Budda Damodhara Reddy*![]() | Pathipati Narasimharao
| Pathipati Narasimharao![]() | Chundupalle Sasidhar
| Chundupalle Sasidhar![]() | S. Aruna Jyothy
| S. Aruna Jyothy![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The concrete made with cement, natural sand, gravel and water is highly sought material in construction industry. Extensive usage of natural resources results to erosion, depletion of raw materials, pollution and increase in carbon foot print. The combined effects may lead to environmental impacts. The usage of aluminium dross and bottom ash on small scale promotes economic motive since creating, testing, evaluating, designing and executing the projects that fit well with sustainable development by means of using top-notch materials and products that don’t cost an arm and a leg while also gentle on the environment. This study investigates feasibility of usage of aluminum dross and bottom ash as environmental friendly material. The results indicate satisfactory strength and durability achieved for concrete. The microstructural properties tested using Thermo Gravimetric Analysis (TGA) and Fourier Transform Infrared Spectroscopy (FTIR) supports the fact that with aluminium dross and bottom ash usage in concrete made it sustainable.
aluminium dross, bottom ash, concrete, durability, environmental impact, FTIR, sustainability, TGA
In concrete, cement aids binding and fine aggregate being a major constituent assists to produce workability as well as homogeneous structure. Finding an alternative material for cement and natural sand to reduce the environmental impacts due to exploitation of raw materials and processing is required to make concrete eco-friendly and sustainable. For fiscal and technical reasons, numerous industrial by-products are becoming gradually used by the cement, concrete industries, and the construction sector. Many materials are available in the global market and research on different substitutive materials for fine aggregate and cement is going on a smaller scale. Based on existing literature studies and experimental investigations, aluminium dross and bottom ash are used for fine aggregate replacement i.e., cement and sand in this study. The disposal of bottom ash has substantial environmental concerns, including as land use and the risk of groundwater pollution. Nevertheless, its tangible attributes, such as the distribution of particle sizes and the degree of angularity, provide it a very favorable alternative to natural fine aggregates in concrete. By integrating bottom ash into concrete, the need for natural sand may be reduced, therefore conserving natural resources and alleviating environmental damage linked to sand mining [1-3].
Aluminium dross is a by-product of aluminium production industries. At present, aluminium dross is produced to recover aluminium by spending a lot of energy and money through various recovery processes and the waste called as ‘salt cake’ is turning as landfills, which harms the environment in diverse ways, as the residue contains fluorides and other salts. In addition to this, aluminium recovery from dross requires a significant amount of energy. Aluminium dross should not just be called a “misuse” product, since research and development shows that it actually be a really valuable material for concrete. Aluminium dross, consisting of aluminium and by-products from aluminium refining, has the ability to interact with water and concrete in various ways [4-6].
The bottom ash, which is gritty, granular, and incombustible, is a residue produced from burning coal and is gathered from the bottom of furnaces. Most of the ashes produced at coal-fired power plants are waste only and will produce serious air pollution and reduction in soil fertility if dumped in ash ponds along with leaching issues, hence, the waste if used as a partial replacement, may help to reduce the inimical effects on the environment. One of the essential obstructions to the useful reuse of mechanical by-products such as aluminium dross and bottom ash remains may be a need as engineering information that creators can utilize to assess the adequacy and economy of utilizing the by-product input of the characteristic sand and cement since the properties of these materials will change from source to source [7-9].
Due to excessive cost associated with dumping of aluminium dross and bottom ash inside landfills, these by-products usage in concrete proves to be an effective alternative for waste disposal. Optimum usage of aluminium dross and bottom ash not only saves a large quantity of cement and fine aggregates but also minimizes pollution and is cost-effective upon satisfying various mechanical and durability requirements of the concrete [10-12].
However, the benefits of using by-products or waste materials as aggregates are clear when it comes to reducing environmental impact, waste management costs relating to land and transportation, lowering production costs, and improving concrete quality [13-15].
The present study considers points to explore the effect of the utilization of aluminium dross as a halfway substitution for cement at different rates (0-20%) and bottom ash remains as a halfway substitution to fine aggregates at a 15% steady level, on concrete microstructural properties after evaluation of the mechanical properties, durability, and environmental impact of the modified concrete to develop a sustainable and practical solution for the construction industry.
2.1 Aluminium dross
Aluminium dross should not just be called a “misuse” product, since research and development shows that it actually be a really valuable material for concrete. In order to increase the utilization of aluminium dross to a large extent as replacement for cement, such concrete needs to meet some key engineering performance requirements. These standards should be similar and comparable to what we expect from conventional portland cement concrete, and it should be cost effective too. Aluminium dross, consisting of aluminium and by-products from aluminium refining, has the ability to interact with water and concrete in various ways. Aluminium dross, when in contact with water, can go through hydrolysis, resulting in the production of hydrogen and aluminium oxide hydroxide (AlOOH). The process can produce pure hydrogen and eco-friendly AlOOH for creating refractory materials and calcium aluminate cement. Yet, exposure to water can also produce combustible and harmful fumes such as ammonia, phosphine, hydrogen, and methane, posing a danger in enclosed areas. Sieved aluminium dross used in the present analysis is shown in Figure 1.
Figure 1. Sieved aluminium dross
Aluminium dross can impact concrete in several ways as well: Aluminium dross can serve as a diffusion barrier and attach to cement particles, causing a sluggish hydration process and postponing the setting time of concrete. It can also attach to calcium hydroxide particles, which can decrease their growth, essential for the progression of cement hydration. Aluminium can corrode when in contact with fresh concrete, resulting in hydrogen release and deterioration of the concrete. Following the reaction, the concrete could become non-uniform and may no longer possess its original properties. Water absorption is evident from various researches since high volumes require more water for hydration which in turn decreases the workability and adverse effects on other properties [16-18].
2.2 Bottom ash
Bottom ash typically has a coarse, granular texture and Particle Shape: Particles are generally angular with a rough surface. Colour: It varies from light gray to dark black, depending on the combustion process. Density: Typically ranges from 500 to 1500 kg/m³. Specific Gravity: Varies from 1.90 to 2.60, Fineness Modulus: Usually between 2.40 and 3.10, similar to natural sand, Porosity: Relatively high, leading to higher water absorption rates compared to conventional aggregates. Water Absorption: Ranges from 4% to 12%, depending on the source and processing. Chemical Properties like Silicon Dioxide (30% to 60%) contributing to its pozzolanic activity. Aluminium Oxide (15% to 25%), influencing its reactivity with lime. Iron Oxide (5% to 15%), affecting colour and chemical stability of concrete developed. Calcium Oxide (2% to 8%) can contribute to the self-hardening properties of bottom ash. Magnesium Oxide (1% to 5%) can impact the soundness of concrete. Sulphur Trioxide (< 3%) can affect the durability and soundness. Loss on Ignition (2% to 10%) indicates the amount of un- burned carbon [19, 20] and sample selected for current study is shown in Figure 2.
Figure 2. Landfill of bottom ash at power plant
2.3 Cement
Cement is the chief binding material in mortar and concrete, various types of cement based on strength and property are available in the market. However, the ‘Ordinary Portland Cement’ of grade 53 confirming to both IS and ASTM codes considered as a chief binding material in the present study. The testing equipment’s to test the requirements of particular grade of cement are tested as per NPL / NABL / OEM / NCCBM guidelines. The physical properties which can be tested in the laboratory and necessary for the study are assessed by considering the random samples from the cement bags, care has been taken to ensure the expiry date of cement bags and are purchased as a lot to minimize the disparity in physical properties and hardened properties of all the concrete mixtures evaluated after following due testing procedures as per IS codes and are tabulated below under Table 1.
Table 1. Physical characterstics of cement
|
S. No. |
Property |
Test Results |
|
1. |
Specific Gravity |
3.15 |
|
2. |
Initial Setting Time |
0.75 h |
|
3. |
Final Setting Time |
6.38 h |
|
4. |
Standard Consistency |
32.00% |
|
5. |
Soundness |
3.00 mm |
|
6. |
Fineness Modulus |
8.50 |
2.4 Aggregates (Coarse and fine)
The sand used for this experimental program is river sand, sourced locally and sieved through a 4.75 mm riddle, as required by the specifications outlined in IS 383:1970. The fine aggregates specific gravity was determined to be 2.85. The water absorption test conducted on the fine aggregate yielded a result of 2.50%.
The experimental inquiry used locally sourced coarse aggregate made of machine crushed granite stone, with a maximum size of 20 mm, which adhered to the IS 383:1970 standard. The specific gravity of the coarse aggregate was determined to be 3.05. The water absorption was determined to be 2.50%. The test results of the coarse and fine aggregates considered under study are tabulated under Table 2.
Table 2. Test results of coarse and fine aggregates
|
S. No. |
Properties |
Values |
|
|
Fine Aggregate |
Coarse Aggregate |
||
|
1. |
Specific gravity |
2.85 |
3.05 |
|
2. |
Fineness modulus |
2.58 |
7.44 |
|
3. |
Water absorption |
2.50% |
3.50% |
|
4. |
Density |
1754.3 kg/m3 |
1813.23 kg/m3 |
|
5. |
Surface texture |
Smooth |
Smooth |
Concrete mix proportions assigned names as AD5, AD10, AD15 and AD20 (AD5 means aluminium dross replaced to cement at 5% weight to weight ratio) however, the bottom ash replaced to fine aggregates i.e., to natural sand at 15% weight to weight ratio) are prepared including the normal concrete (NC) as per IS 456:2000 and IS 10262:2019, to obtain the target compressive strength for 28 days of curing in water of 31.60 N/mm2 i.e., for M25 grade of concrete. As per Table No. 41 of SP 23:1982, maximum size of nominal aggregate as 20 mm ranging from 4.75 mm to 20 mm are taken to design the mix. The water to cement ratio remained constant throughout the study at 0.50. Moderate slump allowed while designing the mix and exposure to atmospheric considered as severe. The fine aggregates, coarse aggregates, sieved aluminium dross, bottom ash, and cement to an accuracy of 0.10% of the total weight of the batch are taken to cast required number of concrete cube.
Mix proportion = 1:1.66:2.97:0.50
Cement = 350 kg,
Sand = 654 kg,
Coarse aggregate = 1737 kg,
Water = 264 kg
All quantities are shown in cubic meters. The aluminium dross used as a substitute for cement was present in concentrations of 0%, 5%, 10%, 15%, and 20% are according to Table 3. All the ingredients were thoroughly mixed in a dry state until a homogeneous mixture was obtained. Care being taken to prevent intrusion of foreign materials like dust, clay, paper, cloth, wood, and organic matter etc. Potable running tap water available in the laboratory added in three stages to the turned up dry concrete mixture i.e., 50%, 40%, 10%. Now, the preliminary and fresh concrete properties are noted down for reference and then taken into moulds of 150 mm side cubical size conforming to IS 10086:2008 for compressive strength test. The moulds are applied with non-absorbent oils to reduce the friction and roughness of walls interface with concrete. The specimens of standard sizes were cast at once followed by mixing, after conducting the tests on fresh concrete. To get a smooth finish and get rid of extra material, the specimens' top surface was scraped. Since expansion in the concrete cubes and beams is evident after allowing them to cure in air to develop initial hardness, proper care taken to ensure little expansion in the concrete cubes and beams. After a day in room temperature, the moulds were allowed to harden, the samples were taken out with due care and allowed to cure in potable running tap water stored in the tank until the test required them to be done. The respective proportions of ingredients including replacement materials are as per Table 3.
Table 3. Replacement proportions with grade designation
|
Specimen Designation |
Cement (%) |
Aluminium Dross (%) |
Bottom Ash (%) |
|
NC |
100 |
0 |
0 |
|
AD5 |
95 |
5 |
15 |
|
AD10 |
90 |
10 |
15 |
|
AD15 |
85 |
15 |
15 |
|
AD20 |
80 |
20 |
15 |
4.1 Thermo gravimetric analysis (TGA)
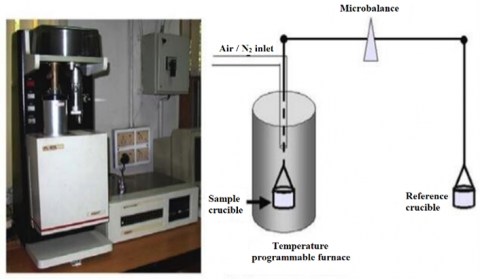
Thermo gravimetric analysis (TGA) is a method used to ascertain the thermal stability of a substance. The specimen is subjected to a consistent rate of heating, while the mass of the specimen is continually measured. The TGA plot displays the relationship between the weight of the sample and the temperature. By tracking the weight shift that happens when a specimen is heated, thermogravimetric analysis (TGA) may reveal a materials thermal stability and the proportion of volatile components. Typically, the experiment is conducted in an inert environment (air, helium, nitrogen, or argon) and the weight is recorded as a function of rising temperature. During a temperature scan in a controlled environment, the mass fluctuation of a sample is detected. Accurate weight, temperature, and temperature change readings are the backbone of this kind of study. Due to the similarity of many weight loss curves, it may be necessary to convert the weight loss curve before interpreting the findings. The optimal time to start seeing results from your weight reduction efforts may be determined with the use of a derivative weight loss curve [5]. The method of detecting temperature differentials is known as differential thermal analysis. When subjected to temperature scanning in a controlled environment, the relative movement of a sample and a reference (a thermally inert substance) with respect to either time or temperature. All types of material transformations, including phase transitions, dehydration, breakdown, redox, and solid-state processes, may be identified using the DTA technique, which also provides data on exothermic and endothermic events occurring in the sample.
These methods are used in the field of materials science to investigate the formation of materials by means of solid-state processes using alumina as a standard. In addition to illustrating the basic concept of the TGA instruments operation, Figure 3 provides an actual image of the device.
Figure 3. Image of TGA equipment accompanying graphical illustration
4.2 FTIR analysis
The concrete has to be crushed into tiny pieces and ground into a fine powder, usually less than 75 µm, in order to conduct Fourier Transform Infrared spectroscopy on the powdered sample. The next step is to dry the powder in an oven set at around 105℃ for a whole day. Using the IR transparent potassium bromide (KBr) powder and a little quantity of the dried powder (1-2 mg) is the KBr pellet technique. After the ingredients are reduced to a fine powder, they are hydraulically compressed into a thin, see-through pellet to guarantee even mixing. Light compression guarantees excellent contact when using the Attenuated Total Reflectance (ATR) approach, which enables direct loading of the concrete powder into the ATR crystal of the FTIR instrument. A polystyrene sheet or other standard reference is used to calibrate the Fourier transform infrared spectrometer. In order to increase the signal to noise ratio, the spectrometer may be configured with a resolution of 4 cm⁻¹, a scan range usually between 4000 cm⁻¹ and 400 cm⁻¹, and numerous scans (e.g., 32 or 64). In order to capture the spectrum, several wavelengths are used to measure the samples absorbance or transmittance. This process yields a unique absorption spectra that shows which functional groups are present in the concrete. Some common peaks could be seen at 3400 cm⁻¹, 1400 cm⁻¹, 1000-1100 cm⁻¹, and 600-1100 cm⁻¹, respectively, for OH, CO₃, Si-O-Si, and SO₄. In order to analyze the data, one must first eliminate noise from the spectrum by adjusting the baseline, then locate the peaks that represent different functional groups, and last, use calibration curves to do quantitative analysis. We analyze the data to talk about what chemicals or functional groups exist in the concrete, and we think about what it means for the materials performance and attributes. Personal protective equipment (PPE) should be worn whenever chemicals are being handled, and the FTIR spectrometer should be used in accordance with the manufacturer’s instructions. Following this process will guarantee that all chemical components in concrete powder may be identified using Fourier transform infrared spectroscopy. Image of FTIR equipment is presented in Figure 4.
Figure 4. Image of FTIR equipment
5.1 Thermal decomposition analysis
The TGA graph provides insight into the thermal decomposition behavior of concrete with 5% aluminum dross replacing cement. The analysis reveals three distinct weight loss events corresponding to the loss of water from hydration products and possible decomposition of carbonate phases and organics. The high residual weight at 800℃ indicates significant thermal stability, with the final residue primarily consisting of alumina and other stable oxides. This thermal profile suggests that while aluminum dross affects the decomposition characteristics, the concrete maintains substantial thermal stability, making it potentially suitable for applications requiring resistance to high temperatures. The images caption confirms that the sample consists entirely of Ordinary Portland Cement (OPC). The graphic demonstrates an inverse relationship between the weight of the sample and the temperature, indicating that as the temperature rises, the weight of the sample decreases. This is due to the thermal decomposition of the cement. The mass of the sample exhibits a significant decline within the temperature range of 200℃ to 400℃. This is most likely caused by the desiccation of the cement. The mass of the sample gradually decreases throughout the temperature range of 400℃ to 800℃. This is most likely caused by the breakdown of calcium carbonate (CaCO3) in the cement. The remaining amount at a temperature of 800℃ is 87.85%. This signifies that 12.15% of the initial sample has undergone decomposition. The TGA plots of normal concrete and TGA plot of concrete with 5% aluminium dross and 15% bottom ash are presented in Figure5 and Figure 6 respectively. The TGA plot yields the following observations:
5.1.1 Decomposition events
Hydration Products: The initial weight losses reflect the thermal decomposition of hydration products typically found in concrete. This suggests that even with the replacement of 5% cement by aluminum dross, standard hydration products are present and contribute to the thermal stability.
5.1.2 Aluminum dross impact
The presence of aluminum dross contributes to the final residue primarily in the form of alumina and other stable aluminum compounds.
5.1.3 Thermal stability: Overall stability
The concrete with 5% aluminum dross maintains a significant portion of its weight up to 800℃, indicating good thermal stability. The majority of the weight loss occurs below 600℃, suggesting that the decomposition of hydration products and any volatile components in the aluminum dross have completed by this temperature.
5.1.4 Material composition
Hydration products: The weight loss events indicate the presence of typical hydration products, even with aluminum dross replacement.
Alumina: The residue at 800℃ reflects the stable nature of alumina and other high-temperature stable oxides.
Figure 5. TGA of normal concrete
Figure 6. TGA of concrete with 5% aluminium dross and 15% bottom ash
5.2 FTIR analysis
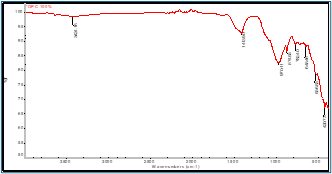
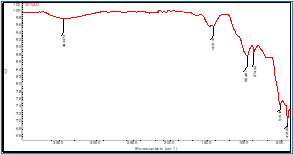
An FTIR spectrum analyzes a material by passing infrared light through the sample. The infrared light interacts with the chemical bonds in the sample, and some of the light is absorbed. The FTIR spectrum shows the amount of light absorbed at different wavelengths. The peaks in the graph correspond to different functional groups in the sample. By comparing the peaks in the spectrum to a library of reference spectra, scientists can identify the chemical compounds in the sample. In the context of concrete, FTIR spectroscopy can be used to identify the hydration products of cement, which are the compounds that form when cement reacts with water. The hydration products are responsible for the strength and durability of concrete. The specific information this graph conveys depends on the wave numbers (cm-1) shown on the x-axis and the transmittance (% T) shown on the y-axis. Without this data, a detailed analysis is difficult, but generally, the higher the transmittance, the less light is absorbed by the sample at that particular wavenumber. The FTIR Spectra of normal concrete, AD5 Concrete, AD10 concrete, AD15 concrete and AD20 concrete are presented in Figures 7, 8, 9, 10 and 11 respectively.
Figure 7. FTIR spectra of normal concrete
Wave numbers (cm-1) follows as 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 500, 1000, 1500, 2000, 2500, 3000 and 3500.
The FTIR spectrum of concrete with 5%, 10%, 15% and 20% aluminum dross as a substitute for cement provides significant insights into the chemical composition and processes taking on inside the material. Through the examination of the highest points and their levels of strength, we may get insight into the impact of aluminum dross integration on the process of hydration, the creation of fresh substances, and the overall chemical composition of the concrete. This information is essential for improving the composition design and guaranteeing the necessary performance attributes of the concrete.
The x-axis shows the wave number (cm-1), which is inversely related to the wave length of absorbed infrared light. The y-axis reflects the degree of absorption, which indicates the existence and amount of certain chemical bonds. The presence of hydroxyl group is exhibited by O-H stretch vibrations at high frequency of 3000-4000 cm-1. If the area is shown less it indicates a reduction in the amount of unbound water caused by hydration process. The mid frequency range (1000-1800 cm-1) shows carbonate vibrations (C=O stretching at around 1400-1500 cm-1) and silicate vibrations (Si-O stretching at roughly 1000-1100 cm-1). The presence of cement hydration products, such as calcium carbonates and calcium silicate (C-S-H), is indicated by these peaks. The low-frequency area (below 1000 cm-1) encompasses a range of bending vibrations and may indicate alterations in the crystalline phases found in the concrete.
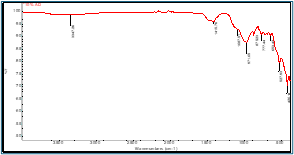
Figure 8. FTIR spectra of AD5 concrete
Wave numbers (cm-1) follows as 60, 62, 64, 66, 68, 70, 72, 74, 76, 78, 80, 82, 84, 86, 88, 90, 92, 94, 96, 98, 100, 102, 500, 1000, 1500, 2000, 2500, 3000 and 3500.
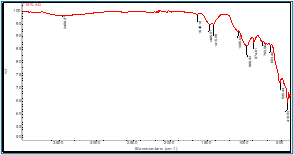
Figure 9. FTIR spectra of AD10 concrete
Wave numbers (cm-1) follows as 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 500, 1000, 1500, 2000, 2500, 3000 and 3500.
Figure 10. FTIR spectra of AD15 concrete
Wave numbers (cm-1) follows as 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 500, 1000, 1500, 2000, 2500, 3000 and 3500.
Figure 11. FTIR spectra of AD20 concrete
Wave numbers (cm-1) follows as 66, 68, 70, 72, 74, 76, 78, 80, 82, 84, 86, 88, 90, 92, 94, 96, 98, 100, 102, 500, 1000, 1500, 2000, 2500, 3000 and 3500.
Peaks associated with aluminium oxides (AI-O) and hydroxides (AI-OH) may be seen, indicating the presence of aluminium dross.
The ability of Aluminium dross in reacting with hydration products of cement and creating increased content of C-S-H gel that improves the characteristics of concrete. This lead to new phase or alteration of existing phase which is clearly seen as peaks in Si-O and AI-O peaks. The Outline of FTIR curve indicates a valuable information on chemical information and alterations with inclusion of aluminium dross. The initial stable zone possibly represents the characteristic hydration products of cement. The undulation in the spectrum suggest the evolution of new stage or the depletion of certain substances as a result of reactions involving aluminium dross.
Concrete with 5% aluminum dross maintains significant thermal stability up to 800℃, with typical hydration products present even after replacement. High residual weight indicates good thermal stability, suggesting suitability for high temperature applications.
FTIR analysis identifies chemical interactions and the presence of hydration products and aluminum oxides. Aluminum dross can alter chemical composition, forming new phases or altering existing ones, affecting the concrete’s properties. In conclusion, the use of aluminum dross and bottom ash in concrete involves trade-offs between environmental benefits and compressive strength. Optimal mix designs and the use of admixtures are necessary to achieve a balance, ensuring that structural integrity is maintained while utilizing industrial waste in green building applications.
The thermal analysis indicates that concrete with 5% aluminium dross retains much of its mass at high temperatures, suggesting good potential for applications where thermal stabilty is crucial.
The presence of Aluminium dross and its effect on the decomposition profile could influence the concrete performance, including its durability and strength characteristics at elevated temperatures.
Using both materials alters concrete microstructure, where bottom ash improves aggregate interlock while aluminum dross decreases cementitious content, resulting in increased water demand and weaker interfacial transition zones (ITZs). The overall compressive strength typically declines, forcing optimized mix designs to balance environmental benefits with acceptable compressive strength.
[1] Bajare, D., Kazjonovs, J., Korjakins, A. (2013). Lightweight concrete with aggregates made by using industrial waste. Journal of Sustainable Architecture and Civil Engineering, 4(5): 67-73. https://doi.org/0.5755/j01.sace.4.5.4188
[2] López-Delgado, A., Tayibi, H. (2012). Can hazardous waste become a raw material? The case study of an aluminium residue: A review. Waste Management & Research, 30(5): 474-484. https://doi.org/10.1177/0734242X11422931
[3] Gonzalo-Delgado, L., López-Delgado, A., López, F.A., Alguacil, F.J., López-Andrés, S. (2011). Recycling of hazardous waste from tertiary aluminium industry in a value-added material. Waste management & Research, 29(2): 127-134. https://doi.org/10.1177/0734242X10378330
[4] López-Delgado, A., Tayibi, H., Pérez, C., Alguacil, F.J., López, F.A. (2009). A hazardous waste from secondary aluminium metallurgy as a new raw material for calcium aluminate glasses. Journal of Hazardous Materials, 165(1-3): 180-186. https://doi.org/10.1016/j.jhazmat.2008.09.124
[5] Bevis, J., Bottom, R., Duncan, J., Farhat, I., et al. (2008). Principles and Applications of Thermal Analysis. Wiley Online Library. https://doi.org/10.1002/9780470697702
[6] Unger, T.W., Beckmann, M. (1991). Salt slag processing for recycling. In the 121st TMS Annual Meeting, San Diego, CA, USA, pp. 1159-1162.
[7] van der Wegen, G., Hofstra, U., Speerstra, J. (2013). Upgraded MSWI bottom ash as aggregate in concrete. Waste and Biomass Valorization, 4(4): 737-743. https://doi.org/10.1007/s12649-013-9255-6
[8] Sachdeva, A., Sharma, A. (2019). Utilization of Alccofine and bottom ash in cement concrete. In Proceedings of the 1st International Conference on Sustainable Waste Management through Design, Ludhiana, India, pp. 233-240. https://doi.org/10.1007/978-3-030-02707-0_29
[9] Meh, K.M.F.K., Shahidan, S., Shamsuddin, S.M., Zuki, S.S.M., Senin, M.S. (2022). An experimental investigation of coal bottom ash as sand replacement. GEOMATE Journal, 23(99): 17-24. https://doi.org/10.21660/2022.99.3515
[10] Ewais, E.M.M., Khalil, N.M., Amin, M.S., Ahmed, Y.M.Z., Barakat, M.A. (2009). Utilization of aluminum sludge and aluminum slag (dross) for the manufacture of calcium aluminate cement. Ceramics International, 35(8): 3381-3388. https://doi.org/10.1016/j.ceramint.2009.06.008
[11] Elinwa, A.U., Mbadike, E. (2011). The use of aluminum waste for concrete production. Journal of Asian Architecture and Building Engineering, 10(1): 217-220. https://doi.org/10.3130/jaabe.10.217
[12] Adeosun, S.O., Usman, M.A., Ayoola, W.A., Sekunowo, I.O. (2012). Evaluation of the mechanical properties of polypropylene-aluminum-dross composite. International Scholarly Research Notices, 2012(1): 282515. https://doi.org/10.5402/2012/282515
[13] Bajare, D., Bumanis, G., Korjakins, A. (2014). New porous material made from industrial and municipal waste for building application. Materials Science, 20(3): 333-338. https://doi.org/10.5755/j01.ms.20.3.4330
[14] Adeosun, S.O., Sekunowo, O.I., Taiwo, O.O., Ayoola, W.A., Machado, A. (2014). Physical and mechanical properties of aluminum dross. Advances in Materials, 3(2): 6-10.
[15] Ozerkan, N., Maki, O., Anayeh, M., Tangen, S., M Abdullah, A. (2014). The effect of aluminium dross on mechanical and corrosion properties of concrete. International Journal of Innovative Research in Science, Engineering and Technology, 3(3): 9914-9922.
[16] Elseknidy, M.H., Salmiaton, A., Nor Shafizah, I., Saad, A.H. (2020). A study on mechanical properties of concrete incorporating aluminum dross, fly ash, and quarry dust. Sustainability, 12(21): 9230. https://doi.org/10.3390/su12219230
[17] Arpitha, D.J. (2022). Experimental investigation of aluminium dross and GGBS in the production of eco-friendly concrete. IOP Conference Series: Materials Science and Engineering, 1255: 012003. https://doi.org/10.1088/1757-899X/1255/1/012003
[18] Satish Reddy, M., Neeraja, D. (2018). Aluminum residue waste for possible utilisation as a material: A review. Sādhanā, 43: 1-8. https://doi.org/10.1007/s12046-018-0866-2
[19] Kadam, M.P., Patil, Y.D. (2013). Effect of coal bottom ash as sand replacement on the properties of concrete with different w/c ratio. International Journal of Advanced Technology in Civil Engineering, 2(1): 45-50.
[20] Singh, M., Siddique, R. (2014). Strength properties and micro-structural properties of concrete containing coal bottom ash as partial replacement of fine aggregate. Construction and Building Materials, 50: 246-256. https://doi.org/10.1016/j.conbuildmat.2013.09.026