh. The prepared specimens underwent mechanical testing, including tensile, impact, hardness, and scratch tests. The results significantly improved for tensile strength, impact resistance, hardness rate and scratch test averages are 0.30 GPa, 8.22 kJ/m2, 76.02 Shore D, and 0.270 mm in sequence. These results demonstrate slight changes in the hardness and impact resistance of the sample without the addition of licorice particles as well as at lower weight percentages. However, after the addition of 20% and 30%, improvements in mechanical performance were demonstrated, attributed to enhanced interfacial bonding between the matrix and the filler. Physical properties were assessed through water absorption and bulk density measurements. Structural characterization was carried out using fourier transform infrared spectroscopy (FTIR) and scanning electron microscope (SEM), both of which confirmed improvements across all samples. While bulk density values were initially low, an increase in licorice content led to a corresponding rise, with the best results observed in the sample containing 30% licorice and magnesium hydroxide (UP/30% licorice + Mg(OH)₂). Water absorption also increased with higher licorice content, while decreasing for UP/licorice + Mg(OH)₂, which equals 0.02%. This composite material shows promise for the development of sustainable, eco-friendly products. It can potentially serve as a protective coating for surfaces exposed to humid environments, such as in piping systems.
tensile strength, impact resistant, scratch test, water absorption, FTIR, SEM, UP/licorice particles
In recent years, the use of sustainable materials across various industries has gained significant importance. Additionally, there has been a discernible increase in public interest in and awareness of environmentally friendly substitutes. One commonly used tactic is the use of biobased and/or biodegradable materials. It is possible that these materials will reduce the amount of energy used in manufacturing processes, which will help to lower CO2 emissions [1].
When utilized as cellulosic reinforcements, wood flour (WF) provides advantageous mechanical qualities, reduced density, and improved health. dangers. Furthermore, it provides a number of advantages, such as improved final product biodegradability and the availability of natural resources that are renewable [2]. Wood has been a crucial natural resource used in many different ways since the beginning of human history. Fuel, weapons, and building materials are among its primary applications. Wood is a plentiful and renewable resource that has caught the interest of scientists who research the traits and qualities of various varieties and shapes for use in the building sector [3]. Composites made from plant fibers—both wood and non-wood—in combination with thermosetting or thermoplastic materials are referred to as WPCs. This enables the creation of composite products by combining plastic and wood fibers. WPCs, or wood-plastic composites, are a novel and sustainable material. Usually made by extrusion or injection molding at high pressure and temperature, they are made by mixing polymers with wood particles added as fillers. WPCs benefit from the qualities of both their plastic and wood constituents. They are long-lasting and recyclable, for example, because they are impervious to humidity and corrosion. WPCs are less prone to bending and cracking than regular wood. Furthermore, WPCs are more environmentally friendly and simpler to process than traditional plastics. WPCs have therefore been widely used in outdoor environments for decking, trails, and landscape gardening [4]. Poor interfacial adhesion between the polar-hydrophobic sawdust and the non-polar-hydrophobic polymers is the primary drawback of using sawdust fibers as reinforcements. Consequently, sawdust is chemically treated to increase surface roughness, which raises surface area and produces mechanical cross-linking between the polyester and the additives [5]. Thermosetting polyester resins that are unsaturated are among the most sought-after systems in use today because of their quick operation, high performance, and low cost. The most commonly used polyester resins are typically low-viscosity unsaturated ones [6, 7]. According to studies, this kind of polymer has a wide range of practical applications, including the paint industry, polishing varnish, and as a binder in the production of numerous industrial materials. It is also utilized as a drug delivery material and, after strengthening specific additives, as a thermal insulator [8, 9]. This material's unique qualities have led to its widespread use in various industrial settings. A significant component of polyester resins is fillers, which can make up anywhere from 0% to 30% of the composite's weight. The amount of filler is mostly determined by the viscosity of the resin. Polyester without a saturated layer. Together with the free radical method, it undergoes polymerization and hardening in a viscous liquid form using a diluent or cross-linking agent (styrene), which results in the final form that is insoluble in the majority of organic solvents [10]. The researcher investigated the influence of reprocessing on the property profile of polypropylene-based wood–plastic composites [1]. In 2024, Acharjya and Mohanty [11] investigated the effects of magnesium hydroxide-decorated kenaf fiber on the physico-mechanical characteristics of composites made of polypropylene. Due to the low concentration of MH, there is a slight change, but not a significant improvement.
Unsaturated polyester resin has been used with a viscosity of 450-700 cps and an acid value of 18-24.
Licorice roots were obtained from uncultivated farms in Babylon, where it grows wild and can be collected. Magnesium hydroxide is an inorganic solid compound that has a density of about 2.36 g/cm³ and is a white, odorless, crystalline powder. It is completely dry and not wet, with a brown exterior and a yellow interior. where it grows wild and can be collected.
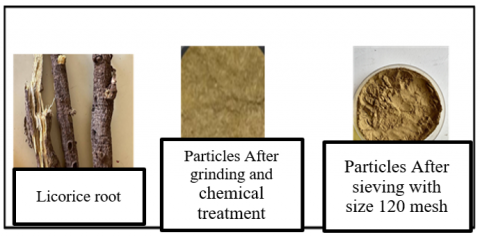
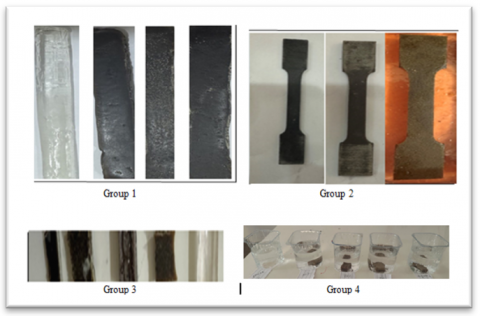
In this study, licorice roots were used to create wood-plastic composites, as shown in Figure 1. Licorice roots were first chemically treated through a series of steps that included cleaning of licorice root after getting it and adding a small percentage of NaCl with water by using heating and waiting for 3 days to dry it, also milling, and sieving in the last steps. Licorice particles were then extracted using a 120 mesh sieve. Next, 1% hardener was added to an aqueous polyester based on the weight percentage of polyester. Wood particles were added with weight percentages of 0, 10, 20, and 30%. All samples were thoroughly mixed for two minutes to prevent bubbles, and 1% Mg(OH)₂ was added for the best percentage. The samples were then allowed to fully solidify and treated for three hours at 100℃ in an oven. Various samples were acquired. The next step is to cut the samples in accordance with ASTM guidelines so that mechanical, physical, and structural tests can be performed, as shown in Figure 2. Using the Charpy effect, the impact test device is of German origin and requires sample dimensions of 55 mm × 10 mm in accordance with ASTM measurements. After the sample is broken and put into the device, a reading is taken that indicates how much energy the material has absorbed. used the following relationship to calculate the impact strength [12]:
$G c=U c / A$ (1)
where, Gc is the impact resistance, Uc is the energy that has been absorbed, and A is the area of the cross section.
Figure 1. The steps of preparing licorice particles by using Chemical treatment and sieving with a size of 120 mesh
Figure 2. Group 1: membranes of (UP/licorice particles); group 2 and 3: membranes according to ASTM with Mg(OH)2; group 4: all samples immersion with distilled water
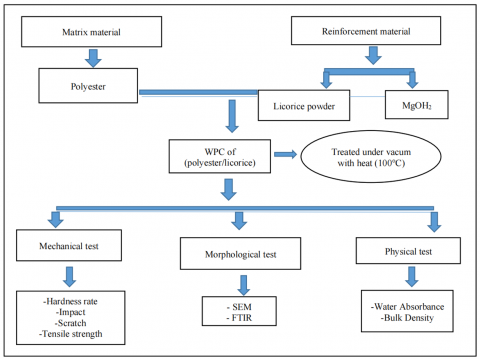
Figure 3. The schematic illustration of preparing samples and tests
The hardness rate that was used. According to international standards ASTM D2240, ISO 7619, disk7215, and DIN 53505, a digital Shore D is a device that consists of a small needle with a diameter of 1.4. Three hardness values in various areas of the sample surface have been obtained by inserting this needle onto the surface of the material to be measured and recording the reading that the device provides. The tensile test apparatus, which is loaded with a specific quantity and is positioned between the handles, was manufactured in compliance with the standard test method (ASTM D638). Figure 3 represents the schematic illustration of this study. From the following equations, we can calculate stress and strain [13]:
$\sigma=\frac{p}{A}$ (2)
$\varepsilon=\frac{\Delta \mathrm{L}}{\mathrm{Lo}}$ (3)
where, $\sigma$: tress, $\varepsilon$: strain, P: applied force, A: cross section area, $\Delta \mathrm{L}$: the amount of change in length, Lo: Origin length.
Test of Water Absorbance: The purpose of this test is to determine how moisture affects surface hardness and elastic modulus. A digital balance that senses readings to four decimal places is used to measure the samples' weight prior to immersion in distilled water at room temperature at the start of the test. After the 28-day period, the test is continuous. After the samples have been submerged and dried, their weight is finally determined. By submerging the samples in distilled water, this procedure is repeated. The following formula was used to determine the weight gain [14].
Weight gain percentage $=\frac{m 1-m 2}{m 1}$ (4)
where, m1: the mass of the sample before immersion that was measured by (g); m2: the mass of the sample after immersion measured by (g).
A device with a needle passed over the sample under a standard load of 10 N was used to perform the scratch test. The scratch was perpendicular to the direction of stress, had a length of about 40 mm, and was moving at a speed of 20 mm/s. After some time, the area that had been scratched was clarified and the width of the scratch was measured using a laser microscope. For the analysis FTIR, the sample was ground into a fine powder using a Fourier transform infrared spectrophotometer (IRAffinity-1). After that, dried potassium bromide was thoroughly combined with a tiny amount of this powder and then compressed for the scanning test into thin discs. With a resolution of 4 cm-1, the spectral analysis encompassed a wavenumber range of 4000 to 500 cm-1.
The samples were analyzed using a scanning electron microscope (SEM): FEL, Quanta 450, Czech. Electron microscope images were obtained at a magnification of 4705X, a voltage of 20.00 kV, and a distance of 20 μm.
4.1 Mechanical characteristics
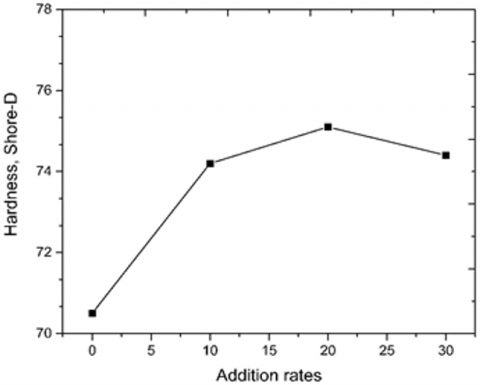
The hardness of wood particles (UP/licorice) varies, as shown in Figure 4. The hardness of the sample was roughly 70.8 D prior to the addition of licorice powder. The hardness rate increased to 73.14 when 10% was added at a particle size of 120 mesh, and to 75.28 D when 20% was added. At 76.02 D, the final rate of 30% had the highest hardness, as shown in Table 1. This is explained by the presence of licorice particles, which have a high degree of stiffness and will lessen the polymer's elasticity and reed penetration into polyester. As more licorice powder was added, the harder the mixture became. The crucial role of wood grains, which show interaction between the polymer surface and the reinforcing material, is responsible for the increase in hardness values with smaller grain sizes. This interaction results in a high bond between the two materials and increased mechanical bonding effectiveness. However, by increasing the effective surface area with the matrix material, the additives help to improve cohesion and stacking, which in turn decreases particle movement and, as a result, increases resistance to scratches and fractures. This was the conclusion reached by researchers [15].
Figure 4. Hardness rate variation with amount of licorice particles
Table 1. Mechanical properties results for all percentage (0, 10, 20, 30)% (licorice + UP) composites
|
Samples |
Impact Strength (kJ/m2) |
Hardness Rate (Shore D) |
Elastic Modulus (GPa) |
Scratch Test (Average) |
|
0 |
3.02 |
70.8 |
0.09 |
~0.327 mm |
|
10 |
5.72 |
73.14 |
0.13 |
~0.300 mm |
|
20 |
6.1 |
75.28 |
0.21 |
~0.330 mm |
|
30 |
8.22 |
76.02 |
0.30 |
~0.270 mm |
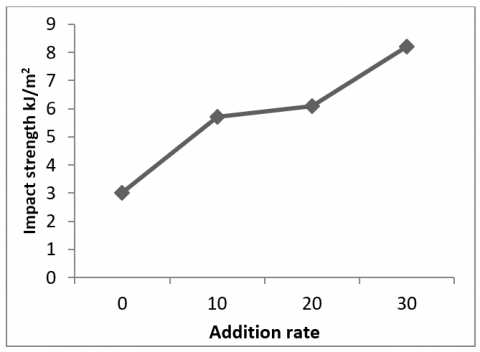
Figure 5 illustrates how the weight percentage of licorice particles at a particle size of 120 mesh affects the impact strength of polyester. According to the findings, the impact strength increased when the weight fraction of wood particles was increased from 10% to 30%. aforementioned results, we noticed that the impact strength of the polyester increased with increasing weight fractures of the polyester. The impact resistance test's basic idea is for the test sample to absorb the hammer's initial kinetic energy before fracture. The internal components of the mixture and the sample's resistance to the applied stresses determine how much energy is absorbed. These flaws are lessened and the impact resistance is raised when licorice particles of varying weight fractions are added. This is because the licorice particles are small and disperse easily within the composite's matrix material, increasing its impact resistance. The components of the mixture and a substance's resistance to the applied stress determine how much energy is absorbed. The casting process causes the surface of brittle and cracked thermosetting polymers to shrink [16].
Figure 5. Impact strength changes with the addition of the weight fraction of licorice particles
Figure 6. Stress-strain variation based on the weight fraction of licorice particles
The material's stiffness and resistance to deformation under stress are gauged by its Young's modulus. Higher values indicate stiffer materials that undergo less deformation, which is crucial for comprehending how a material behaves under typical loads. Young's modulus and plateau stress work together to optimize the performance of lattice structures in a variety of industrial and technical applications by balancing strength, flexibility, and energy absorption in material design [17]. As seen in Figure 6, the tensile strength was demonstrated. The tensile strength rate was about 3.48 MPa when the percentage of licorice flour was increased from 10% to 30%. This is a result of the polyester matrix's even distribution of licorice particles, which significantly improved stress transfer from the polymer matrix to the filler and raised WPC's stiffness. Furthermore, the filler particles may serve as crack propagation nucleation sites, enabling a more flexible and controlled deformation pattern [18]. The increase in elastic modulus is caused by the interconnection of the wood particles and/or the possibility of a crust of matrix material forming, surrounded by rows of wood particles. This is explained by the fact that when wood particles are added, bonds will form between the carbon groups of the polypropylene polymer and the hydroxyl groups of licorice. The elastic modulus of the composites rises as a result [19].
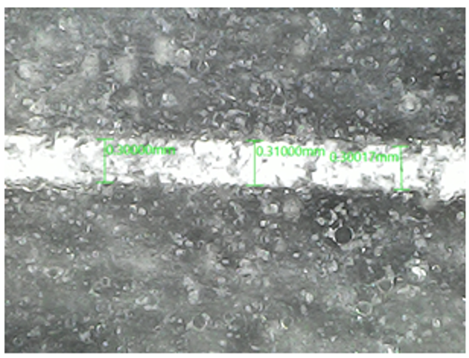
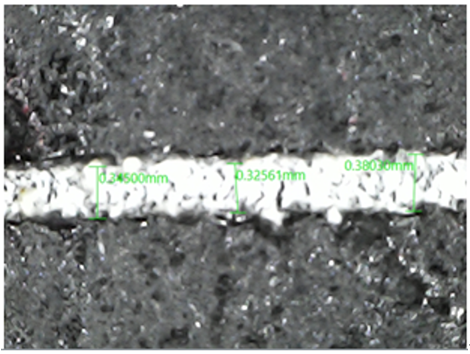
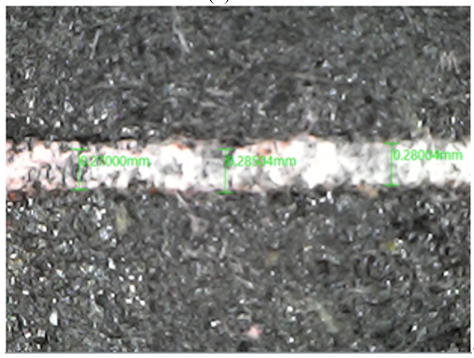
The scratch resistance of a sample with polyester and no wood particles 0% added is shown in Figure 7(a). The scratch width measurements in millimeters are displayed in the results. The values for the scratch width were 0.3012 mm, 0.3000 mm, and 0.3100 mm. The average is about 0.327 mm. The material is not very scratch-resistant, as indicated by the scratch width, which shows a relatively low resistance. The surface seems less cohesive or smoother. The scratch resistance of a sample with 10% W+UP, or scratch width values, is shown in Figure 7(b). The average is about 0.300 mm. Scratch resistance seems to have improved slightly as a result of the 10% additive, especially since some values have decreased to about 0.24 mm. A localized effect on the structure or an uneven distribution of the additive could be the cause of the measurement variability. The scratch resistance of a sample with 20% W+UP is shown in Figure 7(c). According to the results, the average is roughly 0.3306 mm. At 20%, we observe that the scratch width increased significantly in one place 0.3803 mm, but otherwise stayed relatively close to the prior ratios of 10%. This could mean that the wood particles or additives are not evenly distributed, or that the additives are starting to become saturated, which would lessen their ability to increase scratch resistance. The scratch resistance of a sample with 30% W+UP is shown in Figure 7(d). The average is about 0.270 mm. When compared to earlier ratios, a notable improvement in scratch resistance was indicated by the noticeable decrease in scratch width. This implies that the 30% ratio might be a crucial point for fortifying the material's surface structure. The bond between the polymer and the wood particles has improved, or the surface seems more cohesive [20]. Mechanical properties result for all percentages (0, 10, 20, 30)% licorice + UP composites shown in Table 1.
4.2 Physical characteristics
Density is one of the physical attributes that influences the lifespan of wood-based composite panels (WPCs). Density is the dry wood's mass to volume ratio. Density also affects the durability of the finished board. The effects of density and surface properties on WPC quality have been compared and studied in recent studies [21].
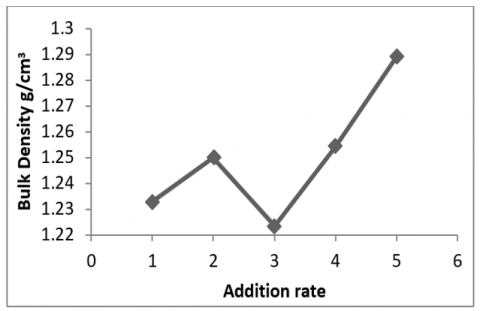
Figure 8 shows that polyester's Bulk density was 1.233 g/cm³ before licorice reinforcement. The addition of licorice particles for reinforcement raised its value to 1.250 g/cm³. This result indicates an increase in the density of composite materials after reinforcing polyester with licorice particles. This is attributed to filling the voids within the polyester, which improved the bulk density. The reason for this is filling the very small voids that are formed during sample preparation with wood particles. These particles spread throughout the composite material's structure, reducing voids and volume while boosting the bond between the reinforcement and matrix materials. This improves the material's cohesiveness and hardness, which raises the apparent density and is in line with the researcher's findings [22]. But after adding magnesium hydroxide, the density obviously rose to 1.289 g/cm³, which is consistent with the researcher's findings [11].
Figure 8. Bulk density variation with addition rates of licorice particles and Mg(OH)2
The board's mass will increase and become stronger as its density increases. The density of the boards produced will depend on how well they adhere to one another. The strength of the board will increase with the strength of the particle adhesion [23]. The mechanical properties of polymeric composites are deemed unstable due to their increased susceptibility to absorbing water or other liquids, which is influenced by atmospheric humidity. This is explained by the finding that the absorption process weakens the interface by decreasing the adherence between the polymeric material and the reinforcement material [24].
Different affiliations shall be listed in separate lines. Do not insert any punctuation at the end of each affiliation. If all the authors are affiliated with the same organization, type that affiliation just once.
The mechanical properties of polymeric composites are deemed unstable due to their increased susceptibility to absorbing water or other liquids, which is influenced by atmospheric humidity.
This is made clearer by realizing that the absorption process weakens the interface by reducing the adherence between the polymeric material and the reinforcement material [25].
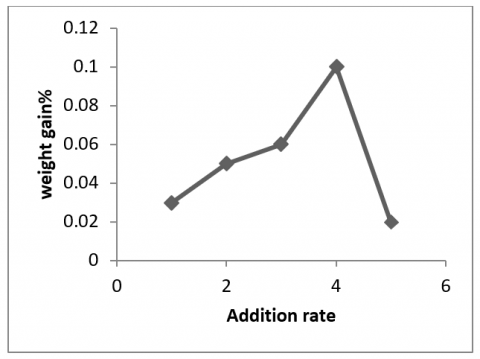
Figure 9. Weight gain with addition rate of licorice particles and Mg(OH)2
The relationship between the absorption rate over time and different wood particle (licorice) addition ratios is depicted in Figure 9. Before and after being submerged in distilled water, the sample was different. Weight values changed following immersion in distilled water, according to the results. The weight gain values for the wood particle-free material were roughly 0.03%. The weight gain for samples with wood particles varied between 0.05% and 0.1%. This is because wood particles are present and, when reinforced with agricultural additives, they form pores that allow water to be absorbed [26].
The ratio for the magnesium hydroxide-containing sample was 0.02%, the lowest percentage. A lower water absorption rate results from the presence of magnesium hydroxide, which improves the interfacial bonding between the fibers and the polymer matrix and narrows water penetration pathways. This aligns with the researcher's conclusions [27]. Physical properties result for all percentage (0, 10, 20, 30)% licorice + UP composites are shown in Table 2.
Table 2. Physical properties results for all percentage (0, 10, 20, 30)% (licorice + UP) composites and 30% (licorice + UP+ Mg(OH)2)
|
Samples |
Bulk Density (gm/cm3) |
Water Absorbance Rate (%) |
|
0 |
1.2331 |
0.03 |
|
10% |
1.2505 |
0.05 |
|
20% |
1.2235 |
0.06 |
|
30% |
1.2544 |
0.1 |
|
Mg(OH)2 |
1.289 |
0.02 |
The relationship between the absorption rate over time and different wood particle (licorice) addition ratios is depicted in Figure 9. Before and after being submerged in distilled water, the sample was different. Weight values changed following immersion in distilled water, according to the results. The weight gain values for the wood particle-free material were roughly 0.03%. The weight gain for samples with wood particles varied between 0.05% and 0.1%. This is because wood particles are present and, when reinforced with agricultural additives, they form pores that allow water to be absorbed [25].
The ratio for the magnesium hydroxide-containing sample was 0.02%, the lowest percentage. A lower water absorption rate results from the presence of magnesium hydroxide, which improves the interfacial bonding between the fibers and the polymer matrix and narrows water penetration pathways. This aligns with the researcher's conclusions [11]. Water permeability may be reduced by Mg(OH)₂ nanoparticles filling or sealing open pores in the material's surface structure. As shown in the morphological analysis using SEM images, the effect is directly related to a decrease in effective porosity.
The current study shows a significant decrease in water permeability, with researcher [26] reporting an increase in moisture content with the incorporation of nano-Mg(OH)₂ in cement composites. Variations in material systems, nanoparticle dispersion, or experimental setups may be the cause of this discrepancy. These results imply that, in certain formulations, nano-Mg(OH)₂ may exhibit dual or system-dependent behavior, improving moisture resistance.
The presence of a polyester matrix is confirmed by a clear peak in the composite's FTIR spectrum at 1720 cm⁻¹ as shown in Figure 10, which is ascribed to the carbonyl bond C=O in the ester group. The broad peak at 34100 cm⁻¹, which is linked to the O-H group in the wood particles, became less intense, suggesting that the wood and polyester may have formed a hydrogen bond. Good integration of the plant components within the composite was indicated by the appearance of new peaks at 1041–1118 nm, which were linked to C–O bonds in the cellulose. The emergence of fresh peaks in the 1000–1100 nm range confirms that the wood contains cellulose. According to FTIR analysis, the composite has a polyester matrix mixed with wood particles, especially cellulose, and there may be hydrogen bonds between the two substances. This indicates that the composite has good chemical homogeneity, which may lead to better mechanical and physical qualities [27].
Figure 10. FTIR for (a) (0, 10, 20, 30)% licorice + UP and (b) Licorice+UP + Mg(OH)2
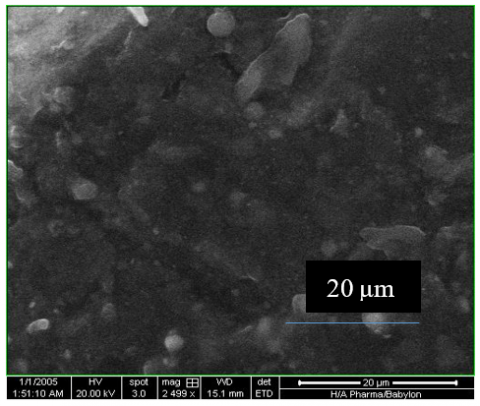
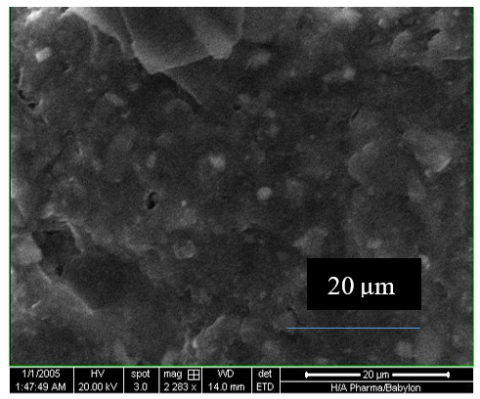
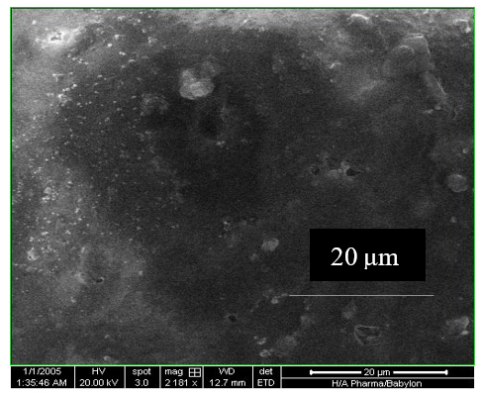
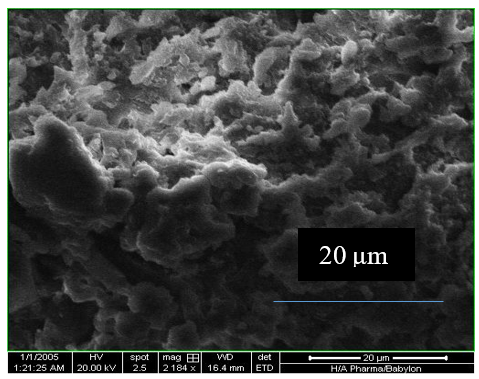
Figure 11. (a): 10% licorice particles/ UP, (b): 20% licorice particles/ UP, (c): 30% licorice particles/ UP, and (d): 30% licorice particles + Mg(OH)2/ UP
SEM for 10% wood particles/UP is displayed in Figure 11 (a). The electron microscope was examined at 20.00 kV, with a working field (WD) of 15.1 mm (scale bar) of 20 micrometers and a magnification of 2499×. Incomplete homogeneity within the polyester is indicated by the figure's widely spaced pores and protrusions on the surface. The porosity was estimated to be approximately 90.6%, indicating a highly porous structure. There are no obvious joints or surface cracks between the plant's constituent parts, which are represented by wood particles. This shows that the composite components have been integrated satisfactorily. Although pores or gaps are present in Figure 11(b) (20% wood particles/UP), they are much smaller than in the previous ratio. There are also plates in the upper part, which suggests that there are integrated wood particles there. The polar wood's uneven surface affinity for the nonpolar polymer resulted in poor mechanical properties. The differences in chemical composition are clearly visible in Figure 11(c), and the pores are approximately 56.2%. The poor adhesion of the WF to the polymer indicates poor mechanical strength. The incompatibility also results in capillary gaps between the polymer and the WF. The WF can therefore easily absorb water molecules from these areas, which causes it to swell. However, we note that this sample has fewer voids and cracks than the previous one [28]. The sample surface is smoother and more uniform than in earlier findings, as the figure illustrates. The wood particles are evenly dispersed and well-integrated within the polymer, and there aren't any visible cracks, impurities, or gaps. This indicates a strong bond between the polymer matrix and the plant fillers (like wood or cellulose) and suggests that the components within the matrix are compatible [29]. Figure 11(d): 30% wood particles plus MgOH₂/UP displays. Compared to earlier samples, the surface seems more uniform, with approximately 50.0% pores. This improves resistance to moisture. This shows that the wood components are well distributed throughout the polymer and are more compatible with one another. It also shows that bonds between functional groups, like hydrogen bonds, are forming, which improves the composite's stability and mechanical qualities. This is because the sample contained magnesium hydroxide, which significantly improved mechanical properties and increased compatibility [30, 31].
We concluded that adding licorice particles significantly strengthened the polyester, as evidenced by the mechanical properties we observed. The best results of tensile strength, impact resistance, hardness rate, and scratch test are 0.30 GPa, 8.22 kJ/m², 76.02 D, and 0.270 mm. In sequence, it indicated that the sample has 30% is the best result and shows improvements in all tested properties. Regarding the physical properties, such as bulk density and water absorption rate, the results showed enhanced performance in the composite, particularly with the addition of magnesium hydroxide, which had a notable impact on reducing the water absorption rate. This improvement suggests greater moisture resistance in the material. The effectiveness of these enhancements was further supported by detailed imaging from structural tests, including FTIR and SEM. This study could solve the problem of corrosion of external surfaces exposed to atmospheric conditions such as humidity and heat, as well as increase the durability and strength of the material, which is attributed to the role of licorice particles. Future comparisons with other wood particles for the possible long-term deterioration of mechanical properties under continuous moisture exposure or crack formation due to repeated thermal fluctuations are expected, as are more conformance tests of this composite. To guarantee structural stability in challenging environmental circumstances, additional surface treatments or protective coatings can be applied.
The authors would like to acknowledge the support provided by University of Babylon in facilitating laboratory access and analytical testing. Appreciation is extended to the technical staff for their assistance throughout the experimental procedures.
|
Uc |
the energy that has been absorbed (J) |
|
$\sigma$ |
stress (pa) |
|
$\varepsilon$ |
strain |
|
P |
applied force (N) |
|
A |
cross Section Area (m2) |
|
$\Delta \mathrm{L}$ |
the amount of change in length (m) |
|
Lo |
origin length (m) |
|
m1 |
the mass of the sample before immersion that was measured by (g) |
|
m2 |
the mass of the sample after immersion is measured by (g) |
[1] Burgstaller, C., Renner, K. (2023). Recycling of wood–plastic composites—A reprocessing study. Macromol, 3(4): 754-765. https://doi.org/10.3390/macromol3040043
[2] Marathe, D., Joshi, H., Kambli, P. (2022). Study of the effect of wood flour content on mechanical, thermal, rheological properties and thermoformability of wood–polypropylene composites. Polymer Engineering, 42(1): 1-8. https://doi.org/10.1515/polyeng-2021-0153
[3] Baig, M., Almeshari, B., Aabid, A., Junaedi, H., Almajid, A. (2024). The effect of maleic anhydride grafted polypropylene addition on the degradation in the mechanical properties of the PP/wood composites. Heliyon, 10(9): e30510. https://doi.org/10.1016/j.heliyon.2024.e30510
[4] Chen, C.H., Chiang, C.L., Chen, W.J., Shen, M.Y. (2018). The effect of MBS toughening for mechanical properties of wood-plastic composites under environmental ageing. Polymers and Polymer Composites, 26(1): 45-58. https://doi.org/10.1177/096739111802600106
[5] Al-Zuhairi, A.H., Al-Zuhairi, H.S., Al-Salami, A.E. (2016). Properties investigation of washed sawdust/UPE composites. Engineering and Technology Journal, 34(A5): 829-838. https://doi.org/10.30684/etj.34.5A.11
[6] Irfan, M.H. (1998). Chemistry and Technology of Thermosetting Polymers in Construction Applications. Kluwer Academic Publishers, London. https://doi.org/10.1007/978-94-011-4954-9
[7] Manfredi, L.B., Rodriguez, E.S., Wladyka-Przybylak, M., Vazquez, A. (2006). Thermal degradation and fire resistance of unsaturated polyester modified with phosphorus-containing flame retardants. Polymer Degradation and Stability, 91(2): 255-261. https://doi.org/10.1016/j.polymdegradstab.2005.04.042
[8] Gowsika, J., Nanthini, R. (2014). Synthesis and characterization of polymer composites. Journal of Chemistry, 2014(1): 173814. https://doi.org/10.1155/2014/173814
[9] Sharifi, S., Mirzadeh, H., Imani, M., Rong, Z., et al. (2009). Injectable in situ forming drug delivery system based on poly (ε-caprolactone fumarate) for tamoxifen citrate delivery: Gelation characteristics, in vitro drug release and anti-cancer evaluation. Acta Biomaterialia, 5(6): 1966-1978. https://doi.org/10.1016/j.actbio.2009.02.004
[10] Matynia, T., Worzakowska, M., Tarnawski, W. (2006). Synthesis of unsaturated polyesters of increased solubility in styrene. Journal of Applied Polymer Science, 101(5): 3143-3150. https://doi.org/10.1002/app.22898
[11] Acharjya, S., Mohanty, S.P. (2024). Impact of magnesium hydroxide particles decorated Kenaf fibre on the physico-mechanical properties of polypropylene-based composites. Bulletin of Materials Science, 47(4): 275. https://doi.org/10.1007/s12034-024-03345-7.
[12] Aziz, M.Z. (2009). Preparation of hybrid composites and studying the effect of temperature on some their mechanical and physical properties. Master’s thesis, University of Baghdad.
[13] Callister, W.D., Rethwisch, D.G. (2020). Materials Science and Engineering: An Introduction (10th ed.). Hoboken, NJ: Wiley.
[14] Al-Ssafi, R.A., Imran, D.M., Sehil, K.F. (2019). Study of hardness and wear resistance for plastic flooring of urea formaldehyde. Association of Arab Universities Journal of Engineering Sciences, 26(4): 114-120. https://doi.org/10.33261/jaaru.2020.27.4.011
[15] Abbass, R.A.K., Suhail, K.F. (2020). Study hardness and wear resistance for plastic flooring of urea formaldehyde. Association of Arab Universities Journal of Engineering Sciences, 27(4): 114-120. https://doi.org/10.33261/https://doi.org/10.33261/jaaru.2020.27.4.011
[16] Haque, Z.U., Turner, D.T. (1987). Influence of particulate fillers on the indentation hardness of a glassy cross-linked polymer. Journal of Materials science, 22(9): 3379-3384. https://doi.org/10.1007/BF01161208
[17] Idicula, M., Neelakantan, N.R., Oommen, Z., Joseph, K., Thomas, S. (2005). A study of the mechanical properties of randomly oriented short banana and sisal hybrid fiber reinforced polyester composites. Journal of applied polymer science, 96(5): 1699-1709. https://doi.org/10.1002/app.21636
[18] Lee, S.H., Ohkita, T. (2003). Mechanical and thermal flow properties of wood flour–biodegradable polymer composites. Journal of Applied Polymer Science, 90(7): 1900-1905. https://doi.org/10.1002/app.12864
[19] Lazzeri, A., Zebarjad, S.M., Pracella, M., Cavalier, K., Rosa, R. (2005). Filler toughening of plastics. Part 1—The effect of surface interactions on physico-mechanical properties and rheological behaviour of ultrafine CaCO3/HDPE nanocomposites. Polymer, 46(3): 827-844. https://doi.org/10.1016/j.polymer.2004.11.111
[20] Kada, D., Migneault, S., Tabak, G., Koubaa, A. (2016). Physical and mechanical properties of polypropylene–wood–carbon fiber hybrid composites. BioResources, 11(1): 1393-1406.
[21] Cheng, Q., Jiang, C.K., Zhao, D., Yang, Z.R., et al. (2025). Effect of assembly pre-stress on the scratch behavior of polycarbonate. Nanotechnology and Precision Engineering, 8(4): 043008. https://doi.org/10.1063/5.0255820
[22] Onat, S.M., Kurşun, C., Kelleci, O. (2023). Particleboard density and surface quality. In 2nd International Conference on Contemporary Academic Research, Konya, Türkiye. https://www.researchgate.net/publication/392732824_Particleboard_Density_and_Surface_Quality.
[23] Dwivedi, U.K., Chand, N. (2009). Influence of MA-g-PP on abrasive wear behaviour of chopped sisal fibre reinforced polypropylene composites. Journal of Materials Processing Technology, 209(12-13): 5371-5375. https://doi.org/10.1016/j.jmatprotec.2009.04.008
[24] Yaswan, R., Kasim, A., Nazir, N., Malrianti, Y., Ilyas, R.A. (2025). The effect of comparative differences in composition of oil palm empty fruit bunches (OP-EBF) and HDPE plastics: Physical and mechanical properties of wood plastic composite (WPCs). Journal of Fibers and Polymer Composites, 4(1): 56-67. https://doi.org/10.55043/jfpc.v4i1.248
[25] Pavlovic, A., Valzania, L., Minak, G. (2025). Effects of moisture absorption on the mechanical and fatigue properties of natural fiber composites: A review. Polymers, 17(14): 1996. https://doi.org/10.3390/polym17141996
[26] Daramola, O.O., Akintayo, O.S. (2018). Water absorption characteristics of Epoxy matrix composites reinforced with green silica particles. Journal of Practices and Technologies, (32): 215-232.
[27] Turmanova, S., Dimitrova, A., Vlaev, L. (2008). Comparison of water absorption and mechanical behaviors of polypropene composites filled with rice husks ash. Polymer-Plastics Technology and Engineering, 47(8): 809-818. https://doi.org/10.1080/03602550802188706
[28] Adam, M., Rajendrakumar, K. (2025). Performance enhancement of areca sheath fiber reinforced epoxy composites: Structural optimization with polybutylene terephthalate monofilaments. Journal of Natural Fibers, 22(1): 2440781. https://doi.org/10.1080/15440478.2024.2440781
[29] Diler, H., Durmaz, S., Acar, M., Aras, U., Erdil, Y.Z. (2024). The effect of vermiculite on flame retardancy, physical and mechanical properties of wood plastic composites. Journal of Thermoplastic Composite Materials, 19(1): 183-194. https://doi.org/10.15376/biores.19.1.183-194
[30] Lee, J.H., Park, S.H., Kim, S.H. (2020). Surface alkylation of cellulose nanocrystals to enhance their compatibility with polylactide. Polymers, 12(1): 178. https://doi.org/10.3390/polym12010178
[31] Lu, Y., Tighzert, L., Dole, P., Erre, D. (2005). Preparation and properties of starch thermoplastics modified with waterborne polyurethane from renewable resources. Polymer (Guildf), 46(23): 9863-9870. https://doi.org/10.1016/j.polymer.2005.08.026