N. Sudhakar Yadav![]() | Rajanikanth Aluvalu*
| Rajanikanth Aluvalu*![]() | Uma Maheswari Viswanadhula
| Uma Maheswari Viswanadhula![]() | Mallellu Sai Prashanth
| Mallellu Sai Prashanth![]() | Pradeep Kumar Nagalapura Shankar Murthy
| Pradeep Kumar Nagalapura Shankar Murthy![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Manufacturing processes must use natural language processing (NLP) to provide a user-friendly interface for human-machine interaction. Natural language processing (NLP) presents numerous challenges in the manufacturing environments characterized by Industry 4.0, including language barriers, processing bottlenecks in real-time, and data security challenges. The research develops the Cognitive Language Real-Time Processing Optimization (CLR-TPO) method to address these problems with real-time processing limitations in Industry 4.0 human-machine interactions. The goal is to leverage parallel processing architectures and edge computing to increase communication speed. Using state-of-the-art edge computing and parallel processing architectures, CLR-TPO enhances real-time capabilities to ensure rapid and responsive machine-human interactions. Its adaptive learning abilities enable it to gain more language knowledge and adjust to different languages swiftly. Cognitive computing has the potential to fundamentally change several industrial fields, including intelligent process optimization, supply chain management, quality control, and predictive maintenance. This study explores many applications of CLR-TPO, with an emphasis on how it improves operational efficiency and manufacturing processes. The experimental results show that the proposed CLR-TPO model increases the performance rate of 98.6%, Adaptability Analysis of 97.6%, latency analysis of 14.3%, scalability ratio of 98.9%, and accuracy ratio of 96.7% compared to other existing models.
cognitive, computing, manufacturing, transformative, natural, language, processing, human, machine, interaction, Industry 4.0
Cognitive computing has several challenges in manufacturing, particularly concerning the revolutionary applications of natural language processing for human-machine interfaces in Industry 4.0 [1]. There is a significant reason for concern about language development and understanding challenges in a manufacturing process environment. Even while natural language processing (NLP) has made significant progress in general language problems, it is very challenging to adapt it to the complex and specialized vocabulary encountered in industrial contexts [2]. It can be challenging to comprehend and communicate effectively with operators, engineers, and machines due to their language's specific complexities and ambiguities [3]. The wide variety of languages and dialects used in global production contexts complicates efforts to develop natural language processing technology that can easily facilitate cross-linguistic communication [4].
Problems occur when NLP technology is incorporated into established production systems [5]. While Industry 4.0 envisions a highly automated and interconnected industrial future, implementing NLP solutions necessitates guaranteeing seamless integration with diverse and, at times, antiquated systems [6]. Much money must be spent on upgrades and retrofits to make natural language processing (NLP) tools function with a factory's different types of sensors, equipment, and control systems [7]. Additional privacy and security considerations arise from implementing robust protections to avoid unauthorized access and data breaches involving sensitive industrial data [8].
Processing data in real-time remains a significant hurdle [9]. Since rapid decision-making is crucial to production processes, any lag in natural language processing applications can undermine the productivity gains that Industry 4.0 has ensured [10]. Rapidly evolving production environments need quick responses, yet satisfying the processing power needs of natural language processing algorithms is a difficult challenge [11].
Natural language processing (NLP) has great potential for improving human-machine interaction in manufacturing [12]. However, there are several challenges to overcome, such as security concerns, processing in real-time, language complexity, and system integration difficulties [13]. These problems must be resolved if cognitive computing can achieve its potential and accomplish the goals of Industry 4.0 in manufacturing [14].
Several current approaches in cognitive computing for manufacturing show promise for revolutionary applications; methods using natural language processing (NLP) within the framework of human-machine interaction, as anticipated by Industry 4.0, are especially noteworthy [15]. Creating state-of-the-art NLP algorithms based on ML and DL models is one approach that stands out. Improving human-machine communication is the driving force behind developing algorithms that can comprehend and produce manufacturing-specific language from massive data sets [16]. Moreover, chatbots and virtual assistants powered by natural language processing (NLP) have entered the industrial sector. Increased output directly results from these tools' real-time improvements to operators' and technicians' positions.
To realize its full potential, smart production requires cognitive computing for manufacturing procedures, especially those in Industry 4.0 that use natural language processing. These approaches provide thrilling new possibilities for increased human-machine interaction. The development of domain-specific language models, integration into existing structures, securing these approaches, and creating them multilingual are all significant problems.
• To overcome the limitations of real-time processing in Industry 4.0 HMIs, it is recommended to use the CLR-TPO method. The objective is to enhance communication speed using edge computing and parallel processing architectures.
• Enhance the ability to comprehend and account for linguistic variations by training CLR-TPO's adaptive learning abilities. The ability of the system to dynamically adapt to several languages enhances communication in varied production situations.
• Simulations based on real-world production conditions might be used to ensure the effectiveness and scalability of CLR-TPO. This goal demonstrates the industrial use of the proposed method by demonstrating its improved performance, decreased latency, and increased flexibility.
The remainder of this paper is divided into the following sections: Section II examines applications of natural language processing for human-machine interaction in Industry 4.0 and identifies research gaps. Section II presents the CLR-TPO approach. Section IV compares the experiments' outcomes and analysis to previous techniques. In Section V, the conclusion is presented
Various studies have provided light on the digital revolution in the industrial sector, from investigations into the impact of Industry 4.0 on human-machine collaboration to investigations into the function of affective computing in human-robot interaction.
With an emphasis on collaborative robotics in the industrial sector, Gervasi et al. [17] desired to exhaustively evaluate affective computing's utility in Human-Robot Interaction (HRI). With a focus on healthcare, service applications, and manufacturing, this approach examines the current literature to shed light on the best practices in emotional computing in various application scenarios. This paper's overarching goal is to provide a synopsis of affective computing's function in improving HRI, with a focus on the industrial sector. Finding trends, analyzing and synthesizing current research, and highlighting essential hurdles in adopting socially intelligent collaborative robots are all included in this report. This study's findings will shed light on the possibilities and constraints of affective computing in human-robot collaboration, which will inform future efforts to perfect Industry 5.0 technologies.
In the context of Industry 4.0 and the impending Society 5.0, Mourtzis et al. [18] suggested thoroughly examining the similarities and differences between human and machine capabilities and traits. The technique employs a comprehensive literature review and analysis of technical developments to determine what qualities contribute to good human-machine interaction (HMI). Intending to lay the groundwork for HMI optimization, this article sheds light on the convergence of human and machine capabilities.
Within the framework of Industry 4.0, Ahmed et al. [19] provided a thorough analysis of how AI and XAI can be integrated. A comprehensive literature review of AI and XAI-based approaches is the first stage, followed by a plan for Industry 4.0 technology. Studying XAI and AI through the lens of Industry 4.0 helps answer questions about the "what," "how," "why," and "where" of these technologies. This article aims to survey the literature on the many approaches used to integrate XAI and AI into Industry 4.0. Insights into the possibilities of AI for predictive maintenance and the reduction of downtime will be among the outputs, as will a thorough evaluation of XAI methods for guaranteeing human-understandable explanations in crucial industrial applications. The essay goes beyond a simple problem and solution list to provide the groundwork for more studies on XAI and ethical AI within the framework of Industry 4.0.
Alimam et al. [20] proposed studying the evolution of digital triplets from digital twins by introducing human-centric methodologies (IH-CM) online. Examining the digital triplet's structure, evolution, leadership, and free will is an in-depth examination of contemporary developments. With AI-integrated simulations and real-time data-driven models, the digital triplet framework integrates AI, ML, and HU. With an emphasis on the digital triplet framework's improved cognitive and perceptual capacities, this paper provides a comprehensive history of its creation and progress. The findings address semantic AI for virtual entities, AI integration with human knowledge and perception, and AI data analytics. The study addresses problems and potential solutions related to intelligent digital twins within the framework of the digital triplet paradigm. Helping academics advance cognitive augmentation and human-machine collaboration is its stated goal within the industrial metaverse and Industry 5.0 context.
Industry 4.0 is set to influence manufacturing processes significantly, and Gourisaria et al. [21] wanted to investigate this, particularly regarding ML & ST. This approach posits that smart, automated gadgets have changed production lines, affected productivity, and made it possible for increased customization and adaptation. Increased efficiency, personalization, and line flexibility are a few of the revolutionary benefits of Industry 4.0 that the study aims to demonstrate. It will demonstrate how digitalization and technology improvements streamline processes and boost production efficiency by using consumption data and feedback loops.
Mathew et al. [22] aimed to provide a general outline of Industry 4.0 and its applications, highlighting its challenges and recent advancements, particularly concerning AI-powered automation (AIPA). The strategy begins with an overview of IoT, cloud computing, and AI techniques like deep learning and neural networks, then discusses how these technologies have impacted smart industries. This chapter provides an overview of artificial intelligence (AI), its possible applications, adoption barriers, and forthcoming developments in the hopes that readers can better understand how AI is ingrained in Industry 4.0 [23]. Within the context of the Industry 4.0 paradigm, it will show how AI algorithms are improving smart industry efficiency and transforming corporate operations.
The effectiveness and limits of various techniques to natural language processing in cognitive manufacturing become visible when comparing these methods. More reliable speech recognition technologies are needed since voice-controlled systems allow for natural human-machine contact and are frequently unsuccessful in demanding manufacturing environments. Natural language processing (NLP) predictive maintenance models that search through unstructured logs for insights have potential, but they can't cope with operational changes in the present moment since they only function with historical information. Smart documentation and quality control systems that rely on natural language processing often struggle to integrate data from several modalities and make sense of unstructured feedback. There is a significant lack of research on three primary areas: making natural language processing models more scalable for real-time data analysis, making voice interactions more noise resilient, and creating natural language processing systems that recognize complicated, domain-specific language in dynamic industrial environments.
According to a summary, the overall influence of Industry 4.0 on industrial processes is complex, and these studies illuminate that complexity. Importantly, the research covers a wide range of technical topics. At the same time, they all provide helpful information; the CLR-TPO approach stands out as a potential way to improve human-machine interactions and deal with problems in the dynamic industrial environment.
The CLR-TPO approach represents a significant step forward in integrating NLP into production procedures. Language differences, processing bottlenecks in real-time, and data security issues are a few of the obstacles this novel technique faces to facilitate the smooth integration of NLP in Industry 4.0. Adaptive learning allows CLR-TPO to understand languages instantly, and the optimization of real-time capacities using parallel processing architecture and edge computing solutions further enhances this capability. Focusing on how CLR-TPO improves operational efficiency across varied applications, the paper explores the revolutionary potential of cognitive technology in manufacturing. Applications range from intelligent optimization of processes to predictive maintenance.
Figure 1 depicts the architecture that exemplifies the integration of human skills and technological technologies in the complex environment of modern manufacturing. Designed specifically for use in manufacturing, Figure 1 shows the interconnections and levels of a cognitive computing architecture that could one day allow for the combined efforts of machines and human beings. The manufacturing environment, where inputs like raw materials are turned into outputs, including finished goods, is the basis of this process. It introduces the following levels and demonstrates the practical effects of cognitive computing. The Human-Machine Interaction Layer is an important interface leading up to the Manufacturing Environment; it's where machines and humans interact. A user-facing component of any system is its user interface (UI), which allows operators to communicate with the system. Touchscreens, screens, and controls make it easy for the user to communicate intuitively, connecting their actions with the machine's process.
Figure 1. Cognitive computing for the industrial sector
$\begin{array}{r}C S_i^2=s s\left(\sum_{i=1 i \neq j-1}^n s s_{i j} C S_i^{2 n}+C S_{j-1}^{2 n}\right) * \frac{d\left(b m-C S_i^{2 n}+C S_{j-1}^{2 n}\right)}{i f}\end{array}$ (1)
From the above-defined Eq. (1), pattern identification and natural language processing are being given to developing cognitive systems CS with a certain range of values from small cognitive gadgets as i, j to massive technological and social structures ss as numbers of n, they span a wide range. Users can see exactly which system idea influences other concepts and to what extent with the help of the graphical depiction d of the system's behavioural model bm. Because this representation uses an interface, it is simple to make changes to the graph's design, including adding or removing connections or concepts, which are given as
$\begin{gathered}d\left(b m-C S_i^{2 n}+C S_{j-1}^{2 n}\right) \\ C S_{i}^{2}=c f\left(\sum_{i=1 i \neq j-1}^n i / o_{i j} C S_i^{2 n}+i / o_{i j} C S_{j-1}^{2 n}\right) * \frac{d r\left(\frac{C S_i}{C S_j}-s t\right)}{C_i * C_j}\end{gathered}$ (2)
Utilizing the causal function cf transforms Eq. (1) into a computation algorithm for cognitive maps, which is depicted in the above Eq. (2). The procedure takes the result of each rule and adds it up. The final rule is an input-output function $i / o_{i j}$ that takes the value of concept Ci as input and returns the result of concept Cj. Since the weight wij is represented by the created input-output function gij, which reflects the direct relationship dr between concepts Ci and Cj, this methodology does not necessitate calculating a precise number for the strength st of each interconnectivity.
Speech and text input are integrated into the interaction with human modules to facilitate the smooth flow of communication. Text entry provides a more conventional and flexible method of communication, while speech recognition technology translates spoken orders into executable instructions. The NLP (Natural Language Processing) Engines, a highly developed cognitive component that comprehends and interprets human language, is located in the Machine Interaction module. Upwards, the cognitive framework's connective tissue is the Communication Layer. Ensuring seamless communication between various components is a key function of data exchange technologies and middleware in this setting. Data can be efficiently sent from the Human-Machine Connection Layer to the following layers using this information highway, resulting in perfect synergy. The Data Analytics & Decision-Making Layer, which is further up the stack, is where raw data is transformed into useful insights. Algorithms for Machine Learning and Data Analytics sift through massive datasets, searching for trends and patterns that could guide future planning and execution. To improve overall efficiency, optimize operations, and make well-informed decisions, this layer is a valuable asset to enterprises. The centrally located Feedback Loop represents the dynamic nature of cognitive computing, characterized by constant refinement. A self-optimizing system is created through an ongoing procedure where insights based on data inform future actions. Responsiveness and adaptability are key characteristics in the dynamic world of industrial manufacturing, and this loop guarantees both.
Guarding sensitive information and the system's integrity, the Security & Privacy layer secures the overall structure. In this age of enormous cyber security dangers, this layer is critical for reassuring people that cognitive computing is safe. The architecture is crowned by the Industry 4.0 Integration, which emphasizes alignment with the larger meaning of the fourth industrial revolution. This layer represents the interdependence of systems for a smarter, more efficient, and more responsive industrial ecosystem. Figure 1 illustrates the main points of cognitive computing concerning the industrial sector. It depicts a comprehensive framework in which human intellect and technology capability come together to form a mutually beneficial partnership that brings a new age of industrial excellence regarding adaptation, efficiency, and creativity.
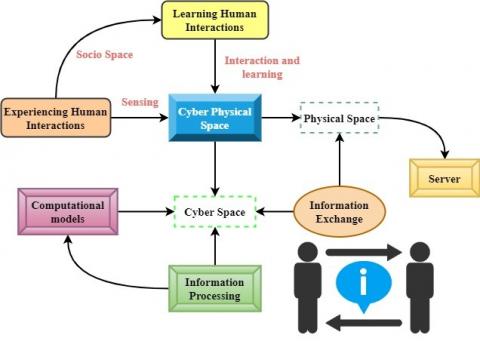
Figure 2 shows the Cyber-Physical System (CPS) communication loop in all its complexity, which helps to explain how CPS affects the human side of manufacturing systems. Within the CPS methodology, human-machine interaction is crucial in promoting information sharing. This model represents the dynamic interplay among cyberspace, physical space, and sociospace. Cyberspaces, the domain of digital connectivity, computational power, and physical space, where actual manufacturing processes occur, form an inseparable pair, as shown in Figure 2. A characteristic of CPS, this intersection represents the merging of the actual and virtual worlds. The human-machine interface (HMI) is placed at this crossroads to emphasize its pivotal role in coordinating the smooth exchange of information and data between the physical and the virtual.
Figure 2 shows the movement of information and how the physical, social, and cyber environments are constantly exchanging. This interaction is more than the data flow; it captures the spirit of human-machine interaction, in which the system grows and changes and decision-making processes occur. This ecosystem is characterized by dynamic feedback loops, where information travels in both directions, shaping the development of the digital and the physical worlds. Upon delving into the socio-cultural sphere, one observes the intricate interplay of human interaction and education within the CPS. The cyber-physical social network is essential for comprehending the system's human aspect. Because of this, CPS has the potential to revolutionize human adaptability in production systems, going beyond task performance to include aspects of experience and learning.
Figure 2. Interactions within cyber-physical and social systems
$\begin{gathered}\operatorname{CPS}(h i)=1-\sum_{s p}^n(A t(i l))^2 h\left(d r\left(\frac{C S_i}{C S_j}-s t\right)\right) +d c\left(1-\left(\frac{C S_i}{C S_j}-s t\right)\right)\end{gathered}$ (3)
As a major component of the CPS paradigm as CPS, the illustration further emphasizes the significance of human-machine interaction hi is discussed in Eq. (3). Decisions are made, knowledge is shared, and understanding is enhanced through this connection. The smart positioning sp of this relationship within the interaction loop li emphasizes its function as an agent for the complementary operation of cyber, social, and physical domains. A hub h of decision-making and dynamic computational dc models, the human-machine interchange becomes central to industrial operations as it develops in the physical space as
$\begin{aligned}\left(1-\left(\frac{C S_i}{C S_j}-s t\right)\right) H_{c m}\left(h i_{d c-1}^{n s}\right)=1-\frac{(A t(i l))^2 h\left(d r\left(\frac{C S_i}{C S_j}-s t\right)\right)}{\frac{n c}{1-s t}}\end{aligned}$ (4)
Human understanding informs computational models Hcm, while computational models, in turn, inform human insights; this confluence is not static ns and reflects a dynamic convergence dc illustrated in Eq. (4). The end product is a system that can quickly adjust to new circumstances nc due to the constant flow of information among human operators and computer algorithms.
A CPS-driven manufacturing system's communication loop is graphically depicted in Figure 2. It captures the complex interplay of physical, social, and cyber worlds, with interaction between humans and machines as its central theme. This model demonstrates the significant influence of CPS on manufacturing decision-making, information interchange, and human learning adaptability, emphasizing the paradigm shift that could occur due to this technology. In a Cyber-Physical System, the interdependent dance of cyberspace, sociodynamics, and physical processes is shown in Figure 2. It emphasizes the dynamic feedback loop influencing manufacturing system learning adaptability, information exchange, decision-making, and human-machine interaction. Figure 2 emphasizes the critical function of human-machine interaction, which promotes a living interaction across cyber, social, and physical environments inside the Cyber-Physical System.
Figure 3. Cognitive Language Real-Time Processing Optimization (CLR-TPO) architecture
The CLR-TPO architecture is an advanced framework aiming to improve language processing capabilities using a multi-layered approach. As shown in Figure 3, this design comprises separate modules that work together to improve language processing in real-time. The Input Layer is the focal point of this design since it is the entry point for data into the system. This layer processes the linguistic input, which ensures a smooth transition to the next processing steps. The Language Processor Module is the system's central processing unit (CPU), positioned immediately below the Input Layer. Using advanced algorithms and models, this module is in charge of understanding and decoding the language input. Adding support for parallel processing architectures strengthens the Language Processing Module even further.
This enhancement shows that the system can process multiple tasks simultaneously, improving efficiency and decreasing processing time. The system can handle complicated comprehension of language tasks in a distributed way due to the parallel processing methodology, which significantly boosts overall performance. Central to the CLR-TPO Architecture's processing pipeline is the CLR-TPO Core Module. This section is the hub, coordinating data transfer and optimizing operations in real-time. The CLR-TPO Core Modules make use of advanced optimization methods to guarantee the most efficient execution of language processing activities, which in turn reduces system latency and improves responsiveness generally. Edge Computing Solutions, which stands out, is included in this design. The solutions are carefully placed inside the framework to reduce the requirement for lengthy information transmissions to centralized servers by bringing processing resources near the data source.
$\begin{gathered}r t p=1-\sum_{s c}^n(A t(i l))^2 h\left(d r\left(\frac{C S_i}{C S_j}-s t\right)\right)+1-\sum_{j=1}^{n-1} r t p_{l t-1}\left(o t_{p d}^{o o}\right)\end{gathered}$ (5)
$\begin{gathered}r t p=1+\sum_{s c}^n(A t(i l))^2 h\left(d r\left(\frac{C S_i}{C S_j}-s t\right)\right)+1-\sum_{j=1}^{n-1} r t p_{b d-n}\left(o t_{p d}^{o o}\right)\end{gathered}$ (6)
By applying Eq. (3), the following Eqs. (5) and (6) are applied to solve problems with bandwidth bd and latency lt in the network while improving real-time processing rtp. When situations call for immediate insights, the architecture can be empowered to handle languages quickly and responsively with the use of edge computing solutions with certain values of i and j in $1-\sum_{j=1}^{n-1} r t p_{l t-1}\left(o t_{p d}^{o o}\right)$.
The last step in the architecture is the Output Layer ot, which is responsible for displaying the processed data pd to produce optimized output oo.
The optimized and improved outcomes from the extensive language processing journey are subsequently made available for additional analysis or actions. This layer guarantees the successful communication and utilization of insights obtained from language processing. The CLR-TPO Architecture is a streamlined and comprehensive method for the real-time processing of languages. This design is modern facilities because it incorporates innovative language comprehension abilities, simultaneous processing architectures, an optimization core specifically for optimization, and solutions for computing at the edge.
It raises the standard for cognitive computing systems in terms of responsiveness and efficiency while simultaneously addressing the difficulties of language processing. Improved real-time processing for various applications, such as intelligent conversational interfaces and natural language comprehension, is made possible by architectures like CLR-TPO, which are emerging as technology advances. The CLR-TPO Architecture sets a new standard for cognitive processing in real-time and optimizes language understanding through its combination of simultaneous processing and edge computing. In the dynamic field of AI and cognitive computing, this multi-faceted method guarantees quick insights and is an essential tool for applications requiring efficient and fast language comprehension.
The raw data, which consists of text and language variants, is the fundamental foundation of this complex structure. This might include various things, from distinct languages to diverse expressions. It all starts with the first phase, NLP Pre-processing. The system utilizes Language Recognition, Tokenization, and additional pre-processing techniques. This step is crucial because it prepares the unprocessed language data for additional analysis and interpretation. Central to this manufacturing setting is the CLR-TPO Engine. It incorporates Real-time Processing capabilities and is designed to be adaptable. Effective and rapid work completion uses parallel computing and edge computing. Industry 4.0 relies heavily on real-time data processing since being able to make quick decisions is a key differentiator.
By enabling the simultaneous execution of numerous tasks, Parallel Processing makes the most efficient use of available computational resources. This ensures the best possible use of resources while increasing speed. At the same time, incorporating Edge Computing ensures faster answers by bringing computing nearer to the knowledge source of information, lowering latency. When time is of the essence, this becomes even more important. There are several different parts to the CLR-TPO Engine.
$\begin{aligned} C m_K\left(C m_{r t}, C m_{K l}\right. & \left.C m_{K R}\right)=\operatorname{Cm}_{r t}\left(R_{r t}^n\right) C m_{K r t}\left(R_{r t}^n\right)+(1 \left.-C m_{K l}\left(R_{r t}^n\right)\right) C m_{K R}\left(R_{r t}^n\right)\end{aligned}$ (7)
The elements that make up any given dataset always fall into one of the K categories described using the above Eq. (7). Disassembled into its parts, each of which performs a unique function n . The Real-time Computing module $Cm_{r t}$ is the engine's primary component as $R_{r t}^n$.This component is in charge of carrying out complicated text processing and language recognition $Cm_{K R}$ operations in real-time rt. As the system progresses, the Output Information phase is encountered in left $Cm_{K l}$.
Its real-time capabilities and parallel processing ensure that industrial environments are fast-paced. This is the stage at which the processed data becomes insights that may be used for action. The CLR-TPO Engine has made its mark here, whether it's improved operating efficiency, simplified workflows, or something else entirely.
$\begin{aligned} & R_{r t}^n\left(o t_{q t, q l}\right) =1-\frac{\left.C m_{K l}\left(R_{r t}^n\right)\right) C m_{K R}\left(R_{r t}^n\right)+\left(1-\left(\frac{C S_i}{C S_j}-s t\right)\right)}{\sqrt{o(p d) * C m_K}}\end{aligned}$ (8)
Regarding the Output Data ot, quality matters ql more than quantity ql when it comes to facilitating better decision-making & overall productivity o(pd) using the square root function of the CPS paradigm. The process of transforming raw language data into a refined and usable result is illustrated in Figure 4. This change is driven by the CLR-TPO Engine, which uses the latest text processing techniques and language recognition to enable Industry 4.0 settings by applying Eq. (8).
A visual illustration of the substantial contributions of cognitive recognition of languages and text processing optimization to the development of Industry 4.0 is provided in Figure 4. Intelligent, real-time management of linguistic data is at the core of the matter, as is its potential to improve the efficacy and efficiency of industrial operations significantly. Figure 4 illustrates the mutually beneficial partnership between CLR-TPO Engine & Industry 4.0, demonstrating how real-time efficiency and advanced language processing work in seamless integration. This technological convergence takes the manufacturing environment to the next level by translating linguistic complexities into practical insights. Figure 4 illustrates the engine's crucial function in language decoding, process optimization, workflow enhancement, and the transformation of Industry 4.0. This infographic explains how cognitive recognition of languages and processing of text is crucial to the intelligent development of business processes.
Figure 4. CLR-TPO in Industry 4.0
Figure 5. Combining data analytics with machine learning
Figure 5 shows the data machine learning and analytics hierarchies integrated into the manufacturing process, accurately representing the dynamic link between the two parts. This detailed model illustrates the complex nature of their partnership and the subtle ways it influences the manufacturing industry's operational environment. The most basic level of the structure shows the passive use of data-driven approaches, emphasizing sensing and monitoring. The main focus is understanding the current procedures and obtaining relevant insights, emphasizing interpretability. Entities in the industrial sector can improve their operations in real time through careful data monitoring, which allows for better decisions and proactive modifications. The next levels of the design are constructed onto this base layer, which acts as a foundation.
Control and optimization are features of data-driven techniques actively used as one ascends the hierarchy. As it actively explores data machine learning and analytics to guide and improve production processes, this layer is defined by an increased focus on functionality. Businesses can optimize their processes in real time with the help of control mechanisms applied at this level. This allows them to fine-tune efficiency, resource usage, and overall performance continuously.
$\left[\begin{array}{ccc}I s_{p a} & I s_{p a} & 0 \\ I s_{a p} & I s_{a a} & I s_{a i} \\ 0 & I s_{p p} & I s_{a p i}\end{array}\right]\left[\begin{array}{c}I s_{p r} \\ I s_{s d} \\ I s_{n s}\end{array}\right]=\left[\begin{array}{c}p s \\ a s \\ n s\end{array}\right]$ (9)
An important turning point in the evolution of data machine learning and analytics from an observational to an interventional state is the shift from passive p to active applications such as i and j, which are constructed using the matrix function. This change reflects the industry's trend towards a more proactive ps and an adaptive operational paradigm, and it equally represents a strategic advancement sd in the use of modern technologies for no change as ns with Eq. (9).
Figure 5 further illustrates how these technologies interact with one another and how they affect different parts of processing. The extensive web of linkages and feedback loops illustrates the complicated nature of seamlessly combining data analytics & machine learning. Rather than proceeding in a straight line, this integration is an interconnected and interdependent relationship in which improvements to one part affect and improve the other. These technologies are constantly developing within the manufacturing arena, and the hierarchical structure emphasizes that. With each successive layer, businesses go beyond passively observing data and instead adopt more complex methods of active intervention & optimization. Higher analytical capabilities are associated with increased sustainability and performance, which aligns with the overriding pattern found in modern literature. Using the hierarchical interconnections of data analytics & machine learning, Figure 5 provides a thorough roadmap for manufacturing organizations.
$\begin{aligned} & \int|2(i p * f t)(t p)|^2 d t =\sum_K\left|c s p_{o e}(t p)\right|^2+\sqrt{o(p d) * C m_K} * t p\end{aligned}$ (10)
By emphasizing the two sides of interpretability ip and functionality ft using Eq. (10), captures the transforming path tp from observing to intervening. To achieve operational excellence in manufacturing, this model shows how integration is now working, and it provides the groundwork for future improvements by promoting ongoing research into the synergies among data analytics & machine learning using Eq. (7).
Figure 5 provides a roadmap for the manufacturing industry as it navigates the complex relationship between data analytics & machine learning. It shows how the process has evolved from passive surveillance to active optimization. This dynamic model captures the core of an industrial environment propelled by technology. Regarding integrating natural language processing into Industry 4.0, the CLR-TPO approach stands out as a game-changing solution. CLR-TPO guarantees a seamless and responsive relationship between humans and machines by resolving linguistic variations, real-time processing constraints, and data security concerns. Cognitive computing is an innovation in manufacturing due to its adaptive learning capabilities, which further improve language understanding. The investigated uses of CLR-TPO, which include intelligent process optimization and predictive maintenance, demonstrate its ability to improve production processes and operating efficiency. The system can adjust to new inputs with feedback on its performance and the lessons learned from interactions through reinforcement learning (RL). With transfer learning, CLR-TPO might quickly comprehend new vocabulary or language structures without undergoing extensive retraining since it applies what it has learned to similar tasks. A significant characteristic of industrial settings is the prevalence of unstructured data. Self-supervised learning allows systems to learn from these data types without requiring labelled datasets. To comprehend domain-specific language and adapt to new technical jargon or operational instructions, CLR-TPO utilizes transformer-based models like BERT, which allow it to understand words in context. Also, the system improves continuously through real-time feedback loops; it modifies its language models in response to operator modifications and system results. As a result of combining these techniques, CLR-TPO can rapidly adapt to changing conditions, loud surroundings, and different language inputs. This renders it a powerful tool for improving human-machine interaction in complex and dynamic Industry 4.0 production environments. Validation by simulation confirms its usefulness, demonstrating enhanced adaptability, lower latency, and better performance in many industrial environments.
According to the framework of Industry 4.0, revolutionary uses of Human-Machine Interaction have resulted from incorporating cognitive computing, specifically NLP, into the industrial sector. Focusing on the revolutionary Cognitive CLR-TPO method, this research thoroughly analyzes important variables such as performance, latency, adaptability, scalability, and accuracy. These measures are critical for determining if NLP applications improved industrial processes and operational efficiency.
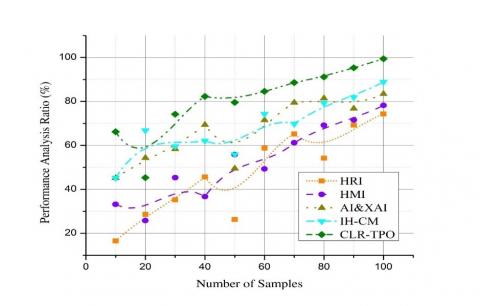
Cognitive Computing in Manufacturing, particularly NLP's revolutionary applications for Human-Machine Interaction in Industry 4.0, improves and complicates performance. The application of NLP in production processes has led to user-friendly interfaces, although linguistic variations, real-time processing bottlenecks, and data security challenges remain. Creative parallel processing architectures and edge computing solutions enable fast and responsive machine-human interactions in the CLR-TPO technique. Adaptive learning in CLR-TPO improves real-time language understanding by adapting to varied languages. Simulating production settings in the performance analysis shows CLR-TPO's applicability and scalability. Performance, latency, and flexibility in various industrial situations are enhanced. In the dynamic context of Industry 4.0, CLR-TPO can alter industrial workflows and operational efficiency. This analysis improves NLP applications and makes smart manufacturing environments more intelligent and responsive as cognitive computing shapes manufacturing's future. According to a comprehensive performance analysis, CLR-TPO stood out from other methods already in use, reaching an excellent success rate of 98.6%. This case demonstrates that CLR-TPO effectively maximizes real-time capabilities for improved human-machine interactions, hence establishing its position as a superior solution in the landscape of cognitive language processing and applications utilized by Industry 4.0. Performance Analysis represented in Figure 6.
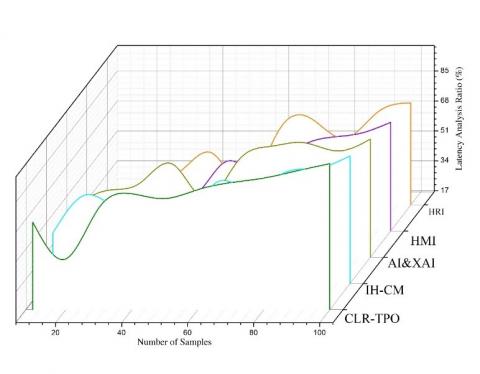
Understanding the temporal dynamics of this breakthrough technology is greatly aided by the latency research for Cognitive Computing in Manufacturing, which focuses on the transformative applications of NLP for Human-Machine Interaction in Industry 4.0. Despite the revolutionary potential of NLP integration into industrial processes for human-machine communication, studies show that latency is still a major concern. Problems with real-time processing can slow down NLP implementations, affecting how quickly and accurately humans and robots can interact. One approach that has been suggested is the CLR-TPO method. It employs edge computing and parallel processing architectures to reduce latency. By instantly adapting to new languages, CLR-adaptive TPO's learning capabilities further reduce delay by enhancing language understanding. The latency analysis provides insights into CLR-TPO's temporal performance through extensive simulations based on real-world production settings. By demonstrating a significant decrease in latency, the results validate the efficacy of the suggested approach in accelerating human-machine interactions in industrial circumstances. To maximize operational efficiency and guarantee the real-time responsiveness needed for intelligent manufacturing processes, it is essential to overcome latency concerns through new solutions such as CLR-TPO as Industry 4.0 progresses. An impressive 14.3% is displayed in Figure 7, representing the Latency Analysis, which demonstrates the outstanding performance of CLR-TPO. Within the context of Industry 4.0, this demonstrates that CLR-TPO is an effective method for reducing processing delays, outperforming other currently used techniques, and establishing itself as a superior alternative for real-time cognitive language processing.
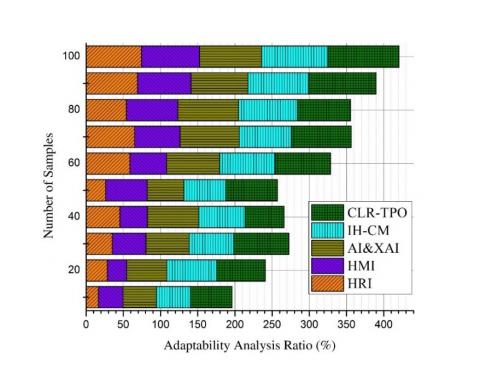
Adaptability's significance in achieving goals set by this groundbreaking technology is highlighted by the adaptability research on Cognitive Computing in Manufacturing, which centres on the revolutionary uses of NLP for Human-Machine Interaction in Industry 4.0. Despite the promise of improved human-machine communication by NLP's incorporation into production processes, obstacles develop due to the varied language landscape in manufacturing settings. Based on the results, NLP systems must be able to adapt to new languages and contexts to break down language barriers. CLR-TPO is a new approach that uses adaptive learning to adapt to different languages in response to these problems as needed. By changing in response to new information, the system can adapt to the wide variety of languages used in manufacturing worldwide. CLR-TPO's adaptability can be further understood through simulation-based investigations that use real-life production settings. Results show that it can quickly learn new languages, which improves language understanding and leads to more productive interactions between humans and machines. Success in implementing and using cognitive computing systems, such as CLR-TPO, in diverse and dynamic manufacturing environments depends on their capacity to adapt and evolve in response to linguistic variations. This capability is especially important in Industry 4.0, where manufacturing processes are becoming more interconnected. Figure 8 illustrates the Adaptability Analysis, which highlights the exceptional performance of CLR-TPO, which achieved an outstanding 97.6% for its performance. This emphasizes the outstanding adaptability of CLR-TPO compared to other techniques currently in use, confirming its capability of dynamically accommodating a wide variety of linguistic variants and guaranteeing that human-machine interactions within the field of Industry 4.0 are optimized.
Figure 6. Performance analysis
Figure 7. Latency analysis
The scalability analysis for Cognitive Computing in Manufacturing examines the technology's ability to adapt and succeed in varied and dynamic manufacturing environments. It focuses on the revolutionary uses of NLP for Human-Machine Interaction in Industry 4.0. Scaling these applications across many industrial contexts presents a challenge; however, integrating NLP into production processes is a viable option for changing human-machine communication. According to the research, Cognitive computing systems must grow and change without a hitch to keep up with the ever-changing nature of manufacturing ecosystems. A potential answer is the CLR-TPO technique, which uses cutting-edge architectures for parallel processing and edge computing to guarantee scalability. This investigation sheds light on CLR-TPO's scalability by simulations to evaluate real-world production scenarios. The results show that CLR-TPO is easier to scale, has better performance metrics, and is more flexible in many production environments. The capacity of cognitive computing systems, such as CLR-TPO, to scale efficiently is crucial for achieving broad adoption and reaping the revolutionary benefits of intelligent and interconnected manufacturing processes as the manufacturing landscape changes under the umbrella of Industry 4.0. Figure 9 presents the Scalability Analysis, which reveals the impressive performance of CLR-TPO, which achieved a commendable 98.9% utilization rate. This highlights the scalability of CLR-TPO compared to other techniques already in use, confirming its ability to effectively manage variable workloads and adapt to the ever-changing requirements of applications running on the Industry 4.0 platform.
Figure 8. Adaptability analysis
Figure 9. Scalability analysis
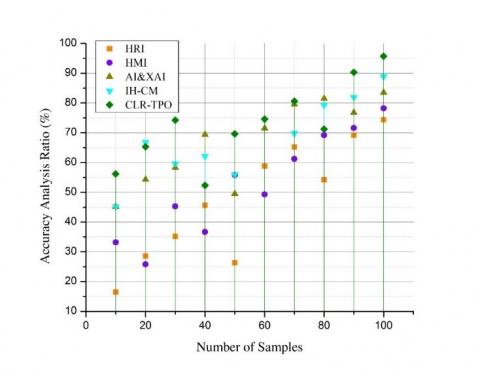
The precision and reliability of the technology in understanding and generating language within the complex manufacturing context is examined in the accuracy analysis for Cognitive Computing in Manufacturing, with a particular focus on the transformative applications of NLP for Human-Machine Interaction in Industry 4.0. Despite the promising future of NLP in manufacturing, the investigation shows that attaining high accuracy in language understanding is still a major obstacle. A thorough assessment of the precision of natural language processing applications is necessary due to the specific and technical language used in manufacturing and the requirement for accurate communication. To improve the precision of language comprehension, the CLR-TPO approach is presented. CLR-TPO uses adaptive learning capabilities and unique processing architectures to improve language understanding in real-time. The efficacy of CLR-TPO can be better understood through simulation-based accuracy evaluations that make use of real-world production scenarios. Findings show that CLR-TPO can improve language processing accuracy, which bodes well for its ability to solve problems related to precise human-machine communication in manufacturing. To fully realize the revolutionary potential of cognitive computing in production processes, attaining high accuracy in language processing is becoming increasingly important as Industry 4.0 progresses. The extraordinary performance of CLR-TPO is displayed in Figure 10, which details the Accuracy Analysis. CLR-TPO achieved an exceptional accuracy rate of 96.7%. CLR-TPO has surpassed other already used techniques, cementing its place as a leading solution for accurate cognitive computing in Industry 4.0. This information highlights the precision and reliability of CLR-TPO in language processing. In the context of smart manufacturing, these evaluations collectively validate the superiority of CLR-TPO and its potential to change human-machine interactions.
Figure 10. Accuracy analysis
The benefits of CLR-TPO above other cutting-edge natural language processing (NLP) methods in manufacturing are most visible when comparing its flexibility and real-time performance. Using transformer-based models and reinforcement learning enables CLR-TPO to adapt to contextual details in real-time, contrasting traditional rule-based systems that find it difficult to handle the complexity and variety of real-world production environments. Compared with CLR-TPO, which uses transfer learning and self-supervised learning to adjust without retraining rapidly, pretrained language models such as GPT-3 and BERT perform at wide comprehension of languages but often need substantial fine-tuning for domain-specific tasks. With its real-time feedback loops and wide contextual embeddings, CLR-TPO achieves better results than typical speech recognition systems in loud contexts while retaining greater accuracy. Incorporating these strategies, CLR-TPO overcomes difficulties, including noise, changing language inputs, and industry-specific terminology, giving it a more efficient and adaptable alternative to industrial NLP than previous methods.
Finally, integrating NLP into industrial processes, especially in Industry 4.0, is essential for creating a user-friendly human-machine interface. Language variations, real-time processing constraints, and data security risks hinder production NLP adoption. To address these difficulties, the innovative CLR-TPO method optimizes real-time capabilities using parallel processing architectures and edge computing solutions. CLR-TPO's adaptive learning capabilities rapidly improve language understanding by adapting to varied languages. Cognitive computing in manufacturing offers revolutionary potential, and CLR-TPO optimizes intelligent processes, supply chain management, quality control, and predictive maintenance. The paper highlights CLR-TPO's favourable effects on manufacturing workflows and operational efficiency through its extensive uses. Simulations of genuine production settings are used to evaluate CLR-TPO. The simulation findings show CLR-TPO's applicability and scalability, revealing its improved performance, lower latency, and higher adaptability across industrial contexts. This research improves human-machine interaction in Industry 4.0 by solving current barriers and demonstrating CLR-TPO's potential to alter industrial processes. In the fast-changing world of smart manufacturing, innovative methods like CLR-TPO are vital for efficiency, communication, and growth as Industry 4.0 evolves. The experimental results show that the proposed CLR-TPO model increases the performance rate of 98.6%, Adaptability Analysis of 97.6%, latency analysis of 14.3%, scalability ratio of 98.9%, and accuracy ratio of 96.7% compared to other existing models. Scalability in real-time environments is an important concern since the approach may not manage the growing complexity of language interaction across many systems in industrial processes. Using transfer learning to make CLR-TPO more versatile to other industries with less retraining might be an area for future study.
[1] Selim, A., Skender, F., Ali, I. (2021). Systematic review of big data, digital transformation areas and industry 4.0 trends in 2021. International Scientific Journal Vision, 6(2): 27-41.
[2] Rane, N. (2023). ChatGPT and similar generative artificial intelligence (AI) for building and construction industry: Contribution, opportunities and challenges of large language models for Industry 4.0, Industry 5.0, and Society 5.0. Opportunities and Challenges of Large Language Models for Industry, 4.
[3] Devi, B.S., Muthu Selvam, M. (2022). SoloDB for social media’s big data using deep natural language with AI applications and Industry 5.0. In Ubiquitous Intelligent Systems: Proceedings of ICUIS 2021. Springer Singapore, pp. 279-294. https://doi.org/10.1007/978-981-16-3675-2_21
[4] Konstantinidis, F.K., Myrillas, N., Mouroutsos, S.G., Koulouriotis, D., Gasteratos, A. (2022). Assessment of industry 4.0 for modern manufacturing ecosystem: A systematic survey of surveys. Machines, 10(9): 746. https://doi.org/10.3390/machines10090746
[5] Rauch, E., Linder, C., Dallasega, P. (2020). Anthropocentric perspective of production before and within Industry 4.0. Computers & Industrial Engineering, 139: 105644. https://doi.org/10.1016/j.cie.2019.01.018
[6] Akundi, A., Euresti, D., Luna, S., Ankobiah, W., Lopes, A., Edinbarough, I. (2022). State of Industry 5.0—Analysis and identification of current research trends. Applied System Innovation, 5(1): 27. https://doi.org/10.3390/asi5010027
[7] Saniuk, S., Grabowska, S., Straka, M. (2022). Identification of social and economic expectations: Contextual reasons for the transformation process of Industry 4.0 into the Industry 5.0 concept. Sustainability, 14(3): 1391. https://doi.org/10.3390/su14031391
[8] Fernandes, M.Â.D.S., Rodrigues, R.C., Antunes, A.M.S. (2023). Behavioral training of engineering professionals and students for Industry 4.0. RAM. Revista de Administração Mackenzie, 24: eRAMR230084. https://doi.org/10.1590/1678-6971/eRAMR230084.en
[9] ElMaraghy, H., ElMaraghy, W. (2022). Adaptive cognitive manufacturing system (ACMS)—A new paradigm. International Journal of Production Research, 60(24): 7436-7449. https://doi.org/10.1080/00207543.2022.2078248
[10] Galati, F., Bigliardi, B. (2019). Industry 4.0: Emerging themes and future research avenues using a text mining approach. Computers in Industry, 109: 100-113. https://doi.org/10.1016/j.compind.2019.04.018
[11] Jwo, J.S., Lin, C.S., Lee, C.H. (2021). Smart technology-driven aspects for human-in-the-loop smart manufacturing. The International Journal of Advanced Manufacturing Technology, 114: 1741-1752. https://doi.org/10.1007/s00170-021-06977-9
[12] Lu, Y., Zheng, H., Chand, S., Xia, W., Liu, Z., Xu, X., Wang, L., Qin, Z., Bao, J. (2022). Outlook on human-centric manufacturing towards Industry 5.0. Journal of Manufacturing Systems, 62: 612-627. https://doi.org/10.1016/j.jmsy.2022.02.001
[13] Javaid, M., Haleem, A., Singh, R.P., Suman, R. (2022). Artificial intelligence applications for industry 4.0: A literature-based study. Journal of Industrial Integration and Management, 7(1): 83-111. https://doi.org/10.1142/S2424862221300040
[14] Wang, B., Zheng, P., Yin, Y., Shih, A., Wang, L. (2022). Toward human-centric smart manufacturing: A human-cyber-physical systems (HCPS) perspective. Journal of Manufacturing Systems, 63: 471-490. https://doi.org/10.1016/j.jmsy.2022.05.005
[15] Inuwa, H.M., Raja, A.R., Kumar, A., Singh, B., Singh, S. (2022). Status of Industry 4.0 applications in healthcare 4.0 and Pharma 4.0. Materials Today: Proceedings, 62: 3593-3598. https://doi.org/10.1016/j.matpr.2022.04.409
[16] Ahmadi, A., Sodhro, A.H., Cherifi, C., Cheutet, V., Ouzrout, Y. (2019). Evolution of 3C cyber-physical systems architecture for industry 4.0. In Service Orientation in Holonic and Multi-Agent Manufacturing: Proceedings of SOHOMA 2018. Springer International Publishing, pp. 448-459. https://doi.org/10.1007/978-3-030-03003-2_35
[17] Gervasi, R., Barravecchia, F., Mastrogiacomo, L., Franceschini, F. (2023). Applications of affective computing in human-robot interaction: State-of-art and challenges for manufacturing. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 237(6-7): 815-832. https://doi.org/10.1177/09544054221121888
[18] Mourtzis, D., Angelopoulos, J., Panopoulos, N. (2023). The future of the human-machine interface (HMI) in society 5.0. Future Internet, 15(5): 162. https://doi.org/10.3390/fi15050162
[19] Ahmed, I., Jeon, G., Piccialli, F. (2022). From artificial intelligence to explainable artificial intelligence in industry 4.0: A survey on what, how, and where. IEEE Transactions on Industrial Informatics, 18(8): 5031-5042. https://doi.org/10.1109/TII.2022.3146552
[20] Alimam, H., Mazzuto, G., Tozzi, N., Ciarapica, F.E., Bevilacqua, M. (2023). The resurrection of digital triplet: A cognitive pillar of human-machine integration at the dawn of industry 5.0. Journal of King Saud University-Computer and Information Sciences, 101846. https://doi.org/10.1016/j.jksuci.2023.101846
[21] Gourisaria, M.K., Agrawal, R., Harshvardhan, G.M., Pandey, M., Rautaray, S.S. (2021). Application of machine learning in industry 4.0. In Machine Learning: Theoretical Foundations and Practical Applications, Springer, Singapore, pp. 57-87. https://doi.org/10.1007/978-981-33-6518-6_4
[22] Mathew, D., Brintha, N.C., Jappes, J.W. (2023). Artificial intelligence powered automation for industry 4.0. In New Horizons for Industry 4.0 in Modern Business. Cham: Springer International Publishing. Springer, Cham, pp. 1-28. https://doi.org/10.1007/978-3-031-20443-2_1
[23] Dinesh, P.M., Sabenian, R.S. (2019). Comparative analysis of zoning approaches for recognition of Indo Aryan language using SVM classifier. Cluster Computing 22 (Suppl 5): 10955-10962. https://doi.org/10.1007/s10586-017-1258-9