Mina Mohannad Mahdi*![]() | Zoalfokkar Kareem Mezaal Alobad
| Zoalfokkar Kareem Mezaal Alobad![]() | Mohammed Jawad H. Kadhim
| Mohammed Jawad H. Kadhim![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Epoxy is a widely used thermosetting resin due to its ease of molding and processing. This research aimed to investigate the effect of adding nanoparticles (zinc oxide (ZnO), titanium dioxide (TiO2), and montmorillonite clay (MMT)) on the tensile strength, fracture toughness, hardness, and thermal conductivity of pure epoxy at different weight ratios (0.25, 0.5, 1, 1.5, and 2%wt), where all samples were prepared using the solution mixing method. The results show that the addition of 0.25% ZnO yields the best properties in terms of tensile strength and elastic modulus, with a tensile strength of 37 MPa and an elastic modulus of 1.195 GPa. Meanwhile, the 2% ZnO concentration yielded the best fracture toughness, with a fracture toughness of 0.216 MPa·m1/2, compared to pure epoxy and also to TiO2 and MMT nanoparticles. The addition of ZnO improved the thermal conductivity compared to pure epoxy. In the hardness test, there was no significant change in the hardness improvement of the nanocomposites compared to pure epoxy, as the change was slight. In FESEM test, it was observed that the surface roughness increases regularly at low concentrations, but at high concentrations, the increase is irregular due to the occurrence of agglomerations in the nanoparticle. While Fourier transform spectroscopy reveals a physical interaction between the epoxy matrix and the nanoparticles, it is concluded that the addition of zinc oxide significantly enhances the mechanical properties and thermal conductivity compared to other nanoparticles used.
epoxy coating, ZnO, MMT, TiO2, tensile strength, tensile modulus, FTIR, FESEM
Over the years, epoxy resins have become an essential component of modern civilization and an integral part of daily life. Their numerous properties, including heat and corrosion resistance, high mechanical properties, and strong adhesion to various surfaces, have increased their growing importance and widespread use in practical applications, such as metal roofing, paint manufacturing, electronic components, electrical insulation materials, and other applications. Organic coatings, especially epoxy coatings, are poorly resistant to the development and propagation of cracks. These processes weaken the coating's mechanical strength and attractiveness by introducing localized defects. Despite their many advantages, epoxy resins are brittle and have limited thermal conductivity (0.1–0.3 W/m. K), and their poor mechanical properties pose challenges in some applications, especially in electrical equipment. Therefore, they pose a challenge in the manufacture of thermally conductive composites [1-3]. In addition, electrical equipment is evolving toward larger capacities and higher power, all accompanied by an increase in the voltage level of power systems. Consequently, heat dissipation in electrical equipment becomes more challenging. To solve this problem, materials with high thermal conductivity, such as inorganic fillers, are introduced into the epoxy matrix to increase thermal conductivity, which also affects the mechanical properties of the composite. Among these inorganic fillers (ZnO, TiO2, and nano clay), the presence of ZnO enhances the heat resistance of the composite and also enhances thermal stability, contributing to increased thermal conductivity due to its excellent thermal conductivity, thus increasing heat dissipation [4-6]. Additionally, TiO2 particles have a wide band gap (0.3–3.2 eV). This wide band gap makes them a good electrical insulator and thermal conductor, and their nanoscale distribution within the epoxy matrix creates a thermal network that enhances heat dissipation without compromising electrical insulation. Consequently, these particles have become the focus of much research and interest, as they contribute to enhancing the thermal stability and mechanical properties of polymeric materials. Nano clay, when incorporated into the epoxy matrix, significantly enhances the thermal, mechanical, and anti-corrosion properties compared to pure epoxy. It has a high ability to improve thermal conductivity due to its high surface area and layered structure [7-10]. Several researchers have conducted various studies on the use of nanomaterials to improve mechanical and thermal properties. Al-Turaif [11] reported that adding a small percentage of titanium dioxide particles enhances the mechanical properties of an epoxy matrix. In another study, Pinto et al. [12] reported that adding a very low concentration of titanium dioxide particles enhances mechanical properties, including (flexural strength, flexural modulus, hardness, tensile strength, flexural modulus, fracture energy, abrasion, elongation at break, and resistance to fatigue crack propagation, in addition to rheological and thermal properties. In another study, Raju et al. [13] reported that adding a 2% concentration of zinc oxide nanoparticles enhances mechanical properties (hardness and tensile strength). On the other hand, in another study, Örçen and Bayram [14] studied the effect of nano clay addition on the thermal and mechanical properties of epoxy composites. The results indicated that the optimum non-clay concentration was 1% by weight, giving the highest and best values for all mechanical properties. Sand Chee and Jowaid [15] investigated the effect of adding bifunctional MMT on the mechanical, morphological, and tensile properties of epoxy/organic clay nanocomposites, as well as their thermal stability. Different weight ratios (0.5, 1, 2, and 4 wt.%) were used in the epoxy matrix. The results showed that epoxy nanocomposites with a 1 wt.% OMMT concentration improved the tensile and elastic properties, high thermal stability, cross-linking density, and Tg. In another study, Yahya and Aleabi [16] compared micro fillers and nanofillers and studied their effect on the mechanical and thermal properties of epoxy composites. The results indicated an improvement in the thermal and mechanical properties after reinforcement with nanofillers and microfillers. The nanocomposite material (EP + TiO2 + ZnO) gave the highest hardness of 82.79 and tensile strength of 89.28 MPa. While the nanocomposite material (EP + TiO2) gave a high thermal conductivity of 0.526671W/m. K It is concluded that the nanocomposite material (EP+TiO2+ZnO) is the best in terms of improving properties. Al Saadi et al. [17] studied the effect of adding nanoparticles and hybrid composites at different weight percentages to the epoxy matrix. The results indicated that the best concentration was 3% TBCP, which improved the mechanical properties of the composite. Meanwhile, the addition of WC to the epoxy matrix increased the tensile strength, modulus of elasticity, and impact strength compared to pure epoxy. In another research paper, Saeed and Al-Obad [18] investigated the effect of adding MgO, BN, and hybrid nanoparticles at different concentrations (1, 3, 5, and 7) wt.% to epoxy. FTIR and SEM results showed surface interactions and good particle distribution. Improvement in mechanical properties was observed, especially at 7% BN. This was attributed to homogeneous dispersion and improved stress transfer within the matrix. In another research paper, Rahmah [19] studied an experimental comparison of the effect of zinc oxide (ZnO) and zirconium oxide (ZrO₂) nanoparticles on the chemical, mechanical, and structural properties of epoxy resin at different concentrations of 4%, 6%, and 8% by weight. The results showed a significant improvement in tensile and compressive strengths, as well as improved chemical and crystalline properties. ZrO₂ achieved a clear superiority over ZnO, increasing tensile strength by 67% and compressive strength by 50% at 8% by weight, while ZnO recorded increases of 50% and 40%, respectively. SEM images demonstrated ZrO₂'s effectiveness in improving homogeneity, surface and crystal structure, and reducing defects, while FTIR analyses confirmed the occurrence of structural interactions between the nanoparticles and epoxy, which contributed to enhancing the composite's performance.
This study aims to investigate the effect of nanoparticles, such as zinc oxide (ZnO), titanium dioxide (TiO2), and Montmorillonite (MMT), on the mechanical and thermal properties, morphology, of epoxy coatings, in addition to Fourier transform spectroscopy to analyze the interaction between the epoxy matrix and nanoparticles. These fillers were used as fillers in the epoxy matrix at different concentrations (0.25, 0.5, 1, 1.5, and 2) wt.%.
2.1 Materials used
Epoxy strong coat 400 was bought from Iraq DCP Company, Hilla, Iraq. Zinc oxide nanoparticles (ZnO) ,10-30 nm, purity of 99.8% were bought from the United States of America (USA), Sky Spring Nanomaterials, Inc., which is situated in Houston, Texas. Titanium dioxide nanoparticles (TiO2),10-30nm, purity of 99.5% were bought from the United States of America (USA), Sky Spring Nanomaterials, Inc., in Houston, Texas. Montmorillonite clay nanoparticles (MMT), ≤ 20 microns, were bought from the United States of America (USA), Sigma-Aldrich nanomaterials, which is situated in Saint Louis. Ethanol alcohol (purity of 99.9%) was bought from the local Iraqi market, Hilla, Iraq. Table 1 lists the nanomaterials used in this work: zinc oxide (ZnO), titanium dioxide (TiO2), and montmorillonite clay (MMT). Five different weight concentrations of each material were used: 0.25%, 0.5%, 1%, 1.5%, and 2% (wt.%). This concentration gradient aims to study the effect of each nanomaterial on the various properties of the coating under standardized experimental conditions.
Table 1. The composition of specimens
|
No. of Specimens |
Code of Specimens |
Composition of Specimens |
|
1 |
EP |
Epoxy with no addition |
|
2 |
EP/ZnO 0.25 |
Epoxy 0.25% Zinc oxide |
|
3 |
EP/ZnO 0.5 |
Epoxy 0.5% Zinc oxide |
|
4 |
EP/ZnO 1 |
Epoxy 1% Zinc oxide |
|
5 |
EP/ZnO 1.5 |
Epoxy 1.5% Zinc oxide |
|
6 |
EP/ZnO 2 |
Epoxy 2% Zinc oxide |
|
7 |
EP/TiO2 0.25 |
Epoxy 0.25% Titanium oxide |
|
8 |
EP/TiO2 0.5 |
Epoxy 0.5% Titanium oxide |
|
9 |
EP/TiO2 1 |
Epoxy 1% Titanium oxide |
|
10 |
EP/TiO2 1.5 |
Epoxy 1.5% Titanium oxide |
|
11 |
EP/TiO2 2 |
Epoxy 2% Titanium oxide |
|
12 |
EP/MMT 0.25 |
Epoxy 0.25%Montmorillonite |
|
13 |
EP/MMT 0.5 |
Epoxy 0.5% Montmorillonite |
|
14 |
EP/MMT 1 |
Epoxy 1% Montmorillonite |
|
15 |
EP/MMT 1.5 |
Epoxy 1.5% Montmorillonite |
|
16 |
EP/MMT 2 |
Epoxy 2% Montmorillonite |
2.2 Preparation samples
2.2.1 Preparation of pure epoxy samples
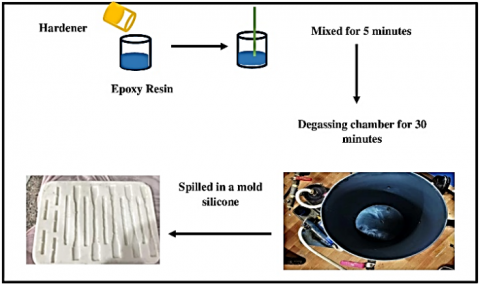
Using a mechanical stirrer, the epoxy was mixed with the hardener (in an 85:15 weight ratio) for 5 minutes. Afterwards, the mixture was placed in a degassing system (bubble removal system) for 30 minutes at room temperature. The mixture was then split into the previously made mold silicone and left at room temperature for 7 days to complete curing. Figure 1 shows the steps for preparing pure epoxy resin in a detailed diagram that illustrates the preparation mechanism in a sequential manner to facilitate understanding the stages of the preparation method.
2.2.2 Preparation of nanocomposites
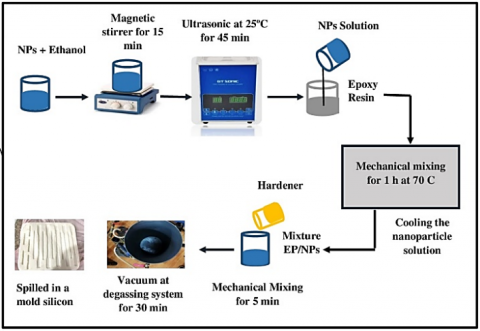
First, composites were prepared using different amounts (0.25, 0.5, 1, 1.5, and 2) %wt. of TiO2, ZnO, and MMT nanoparticles (NPs) (see Table 1). The nanoparticles were then dispersed with ethanol using a mechanical stirrer for 15 minutes. After that, the mixture was placed in an ultrasonic bath at 25℃ for 45 minutes. Then, the nanoparticle solution was added to the epoxy resin using mechanical mixing for 1 hour with heating at 70℃ to evaporate the ethanol solvent. The mixture was then weighed every 10 minutes to ensure complete evaporation of the ethanol solvent (see Figure 2). The mixture was then cooled at room temperature for 25℃, after which the hardener was added and mechanically stirred for 5 minutes. Finally, the mixture was placed in a degassing system for 30 minutes. Following this, the mixture was split into a mold silicone and left to cure for 7 days at room temperature.
Figure 1. Steps of preparing neat epoxy samples
Figure 2. Preparation mechanism of epoxy/ ZnO, TiO2, or MMT nanocomposites
2.3 Tests
2.3.1 Infrared Fourier Transform Spectrometer (FTIR) test
FTIR test was achieved using a Fourier transform infrared spectrometer, type SHIMADZU IR Affinity-1 (made in Japan). The test is carried out according to ASTM E1252 [20]. For epoxy and epoxy/ NPs to know the bond between the polymer and fillers, whether it is a physical or chemical bond.
2.3.2 Field Emission Scanning Electron Microscopy (FE-SEM) test
An analytical field emission scanning electron microscope, model (Inspect F50 FE-SEM) from the company FEI, of Dutch origin. The material used in the test was tensile specimens, where the fracture zone of the sample was examined.
2.3.3 Tensile test
Tensile specimens were manufactured according to ISO 527-2 [21] (see Figure 3). The specimens are tested on the WDW-5E device at room temperature using a 5 KN load cell with a speed of 5 mm/min. Then the load was applied until the specimen failed, after which the stress-strain curve was obtained. The tensile modulus and tensile strength were calculated using the following equation [22, 23].
$\sigma=\frac{F}{A}$ (1)
$\mathrm{E}=\frac{\Delta \sigma}{\Delta \varepsilon}$ (2)
where:
σ: Tensile strength (MPa)
E: Elastic modulus (MPa)
F: Load (N)
A: Cross-sectional area of sample (mm²)
∆σ = σ2- σ1 Stress of sample (MPa)
∆ɛ = ɛ2-ɛ1 Strain of sample
Figure 3. Specimens of tensile
2.3.4 Fracture toughness test
A single-edge beam fracture toughness test was performed on V-shaped bars to verify the toughness of the nanocomposite material. These specimens were tested using a WDW/5E type. The specimens were pre-cut at the end of the V-section, and a so-called “sharp kerf” was created at the end of the V-section using a hand-held power weight, as shown in Figure 4. The span length was 45 mm at room temperature, and the head speed was selected at 5 mm/min according to ASTM D 5045. Finally, the stress intensity (Kɪϲ) was calculated using the equations below [24].
$K_{I C}=\left(\frac{P}{B W^{1 / 2}}\right) f\left(\frac{a}{w}\right)$ (3)
$f(x)=6 x^{1 / 2} \frac{\left[1.99-x(1-x)\left(2.15-3.93 x+2.7 x^2\right)\right]}{(1+2 x)(1-x)^{3 / 2}}$ (4)
where, Kɪϲ: Fracture toughness (critical-stress-intensity factor) (MPa m1/2), P: maximum load (N), B: thickness of the sample (m), W: width of the sample (m), and a: crack length (mm).
Figure 4. Pictures of (a): SENB samples, (b): The method of creating a crack within fracture toughness (SENB)
2.3.5 Hardness Shore D test
Hardness test is an important test in determining and measuring the resistance of a material to cavitation. Usually, coatings need high hardness to maintain the surface appearance since the coating is an important property for the resistance and durability of the coating. The Shore D hardness meter, which was made in China (TH210FJ), model TIME. 5431 The test mechanism is to place a needle perpendicular to the sample. The test was conducted on each sample six times in different places and simultaneously, where the final hardness was the average of the values.
2.3.6 Thermal conductivity test
The thermal conductivity test was used to measure the thermal conductivity of pure epoxy and epoxy reinforced with (ZnO, TiO2, and MMT) NPs. Samples were made with a height of 30 mm and a diameter of 25 mm, and two holes were pierced with a distance of 6 mm between each hole and a diameter of 1.3 mm for a thermal conductivity test. Type KD2 Pro, made in the USA, was used to measure thermal conductivity.
3.1 FTIR
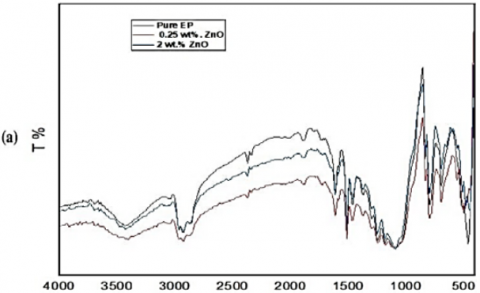
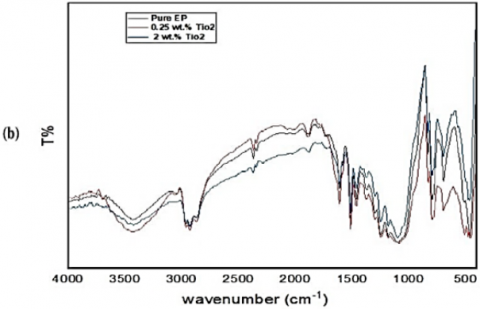
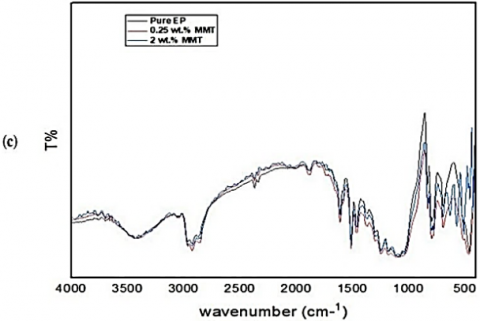
Figure 5 and Table 2 illustrate the Fourier transform infrared (FTIR) spectra of pure epoxy and the nanocomposites. The FTIR spectra show that the hydroxyl group appears in the range (3440 cm-1), while the band appearing in the range (2916 cm-1) belongs to the aliphatic C-H group, and the band appearing in the range (1612 cm-1) belongs to the aromatic C=C group. A bond was also observed in the range (1540 cm-1) belonging to the C-H group, and the bond in the range (1000-1250 cm-1) belongs to the C-O-C group. In addition, changes in the intensity of some peaks were observed when the nanoparticles were added to the epoxy, as well as a slight shift of some peaks, especially at the C-O-C and O-H points, indicating a physical interaction between the epoxy matrix and the nanoparticles (ZnO, TiO2, and MMT). Thus, this physical interaction indicates the presence of multiple bonds between the epoxy matrix and the nanoparticles, enhancing bonding within the material and increasing the thermal conductivity of the composite due to improved heat transfer paths by the homogeneously dispersed nanoparticles. Furthermore, this interaction explains the mechanism for improving the mechanical and thermal properties of nanocomposites. It is also observed that the peak at (3440 cm-1) is slightly stronger than the other peaks in the presence of MMT, which is attributed to the presence of OH groups on the surface.
Figure 5. The FTIR spectra of (a): Epoxy/ZnO, (b): Epoxy/TiO2, (c): Epoxy/MMT nanocomposites with (0.25%, 2%) filler content
Table 2. FTIR spectra of wavenumber with epoxy pure and nanocomposites
|
Wavenumber cm-1 |
Assignments |
|
3440 cm-1 |
O-H stretching |
|
2916 cm-1 |
C-H aliphatic |
|
1612 cm-1 |
C=C aromatic |
|
1540 cm-1 |
C-H bending |
|
1000-1250 cm-1 |
C-O-C |
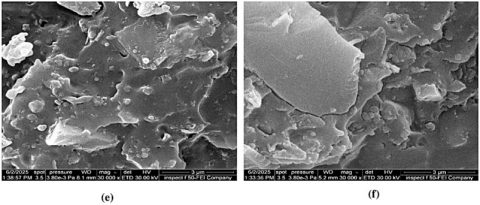
3.2 Field Emission Scanning Electron Microscopy (FE-SEM)
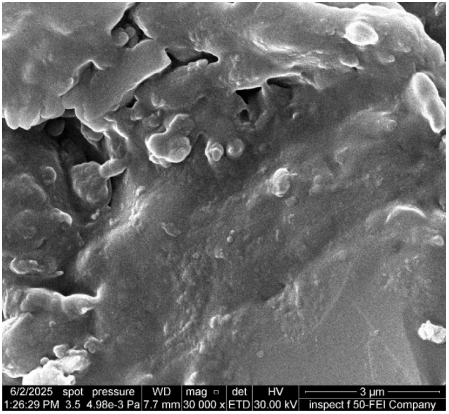
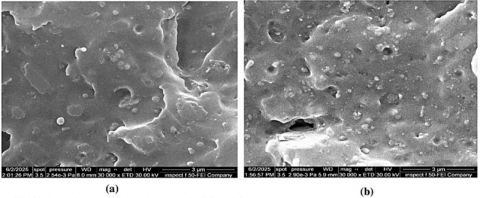
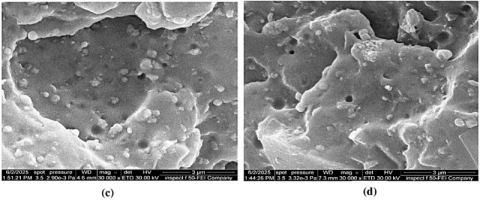
Figures 6 and 7 show electron microscope images of pure epoxy and nanocomposites. Test results show that the addition of 0.25% nanoparticles (ZnO, TiO2, and MMT) produces a rough, uniform surface. This roughness indicates good distribution within the epoxy matrix and thus plays a role in increasing the bond between the filler and the epoxy matrix, enhancing stress transfer, and improving mechanical properties and adhesion. However, at high concentrations of 2%, agglomerations and an increase in irregular roughness appear, indicating poor dispersion, reduced structural cohesion, and the emergence of structural defects. These results indicate that an excessive increase in filler concentration leads to weakness in the microstructure of the materials, which confirms the need to control the addition ratios to maintain the required mechanical performance.
Figure 6. FESEM image of pure epoxy
Figure 7. FESEM images for (a). Epoxy/ZnO with 0.25 wt.%, (b). Epoxy/ZnO with 2 wt.%, (c). Epoxy/TiO2 with 0.25 wt.%, (d). Epoxy/TiO2 with 2 wt.%. (e). Epoxy/MMT with 0.25 wt.%, (f). Epoxy/MMT with 2 wt.%
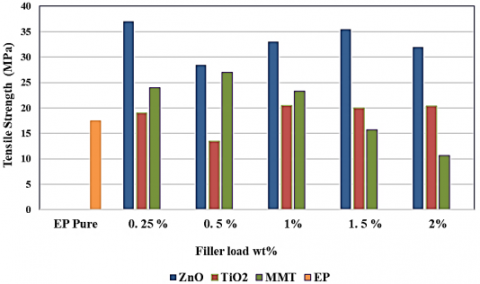
3.3 Tensile strength
Figure 8 shows the relationship between tensile strength and the percentages of additives of (0.25, 0.5, 1, 1.5, and 2) wt.% for each of ZnO, TiO2, and MMT in epoxy. The results display that the best concentration is 0.25 for zinc oxide, where the tensile strength increases compared to pure epoxy due to good dispersion within the epoxy matrix. Then, the tensile strength decreases with increasing concentration and is still higher than that of neat epoxy. This is due to the increase in mechanical entanglement with the polymer chains, thus restricting their movement. This restriction makes the material more resistant to stretching under load, thus increasing the tensile strength. These results are similar to the ones in the study [25]. When TiO2 is added to the composite, the tensile strength increases slightly. The reason for this is the agglomeration of nanoparticles within the epoxy matrix and their lack of uniform distribution, which leads to a weak bond between the filler and the epoxy matrix. These results are similar to those of Thamir et al. [26]. Furthermore, when MMT is added to epoxy, it is observed that the tensile strength increases at low concentrations, while it decreases at high concentrations. This is attributed to the formation of weak regions within the epoxy matrix due to the agglomeration of nanoparticles within the epoxy matrix, which causes a deterioration in tensile strength and negatively affects these properties. These results are similar to those of Khanbabaei et al. [27]. In general, epoxy/ZnO composites have better tensile strength than other composites, due to the strong bonding between zinc oxide and the epoxy matrix.
Figure 8. Effect filler content wt.%, (ZnO, TiO2, MMT) on the tensile strength of the epoxy matrix
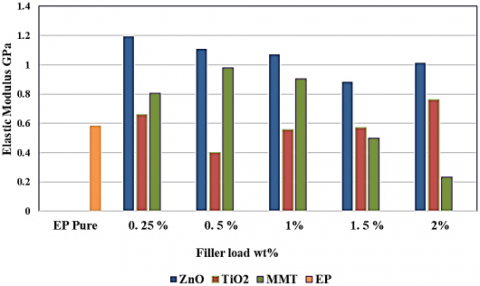
Figure 9. Effect filler content wt.%, (ZnO, TiO2, MMT) on the elastic modulus of the epoxy matrix
Figure 9 shows the relationship between the elastic modulus and the additive ratios (0.25, 0.5, 1, 1.5, 2) wt.% for ZnO, TiO2, and MMT in epoxy. The results display that the elastic modulus increases with ZnO concentrations compared to pure epoxy, and for lower concentrations, better than for higher concentrations. It is found that adding 0.25% of ZnO records the highest improvement in elastic modulus, as the elastic modulus value increased from 0.6 GPa to 1.2 GPa. This is attributed to the high elastic modulus of ZnO, as the surface adhesion strength increases due to the polar interaction between zinc oxide and the epoxy matrix, thus increasing the elastic modulus of the composite. There is no significant improvement in the elastic modulus of epoxy/TiO2 due to the low interaction between TiO2 and the epoxy matrix, and the poor ability of the particles to enhance mechanical bonding. The elastic modulus of epoxy/MMT shows an improvement at low concentrations up to 1% due to the good distribution of clay within the epoxy matrix. The above results are almost identical to the results of the study [28].
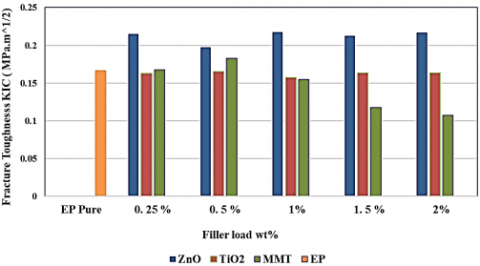
3.4 Fracture toughness (SENB)
Figure 10 shows the relationship between fracture toughness and the addition ratios (0.25, 0.5, 1, 1.5, 2) wt.% of ZnO, TiO2, and MMT in epoxy. The results show that the nanocomposite loads (epoxy/ZnO) display a higher KIC than those of pure epoxy, epoxy/TiO2, and epoxy/MMT. This is attributed to the small ionic radius of zinc oxide and its good dispersion within the epoxy matrix, which prevents crack propagation. While the fracture toughness increases with the addition of low concentrations (0.25, 0.5%wt) of montmorillonite, the KIC value begins to decrease at high concentrations. This is due to the good dispersion within the epoxy matrix and the absence of nanoparticle agglomeration at low concentrations. Therefore, strong interactions will be generated between the montmorillonite surfaces, acting as an inhibitor of crack growth. At high concentrations, nanoparticle agglomeration occurs, and these agglomerates form weak areas in the epoxy matrix. Therefore, crack growth is facilitated by these agglomerations, thus decreasing the KIC value. However, when TiO2 was added, the results showed no significant improvement. This is because titanium dioxide has a large ionic radius, but its dispersion within the epoxy matrix is low, leading to the agglomeration of the nanoparticles within the epoxy matrix. The above results are similar to the ones of the research [29].
Figure 10. Effect filler content wt.%, (ZnO, TiO2, MMT) on the fracture toughness of the epoxy matrix
3.5 Hardness (Shore D) test
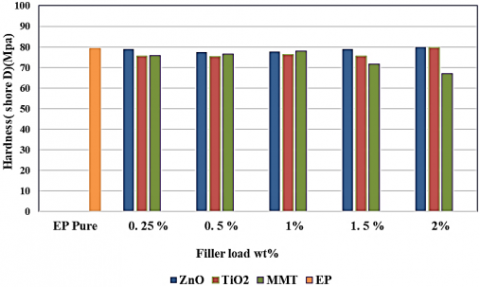
Figure 11 shows the relationship between hardness and the addition ratios (0.25, 0.5, 1, 1.5, and 2) wt.% of ZnO, TiO2, and MMT in epoxy. The results show that pure epoxy has slightly higher hardness. It is noted that the results of all ratios are close to those of pure epoxy. In other words, there is a slight, unnoticeable change in hardness. This is attributed to the weak bonding between the epoxy matrix and the nanoparticles due to the agglomeration of nanoparticles within the epoxy matrix.
Figure 11. Effect filler content wt.% (ZnO, TiO2, MMT) on the hardness of the epoxy matrix
3.6 Thermal conductivity test
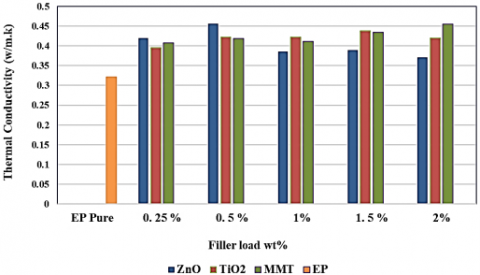
Figure 12 shows the relationship between thermal conductivity and addition ratios (0.25, 0.5, 1, 1.5, and 2) wt.% of ZnO, TiO2, and MMT in epoxy. The results display that the nanocomposites (epoxy/ZnO, epoxy/TiO2, and epoxy/MMT) show improved thermal conductivity compared to pure epoxy. It is noted that the thermal conductivity of the nanocomposite (epoxy/ZnO) increases with increasing ZnO content until (0.5 %), with the thermal conductivity of (0.456 W/m. K), then it decreases and is still higher than pure epoxy. This is due to the high thermal conductivity of zinc oxide, which enhances thermal conductivity when added at low concentrations. In addition, its large surface area-to-volume ratio improves interaction at the interface, reducing thermal dispersion and increasing the efficiency of phonon thermal transport. In contrast, at high concentrations, conductivity begins to decline due to nanoparticle agglomeration, leading to poor conductivity and insufficient improvement. These results are similar to those for Huang et al. [30]. The results in Figure 12 indicate that upon adding TiO2 and MMT, the thermal conductivity increases with increasing NPs content as compared to pure epoxy due to the same reason mentioned before. These results are similar to those of the research [31].
Figure 12. Effect filler content wt.%, (ZnO, TiO2, MMT) on the thermal conductivity of the epoxy matrix
The present work deals with the use of different nanomaterials (ZnO, TiO2, and MMT) at different weight percentages (0.25, 0.5, 1, 1.5, and 2 wt.%). Their effect on the mechanical properties (tensile strength, modulus of elasticity, hardness, and fracture toughness) and thermal properties (thermal conductivity), as well as on the morphological properties and Fourier transform spectroscopy, was studied. The above-mentioned nanoparticles were incorporated into an epoxy matrix using a solution mixing process and dispersed using ultrasonic waves. The most important conclusions can be drawn from the following points:
I would like to extend my sincere thanks and appreciation to the College of Materials Engineering - Department of Polymer Engineering and Petrochemical Industries at the University of Babylon, for their tangible support and cooperation that contributed effectively to the completion of the current work, through providing the laboratories and conducting the necessary practical tests within their available capabilities. I would also like to extend my sincere thanks and gratitude to my supervisor, Prof. Dr. Zoalfokkar K. Alobad, for his continuous support and valuable scientific guidance that had a significant impact on the completion of this study in the required manner.
|
List of Symbols |
||
|
A |
Cross-sectional area of sample (mm²) |
|
|
a |
Crack length (mm) |
|
|
E |
Elastic modulus (GPa) |
|
|
F |
Force (N) |
|
|
P |
Maximum load (N) |
|
|
W |
Width of sample (m) |
|
|
List of Abbreviations |
||
|
EP |
Epoxy |
|
|
FE-SEM |
Field Emission Scanning Electron Microscopy |
|
|
FTIR |
Fourier transform infrared spectrometer |
|
|
KIC |
Fracture toughness |
|
|
MMT |
Montmorillonite clay |
|
|
SENB |
Single-edge notched bend |
|
|
TiO2 |
Titanium dioxide |
|
|
ZnO |
Zinc oxide |
|
|
TBCP |
Triblock copolymer |
|
|
WC |
Tungsten carbide |
|
|
List of Greek Symbols |
||
|
∆ɛ |
ɛ2-ɛ1 Strain of sample |
|
|
∆σ |
σ2- σ1 Stress of sample (MPa) |
|
|
σ |
Tensile strength (MPa) |
|
[1] Negoita, C., Cristache, N., Bodor, M. (2016). The epoxy resin-History and perspectives. Materiale Plastice, 53(3): 564-572.
[2] Shokry, H. (2014). Molecular dynamics simulation and quantum chemical calculations for the adsorption of some Azo-azomethine derivatives on mild steel. Journal of Molecular Structure, 1060: 80-87. https://doi.org/10.1016/j.molstruc.2013.12.030
[3] Chen, H., Ginzburg, V.V., Yang, J., Yang, Y., Liu, W., Huang, Y., Chen, B. (2016). Thermal conductivity of polymer-based composites: Fundamentals and applications. Progress in Polymer Science, 59: 41-85. https://doi.org/10.1016/j.progpolymsci.2016.03.001
[4] Li, X.Y., Zha, J.W., Wang, S.J., Zhong, S.L., Zhang, C., Dang, Z.M. (2018). Effect of high-thermal conductivity epoxy resin on heat dissipation performance of saturated reactor. IEEE Transactions on Dielectrics and Electrical Insulation, 24(6): 3898-3905. https://doi.org/10.1109/TDEI.2017.006873
[5] Lee, W., Kim, J. (2021). Highly thermal conductive and electrical insulating epoxy composites with a three-dimensional filler network by sintering silver nanowires on aluminum nitride surface. Polymers, 13(5): 694. https://doi.org/10.3390/polym13050694
[6] Hao, M., Qian, X., Zhang, Y., Yang, J.,et al. (2023). Thermal conductivity enhancement of carbon fiber/epoxy composites via constructing three-dimensionally aligned hybrid thermal conductive structures on fiber surfaces. Composites Science and Technology, 231: 109800. https://doi.org/10.1016/j.compscitech.2022.109800
[7] Xie, Q., Cheng, Y., Chen, S., Wu, G., Wang, Z., Jia, Z. (2017). Dielectric and thermal properties of epoxy resins with TiO2 nanowires. Journal of Materials Science: Materials in Electronics, 28(23): 17871-17880. https://doi.org/10.1007/s10854-017-7728-2
[8] Nguyen, T.V., Dao, P.H., Duong, K.L., Duong, Q.H., Vu, Q.T., Nguyen, A.H., Le, T.L. (2017). Effect of R-TiO2 and ZnO nanoparticles on the UV-shielding efficiency of water-borne acrylic coating. Progress in Organic Coatings, 110: 114-121. https://doi.org/10.1016/j.porgcoat.2017.02.017
[9] Tomić, M.D., Dunjić, B., Likić, V., Bajat, J., Rogan, J., Djonlagić, J. (2014). The use of nanoclay in preparation of epoxy anticorrosive coatings. Progress in Organic Coatings, 77(2): 518-527. https://doi.org/10.1016/j.porgcoat.2013.11.017
[10] Senthil Kumar, M.S., Mohana Sundara Raju, N., Sampath, P.S., Chithirai Pon Selvan, M. (2018). Influence of nanoclay on mechanical and thermal properties of glass fiber reinforced polymer nanocomposites. Polymer Composites, 39(6): 1861-1868. https://doi.org/10.1002/pc.24139
[11] Al-Turaif, H.A. (2010). Effect of nano TiO2 particle size on mechanical properties of cured epoxy resin. Progress in Organic Coatings, 69(3): 241-246. https://doi.org/10.1016/j.porgcoat.2010.05.011
[12] Pinto, D., Bernardo, L., Amaro, A., Lopes, S. (2015). Mechanical properties of epoxy nanocomposites using titanium dioxide as reinforcement–A review. Construction and Building Materials, 95: 506-524. https://doi.org/10.1016/j.conbuildmat.2015.07.124
[13] Raju, B.N., Ramji, K., Prasad, V.S.R.K. (2015). Mechanical properties of glass fiber reinforced polyester ZnO NanoComposites. Materials Today: Proceedings, 2(4-5): 2817-2825. https://doi.org/10.1016/j.matpr.2015.07.294
[14] Örçen, G., Bayram, D. (2024). Effect of nanoclay on the mechanical and thermal properties of glass fiber-reinforced epoxy composites. Journal of Materials Science, 59(8): 3467-3487. http://doi.org/10.1007/s10853-024-09387-w
[15] Sand Chee, S., Jawaid, M. (2019). The effect of Bi-functionalized MMT on morphology, thermal stability, dynamic mechanical, and tensile properties of epoxy/organoclay nanocomposites. Polymers, 11(12): 2012. https://doi.org/10.3390/polym11122012
[16] Yahya, M.M., Aleabi, S.H. (2023). Comparison between some mechanical and thermal conductivity of epoxy nano and micro-composites. AIP Conference Proceedings, 2769: 020059. https://doi.org/10.1063/5.0129376
[17] Al Saadi, Z.A.R.A.H., Alobad, Z.K., Akraa, M.A. (2024). The effect of tungsten carbide nanoparticles on the morphological, mechanical and tribological properties of WC/epoxy and WC/TBCP/epoxy nanocomposite. Journal of Achievements in Materials and Manufacturing Engineering, 124(1): 5-16. https://doi.org/10.5604/01.3001.0054.7215
[18] Saeed, A.Q., Al-Obad, Z.K.M. (2023). Effect of magnesium oxide, boron nitride, and hybrid nanoparticles on the mechanical properties of epoxy nanocomposites. AIP Conference Proceedings, 2830(1): 030036. https://doi.org/10.1063/5.0157176
[19] Rahmah, N.M. (2024). Comparing the effects of ZnO and ZrO2 nanomaterials on the mechanical, chemical, and crystalline properties of epoxy resin (DGEBA). Annales de Chimie - Science des Matériaux, 48(1): 101-107. https://doi.org/10.18280/acsm.480112
[20] Siddiqi, M.H., Liu, X.M., Lateef, H.U., Rafique, U., Nawaz, S. (2020). Physiochemical and thermal analysis of diverse leaching reagents by demineralising raw wheat straw for clean energy production: TGA-FTIR. CET Journal-Chemical Engineering Transactions, 81: 379. https://doi.org/10.3303/CET2081064
[21] Xiong, J., Wang, S.M., Zhou, W., Wu, J.G. (2008). Measurement and analysis of ultimate mechanical properties, stress-strain curve fit, and elastic modulus formula of human abdominal aortic aneurysm and nonaneurysmal abdominal aorta. Journal of Vascular Surgery, 48(1): 189-195. https://doi.org/10.1016/j.jvs.2007.12.053
[22] Ray, K.K., Chegondi, V.J., Roy, U., Jha, R.N. (2014). Search for rapid quality control of Ni-Cr-Mo low alloy steels using multifaceted approaches for fracture toughness estimation. Advanced Materials Research, 939: 130-137. https://doi.org/10.4028/www.scientific.net/AMR.939.130
[23] Rashad, B.J., Bdaiwi, W. (2024). Study of mechanical, physical, and thermal properties of polyester-polyethylene composite materials reinforced with rubber granules. Annales de Chimie - Science des Matériaux, 48(6): 767-784. https://doi.org/10.18280/acsm.480603
[24] Bajpai, A., Wetzel, B. (2019). Tensile testing of epoxy-based thermoset system prepared by different methods. Preprints. https://doi.org/10.20944/preprints201907.0143.v1
[25] Raja, T., Devarajan, Y., Kailiappan, N. (2024). Study on enhancing mechanical and thermal properties of carbon fiber reinforced epoxy composite through zinc oxide nanofiller. Discover Applied Sciences, 6(11): 566. http://doi.org/10.1007/s42452-024-06270-w
[26] Thamir, A.A., Alyusr, H.A., Jubier, N.J. (2018). Enhanced mechanical, electrical properties of the epoxy polymer by adding hexagonal boron nitride nanoparticles. Indian Journal of Natural Sciences, 8(49): 14320-14329.
[27] Khanbabaei, G., Aalaie, J., Rahmatpour, A., Khoshniyat, A., Gharabadian, M.A. (2007). Preparation and properties of epoxy-clay nanocomposites. Journal of Macromolecular Science, Part B: Physics, 46(5): 975-986. https://doi.org/10.1080/00222340701457287
[28] Mustapha, R., Rahmat, A.R., Majid, R.A., Mustapha, S.N.H. (2018). Mechanical and thermal properties of montmorrillonite nanoclay reinforced epoxy resin with bio-based hardener. Materials Today: Proceedings, 5(10): 21964-21972. https://doi.org/10.1016/j.matpr.2018.07.057
[29] Naous, W., Yu, X.Y., Zhang, Q.X., Naito, K., Kagawa, Y. (2006). Morphology, tensile properties, and fracture toughness of epoxy/Al2O3 nanocomposites. Journal of Polymer Science Part B: Polymer Physics, 44(10): 1466-1473. https://doi.org/10.1002/polb.20800
[30] Huang, L., Lv, X., Tang, Y., Ge, G., Zhang, P., Li, Y. (2020). Effect of alumina nanowires on the thermal conductivity and electrical performance of epoxy composites. Polymers, 12(9): 2126. https://doi.org/10.3390/polym12092126
[31] Saeed, A.Q., Al-Obad, Z.K.M. (2023). Investigates the effect of MgO, h-BN, and hybrid nano fillers on the thermal, electrical properties and hardness of an epoxy polymer. AIP Conference Proceedings, 2830(1): 030025. https://doi.org/10.1063/5.0157171