Ali Abdulmohsin Khamees*![]() | Waleed Ali Tameemi
| Waleed Ali Tameemi![]() | Emadaldeen A. Sulaiman
| Emadaldeen A. Sulaiman![]() | Ali Abdulameer Al-Rammahi
| Ali Abdulameer Al-Rammahi![]()
OPEN ACCESS
The escalating environmental impact of non-biodegradable waste, particularly from discarded tires, necessitates innovative recycling strategies. This study explores the potential of incorporating pre-treated crumb rubber from waste tires into concrete mixtures as a sustainable alternative to traditional coarse aggregates. A comprehensive experimental investigation was conducted to evaluate the fresh-state properties, workability, and mechanical behavior of rubberized concrete. The study focused on varying proportions of pre-treated rubber particles, substituting 10%, 20%, 30%, and 40% of conventional coarse aggregates by volume. These rubber particles were treated with cement paste to enhance bonding strength within the composite material. Standard tests were employed to assess the properties of the rubberized concrete, including density, slump, and compressive strength. The findings reveal that the incorporation of recycled tire rubber as a partial aggregate replacement notably impacts the workability and mechanical properties of the concrete. However, this reduction is mitigated when a concrete superplasticizer is utilized. Furthermore, the research indicates a decrease in the failure load of rubberized concrete composite slabs, ranging from 15% to 58%, compared to those constructed with traditional aggregates. Additionally, a significant reduction in the initial cracking load was observed. These outcomes offer critical insights into the structural and mechanical implications of using pre-treated rubber particles in concrete. While the decrease in mechanical performance poses challenges, the study illuminates pathways for enhancing the sustainability of concrete through the innovative reuse of waste materials. This approach not only addresses environmental concerns but also opens new avenues for the development of more sustainable construction materials.
recycled rubber, traditional coarse aggregates, rubberized concrete, non-treated, pre-treated, crumb rubber, and correlations
The accumulation of non-biodegradable waste rubber presents significant environmental and health hazards globally. Efforts have been made to mitigate these risks by repurposing recycled waste tires as construction materials, thereby addressing the environmental concerns linked to the disposal of used tires and generating novel raw materials for concrete mixtures [1]. Focus has been placed on employing crumb rubber as a partial substitute for traditional mineral aggregates, contributing to the development of sustainable concrete [2]. Rubberized concrete is recognized for its exceptional structural qualities, including lightness, enhanced durability, reduced horizontal stress, high hydraulic conductivity, thermal resistivity, and flexibility [3].
The recycling of waste tires has found diverse applications in civil engineering, ranging from its use as a fuel in the production of Portland cement, incorporation in recycled asphalt pavement, to serving as an insulating material in highway subgrades [4, 5]. A novel application involves the deployment of recycled rubber particles as a protective layer against freeze-thaw effects on highways. This entails installing a layer of rubber particles, up to 30cm thick, beneath highways to facilitate rainwater drainage, leveraging the high permeability of crumb rubber. Furthermore, these rubber particles are suited for various purposes including, but not limited to, lightweight fill material, building foundation insulation, drainage solutions, and playground surfacing. The versatility of recycled rubber is highlighted by its availability in multiple sizes, shapes, and specific applications, achieved by processing waste tires through rotating corrugated steel drums.
It has been documented in prior studies that the incorporation of recycled rubber aggregates in concrete adversely affects its workability, unit weight, and strengths (compressive, tensile, and flexural), with these declines becoming more pronounced as the replacement percentage of rubber aggregates increases. Additionally, the inclusion of rubber particles has been observed to transition the failure mode of concrete from brittle to ductile, enhancing post-crack resistance and air content. Chou et al. [6] reported a successful enhancement in the bonding between cement paste and rubber particles through the application of sulfur treatment. Aiello and Leuzzi [7] conducted an investigation into the effects of substituting traditional coarse aggregates with chip tire rubber in proportions of 25.5%, 50.5%, and 75.5%. Their findings indicated a decrease in the compressive strength of rubberized concrete by 47.8%, 54.4%, and 62.3%, correlating with the respective increases in rubber particle content.
Further, Ghedan and Hamza [8] explored the impact of treating rubber particles with SILAN on compressive strength. Their study concluded that SILAN pre-treatment mitigated the reduction in compressive strength associated with rubberized concrete. In a similar vein, Ganjian et al. [9] examined the effects of incorporating 7.5% and 10% chip rubber (by weight of coarse aggregates) in rubberized concrete. They noted a decrease in compressive strength by approximately 10% and 23%, respectively. Moreover, their research revealed that the inclusion of 5%, 7.5%, and 10% chip rubber led to reductions in splitting tensile strength (approximately 30%, 40%, and 60%) and in the modulus of elasticity (approximately 17%, 24%, and 25%).
Li et al. [10] explored the stress-strain behavior of carbon rubber composite (CRC), focusing on the interplay between strength, rubber content, and the performance of reinforced CRC slabs. It was observed that a reinforced concrete (RC) slab with an 18% rubber composition could achieve a bending moment capacity comparable to that of a traditional slab. Notably, rubberized concrete slabs exhibited finer and more uniformly distributed crack patterns upon failure than conventional slabs. However, the literature lacks comprehensive studies on the flexural behavior of rubberized RC components, indicating a need for further research in this area. Eltayeb et al. [11] investigated the impact of integrating rubber particles into foam concrete, revealing enhancements in both impact resistance and damping properties. The use of lightweight rubberized concrete in composite wall panels has demonstrated improved structural performance under cyclic compressive and shear loadings, as well as under impact loads [12, 13]. This review highlights that, in contrast to previous studies that have primarily examined various factors, the present study is unique in its focus on the structural behavior of composite slabs utilizing rubberized concrete.
This experimental investigation offers detailed data concerning the influences of partial replacement of traditional coarse aggregates by recycled rubber particles made from recycled tear-out tires. The effect of this recycled rubber was investigated on the fresh state properties along with the mechanical performance of rubberized concrete under compressive, tensile, and flexural stresses using pre-treated rubber particles by cement paste. Moreover, the structural behaviour of composite slabs with rubberized concrete was investigated. The failure load, first crack load, failure deflection, and failure mode of each sample were studied. The structural investigation was examined using a load-deflection curve and other factors. In the next section of the paper, information about the materials used in this study will be presented.
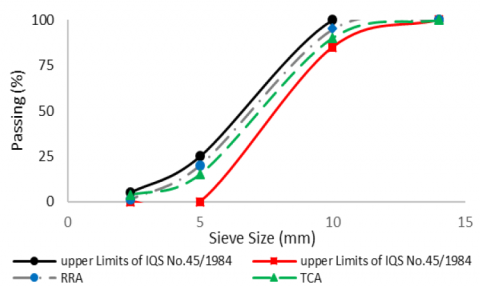
The following materials were used in producing both rubberized concrete and normal concrete. Type I Ordinary Portland cement as shown in Table 1, which satisfies IQS No.5/1984 Iraqi specifications [14], was used as the bonding material. Fine aggregates that conform to ASTM C136 standard test [15] were used as fine aggregates. In addition, traditional coarse aggregates (gravel) that satisfy IQS No.45/1984 Iraqi specifications [16] were used in producing normal concrete. Moreover, recycled rubber aggregates were produced by grinding waste tires into rubber particles of smaller sizes ranging from 2.36 to 12.5 mm. The rubber particles were sieved by utilizing a series of sieves to distribute rubber particles to different sizes. Then, rubber particles of different sizes were mixed up using an adopted grade that fit between the upper and lower limits of ASTM C330 / C330M - 17a standard test [17], producing recycled rubber coarse aggregates (RRCA), which were utilized as a partial replacement for traditional coarse aggregates, as illustrated in Figure 1 and Figure 2. Finally, tap water was used to mix fresh concrete, wash recycled rubber particles from any unwanted dust, and cure concrete specimens.
Table 1. Chemical and physical properties of ordinary Portland cement
|
Chemical Composition of Cement |
||
|
Test name |
Results |
IQS NO.5/limits |
|
CaO |
55.12 |
----- |
|
SiO2 |
22.45 |
----- |
|
Al2O3 |
4.12 |
----- |
|
Fe2O3 |
4.98 |
----- |
|
Lime saturation factor |
0.75 |
1.02-0.66 |
|
MgO |
3.38 |
≤ 5.0 % |
|
SO3 |
2.12 |
≤ 2.5 % |
|
Loss on ignition |
3.75 |
≤ 4.0 % |
|
Insoluble residue |
1.09 |
≤ 1.5 % |
|
C3A |
2.5 |
≤ 3.5 % |
|
Physical Properties of Ordinary Portland Cement |
||
|
Test name |
Sample |
IQS NO.5/limits |
|
Initial setting time (minute) |
101 |
≥ 45 |
|
Final setting time (hour) |
3 hours and 55 minutes |
≤ 10 |
|
Compressive strength at (3) days (Mpa) |
16.8 |
≥ 15 |
|
Compressive strength at (7) days (Mpa) |
24.5 |
≥ 23 |
Figure 1. Fine aggregates, traditional coarse aggregates, and recycled rubber particles
Figure 2. Gradation of recycled rubber coarse aggregates (RRCA) and traditional coarse aggregates (TCA)
In addition, rubber particles were used as pre-treated recycled rubber coarse aggregates (PTRRCA). Rubber particles were pre-treated using cement mortar to enhance the bonding strength between rubber particles and concrete mixture to improve the behavior of rubberized concrete. The pre-treatment process was performed by submerging rubber particles for 15 15-minute periods into a cement paste of water-to-cement-ratio equal to 1.0, as shown in Figure 3. The pre-treated process of rubber particles was completed at a temperature of 32°C and a humidity of 45%. After that, rubber particles were extracted from the mortar and spread, mixed with fine sand that had size (1–2 mm) and quantity equal to 50% by weight of the cement of the paste, and then left to air-dry. Finally, pre-treated recycled rubber aggregates were cured for 28 days.
Figure 3. Cement paste that was used as pre-treatment
Many trail mixtures that were performed based on previous research (with some adjustments) were conducted to cast four successive mixtures of rubberized concrete with target compressive strength (f'c) ranges between 20 MPa to 30 MPa at the age of 28 days. Moreover, concrete mixtures of traditional aggregates were designed following ACI Committee 211.1 design procedure [18] with a target compressive strength (f'c) equal to 30 MPa at the age of 28 days. Table 2 presents proportions per cubic meter for normal concrete (NC) and pre-treated rubberized concrete (PTRC), with replacement percentages ranging between (0-40%) by volume of traditional coarse aggregates.
Table 2. Mixing proportions per cubic meter for SLWC and NWC
|
Material |
1SNC |
2SRC10 |
2SRC20 |
2SRC30 |
2SRC40 |
|
Portland Cement, Type I (kg/m3) |
353 |
353 |
353 |
353 |
353 |
|
Fine Aggregates (kg/m3) |
667 |
667 |
667 |
667 |
667 |
|
3TCA (kg/m3) |
1272 |
1241.4 |
1211.1 |
1180.8 |
1148.4 |
|
4NTRRCA (kg/m3) |
0 |
0 |
0 |
0 |
0 |
|
5PTRRCA (kg/m3) |
0 |
32.1 |
64.2 |
96.3 |
128.4 |
|
Water (kg/m3) |
201 |
201 |
201 |
201 |
201 |
|
Rubber Percentage % |
0 |
10 |
20 |
30 |
40 |
|
1 (SNC) Sample of Normal concrete (no rubber) 2 (SRC) Sample of Rubberized Concrete 3 (TCA) Coarse Aggregate 4 (NTRRCA) Non-Treated Rubberized Coarse Aggregate 5 (PTRRCA) Pre-Treated Rubberized Coarse Aggregate |
|||||
Before mixing, traditional coarse aggregates were prepared to accomplish a saturated surface-dry condition (SSD) by soaking the coarse aggregates in water tanks for 24 hours and then drying the coarse aggregate's surfaces using dry towels. In addition, weights of fine aggregates and water of mixing were adjusted by including the effects of free surface moisture content of fine aggregates following the ASTM C70 - 13 standard test [19]. Two successful mixing techniques were adopted to produce normal and rubberized concrete using an electrical pan mixer, as shown in Figure 4.
Normal concrete was mixed following ASTM C192 / C192M -18 [20], as illustrated in Table 3. The coarse aggregates were initially added to the pan mixer with 1/5 of the mixing water. After a few seconds of mixing, the fine aggregates and 1/5 of the mixing water were introduced to the pan mixer and mixed for a few seconds. Then, the cement and the remaining 3/5 of the mixing water were introduced to the mixer. After three minutes of mixing, the mixer was stopped to measure the concrete slump following ASTM C 143/C 143M [21]. Finally, the mixture was mixed for two more minutes to be ready for casting concrete specimens.
Table 3. Mixing procedure for NWCs
|
Time |
Materials |
|
0:00 |
Add coarse aggregates + 20% of water |
|
0:00 |
Add fine aggregates + 20% of water |
|
0:01 |
Cement + 60% of water |
|
0:04 |
Stop |
|
0:07 |
Remix + measure the concrete slump |
|
0:09 |
Stop |
Figure 4. Rubberized concrete that is ready to be cast
The second mixing procedure produced successful structural rubberized concrete, as illustrated in Table 4. Initially, coarse aggregates, rubber particles, and one-third of the mixing water were added to the batch. After one minute of mixing, fine aggregates, cement, and the remaining mixing water were added and mixed for four minutes. Then, the mixer was stopped to measure the concrete slump following the ASTM C 143/C 143M standard test [21]. Next, the mixture was mixed for two minutes to be ready for casting concrete specimens.
Table 4. Mixing procedure for rubberized concrete
|
Time |
Materials |
|
0:00 |
Add traditional coarse aggregates + recycled rubber aggregates+ 1/3 of Water. |
|
0:01 |
Add fine aggregates + cement + 2/3 of Water |
|
0:05 |
Stop |
|
0:08 |
Remix + measure the concrete slump |
|
0:10 |
Stop |
The present study conducted an experimental research program to examine the performance of five composite slab specimens. Each specimen had a total length of 1500 mm and a width of 450 mm. The specimens' combined thickness measures 150 mm. The specimens have three layers, with each layer having a thickness of 50 mm. The upper and bottom levels consisted of concrete, but the centre layer comprised insulating material. Usually in such composite slabs, insulation is placed in the middle of the layers to increase thermal and sound insulation and reduce self-weight. The layers were interconnected by the utilization of rebar shear connectors that possessed a same diameter to the reinforcement present in both the upper and bottom levels. The material utilized for the reinforcement of the top and bottom meshes, as well as the shear connections, is composed of high-strength steel with a yield stress of 533 MPa (ɸ 8).
Concrete layers consisting of both normal and rubberized concrete, possessing an average cube compressive strength ranging from 20 to 30 MPa, are introduced during the pouring process. Each specimen is assigned two codes for identification purposes. In the given instance, denoted as SRC10, the alphanumeric code (SRC) designates the specific slab composition using rubberized concrete, while the numerical value 10 signifies the substitution of coarse aggregate with rubber. The term "SNC" is used to denote the slab constructed with normal concrete.
Firstly, several standard tests were performed for each mixture of normal concrete (NC) and pre-treated rubberized concrete (PTRC) to report the properties of freshly mixed rubberized concrete, including slump and density. The structural performance of rubberized concrete under compressive, flexural, and tensile stresses was assessed for pre-treated rubberized concrete.
Secondly, the structure behaviour of the rubberized concrete slab was investigated under two concentrated loads to find the failure load and failure deflection. A static load test was performed using a hydraulic testing machine in the structure laboratory- College of Engineering- The University of Thi-Qar, as shown in Figure 5. It has a capacity of 400 kN and is consistent with an iron frame to support and install the specimen well. The device also has an LCD screen to read the results correctly and all the needed sensors; furthermore, it was calibrated by Iraq’s Central Organization for Standardization and Quality Control (COSQC). A dial gauge is used to measure central deflection. Finally, the specimens were simply supported and applied to a two-point bending load.
Figure 5. Specimen’s testing setup
9.1 Mechanical behaviour
This section summarises and discusses the structural behaviour of NC and PTRCs under compressive, flexural, and tensile stresses. Moreover, the fresh-state characteristics of NC and PTRCs, including slump and unit weight, are reported. All these tests were carried out based on American specifications ASTM.
The results showed that the slump values for rubberized concrete decreased as the percentage of replacement of rubber particles by volume of traditional coarse aggregates increased, as shown in Table 4. The outcomes of this research demonstrated that the unit weight of concrete mixtures decreased as the percentage of replacement of rubber particles by volume of traditional coarse aggregates increased, as reported in Table 5.
The compressive strength (f'c) for concrete cylinder specimens of the control batch (NC) was equal to 31.2 MPa, while it ranged between 18.2 to 28.2 MPa for PTRCs. In contrast, the compressive strength (fcu) for concrete cube specimens of the NC reference batch was equal to 40.6 MPa, while it ranged between 25.3 to 37.3 MPa for PTRCs. The ratio between the compressive strengths of the cube to cylinder concrete specimens (fcu/f'c) of the NC reference batch was equal to 0.77, while it ranged between 0.71 to 0.80 MPa for PTRCs, as reported in Table 6.
Table 5. Slump and unit weight for NC, NTRCs and PTRCs
|
Batch ID |
SNC |
SRC10 |
SRC20 |
SRC30 |
SRC40 |
|
Rubber (%) |
0 |
10 |
20 |
30 |
40 |
|
Slump (mm) |
84 |
74 |
72 |
66 |
57 |
|
Reduction in Slump |
0% |
12% |
14% |
21% |
32% |
|
Unit Weight |
2.41 |
2.37 |
2.32 |
2.26 |
2.23 |
|
Reduction in Unit Weight |
0% |
2% |
4% |
6% |
7% |
Table 6. The compressive behavior for cylinder and cube concrete specimens of NC and PTRCs
|
Batch ID |
SNC |
SRC10 |
SRC20 |
SRC30 |
SRC40 |
|
Rubber (%) |
0 |
10 |
20 |
30 |
40 |
|
f`c (MPa) |
31.2 |
28.2 |
24.1 |
23.6 |
18.2 |
|
Reduction in f`c |
0% |
10% |
23% |
24% |
42% |
|
fcu (MPa) |
40.6 |
37.3 |
33.8 |
29.4 |
25.3 |
|
Reduction in fcu |
0% |
8% |
17% |
28% |
38% |
|
Enhancement f`c |
- |
9% |
11% |
25% |
20% |
|
fcu/f`c |
1.30 |
1.32 |
1.40 |
1.25 |
1.39 |
The results demonstrated that using rubber particles as a partial replacement for the traditional coarse aggregates in producing rubberized concrete reduced the compressive strength by about 9% to 20%, as shown in Table 5.
The modulus of rupture (fr) for the NC control batch was equal to 3.22 MPa, while it ranged between 2.21 to 2.81 MPa for PTRCs, as reported in Table 7. The results demonstrated that using rubber particles as a partial replacement for the traditional coarse aggregates in producing rubberized concrete decreased the modulus of rupture (fr) by about 13% to 31%.
Table 7. The flexural behavior for NC and PTRCs
|
Batch ID |
SNC |
SRC10 |
SRC20 |
SRC30 |
SRC40 |
|
Rubber (%) |
0 |
10 |
20 |
30 |
40 |
|
fr (MPa) |
3.22 |
2.81 |
2.76 |
2.57 |
2.21 |
|
Reduction in fr |
0% |
13% |
14% |
20% |
31% |
|
Enhancement in Reduction of fr |
- |
29% |
25% |
19% |
9% |
The splitting tensile strength (fsp) for NC control batch was equal to 2.75 MPa, while it ranged between 2.11 to 2.60 MPa for PTRCs, as reported in Table 8. The results demonstrated that using rubber particles as a partial replacement for the traditional coarse aggregates in producing rubberized concrete decreased the splitting tensile strength by about 5% to 23%.
Table 8. The tensile behavior for NC and PTRCs
|
Batch ID |
SNC |
SRC10 |
SRC20 |
SRC30 |
SRC40 |
|
Rubber (%) |
0 |
10 |
20 |
30 |
40 |
|
fsp (MPa) |
2.75 |
2.6 |
2.38 |
2.23 |
2.11 |
|
Reduction in fsp |
0% |
5% |
13% |
19% |
23% |
|
Enhancement in Reduction of fsp |
- |
12% |
29% |
12% |
24% |
9.2 Composite slab structural behaviour
Table 9 presents the impact of a rubberized material percentage on several factors, including failure load, first crack load, crack pattern, failure deflection, and failure mode. The experimental findings indicated a drop in the failure load ranging from 15.0% to 58.0% when the rubber particle percentage was increased from 10% to 40%. Also, the cracking load percentage was significantly reduced between 29.5% to 11% from the failure load. This decrease is due to the specimens' compressive strength reduction, which reduces the failure and crack load. The failure deflection of the composite slab increased significantly when the percentage of rubber was increased, and this was due to the fact that the specimens became more flexible.
Table 9. Specimens’ testing results
|
Specimen’s Code |
First Crack Load (kN) |
Failure Load (kN) |
Failure Deflection (mm) |
Pcr / Pult (%) |
Failure Load Reduction (%) |
Failure Mode |
|
SNC |
31.5 |
107 |
18.7 |
29.5 |
--- |
Flexural ductile |
|
SRC10 |
18.5 |
91 |
26.4 |
20.4 |
15.0 |
Flexural ductile |
|
SRC20 |
13.1 |
73 |
29.6 |
18.0 |
19.1 |
Flexural ductile |
|
SRC30 |
9.9 |
64 |
36.8 |
15.5 |
40.0 |
Flexural ductile |
|
SRC40 |
5.0 |
45 |
44.0 |
11.0 |
58.0 |
Flexural ductile |
|
The failure load reduction is calculated according to the specimen SNC. |
||||||
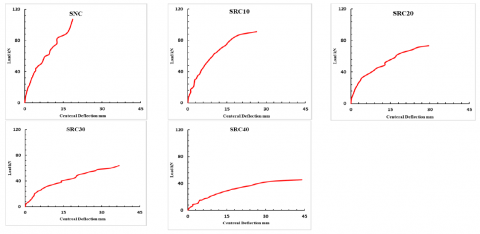
Figure 6. Load deflection curves for tested specimens
Figure 7. Failure mode for tested specimens
Figure 6 depicts the connection between load and central deflection for all specimens that were subjected to testing. The subject matter is partitioned into three distinct divisions. The initial observation entails a linear relationship between the load and vertical deflection, wherein an increase in deflection counteracts an equivalent increase in applied force. The subsequent segment, which is of lesser length than the preceding one, produces results. The subsequent phase in the material's deformation process is strain hardening, which persists until the specimen reaches its point of failure. The loss in stiffness of the specimens may be attributed to several variables, including the formation and expansion of fractures, particularly in the lower layer of the slab, as well as the yielding of steel bars in the lower mesh. These factors are observed to occur as the load on the specimens rises. Before reaching the conclusion that the decrease in stiffness shown in the load against central deflection curves is attributed to constraints in material strength rather than a decline in shear transmission capacity, it is imperative to examine some aspects of composite action in the slabs.
The failure mode, in general, was flexural for all specimens, as shown in Figure 7. Failure occurs after the appearance of many cracks in the lower concrete layer, as these cracks begin in the areas under concentrated loads and then begin to develop in all directions. The width of the cracks at failure increases significantly, and this is due to the presence of the percentage of rubber in the concrete. The failure mode is called flexural ductile because the specimens show many cracks before failure.
All slabs collapse in the flexural mode because the vertical shear connectors provide significant shear capability, so the specimens fail like traditional reinforced concrete one-way slabs.
The specimens generally exhibit a somewhat uniform distribution of cracks and comparable inter-crack lengths. The presence of cracks was predominantly observable in some specimens when subjected to load points.
Rubberized concrete was successfully produced by partially replacing traditional coarse aggregates (TCA) with recycled rubber aggregates (RRA) made from recycled waste tires. The fresh-state properties of normal concrete (NC) and pre-treated rubberized concrete (PTRC) using cement paste, including slump and unit weight, were presented and discussed. In addition, the flexural, tensile and compression performance of NC and PTRCs were summarized and discussed. Moreover, the structural behaviour of composite slabs with normal and rubberized concrete was studied and discussed. Findings include:
For the purpose of studying this topic in more depth, future researchers can test the case of the effect of fire on this type of concrete. In addition, the effect of different types of loads, such as repetitive loads and seismic loads, can be studied.
[1] Shtayeh, S.M.S. (2007). Utilization of waste tires in the production of non-structural Portland cement concrete. Doctoral dissertation.
[2] Batayneh, M., Marie, I., Asi, I. (2007). Use of selected waste materials in concrete mixes. Waste Management, 27(12): 1870-1876. https://doi.org/10.1016/j.wasman.2006.07.026
[3] Md Noor, N. (2014). Physical performance and durability evaluation of rubberized concrete (Doctoral dissertation, Kyushu University).
[4] Baker, T.E., Allen, T.M., Jenkins, D.V., Mooney, T., Pierce, L.M., Christie, R.A., Weston, J.T. (2003). Evaluation of the use of scrap tires in transportation related applications in the State of Washington. Washington State Department of Transportation, Washington, DC, 20(3).
[5] Chatziaras, N., Psomopoulos, C.S., Themelis, N.J. (2016). Use of waste derived fuels in cement industry: A review. Management of Environmental Quality: An International Journal, 27(2): 178-193. https://doi.org/10.1108/MEQ-01-2015-0012
[6] Chou, L.H., Lin, C.N., Lu, C.K., Lee, C.H., Lee, M.T. (2010). Improving rubber concrete by waste organic sulfur compounds. Waste Management & Research, 28(1): 29-35. https://doi.org/10.1177/0734242X09103843
[7] Aiello, M.A., Leuzzi, F. (2010). Waste tyre rubberized concrete: Properties at fresh and hardened state. Waste Management, 30(8-9): 1696-1704. https://doi.org/10.1016/j.wasman.2010.02.005
[8] Ghedan, R.H., Hamza, D.M. (2011). Effect of rubber treatment on compressive strength and thermal conductivity of modified rubberized concrete. Journal of Engineering and Sustainable Development, 15(4): 21-29.
[9] Ganjian, E., Khorami, M., Maghsoudi, A.A. (2009). Scrap-tyre-rubber replacement for aggregate and filler in concrete. Construction and Building Materials, 23(5): 1828-1836. https://doi.org/10.1016/j.conbuildmat.2008.09.020
[10] Li, D., Zhuge, Y., Gravina, R., Mills, J.E. (2018). Compressive stress strain behavior of crumb rubber concrete (CRC) and application in reinforced CRC slab. Construction and Building Materials, 166: 745-759. https://doi.org/10.1016/j.conbuildmat.2018.01.142
[11] Eltayeb, E., Ma, X., Zhuge, Y., Youssf, O., Mills, J.E. (2020). Influence of rubber particles on the properties of foam concrete. Journal of Building Engineering, 30: 101217. https://doi.org/10.1016/j.jobe.2020.101217
[12] Eltayeb, E., Ma, X., Zhuge, Y., Youssf, O., Mills, J.E., Xiao, J., Singh, A. (2020). Structural performance of composite panels made of profiled steel skins and foam rubberised concrete under axial compressive loads. Engineering Structures, 211: 110448. https://doi.org/10.1016/j.engstruct.2020.110448
[13] Ma, X. (2014). Structural performance of composite panels filled with light-weight crumb rubber concrete. Doctoral dissertation, Southern Cross University.
[14] Iraqi Specification Standards IQS No.5. (1984). Portland cement. Central Agency for Standardization and Quality Control. https://uowa.edu.iq/filestorage/file_1542638623.pdf
[15] ASTM C136 / C136M–19. (2019). Standard test method for sieve analysis of fine and coarse aggregates. American Society for Testing and Materials. https://doi.org/10.1520/C0136_C0136M-19
[16] Limit, I.S. (1984). Aggregate from natural sources for concrete and construction. Central Agency for Standardization and Quality Control. https://coeng.uobaghdad.edu.iq/wp-content/uploads/sites/3/2019/09/Concrete-Technology.pdf.
[17] ASTM C330 / C330M-23. (2023). Standard specification for lightweight aggregates for structural concrete. American Society for Testing and Materials. https://doi.org/10.1520/C0330_C0330M-23
[18] ACI Committee 211. (2002). Standard Practice for Selecting Proportions for Normal Heavyweight, and Mass Concrete. American Concrete Institute. https://www.concrete.org/store/productdetail.aspx?ItemID=211191&Format=DOWNLOAD&Language=English&Units=US_Units.
[19] ASTM C70-20. (2020). Standard test method for surface moisture in fine aggregate. American Society for Testing and Materials. https://doi.org/10.1520/C0070-20
[20] ASTM C192 / C192M-19. (2019). Standard practice for making and curing concrete test specimens in the laboratory. American Society for Testing and Materials. https://doi.org/10.1520/C0192_C0192M-19
[21] ASTM C143 / C143M-20. (2020). Standard test method for slump of hydraulic-cement concrete. American Society for Testing and Materials. https://doi.org/10.1520/C0143_C0143M-20