Iman J. Abed
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Dental direct block are dental mill blanks made from Yttrium stabilised, presintered and zirconium oxide blanks for the manufacture of dental prostheses. Dental direct presintered blocks with disk-shapede were used to machining the specimens at different rotational speed (10000,20000,40000) r.p.m by After that, the specimens were put through a uniaxial flexure test using balls and loaded in a universal testing machine at a cross-head speed of 0.5 mm/min until they failed. Computer Numerical Control machine (CNC) then sintered at 1600℃. The rotating speed affected the flexural strength, microstructure, crystal phase, and grain size of the studied zirconia. The characterization of samples were conducted using field emission scanning electron microscopy (FESEM) and analyzed with X-ray diffraction (XRD). The results XRD analysis showed the presence of a tetragonal phase in all rotational speeds. The differences in morphology and grain size due to different in rotational speed and grain size increase with increasing the rotational speed about 36%. The best flexural strength was observed at low speed, while Hardness showed little varation (decreasing10%) with increasing rotational speed.
microstructure, hardness, dental, CNC, flexural strength, sintering
A great progress has been observed in last years in development of materials with varying and specific applications in medicine and biology [1]. Ceramic materials have been widely used in a range of industries, including medical device and machine components, due to their “high strength, hardness, heat resistance, and wear resistance”. Fixed partial dentures made of yttria-stabilized tetragonal zirconia polycrystalline (Y-TZP) ceramics have been used (FPDs). In dentistry, zirconia ceramic implants, abutments, and crowns with “high fracture strength, toughness, and low heat conductivity” have all been used. These ceramics are lighter than metal-based partial dentures and closely resemble human teeth in color. Fully sintered ceramics are often machined with traditional methods such as grinding and polishing [2, 3]. Y-TZP is a ceramic with high hardness, high wear resistance, chemical inertness, and high fracture toughness. Because of these properties and its white color, Y-TZP is a candidate for use in dental applications, such as dental crowns [4-6].
The presence of Yttrium permits the tetragonal phase to be stabilized at room temperature. Y-TZP is the outcome, and it has excellent mechanical properties, including flexural strength of 900-1400 MPa and fracture toughness of 5-9 MPa√m [7-9]. Because of its excellent flexural strength, it has gained popularity in dentistry [10, 11].
There are a variety of Computer-Aided Manufacturing (CAD/CAM) materials to select from, which are all intended to improve the efficiency of restoration design and production. Materials in block form include glass ceramics, resin nano ceramics, zirconia, ceramic composites, ceramics, and resin composites. Chemically similar materials with comparable strength qualities have been introduced by a number of firms. Dental Direct, Vita, Kerox, and others are among these goods. For single-unit restorations anywhere in the mouth and anterior three-unit bridges, these materials are frequently the best option. In fact, due to the binder's pseudo-plastic fluid nature, green machining is difficult. Despite the increased stresses caused by binder viscosity, the tool's rotational speed has no direct effect on machining quality (i.e., the cutting speed) [12]. The most important requirement is that the cutting speed be quick enough to allow permanent contact between the tool's tangent edges and the material [13]. With the tool diameter D (mm) and the rotational speed of the tool (RPM) [8, 14], the cutting speed Vc(m/min) may be calculated.
$V=\frac{\pi D N}{1000}$ (1)
The other parameter of machining, the feed rate Vf (mm/min), was computed as follows [13]:
$V_f=N \times Z \times f_z$ (2)
The feed per tooth is represented by fz (mm/tooth), the spindle speed is represented by N (RPM), and the number of teeth is represented by Z.
Seok-Jae et al. investigated the machining characteristics of the Y-TZP ceramic in a high-speed machining process under various cutting conditions by varying the velocity, depth-of-cut, and feed rate [15]. For machining Y-TZP green ceramic with a 3 mm diameter cylindrical tool, Anthonin Demarbaix et al recommend a speed of 250 m/min, a feed per tooth of 0.037 mm/tooth, and a depth of cut of 3 mm [16]. Luthardt et al. employed CAD/CAM techniques to create Y-TZP crowns and fixed partial dentures (FPDs), as well as assess material removal and the grinding-induced surface layer, and estimate the crack size generated by grinding, they demonstrate the crack length is not significantly influenced by the grinding parameters, the type of material removed varied with the cutting depth as well as with the feed [17].
The goal of this research was to see how different rotational speed factors affected the microstructure, flexural strength, and grain size of dental direct bio zirconia-ISO Germany (DD Bio Z).
2.1 Material
In this work presented dental direct zirconia block (high strength zirconia DD Bio ZW ISO- Germany) as shown in Figure 1, with factor of shrinkage 1.248 was employed.
Figure 1. Dental direct block
2.2 Methods
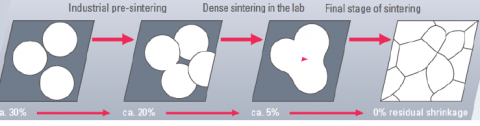
Soft machining experiments were carried out using a three-axis machine tool, which was built as a prototype by optec laser systems. A high-speed tool manufactured from diamond with diameter 1mm and two teeth can be rotated at a different speed (10,000,20,000 and 40,000)rpm. The machining parameters depth of cut is 0.1 mm and the feed per tooth (fz) is 0.05 are constant. The diamond tool has a cylindrical shape of 1 mm with two teeth. After machining the samples must be sintering with the following procedure: Sintering cycle for normal furnace ↑ Heating up to 900℃ with 8℃/min, → dwell at 900℃ for 30 minutes, ↑ heating up to final temperature. 1450℃ with 3℃/min, → dwell at final sintering temperature 1600℃ for 120 min, ↓ cooling to 200℃ with 10℃/min. The steps of sintering as shown in Figure 2.
Figure 2. Schematic diagram of sintering processes [16]
2.3 Characterization of samples
2.3.1 X-Ray Diffraction (XRD)
Three powder samples machining a different rotational speed was determined by X-ray diffraction (XRD) with Co Ka radiation (SHIMADZU Lab XRD-6000, Japan x-ray) to obtain X-ray patterns. The X-Ray tube was operated at 40kV and 20mA at a wavelength of 0.154 nm. The scanning range was 10 - 80° (2θ) using the step size of 0.02° and 0.5 seconds per step to determine the nature of different phases. The resulting peaks were compared to the standards peaks for each material using JCPDS cards. The particle size (Crystallite size) of the sintered specimens machined at different rotational speed were estimated based Scherer’s equation [18].
$D=\frac{0.9 \lambda}{F W H M \cos \theta}$. (3)
where:
D: Particle size (D) (nanometer).
λ: The X-ray beam's wavelength.
FWHM: The full width at half maximum of the diffraction peak is referred to as FWHM (rad.).
θ: The diffraction angle is a term used to describe the angle.
2.3.2 Field emission scanning electron microscopy
The most frequent method for investigating ceramic microstructures and identifying cracks and defects is to utilize field emission scanning electron microscopy (FESEM). Because most ceramics are electrical insulators, FESEM samples must be coated with an electrically conductive layer such as carbon, gold, or gold-palladium alloys. Field emission scanning electron microscopy was used to examine the microstructure and morphology of the samples' surfaces (FESEM).
2.4 Mechanical tests
Mechanical properties such as uniaxial flexural strength test and microhardness test were measured on dental direct bio zirconia samples after machining by CNC machine and sintering was completed at 1600℃.
2.4.1 Flexural strength of zirconia
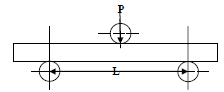
A crosshead speed of 0.5 mm/min was used in a universal mechanical testing machine, with applied load ranging from 100 to 20 kN. Support rollers are spaced 30 mm (0.5 mm) apart in this three-point bending fixture (Figure 3). The load must be applied by a third roller at the midpoint between the supports, and the rollers must be manufactured of hardened steel with a smooth surface roughness of less than 0.5 μm [19].
2.4.2 Calculation of flexure strength
The flexure strength of samples (6*6*60) was calculated according to ISO 6872:2015 [19]. Formula Eq. (4) to calculate the flexural strength, σ, in megapascals.
$\sigma=\frac{3 P L }{2 wb ^2}$. (4)
where,
P: fracture load (N); L: test span (distance between two centers) (mm); w is the width of the samples(mm); b is the thickness of the samples(mm) [19]. The test was performed using the microcomputer controlled electronic universal testing machine (WDW-100E, China made) at materials engineering department/Faculty of Engineering /University of Kufa.
Figure 3. Schematic of the three point fixture configuration
2.4.3 Micro hardness
Five Vickers hardness values were measured for each sample after machining by CNC machine and sintering, using a Vickers hardness diamond indenter (TH-714Digital Micro Vickers hardness tester) at materials engineering department/ faculty of engineering/university of Kufa. The load was 9.8N, and the holding time was 30 seconds [19, 20].
3.1 X-Ray Diffraction analysis
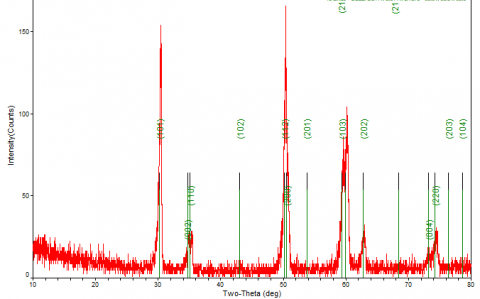
Figure 4. X-Ray diffraction of presintered dental direct zirconia after machining by CNC machine with rotational speed 10,000 r.p.m
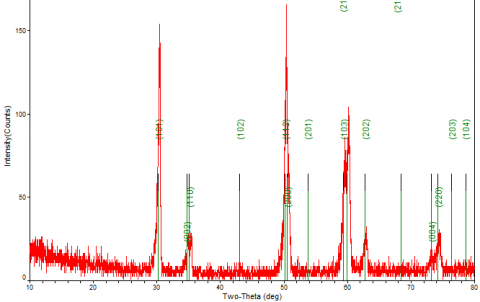
The phases identification of dental direct zirconia after soft machining by CNC machine at rotational speed 10,000 r.p.m. showed in Figure 4. The peak locations and their relative intensities for the ZrO2 phases were cited from the international center for diffraction data (ICDD) database. The figure shows the predominant phase is tetragonal (T) only, the intense peaks for sintered dental direct zirconia occurring at 2θ=30.68°, 50.508° 59.965°,60.46°and 63.115°correspond to (101), (200), (211), (103) and (202) planes respectively when identical with ((ICDD 00-060-0505). While Figure 5 and Figure 6 show the X-ray diffraction pattern of the samples after machining by CNC machine at rotational speed (20,000 and 40,000) r.p.m. Also seen only tetragonal phase (T) of ZrO2 were identified for dental direct zirconia samples at two rotational speeds. It was noticed that the cutting speed not affect on transformation of tetragonal phase to the other phases. When rotational speed 20,000 r.p.m, the intense peaks at 2θ= 30.498°, 34.937°, 35.438°, 50.439°, 59.6°, 60.318°, 62.982°, 74.497° correspond to (101), (002), (110), (112), (211), (103), (202), (202) respectively when identical with ((ICDD 00-060-0505).While the machined sample at higher rotational speed (40,000 r.p.m), the intense peaks at 2θ= 30.418°, 34.941°, 35.359°, 50.362°, 9.6°, 59.602°, 62.993°, 74.635° correspond to (101), (002), (110), (220), (103), (202), (220) respectively when identical with ((ICDD 00-060-0505).The average crystalline size of typical of presintered dental direct zirconia after machining by CNC machine at different rotational speed was determined using Eq. (3) and states in Table 1. The mechanical properties of zirconia (microhardness and flexural strength) will change as a result of changing the size of the particles with increasing the cutting speed.
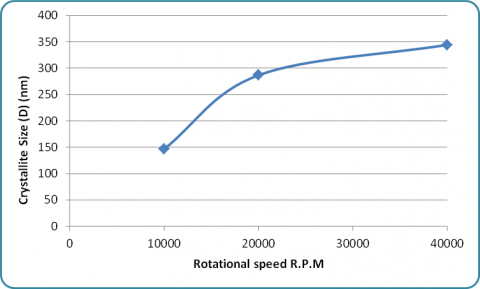
Figure 7 shows increase the average crystalline size of presintered dental direct zirconia with increasing the rotational speed.
Figure 5. X-ray diffraction of presintered dental direct zirconia after machining by CNC machine with rotational speed 20,000 r.p.m
Figure 6. X-ray diffraction of sintered dental direct zirconia after machining by CNC machine with rotational speed 40,000 r.p.m
Figure 7. Relation between average crystallite size and rotational speed for dental direct bio zirconia
Table 1. Crystallite size of sintered dental direct zirconia after machining by CNC machine at different rotational speed
|
(h k l) |
Crystallite Size (D (nm) |
FWHM (radians) |
Peak position(2θ)(Deg.) |
|
rotational speed 10,000 r.p.m. |
|||
|
(101) |
163 |
0.425 |
30.68 |
|
(200) |
158 |
0.564 |
50.508 |
|
(211) |
142 |
0.653 |
59.965 |
|
(103) |
158 |
0.838 |
60.46 |
|
(202) |
164 |
0.464 |
63.115 |
|
|
163 |
average |
|
|
Rotational speed 20,000 r.p.m |
|||
|
(101) |
253 |
0.341 |
30.498 |
|
(002) |
126 |
0.667 |
34.937 |
|
(110) |
180 |
0.474 |
35.438 |
|
(112) |
214 |
0.422 |
50.439 |
|
(211) |
132 |
0.702 |
59.6 |
|
(103) |
128 |
0.725 |
60.318 |
|
(202) |
252 |
0.383 |
62.982 |
|
(220) |
253 |
0.407 |
74.497 |
|
|
192.25 |
average |
|
|
Rotational speed 40,000 r.p.m |
|||
|
(1 0 1) |
377 |
0.24 |
30.418 |
|
(0 0 2) |
148 |
0.572 |
34.941 |
|
(1 1 0) |
186 |
0.459 |
35.359 |
|
(2 2 0) |
209 |
0.433 |
50.362 |
|
(1 0 3) |
183 |
0.51 |
59.602 |
|
(2 1 1) |
205 |
0.459 |
60.2 |
|
(2 0 2) |
284 |
0.343 |
62.993 |
|
(2 2 0) |
209 |
0.488 |
74.635 |
|
|
225.125 |
Average |
|
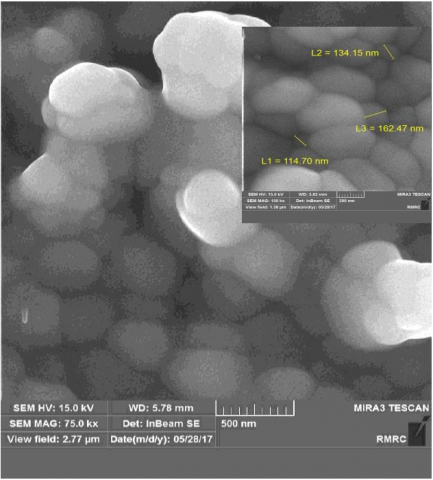
Figure 8. Field emission secanning electron microscope of sintered dental direct zirconia machined by CNC machine with rotational speed 10,000 r.p,m
3.2 Scanning electron microscope of samples
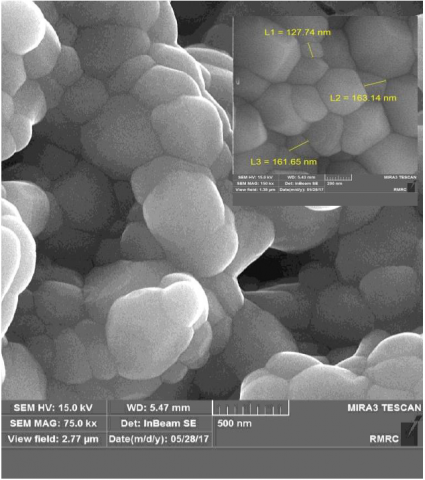
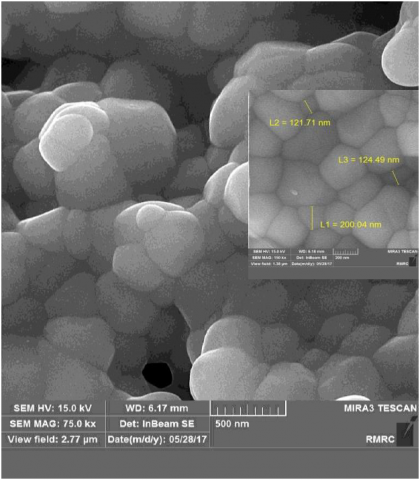
Field emission scanning electron microscopy images show microstructure of the dental direct bio zirconia machined at different rotational speed (10000,2000 and 40000)r.p.m and thermally etched at 1300℃ for 1 hr. (Figure 8 to Figure 10). It can be seen the differences in morphology and grain size due to different in rotational speed, with increasing the machining speed the grain growth occurs due to increase friction and the temperature during cutting. The mean grain size of the zirconia changed at 114.70-172.47 nm at low rotational speed (10,000 r.p.m). With increase the rotational speed from 20,000 to 40,000 r.p.m the grain size distribution is more continuous, a grain size between 127.73-163.14nm and 121.71-200.04 nm respectively. This result agrees with the results obtained from XRD chart.
Figure 9. Field emission secanning electron microscope of sintered dental direct zirconia machined by CNC machine with rotational speed 20,000 r.p.m
Figure 10. Field emission secanning electron microscope of presintered dental direct zirconia machined by CNC machine with rotational speed 40,000 r.p,m
3.3 Mechanical properties
3.3.1 Flexural strength
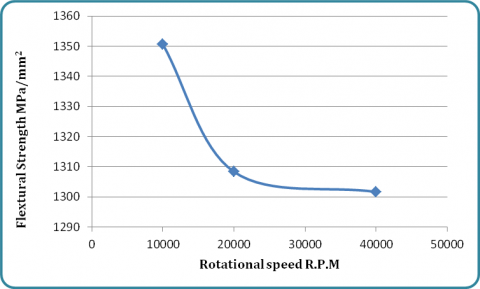
The flexural strength values of all specimens were shown in Figure 11. The flexural strength from different rotational speed machining were as follows:
$\sigma 10,000>\sigma 20,000>\sigma 40,000$
The results obtained from the three machining speed for dental direct zirconia show that the values of flexural strength at low speed (10,000 r.p.m) is higher than the higher rotational speed 40,000 r.p.m, these results agreement with other researcher [21], which show that the bending strength and fracture toughness of this material decrease with increasing speed and following increase in temperature. The results of the analysis of zirconia specimens showed that the flexural strengths were variable, ranging from 1301.3 to 1350.6 MPa. Also can be seen from the surface of the specimens formation of grooves on the surface decrease the bending resistance during machining of zirconia surface. Surface finishing may improve by fine polishing (at high rotational speed) but this leads to decreasing the mean flexural strength due to the forming of a compressively stressed layer. This result agrees with the references [12, 22].
Figure 11. Relation between flexural strength and rotational speed of CNC machine for dental direct bio zirconia sintered at 1600℃
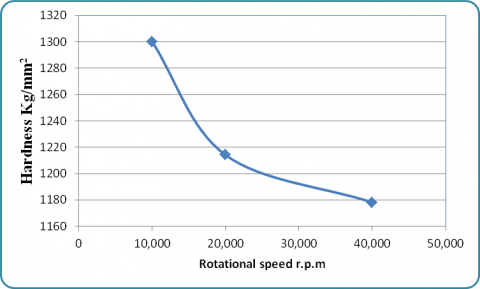
Figure 12. Relation between Hardness and rotational speed of CNC machine for dental direct bio zirconia sintered at 1600℃
3.3.2 Hardness
Figure 12 shows Vickers hardness of dental direct zirconia specimens after sintering machined at three rotational speed. The microhardness values decrease with increasing the cutting speed. The hardness of yttria-stabilized zirconia decreases when the temperature increases because of the heat generated by high machining speed. At a rotational speed of 10,000 rpm, not sufficient heat was generated to decrease the hardness of Y-TZP, but the temperature was not high enough to cause brittle-mode machining [19]. When the rotational speed of the tool increasing up to (20,000, and 40,000) sufficient heat was generated to decrease the hardness of Y-TZP [23].
1-The XRD of dental direct zirconia shows the predominant phase is tetragonal.
2-The differences in morphology and grain size due to different in rotational speed, grain size increase with increasing the rotational speed about 36%.
3-The best flexural strength was observed at low rotational speed.
4-At high rotational speed the hardness of dental direct zirconia decreases approximately 10%.
|
D |
The rotational speed of the tool (RPM) |
|
Vc |
The cutting speed (m/min) |
|
Vf |
The feed rate (mm/min) |
|
Fz |
The feed per tooth (mm/tooth) |
|
N |
The spindle speed (RPM) |
|
Z |
The number of teeth |
|
D |
Particle size |
|
FWHM |
The X-ray beam's wavelength |
|
P |
The fracture load (N) |
|
b |
The thickness of the samples (mm) |
|
W |
The width of the samples (mm) |
|
L |
The distance between two centers (mm) |
|
Greek symbols |
|
|
λ |
The X-ray beam's wavelength |
|
θ |
The diffraction angle is a term used to describe the angle |
[1] Kajzer, W., Krauze, A., Walke, W., Marciniak, J. (2006). Corrosion resistance of Cr-Ni-Mo steel in simulated body fluids. Journal of Achievements of Materials and Manufacturing Engineering, 18(1): 115-118. https://www.researchgate.net/publication/42107395.
[2] Huang, H. (2003). Machining characteristics and surface integrity of yttria stabilized tetragonal zirconia in high speed deep grinding. Materials Science and Engineering: A, 345(1-2): 155-163. https://doi.org/10.1016/S0921-5093(02)00466-5
[3] Yin, L., Jahanmir, S., Ives, L.K. (2003). Abrasive machining of porcelain and zirconia with a dental handpiece. Wear, 255(7-12): 975-989. https://doi.org/10.1016/S0043-1648(03)00195-9
[4] Guazzato, M, Albakry, M, Ringer, S, Swain, M. (2004). Strength, fracture toughness and microstructure of a selection of all-ceramic materials. Part II. Zirconia-based dental ceramics. Dental Materials, 20(5): 449-456. https://doi.org/10.1016/j.dental.2003.05.002
[5] Denry, I., Kelly, J. (2008). State of the art of zirconia for dental applications. Dental Materials, 24(3): 299-307. https://doi.org/10.1016/j.dental.2007.05.007
[6] Ozkurt, Z., Kazazoglu, E. (2018). Clinical success of zirconia in dental applications. Journal of Prosthodontics, 19(1): 64-48. https://doi.org/10.1111/j.1532-849X.2009.00513.x
[7] Demarbaix, A., Rivière-Lorphèvre, E., Ducobu, F., Filippi, E., Petit, F., Preux, N. (2018). Behaviour of pre-sintered Y-TZP during machining operations: Determination of recommended cutting parameters. Journal of Manufacturing Processes, 32: 85-92. https://doi.org/10.1016/j.jmapro.2018.01
[8] Demarbaix, A., Mulliez, M., Lorphèvre, E., Spitaels, L. (2021). Green ceramic machining: determination of the recommended feed rate for Y-TZP milling. Journal of Composites Science, 5(9): 231. https://doi.org/10.3390/jcs5090231
[9] Galindo, C.H., Gorrita, M.R., Solano, S.M., Figallo, M.A.S., Lagares, D.T. (2022). A review on CAD/CAM yttria-stabilized tetragonal Zirconia polycrystal (Y-TZP) and polymethyl methacrylate (PMMA) and their biological behavior. Polymers, 14(5): 906. https://doi.org/10.3390/polym14050906
[10] Christel, P., Meunier, A., Heller, M., Torre, J.P., Peille, C.N. (1989). Mechanical properties and short-term in vivo evaluation of yttrium-oxide-partially-stabilized zirconia. J. Biomed. Mater. Res. Part A, 23(1): 45-61. https://doi.org/10.1002/jbm.820230105
[11] Schatz, C., Strickstrock, M., Roos, M., Edelhoff, D. (2016). Influence of specimen preparation and test methods on the flexural strength results of monolithic Zirconia materials. Materials, 9(3): 180. https://doi.org/10.3390/ma9030180
[12] Fahmy, A., Tammam, R. (2021). CAD/CAM system Vs. laser milling Zirconia for fixed restoration construction; narrative review. International Journal of Dentistry and Oral Science (IJDOS), 8(12): 5207-5211.
[13] Demarbaix, A., Ducobu, F., Preux, N., Petit, F., Rivière-Lorphèvre, E. (2020). Green ceramic machining: Influence of the cutting speed and the binder percentage on the Y-TZP behavior. Journal of Manufacturing and Materials Processing, 4(2): 50. https://doi.org/10.3390/jmmp4020050
[14] Altintas, Y. (2000). Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design. The Press Syndicate of the University of Cambridge: Cambridge, MA, USA.
[15] Ha, S.J., Shin, B.C., Cho, M.W., Lee, K.J., Cho, W.S. (2010). High speed end-milling characteristics of pre-sintered Al2O3/Y-TZP ceramic composites for dental applications. Journal of the Ceramic Society of Japan, 118(1383): 1053-1056. https://doi.org/10.2109/jcersj2.118.1053
[16] Nils Olberts, (2015). Dental Direkt Gebrauchsanweisung-Instruction-Manual,DD BioZde, high strength zirconia ceramics of type II", class 5 acc. to ISO 6872. https://www.sis.se/std-918954.
[17] Luthardt, G., Holzhu, S., Rudolph, H., Herold, V., Walter, H. (2004). CAD/CAM-machining effects on Y-TZP zirconia. Dental Materials, 20(7): 655-662. https://doi.org/10.1016/j.dental.2003.08.007
[18] Pillai, R.S., Frasnelli, M., Sglavo, V.M. (2018). HA/β-TCP plasma sprayed coatings on Ti substrate for biomedical applications. Ceram. Int., 44(2): 1328-1333. https://doi.org/10.1016/j.ceramint.2017.08.113
[19] Standard, I.S.O. (2015). Dentistry - Ceramic materials. BS EN ISO 6872. https://www.dentaldirekt.de.
[20] Alshaibani, I.J. (2021). Investigation the effect addition of nano Al2O3 on microstructure of Yttria tetragonal Zirconia polycrystalline ceramic. Archives of Materials Science and Engineering, 107(2): 49-55. https://doi.org/10.5604/01.3001.0015.0241
[21] Şeri, U., Özkurt, Z., Kazazoglu, E., Kucukoglu, D. (2010). Influence of grinding procedures on the flexural strength of Zirconia ceramics. Braz. Dent. J., 21(6): 528-532.
[22] Ito, Y., Kizaki, T., Fujii, T., Yuasa, Y., Sugita, N., Mitsuishi, M. (2018). Precision machining of yttria-stabilized tetragonal Zirconia polycrystal by high-speed milling. Project: High-Speed Cutting. https://www.researchgate.net/publication/322315700.
[23] Morscher, G., Pirouz, P., Heuer, A. (1991). Temperature dependence of hardness in yttria-stabilized zirconia single crystals. Journal of the American Ceramic Society, 74(3): 491-500. https://doi.org/10.1111/j.1151-2916.1991.tb04049.x