Muhammad Syahid* | Azwar Hayat | Aswar
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The requirement for optimal strength and lightweight materials is a challenge in today's automotive industry. In this study, the synthesis of aluminum matrix hybrid composites containing magnesium and copper with the addition of graphite 0, 1, 3, and 5% by volume was carried out using powder metallurgy techniques and investigated the effect of the treatment given. The investigation of composite properties was carried out by testing density, porosity, hardness, wear rate, XRD, and SEM investigations integrated with EDS. Optimal conditions indicated composite with a content of 5% volume of graphite with the lowest porosity level of 5.10%, the relative density of 88.67%, and the highest hardness at 50.37 HV, followed by superior wear resistance. This result is supported by observing secondary phase formation and microstructure through XRD and SEM-EDS. The addition of graphite in the composite supports optimizing physical and mechanical properties as a lightweight composite. It deserves to be considered as an alternative material for automotive components.
powder metallurgy, metal matrix composite, graphite addition, hybrid composite, lightweight composite, aluminum matrix composite, sintering
The development of electric cars as future technology is exciting to be discussed at this time. Advances in technology in the automotive industry are followed by the complex challenges faced, especially in material engineering. The development of electric cars with high specifications is driving the demand for lightweight materials with optimal properties. Solid and lightweight components drive an efficient, durable, maintenance-free, and environmentally friendly system [1].
The advantages of using composites in the automotive sector are weight reduction of up to 10%, composites are 61% lighter than steel, 36% lighter than aluminum, and during the manufacturing process can reduce tool costs by 50-70% [2]. One application of composites in the automotive field is bushings found on an electric motor or transmission system [1, 3]. Composite materials made from aluminum are the leading candidates because of their lightweight, rust resistance, good conductivity, environmentally friendly, recyclable properties, and ability to bind the reinforcement well [3]. Aluminum composites can be reinforced by adding rigid ceramic or metal reinforcement such as B4C, SiC, Graphite, CNT, Graphene, TiC, Al2O3, Cu, Fe, and others [4, 5]. Various composite fabrication methods include stir casting, compo casting, powder metallurgy, friction stir process, roll bonding, etc. Powder metallurgy offers the advantages of an economical process with low process energy, close to the final product, low material waste, high production speed and ease of controlling the final product properties from process parameters [5, 6].
The production method of aluminum matrix composites through powder metallurgical techniques presents its challenges, such as controlling porosity, increasing interfacial bonds through the disruption of the oxide layer, combining properties to low mechanical properties, which are still popular topics of study today [7-9]. Various methods and treatments have been carried out to obtain optimal properties of aluminum composites. In the study of aluminum matrix composites, heating treatment at a temperature of 600℃ for 2 hours, optimal conditions were achieved for the Al-1.2Mg-4.3Cu composite with a relative density of 98.46% and a hardness of 87.5 HB [6]. Adding a 5% concentration of graphite in aluminum matrix composites can increase the wear resistance in dry sliding conditions. This phenomenon is supported by forming a thin layer of graphite-rich on the surface, which reduces the coefficient of friction [8]. The addition of graphite nano-particles (GnP) to the aluminum matrix was reported to increase the hardness through a diffusion mechanism by increasing the specific interface area at high-temperature sintering at 600℃ for 5 hours, evaluating the optimal mechanical properties achieved in Al-5%wtGnP composites [10]. Almomani et al. reported in a tribological investigative study that composites containing 1.5% graphite and eggshell showed good wear resistance. However, it was observed that graphite particles induce agglomeration and increase porosity due to the poor wettability of the matrix [11]. The addition of magnesium concentration to the aluminum matrix composites up to a concentration of 2.5% shed the oxide layer during sintering and increases the interface area between the matrix and the reinforcement, thereby increasing the mechanical strength [6]. The study of mixing Al6061 powder with Lico wax lubricant increased the relative density. However, the porosity formation mechanism by several loose lubricants during sintering up to 41.7% decreased the hardness and wore resistance of the composites [12]. Mahdavi et al. reported in a study of Al6061-graphite composites processed by powder metallurgy technique showed that the addition of graphite could reduce porosity because the graphite particles act as a lubricant that supports the movement and arrangement of the matrix. The reinforcement achieves high densification during compaction [13].
This study chose the powder metallurgical technique to produce aluminum matrix composites containing magnesium and copper. Variations in addition (0, 1, 3 and 5%) of graphite volume were carried out to see the effect on the properties and microstructure of the composite. Aluminum was chosen as the matrix, and magnesium was used as a wetting agent; copper and graphite were selected to increase the composite's mechanical strength and wear resistance. Test and observation methods were applied to evaluate the composite properties of the given treatment. Lightweight composites with optimal properties can provide alternative solutions in automotive applications.
2.1 Materials
This experimental study prepared high purity raw material powders in a powder metallurgical process route. Atomized 97.21% purity aluminum powder with an average size of 45 mm was used as a matrix, 99.90% purity magnesium powder in an irregular shape with an average size of 100 mm atomized was used as a wetting agent, 99.92% pure copper powder was dendritic in average size of 85 mm by electrolytic and 99.00% purity synthetic graphite powder in angular form with an average size of 55 mm were used as reinforcement. The characteristics of the raw material powder are shown in Table 1.
Table 1. Raw powder characteristics
|
Symbol |
Material, purity |
Density (g/cm3) |
|
Al |
Aluminum powder, 97.21% |
2.70 |
|
Mg |
Magnesium powder, 99.90% |
1.74 |
|
Cu |
Copper powder, 99.92% |
8.95 |
|
Gr |
Graphite powder, 99.00% |
2.26 |
Notes: -Melting point; Al = 660℃, Mg = 650℃, Cu =1,083℃, Gr=4,830℃
Table 2. Powder mix composition
|
Sample ID |
Composition |
TD (g/cm3) |
|
S0 |
(100%Al-0%Mg-0%Cu-0%Gr) |
2.700 |
|
S1 |
Al-1.5%Mg-4%Cu-0%Gr |
2.935 |
|
S2 |
Al-1.5%Mg-4%Cu-1%Gr |
2.931 |
|
S3 |
Al-1.5%Mg-4%Cu-3%Gr |
2.922 |
|
S4 |
Al-1.5%Mg-4%Cu-5%Gr |
2.913 |
2.2 Treatment methods
The raw material powders were weighed and mixed according to the composition (Table 2), then the mixing was carried out in dry conditions on a mixing machine for 120 minutes at 1500 rpm. The raw material powder mixture was observed. To obtain a high-density sample, the mixture was compacted with a pressure of 150 MPa using a manual press machine (Hydraulic Press Type 16T), liquid paraffin wax was used as a lubricant for the mold walls. Then the green compact was heated for 90 minutes at 600℃ using a Lindberg Blue M Furnace (Thermo Scientific, US). The sample is cooled in a furnace to reduce oxidation to the external environment until it reaches room temperature.
2.3 Characterization methods
Characterization was carried out to see the effect on the treatment given. Using the Archimedes method, testing physical properties on porosity and density was carried out. Vickers hardness test using a load of 5 kg for 15 seconds according to the ASTM E92 standard using the Wilson Hardness Tester UH250 Buehler machine. The wear rate test using the pin-on-disc method with a speed of 0.4 m/s using #1000 abrasive grid paper on the disc refers to ASTM G99. Investigation of secondary phase formation was carried out with an XRD machine (Rigaku Miniflex II, CuKa = 1.54 Å, 30 kV). Microstructure observation and element mapping using SEM-EDS (Jeol JCM-6000Plus).
3.1 Powder and sample analysis
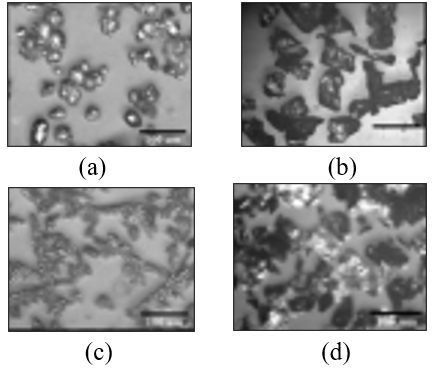
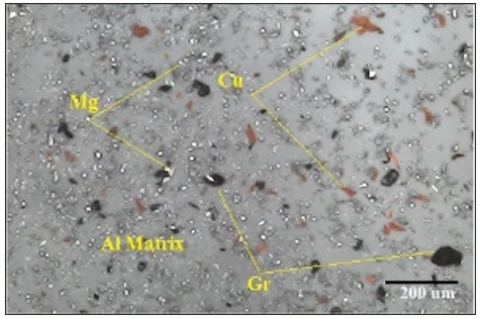
The shape and size of the powder showed an important influence on the final product properties. The raw material powder can flow powder to fill the mold; the ability to be compacted and the ability to contact between particles contribute to increasing density [14]. The shape and size of the powder were observed with an optical microscope and shown in Figure 1. The results showed that the raw material aluminum powder was rounded in shape with an average powder size of 45 mm, magnesium powder was irregular in shape with an average size of 100 mm, the copper powder was in the form dendritic with an average size of 85 mm and graphite powder with an angular shape with an average size of 55 mm. Individual powders have characteristics that can be combined to form the desired properties; powder mixing is carried out according to the composition. The distribution of the powder mixture is shown in Figure 2. It can be seen that the mixture consists of individual powders and is evenly distributed on the matrix. The loose powder is compacted to form a green compact by achieving good shape, density, and interparticle contact to meet further processing [14]. Green compacts are brittle, so to achieve high strength, heat treatment is required. An increase in temperature during sintering is followed by an increase in particle bonding through a diffusion mechanism [14]. The composite sample measuring $\varnothing 20$ mm x 6 mm from compaction and sintering is shown in Figure 3.
3.2 Relative density and porosity analysis
High-density samples are achieved by a compaction process. When pressure is applied, the contact area between the particles increases, the particles fill the gaps and form a coordinated arrangement between the particles. During compaction, elastic deformation occurs at the contact, and further elastic energy is stored in the form of compaction. The density will increase when the pressure increases, resulting in contact plastic deformation [15]. The compaction behavior is highly dependent on the applied compaction pressure. Friction between the walls and the compacted powder reduces the pressure transmitted to the compacting powder, significantly reducing the density [16]. Figure 4 shows the ratio of the sample ejection load to the applied pressure. At 5% concentration of graphite in the sample shows the lowest ejection force ratio as an indication lowest of friction between the walls. The lowest friction supported that the compaction pressure is optimally transmitted to the compacting powder. The graphite content in the composite supports lubricating properties, reducing the coefficient of friction, lowering the processing energy, and increasing the mold's life due to wear.
Figure 1. Optical micrograph of raw powder: (a). Aluminum powder (b). Magnesium powder, (c). Copper powder, (d). Graphite powder
Figure 2. Optical micrograh of mixture powder for S4 with 5%vol. graphite
Figure 3. Composite sample for S4 with 5% graphite, (a) Green compact after compaction, (b). Sintered compact after sintered
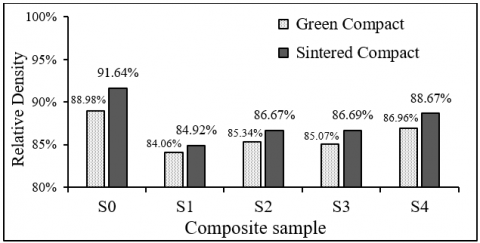
Figure 5 shows the relative density of the composite. The highest relative density value was achieved in sample S0 due the form factor and the size of the powder were homogeneous, which gave a good ability to form packing density and interlocking between particles [16]. In the aluminum hybrid composite containing graphite, the highest green compact and sintered compact density were achieved at 86.96% and 88.67% in sample S4 (Al-1.5%Mg-4%Cu-5%Gr). The behavior of increasing the density of the composite containing graphite correlates with the effective pressure transmitted to the sample during the compaction process. Content 5% vol. graphite in the compacting powder acts as a lubricant which lowers the coefficient of friction so that the compaction pressure can be transmitted effectively to form a high-density sample. In addition, there is a pattern of increasing density before and after sintering. This is associated with pore shrinkage, which favors geometric shrinkage, increasing density [6, 17].
Figure 4. Ejection force rasio after compaction
Figure 5. Relative density of composite
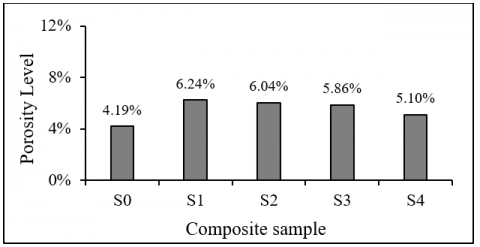
Porosity is the identity of powder metallurgical products. A pore can be defined as an air cavity in a material. The porosity level plays a vital role in the mechanical properties of the composite. The presence of pores can trigger crack initiation; in austere conditions, micropores can support the occurrence of crack delamination in the tribometer test [18]. The size, shape, and number of pores are strongly influenced by process parameters, such as compaction pressure and the amount of lubrication applied. The low compaction pressure reduces the density and increases the porosity; besides that, the lubricant in the composite will evaporate during sintering triggering the formation of cavities [12]. Over lubricant, conditions can cause cracks in the sintering product. In addition, the non-uniform distribution of reinforcing particles in the matrix tends to experience agglomeration formation due to differences in particle thermal coefficients that trigger the formation of micro-pores [19]. Figure 6 displays the post-sintering composite porosity levels. In aluminum matrix hybrid composites, the lowest porosity level is shown by aluminum composites containing 5%vol. graphite, which clearly shows the correlation between sample density and porosity. The formation of pores is based on the ability of the particles to be arranged during compaction as initial pores. The uniform spherical shape of the particles forms a denser distance between the particles as an indication of low porosity [16]. this phenomenon is shown in the sample S0, which has the lowest porosity because it is composed of uniform particle size and shape which facilitates particle re-arrangement. The thermal coefficient in a homogeneous material favors pore reduction.
Figure 6. Porosity level of composite
3.3 Hardness and wear rate analysis
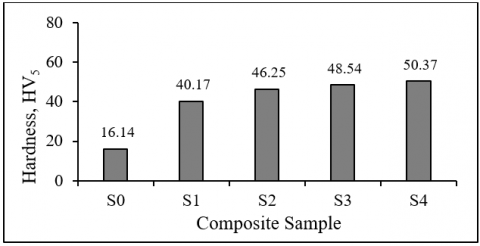
The Vickers test method was used to evaluate the composite hardness. Figure 7 shows a graph of the composite hardness level with variations in the addition of graphite. The trend shows an increase in hardness at a more significant graphite content. The increase in hardness correlates to the relative density of the composite due to the addition of graphite. Composites with higher graphite content show a high relative density effect which ensures good positive contact between Al and Cu, the oxide layer is shed by Mg during heating to support Cu to diffuse into Al to form chemical bonds, and several Al2Cu precipitates are formed at the interface boundary area [6]. The tight interfacial bonds between particles play an important role in transmitting the load from the matrix to the reinforcement. The formation of precipitates can limit dislocations to improve mechanical properties [20]. This study achieved the highest hardness in the composite sample with a relative density of 88.67%, giving a hardness of 50.37 HV.
The composite with a relative density of 84.92% gave a hardness of 40.17 HV. An increase in hardness with the addition of graphite was also reported by Latief et al., the highest hardness of 68 HV was achieved at a content of 5% vol. Graphite and sintered at 600℃ because the graphite particles can diffuse into the matrix to form chemical bonds at high-temperature sintering supported by an optimal specific surface [9]. The results in this study are slightly lower due to the influence of the larger graphite particle size and shorter sintering time.
The wear resistance test is done by a pin-on-disc test with abrasive paper on the disc. Wear is indicated as the rate at which the material is removed from the matrix through delamination or abrasion. Figure 8 shows the results of the wear test on variations in load. The lowest wear rate shows the best wear resistance shown in the S4 composite with 5% graphite content. This phenomenon is associated with the level of hardness, the effect of porosity, and the content of graphite as a solid lubricant in the composite. Composites with high hardness show the lowest wear rates, and hard composites indicate a good bonding interface between matrix and reinforcement, which provides resistance to material release and delamination due to load, in addition to the influence of pores which can initiate initial surface cracks, which increase crack delamination [18]. In this study, the aluminum matrix hybrid composite with 5% graphite content showed the highest hardness; besides, the observations also showed the lowest porosity level of the S4 composite. The addition of graphite has a positive impact in reducing pores as the initiation of delamination and increasing the lubrication effect by the amount of graphite filling the micro-pores. Wear resistance is also associated with forming a graphite-rich thin layer on the mating surface as a lubricant which reduces the coefficient of friction [8]. The results of this study are relevant to previous studies. Akhlagi et al. reported that the wear resistance of graphite-containing composites was due to the formation of a thin graphite-rich layer on the mating surface; the thickness of the layer increased at high concentrations of graphite, 5% graphite content showed the best wear resistance [8]. Badeswaran et al. reported in a tribology study that the lowest coefficient of friction in the AA7075 composite containing 5% graphite under dry sliding conditions showed the best wear resistance [21].
Figure 7. Hardness level of composite
Figure 8. Wear rate of composite
3.4 XRD analysis
X-ray diffraction testing method on aluminum matrix hybrid composite was conducted to see the phase formation. The diffraction pattern of the Al-1.5%Mg-4%Cu-5%Gr composite is shown in Figure 9. A crystalline pattern is seen with the prominent peaks of Al, Al2Cu, and Al2O3 detected in the diffraction pattern. The profile peaks formed were dominated by Al as the matrix, while Al2Cu and Al2O3 were formed at several other peaks. The formation of Al2Cu precipitates is associated with excess free energy due to high-temperature sintering with a long period of triggering a chemical reaction between the Cu matrix and reinforcement to form brittle intermetallic compounds at the interface area; the presence of this phase can limit the movement of dislocations which increases the hardness [20]. The presence of the detected Al2O3 was also associated with the wettability effect of Mg, which successfully disrupted the oxide on the Al surface; the Al2O3 deposition in the matrix was able to block the movement of the dislocations. This phenomenon shows the correlation of the study of increasing hardness with the addition of Mg to the aluminum matrix, which induces a toughness nature [22].
3.5 SEM and EDS quantitative analysis
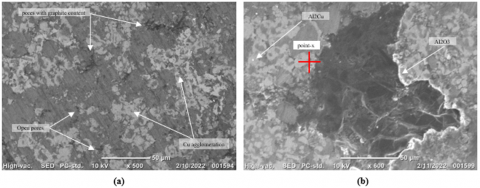
The sample's microstructure was observed using SEM-EDS to see the morphology and analysis of the constituent elements. The SEM micrographic image of the composite Al-1.5%Mg-4%Cu-5%Gr is shown in Figure 10. The distribution of reinforcing particles in the matrix dramatically affects the distribution of composite properties. Figure 10a shows the distribution of porosity and constituent particles. The constituent particles can be identified, and dark gray is Al, light gray is Cu, Mg is white, graphite is black, while pores can be identified by black gradations. Figure 10a shows the tendency for the agglomeration of the copper reinforcing particles to be caused by the non-uniformity of the mixture, the difference in thermal coefficients, and the high-temperature sintering treatment with a long duration [19]. Micropores are also seen that are formed but have been filled with graphite particles. This benefits wear-resistant composites, and firstly, graphite reduces porosity which can trigger delamination initiation in tribometric tests. Then graphite acts as a solid lubricant that supports the formation of a graphite-rich layer on the mating surface.
Figure 10b shows the interface regions of graphite particles in the matrix. The SEM micrographic image shows the tight particle interface bonds on each side. It can be observed the role of graphite particles filling the pores and forming a tight bond to the matrix as the contribution of Mg, which acts as a suitable wetting agent, supporting the improvement of mechanical properties. These results correlate with the study reported by Almomani et al. that graphite forms an agglomeration of particles, and the increase in porosity occurs due to poor wettability [10]. The wettability role of Mg can be confirmed by a large amount of Al2O3 released at the grain boundary, which increases the positive contact with the matrix. XRD, EDS investigations also detected the formed Al2O3. In addition, Al2Cu deposits were found to affect high-temperature sintering with long duration [20].
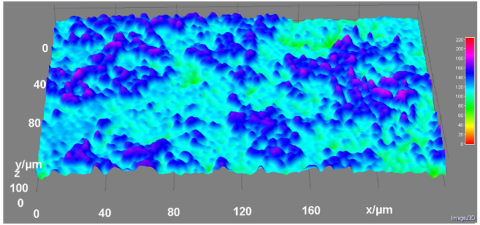
Micro-pores and particle agglomeration are visualized in topographic 3D, and image on Figure 10a is processed in topographic 3D and shown in Figure 11. The matrix phase is shown in cyan color as the dominant phase. The topographic image clearly shows the agglomeration of Cu reinforcing particles which is shown in high-intensity blue, while the micro-pores formed are shown as green with low intensity. The porosity region can be estimated at 6.48% with the quantitative image processing method. This value is close to the porosity test value of the graphite-reinforced aluminum matrix hybrid composite in 5.10-6.20%.
Figure 9. The XRD Pattern of Al-1.5%Mg-4%Cu-5%Gr after sintering
Figure 10. SEM Micrograph of S4 composite ( with 5 %Gr), (a). Distribution of porosity and constituent particles (b). Graphite interface on the matrix
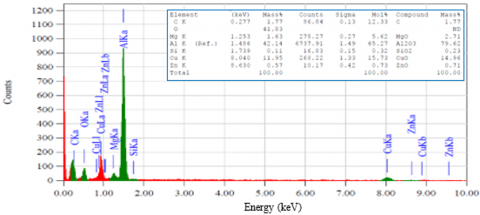
Figure 12 shows the quantitative spectrum of EDS at the interface area (area x); quantitative EDS data shows the aluminum matrix was detected as the dominant element, carbon was detected as an element with a small amount in carbide compounds. Disruption of the oxide layer by Mg resulted in positive contact between the matrix and reinforcement at the grain boundaries [23]. It was shown that the detected Al2O3 was displayed as the dominant compound at the grain boundaries as the role of the Mg wetting agent so that the bonds between grains seemed more closed as an indication of increased mechanical properties. The formation of oxide compounds that are not expected can reduce the quality of the composites is associated with the application of conventional sintering methods that allow the outside air to oxidize the composite constituents to form MgO, SiO, CuO, and ZnO, to obtain composites with high strength which can be achieved by vacuum sintering method [9, 18].
3.6 EDS mapping analysis
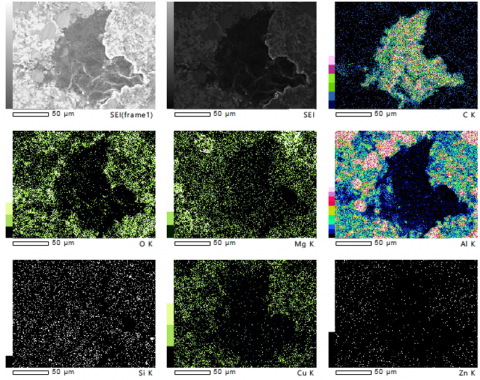
The distribution of the constituent elements in the graphite interface area of the Al-1.5%Mg-4%Cu-5%Gr composite is shown in Figure 13, while the mass percentage of the constituent elements is shown in Table 3. The secondary electron (SE) mapping image indicates the distribution of the constituent elements of color gradation shown. This analysis's distribution of graphite elements as reference elements forms a single cluster with a visible interface boundary. Several aluminum clusters can be seen on the Al map with the distribution of Al elements at high intensity as the main element. The distribution of Mg in a coherent matrix with O distribution can be related to the ability of magnesium as a wetting agent to bind oxygen and disrupt Al2O3 which increases the particle interface bond. The indicators for the distribution of Si and Zn elements (white dots) show a relatively even distribution of Si and Zn elements, while Cu elements form particle agglomerations due to the influence of high-temperature sintering for an extended period [19].
Table 3. Mass percentage of each element
|
No |
Element |
Mass (%) |
|
1 |
C K |
2.88 |
|
2 |
O K |
5.57 |
|
3 |
Mg K |
2.65 |
|
4 |
Al K |
68.40 |
|
5 |
Si K |
0.18 |
|
6 |
Cu K |
19.40 |
|
7 |
Zn K |
0.93 |
|
TOTAL |
100 |
|
Figure 11. 3D Topographic SEM image from figure 10a, which is processed using an image processing application
Figure 12. EDS spectra of constituent at point-x
Figure 13. EDS mapping on graphite particle interface
This study successfully synthesized hybrid aluminum matrix composites using powder metallurgy techniques. The characteristics of the composite properties have been successfully investigated. Furthermore, from the test results, it can be concluded as follows:
The addition of graphite reduces the porosity to 5.10% and increases the relative density, which contributes to the positive contact between the matrix and the copper reinforcement; furthermore, the formation of a secondary phase (Al2Cu) initiates an increase in hardness, and the highest value was achieved at 50.37 HV followed by good wear resistance obtained in composites containing 5% graphite (Al-1,5%Mg-4%Cu-5%Gr)
Microstructural investigations showed that the micropores formed were filled with graphite and the formation of agglomeration of Cu particles after sintering; the tight bonds between particles were supported by Mg, which acted as a wetting agent which disrupted Al2O3.
Aluminum matrix hybrid composites containing graphite are lightweight and have optimal properties that deserve to be considered alternative materials in automotive applications.
This work is associated with postgraduate research activities at Hasanuddin University, financial support from Hasanuddin University and Akademi Teknik Soroako.
[1] Lipman, T.E., Maier, P. (2022). Advanced materials supply considerations for electric vehicle applications. MRS Bull., 46: 1164-1175. https://doi.org/10.1557/S43577-022-00263-Z
[2] Kumar, S., Bharj, R.S. (2018). Emerging composite material use in current electric vehicle: A review. Mater. Today Proc., 5(14): 27946-27954. https://doi.org/10.1016/j.matpr.2018.10.034
[3] Macke, A.J., Schultz, B.F, Rohatgi, P.K. (2012). Metal matrix composites offer the automotive industry an opportunity to reduce vehicle weight, improve performance. Adv. Mater. Process., 170(3): 19-23.
[4] Sirahbizu Yigezu, B., Mahapatra, M.M., Jha, P.K. (2013). Influence of reinforcement type on microstructure, hardness, and tensile properties of an aluminum alloy metal matrix composite J. Miner. Mater. Charact. Eng., 1(4): 124-130. https://doi.org/10.4236/jmmce.2013.14022
[5] Manohar, G., Pandey, K.M., Ranjan Maity, S. (2020). Effect of compaction pressure on mechanical properties of AA7075/B4C/graphite hybrid composite fabricated by powder metallurgy techniques. Materials Today: Proceedings, 38: 2157-2161. https://doi.org/10.1016/j.matpr.2020.05.194
[6] Gokce, A., Findik, F., Kurt, A.O. (2011). Microstructural examination and properties of premixed Al-Cu-Mg powder metallurgy alloy. Mater. Charact., 62(7): 730-735. https://doi.org/10.1016/j.matchar.2011.04.021
[7] Du, X.Y., Liu, R.T., Xiong, X., Liu, H.W. (2020). Effects of sintering time on the microstructure and properties of an Al-Cu-Mg alloy. J. Mater. Res. Technol., 9(5): 9657-9666. https://doi.org/10.1016/j.jmrt.2020.06.083
[8] Min Chul, O.H., Byungmin, A.H.N. (2014). Effect of Mg composition on sintering behaviors and mechanical properties of Al−Cu−Mg alloy. Transactions of Nonferrous Metals Society of China, 24(1): s53-s58. https://doi.org/10.1016/S1003-6326(14)63288-X
[9] Akhlaghi, F., Zare-Bidaki, A. (2009). Influence of graphite content on the dry sliding and oil impregnated sliding wear behavior of Al 2024-graphite composites produced by in situ powder metallurgy method. Wear, 266(1-2): 37-45. https://doi.org/10.1016/j.wear.2008.05.013
[10] Latief, F.H., Sherif, E.S.M. (2012). Effects of sintering temperature and graphite addition on the mechanical properties of aluminum. J. Ind. Eng. Chem., 18(6): 2129-2134. https://doi.org/10.1016/j.jiec.2012.06.007
[11] Almomani, M.A., Hayajneh, M.T., Al-Shrida, M.M. (2020). Investigation of mechanical and tribological properties of hybrid green eggshells and graphite-reinforced aluminum composites. J. Brazilian Soc. Mech. Sci. Eng., 42(1). https://doi.org/10.1007/s40430-019-2130-z
[12] Sinha, A., Farhat, Z. (2015). Effect of surface porosity on tribological properties of sintered pure Al and Al 6061. Mater. Sci. Appl., 6(6): 549-566. https://doi.org/10.4236/msa.2015.66059
[13] Mahdavi, S., Akhlaghi, F. (2011). Effect of the graphite content on the tribological behavior of Al/Gr and Al/30SiC/Gr composites processed by in situ powder metallurgy (IPM) method. Tribol. Lett., 44(1): 1-12. https://doi.org/10.1007/s11249-011-9818-2
[14] Kalpakjian, S.R.S. (2010). Manufacturing Engineering and Technology, Sixth Edit. Upper Saddle River, New Jersey: Pearson Prentice Hall.
[15] Chaira, D. (2021). Powder metallurgy routes for composite materials production. Encycl. Mater. Compos., 2: 588-604. https://doi.org/10.1016/B978-0-12-803581-8.11703-5
[16] Francis, L.F. (2016). Material Processing: A Unified Approach to Processing of Metals,Ceramics and Polymers. California, USA: Academic Press is an Imprint of Elsevier.
[17] Boland, C.D., Hexemer, R.L., Donaldson, I.W., Bishop, D.P. (2013). Industrial processing of a novel Al-Cu-Mg powder metallurgy alloy. Mater. Sci. Eng. A, 559: 902-908. https://doi.org/10.1016/j.msea.2012.09.049
[18] Al-Qutub, A.M., Khalil, A., Saheb, N., Hakeem, A.S. (2013). Wear and friction behavior of Al6061 alloy reinforced with carbon nanotubes. Wear, 297(1-2): 752-761. https://doi.org/10.1016/J.WEAR.2012.10.006
[19] Manohar, G., Pandey, K.M., Maity, S.R. (2021). Effect of microwave sintering on the microstructure and mechanical properties of AA7075/B4C/ZrC hybrid nano composite fabricated by powder metallurgy techniques. Ceram. Int., 47(23): 32610-32618. https://doi.org/10.1016/j.ceramint.2021.08.156
[20] Manohar, G., Maity, S.R., Pandey, K.M. (2021). Microstructural and mechanical properties of microwave sintered AA7075/Graphite/SiC hybrid composite fabricated by powder metallurgy techniques. Silicon. https://doi.org/10.1007/s12633-021-01299-7
[21] Baradeswaran, A., Elaya Perumal, A. (2015). Effect of graphite on tribological and mechanical properties of AA7075 Composites. Tribol. Trans., 58(1): 1-6. https://doi.org/10.1080/10402004.2014.947663
[22] Kaku, S.M.Y., Khanra, A.K. (2019). Hot Deformation Studies of Al–Cu–Mg Powder Metallurgy Alloy Composite. In: Lakshminarayanan, A., Idapalapati, S., Vasudevan, M. (eds) Advances in Materials and Metallurgy. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-1780-4_9
[23] Lumley, R.N., Schaffer, G.B. (1998). The effect of additive particle size on the mechanical properties of sintered aluminium-copper alloys. Scr. Mater., 39(8): 1089-1094. https://doi.org/10.1016/S1359-6462(98)00278-4