Hasan AL Dabbas![]() | Ibrahim M. Aladwan
| Ibrahim M. Aladwan![]() | Abhishek Agarwal*
| Abhishek Agarwal*![]() | Masengo Ilunga
| Masengo Ilunga![]() | Omar Badran
| Omar Badran![]() | Ibrahim I. Ikhries
| Ibrahim I. Ikhries![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study investigates the mechanical properties of maraging steel MS1 produced through two distinct manufacturing processes: Which include Direct Metal Laser Sintering (DMLS) and Computer Numerical Control (CNC) machining. The goal is to investigate the influence of these methods on mechanical performance and the microstructural integrity of the produced components. The strength, ductility, and fracture behavior of the specimens were evaluated under tensile testing. Results also showed that the DMLS specimen had significantly superior mechanical properties compared to the CNC machined specimen with an ultimate tensile strength of 1145.8 MPa compared to 542.45 MPa. The results indicated that the DMLS specimen withstood higher stress levels, while remaining at lower strain than that of the CNC machined specimen. Which means that the strength and coherence of the structural particles in the DMLS specimen stems from a strong degree of bonding between deposited particles of structured material. Based on fractographic analysis, the DMLS sample showed a more homogenous microstructure due to which metal atom distribution was more coherent and the CNC sample had signs of internal defects due to machining. SOLIDWORKS simulations conducted to validate the results proved to be very close to the experimental results, essentially verifying the reliability of the results. The study concludes that DMLS provides large benefits over conventional CNC machining for the production of high-performance maraging steel components and points to the feasibility of additive manufacturing in advanced engineering applications. Further, we suggest, that future research may include the following investigations to further optimize the mechanical properties of 3D printed maraging steel, including the investigation of additional processing parameters and post-processing treatments.
additive manufacturing, maraging steel, CNC machining, computer-aided engineering, mechanical properties, microstructure, fracture behavior, material performance
Throughout one of the most transformative suites of technologies, Additive Manufacturing (AM) is designed to fabricate three-dimensional objects directly from digital models using an automated process [1]. These technologies work by depositing materials on top of one another, which greatly increases manufacturing flexibility and efficiency since conventional tooling is no longer required [2]. It has been increasingly realized that AM is a coming revolution in material processing serving as an important milestone in the history of the manufacturing industry to promote customization, shorter lead time, and higher material utilization [3]. Among all the rapid prototyping techniques, some methods like FDM (Fused Deposition Modeling), SLA (Stereolithography), SLM (Selective Laser Melting), and DMLS (Direct Metal Laser Sintering) have become particularly influential in generating the topologically optimized components by virtue of using less material and reducing the costs [4, 5]. Of all, additive manufacturing methods in particular, DMLS appears to be a versatile method for manufacturing metal components [6]. DMLS is capable of producing complex geometries that would be difficult or impossible by any other means using fine metal powders. DMLS is an advanced manufacturing technology because of less material waste and capability to produce homogeneous structure [7]. The evolution of this process is supported by innovations with companies such as Electro-Optical Systems (EOS), and the introduction of specialized materials, like the maraging steel powder MS1 [8]. The unique alloy is basically iron and nickel alloy containing molybdenum, cobalt, titanium, and aluminum, and its properties are comparable to those of conventional tool steels after proper heat treatment [9]. MS1 maraging steel has unique characteristics (exceptional strength, high hardness, outstanding toughness, superior weldability) which make it especially attractive in applications of the highest demands in aerospace, defense, and die manufacturing areas [10]. The alloy is also appealing due to its ability to maintain dimensional stability under a variety of conditions, such as where precise dimensions are needed in high-performance environments. The reason for this is that these properties allow for innovations such, as the fabrication of micro-lattice structures to achieve drastic weight reduction without loss of strength, or tools with embedded conforming cooling channels to increase thermal efficiency regarding manufacturing processes [11, 12]. There are many attractive traits of additively manufactured materials, yet there is a large gap in the comprehensive characterization and understanding of their mechanical behaviors under a variety of environmental conditions. Extensive studies have compared the microstructure and mechanical properties of these additively manufactured metals to those subtractively manufactured, however, there is little data available regarding the performance of these materials, especially in corrosive environments. The significance of these conclusions to managing steel component design and application is immense [13]. Additionally, we explore further aspects of mechanical property beyond just strength and hardness, including fatigue resistance, impact toughness, and wear resistance, which are essential characteristics of components subjected to cyclic loads and severe operating environments. The mechanical behavior of MS1 maraging steel under various fabrication techniques is investigated in order to better understand the material and to improve design methods in industries utilizing high-performance materials [14]. This study is significant in that it dual characterizes the mechanical properties of 3D printed MS1 maraging steel relative to conventional CNC manufactured counterparts. An effort has been made in this work to comparatively analyze how these manufacturing processes influence the microstructure of the material and thereby the materials' mechanical performance. Furthermore, this study aims to fill the knowledge gap as regards the behavior of additive manufactured materials in corrosive environments, an increasingly important aspect of modern engineering where materials are frequently subjected to difficult working environments. The powder-bed fusion process in DMLS uses a high-power laser to sinter high-density components together, forming a usable item. Most often, however, post-processing is required to achieve gas or pressure tightness [15]. The procedure resembles existing Additive manufacturing (AM) technologies such as Selective Laser Sintering (SLS) [16]. SLS and DMLS employ layer-by-layer sintering, but SLS generally works through the use of polymers or coated metal powders, while DMLS uses pre-alloyed uncoated metal powders [14]. Consequently, this distinction plays a crucial role in determining the mechanical properties, microstructure as well as the possible applications for the final components fabricated.
1.1 Research on 3D-printed maraging steel
The mechanical properties of 3D printed maraging steel have been recently investigated in more and more studies. For example, the mechanical properties of 3D printed maraging steel were investigated under varying environmental exposure and in three different orientations by Ansell et al. [17]. Their research showed how the orientation-dependent behavior of the material could be adjusted for application-specific needs by changing the print direction of the material. The orientation effect is important, as it may have a large impact on the performance of components in real-world applications where directional loading can be present [17].
1.2 CNC machining considerations
On the other hand, modern machining is nearly completely dependent on Computer Numerical Control (CNC) machines, which question product quality and productivity. Most of the time, the performance of CNC machines is based on speed, feed rate, and cutting depth, which are usually decided by the operator's experience or job [18, 19]. Consequently, due to their dependence on empirical knowledge, optimal machining conditions are hard to attain with more stringent requirements on whole efficiency and effectiveness of the manufacturing process. According to recent studies tool wear and runoff from the tool nose can significantly affect the process outcomes, so attention should be paid to a systematic optimization of these parameters [20, 21].
1.3 Mechanical properties for comparative studies
Mechanical properties of additively manufactured maraging steel have been the subject of several studies published to date. As an example, Spitzig et al. [22] compared the mechanical response of tensile and compressive loading of wrought maraging steel and found identical hardening behavior for both. However, they observed a yield strength drop when under tensile loading. In contrast, other researchers found something quite different. So, using experimental results of tension and compression test on AM-produced Ti6Al4V, Longhitano et al. [23] found that during compression a significantly higher hardening rate was observed than in tension, even at heat-treated specimens. These discrepancies should help spark questions about the underlying mechanisms in the mechanical behavior of additively manufactured metals. Stanford et al. [24] further explored the effects of powder size and printing parameters, scan speed, and layer thickness, on the mechanical properties and microstructure of 18Ni-300 maraging steel. These findings highlighted the importance of mechanical properties being sensitive to these printing parameters, and therefore the importance of a careful optimization of these parameters within the DMLS process. These implications are discussed in current research. This work extends these findings to show that maraging steel printed with 3D printing techniques possesses superior robustness and performance relative to the same steel manufactured with CNC machining. For industries where material performance matters, such as aerospace and defense, this revelation is fundamental. Additive manufacturing of maraging steel possesses the advantages of design flexibility and material efficiency, making 3D-printed maraging steel a promising material for high-performance applications [25, 26].
This research paper is organized into several key sections: It starts with the Introduction, and a Materials description in detail, followed by a Methodology and Experimental Setup. The fourth section presents the results and findings, and in turn, derives the main conclusions of the research. The EOS Maraging Steel MS1 power and EOS M290 printer was used to make initial test specimens with this material, all with the embodiment and commitment to using the latest technology throughout the entire study [27]. Although interest in additive manufacturing and its applications in high-performance materials is growing, there is a very big gap in studies that compare the mechanical properties of 3D-printed MS1 maraging steel with those made via CNC machining. The majority of research completed has focused on either DMLS or CNC processes by themselves, disregarding the comparability of mechanical performance between the two methods. Additionally, how different processing parameters affect the mechanical properties of maraging steel in corrosive environments is often overlooked by literature. This research seeks to fill this gap by methodically comparing the mechanical properties of MS1 maraging steel manufacturing by DMLS, and CNC machining, and supported with a simulation analysis, to better understand the properties.
It is hypothesized that the yield strength, tensile strength, and ductility of an MS1 maraging steel produced via DMLS will be superior to that which would be produced through CNC machining. It also suggests that the response of both methods can be predicted through simulation for its input parameters. To investigate this, several research questions will be addressed:
Additive manufacturing technologies, including DMLS, have seen advancement such that they can now provide new opportunities for producing high-performance materials such as MS1 maraging steels [28]. While there is a comprehensive understanding of the mechanical properties of conventionally machined materials, significant uncertainty remains regarding the properties of 3D printed materials. This work seeks to delineate these differences, exploring yield strength, tensile strength, and ductility and developing and validating simulation models to predict the mechanical behavior of MS1 maraging steel produced by both these routes. This paper aims to propose valuable insight into the optimal use of DMLS and CNC machining techniques for the fabrication of Maraging steel components for critical engineering applications. This work attempts to identify differences in the mechanical behavior of MS1 maraging steel made via DMLS and CNC lathe machining via systematic experimental comparison. Mechanical properties, especially, yield strength, tensile strength, and ductility will be evaluated about the experimental processing parameters, and simulation models will be developed for predicting these properties under varying processing parameters. The results will be of use to the field of material science and manufacturing and will offer practical guidance for industries that fabricate high-performance steel components.
2.1 Material
In this research, maraging steel MS1 is utilized as the primary material for producing two test specimens: One was produced via DMLS and the other through CNC machining. Low carbide iron-nickel alloy or marine steel is defined by properties like mechanical properties which are high strength, excellent toughness, good ductility, and good weldable with the absence of carbon and the presence of alloying elements such as titanium, aluminum, molybdenum, and cobalt. This makes the maraging steel highly suitable for its application in demanding aerospace applications such as casings for rocket boosters, fasteners, and pressure vessels [29-31]. The powder material for the DMLS process is maraging steel with particle sizes ranging from 20-65μm [32]. The particle size distribution of the initial powder was evaluated by a Horiba laser scattering particle size analyzer (LA-920) with a D10 value of 23μm, a D50 value of 34μm and a D90 value of 52μm. The apparent densities of the powder were measured at 4.28g/cm³ and 4.31g/cm³ using the Hall and Carney flowmeter funnels, according to the ASTM B212 and ASTM B417 standards. Tables 1 and 2 outline the chemical composition and essential properties of the maraging steel MS1 [33].
Table 1. Chemical composition of maraging steel (ASTM A579)
|
Element |
Composition |
|
Al |
0.01 |
|
B |
<0.003 |
|
C |
<0.03 |
|
Co |
9 |
|
Fe |
67 |
|
Mn |
<0.1 |
|
Mo |
48 |
|
Ni |
185 |
|
P |
<0.01 |
|
Si |
<0.1 |
|
S |
<0.01 |
|
Ti |
0.6 |
|
Zr |
0.01 |
Table 2. The maraging steel MS1 properties
|
Property |
Value |
Unit |
|
Density |
8.1 |
g/cm2 |
|
Tensile Strength |
1100 |
Mpa |
|
Yield Strength |
930 |
Mpa |
|
Modulus of elasticity |
140 |
Gpa |
|
Hardness |
50 |
HRC |
|
Thermal conductivity |
15 |
W/m˚C |
|
Specific heat capacity |
450 |
J/kg˚C |
|
Maximum operating temperature |
≈400 |
˚C |
2.2 Manufacturing process
2.2.1 Direct metal laser sintering (DMLS)
The first test specimen was produced using an EOS M290 printer equipped with EOS Maraging Steel MS1 powder [27]. The parameters for the DMLS process are summarized in Table 3. The samples were printed in a 45-degree orientation relative to the print stage to optimize mechanical performance and ensure the integrity of the printed parts. Also, no heat treatment or polishing was applied to the specimens.
Table 3. Parameters used in EOS M290 to print 18Ni-300 sample [27]
|
Parameter |
Power (W) |
Layer Thickness (t) (mm) |
Powder Dosing (%) |
Pressure (Pa) |
Recoating Speed(v) (mm/s) |
Spot Diameter (d) (mm) |
Hatch Distance (h) (mm) |
ED (J/mm³) |
|
Infill |
285 |
0.04 |
300 |
70 |
150 |
0.1 |
0.11 |
431.82 |
The power level during printing was set to 285 W, corresponding to an energy density (ED) of 431.82 J/mm³, calculated using the following equation [34]:
$E D=\frac{P}{v \times h \times t}$ (1)
where, P = power (W), v = scan speed (mm/s), h = layer height (mm), t = hatch spacing (mm). Prior to the DMLS operation, the CAD model was exported as a *.STL file, which was then processed using EOSPRINT software. The software allowed for the presetting of layer thickness to 0.04 mm and recirculation filter pressure to 0.7 bar, followed by the automatic calibration of the manufacturing parameters. The DMLS method enables the rapid fabrication of complex metal parts, which is often challenging with traditional manufacturing processes.
2.2.2 CNC machining
The second specimen was manufactured using a CNC lathe, as illustrated in Figure 1. CNC machines operate on a motorized, programmable platform, controlled by specific input instructions in the form of G-code and M-code. These instructions guide the machine in executing precise movements for machining operations. In CNC lathes, the material is clamped and rotated while the cutting tool remains stationary, allowing for efficient shaping of the part.
Figure 1. Dimension of the test specimen
2.3 Experimental setup
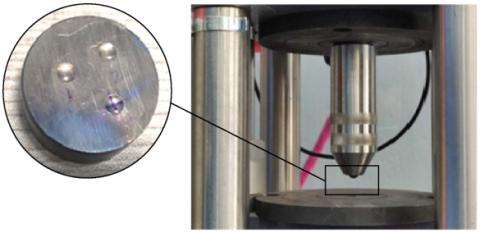
To investigate the mechanical properties of the produced specimens, tensile tests were conducted using computerized tensile test equipment, as shown in Figure 2. The Universal Test Equipment was equipped with a data acquisition system capable of capturing a wide range of mechanical responses during the testing process. The schematic design of the VDAS (Versatile Data Acquisition System) software used for tensile testing is depicted in Figure 3 without heat treatment or polishing applied to the specimens.
Figure 2. Universal test equipment
2.3.1 Sample dimensions
The dimensions of the test specimens are critical for ensuring accurate results in mechanical testing. Figure 3 presents the specific dimensions used for the tensile test samples, designed in accordance with relevant ASTM standards to facilitate comparison across different materials and manufacturing methods.
Figure 3. A schematic design of VDAS software
2.3.2 Hardness testing
Brinell hardness tests were performed on both the 3D-printed and CNC-machined specimens using universal testing equipment, as shown in Figure 4.
Figure 4. Brinell hardness test specimen equipment
The Brinell hardness number (HB) is calculated using the formula [35]:
$\mathrm{HB}=\frac{P}{\pi D\left(D-\sqrt{D^2-d^2}\right)}$ (2)
where, P = applied load (kgf), D = diameter of the indentation (mm). The hardness values provide insight into the material's resistance to deformation and wear, which are crucial for assessing performance in practical applications. The CNC lathe specimen Brinell hardness result is provided in Table 4.
Table 4. The CNC lathe specimen Brinell hardness result
|
Maximum Force (kN) |
Dent Diameter (mm) |
Test Time (sec) |
HB (kgf/mm²) |
|
19.8 |
2.51 |
15 |
399.76 |
|
20.1 |
2.52 |
15 |
405.81 |
|
20.3 |
2.52 |
15 |
408.2 |
2.3.3 Microstructural analysis
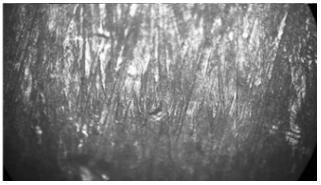
The microstructure of the specimens produced by both manufacturing methods was analyzed using a techno microscope, illustrated in Figure 5. This analysis helps to reveal the influence of manufacturing processes on the microstructural characteristics, which are essential for understanding mechanical behavior. It can be seen from Figure 5 that high coherent and bonded structure were observed on the specimen of 3D printing more that CNC machining.
(a) 3D printer
(b) CNC lathe
Figure 5. A techno microscope of the microstructure for the specimens of a 3D printer and the CNC lathe
The selection of maraging steel MS1 is justified by its outstanding mechanical properties, making it an ideal candidate for high-stress applications. The DMLS process was chosen for its ability to produce complex geometries efficiently while minimizing material waste, which is a significant advantage in modern manufacturing. In contrast, CNC machining offers precision and control, allowing for the creation of geometrically simpler components with high dimensional accuracy.
The combined approach of using both DMLS and CNC machining provides a comprehensive understanding of how different manufacturing methods affect the mechanical properties of maraging steel. This comparative analysis not only enriches the existing literature but also offers practical insights for industry applications.
The present study focused on the mechanical properties of two specimens manufactured by different processes: They are fabricated using two processes, one using DMLS and the second via CNC machining. The goal was to see the effect that manufacturing processes had on the mechanical properties, the microstructure, durability, and strength of the product. As a robust method for assessment of material structure coherency and behavior under applied loads, a tensile test was employed.
3.1 Mechanical properties
After the tensile tests, the stress-strain curves of the specimens were produced, as shown in Figure 6. Results indicated that the DMLS specimen withstood higher stress levels, while remaining at lower strain than that of the CNC machined specimen. Observation of this suggests that the strength and coherence of the structural particles in the DMLS specimen stems from a strong degree of bonding between deposited particles of structured material.
Figure 6. The stress-strain curves of the two specimens
A large margin was found concerning the tensile strength of the CNC machined specimen (1145.8MPa) over the specimen produced using DMLS (542.45MPa). The result of these findings is consistent with previous studies such as Suryawanshi et al. [12] that found the maximum stress for aged maraging steel printed 3D was 1360.1±79MPa before aging and 2216.1±156MPa after aging.
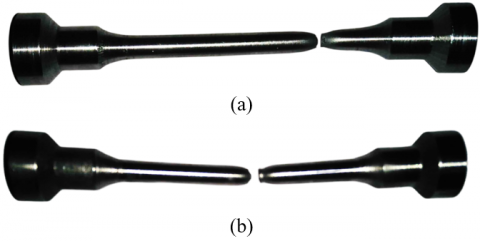
Figure 7 presents the fracture patterns after the tensile tests. The fracture of the CNC machined specimen was from above (Figure 7 (a)), while the fracture of the DMLS specimen was from the center (Figure 7 (b)). The location of the necking point in both samples suggested that material structure and metal atom distribution in the DMLS specimen were more coherent compared to that of the CNC machined specimen.
Figure 7. Fractured specimens after tensile tests. (a) CNC lathe specimen (b) 3D printer specimen
It can be concluded that the CNC machining process, including the coolant conditions, may have compromised the bonding of the material particles, resulting in internal fractures that reduced the overall strength and durability of the material. This observation is supported by the similarity in fracture locations between the experimental and simulation results for the DMLS specimen.
3.2 Comparison with simulation results
The experimental results were compared with theoretical results obtained from the SOLIDWORKS simulation, detailed in Table 5 and illustrated in Figure 8. The simulation focused solely on maraging steel due to data availability, allowing for a theoretical baseline comparison.
Table 5. Mechanical properties of specimens
|
The Specimen |
Upper Yield (Mpa) |
Lower Yield (Mpa) |
Ultimate Stress (Mpa) |
Fracture Stress (Mpa) |
|
Printing by DMLS |
213.05 |
211.75 |
1145.8 |
919.7 |
|
Machined by CNC Lathe |
160.09 |
158.76 |
542.45 |
357.2 |
|
Simulation by SOLIDWORKS |
172.9 |
170.1 |
1712 |
1648.6 |
Figure 8. Comparison between experimental and simulation results
The results indicated that the DMLS specimen outperformed the CNC specimen, with an observed deviation of around 33%. This deviation can be attributed to surface roughness and adhesion issues in real manufactured specimens, which differ from idealized conditions assumed in simulations. Additionally, factors such as layer delay times during printing contributed to this deviation. Conversely, the CNC machined specimen exhibited a substantial deviation of 67% from the simulation results. This difference, along with a 50% variation between the DMLS and CNC specimens in terms of ultimate stress, can be linked to the manufacturing processes. The CNC specimen's production typically involves hot rolling and other processes that introduce internal structural defects, adversely affecting its material properties. While the DMLS results were superior, traditional manufacturing processes like CNC machining remain prevalent for various reasons. Firstly, 3D printing of metals is limited to specific alloys and may not cover all types of metals. Secondly, mass production using CNC machining is often more time-efficient and cost-effective, despite the initial appeal of additive manufacturing. The simulation results are taken as an ideal case without considering any manufacturing defects that sometimes occur due to manufacturing processes, such as the effect of ambient temperature, change in tools wear with time etc.
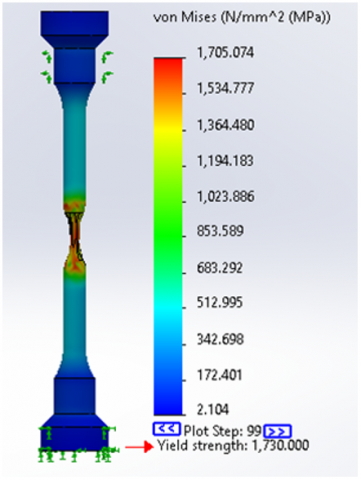
The fracture point for the DMLS specimen was consistently located in the middle of the specimen, as depicted in Figure 9. This observation aligns with the experimental stress tests and further underscores the homogeneity and high ductility of the 3D-printed material. Figure 9 also illustrates the distribution of stresses across the sample, highlighting that maximum stress concentration occurred at the fracture point.
Figure 9. Fracture shape for the specimen based on SOLIDWORKS simulation
The results of this study confirmed the hypothesis that DMLS-produced specimens would possess higher mechanical properties than specimens of similar compositions produced by CNC machining. The mechanical performance of the DMLS specimen was improved over the CNC specimen due to improved particle bonding and improved microstructure, whereas particles bonded internally between CNC specimen manufacturing processes.
Although the DMLS and CNC processes produce different results than both the simulation and experimental results indicate, this clearly illustrates that the complexities of additive manufacturing require further studies to optimize both processes for the realization of improved material performance in practical applications. This research provides valuable information about how modern additive manufacturing techniques can be favored compared with traditional methods for the production of high-strength materials such as maraging steel.
This study focused on investigating and comparing the mechanical properties of two maraging steel specimens manufactured using different methods: DMLS and CNC machining. The primary intention was to investigate how these manufacturing processes influence the mechanical properties and structural quality of the materials. The research hypothesis for DMLS providing superior mechanical properties over CNC machining was consistent in the findings.
Although the results are significant, this research does have limitations. Two manufacturing methods were studied and expanded to explore a greater variety of process parameters or material types. Furthermore, we did not consider the effects of post-processing treatments on mechanical properties, which might be an important aspect for practical applications.
Finally, future work can consider the effect of various parameters such as using different alloys compositions and the post processing such as layers delay time in the DMLS and shot peening in the CNC machining on the mechanical properties of maraging steel in order to obtain more optimized results. Other valuable insights may be derived from investigating the effects on properties of 3D printed components due to different post-processing techniques, e.g. heat treatment. In addition, moving beyond a limited set of materials and processes would give a broader view of how all of these contribute to the performance of a given material. Finally, this study demonstrates the advantages of using DMLS to manufacture maraging steel components, which have superior mechanical properties and structural integrity than optional CNC machining. This research shows the effect of manufacturing processes on part performance and further extends the investigation of additive manufacturing techniques in the realm of materials engineering.
[1] Anto, T., Rajendran, R.C., Agarwal, A., Jayamani, E., Natarajan, V.D. (2024). Investigation of mechanical properties of 3D printed biodegradable polylactic acid reinforced with paper microcrystalline cellulose. Applied Science and Engineering Progress, 17(4): 7540-7540. https://doi.org/10.14416/j.asep.2024.08.007
[2] Agarwal, A., Mthembu, L. (2024). Comparative analysis of Boron-Al metal matix composite and aluminum alloy in enhancing dynamic performance of vertical-axis wind turbine. Processes, 12(10): 2288. https://doi.org/10.3390/pr12102288
[3] Agarwal, A., Dinka, M.O., Ilunga, M. (2024). Enhancing engine cylinder heat dissipation capacity through Direct Optimization (DO) Techniques. Processes, 12(12): 2659. https://doi.org/10.3390/pr12122659
[4] Khajavi, S.H., Holmström, J., Partanen, J. (2018). Additive manufacturing in the spare parts supply chain: Hub configuration and technology maturity. Rapid Prototyping Journal, 24(7): 1178-1192. https://doi.org/10.1108/RPJ-03-2017-0052
[5] Hanzl, P., Zetková, I., Mach, J. (2017). Optimization of the pressure porous sample and its manufacturability by selective laser melting. Manufacturing Technology, 17(1): 34-38. https://doi.org/10.21062/ujep/x.2017/a/1213-2489/MT/17/1/34
[6] Xavior, M.A., Ashwath, P., Batako, A., Jeyapandiarajan, P., Joel, J., Anbalagan, A. (2023). Processing and characterization of aluminium alloy 6061 graphene composite printed by direct metal laser sintering. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2023.03.295
[7] Pradhan, S.R., Singh, R., Banwait, S.S. (2022). On 3D printing of dental crowns with direct metal laser sintering for canine. Journal of Mechanical Science and Technology, 36(8): 4197-4203. https://doi.org/10.1007/s12206-022-0737-y
[8] Xia, W., Mao, Y., Tang, M., Zhang, B., Liu, C. (2024). An adaptive error-based observer method in electro-optical tracking system. Measurement, 232: 114638. https://doi.org/10.1016/j.measurement.2024.114638
[9] EOS. EOS MaragingSteel MS1 Material Data Sheet. https://www.eos.info/metal-solutions/metal-materials/data-sheets/mds-eos-maragingsteel-ms1.
[10] Zetková, I., Thurnwald, P., Bohdan, P., Trojan, K., Ganev, N., Zetek, M., Kepka, M., Kepka, M., Houdková, Š. (2024). Improving of mechanical properties of printed maraging steel. Procedia Structural Integrity, 54: 256-263. https://doi.org/10.1016/j.prostr.2024.01.081
[11] Tan, C., Zhou, K., Ma, W., Zhang, P., Liu, M., Kuang, T. (2017). Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel. Materials & Design, 134: 23-34. https://doi.org/10.1016/j.matdes.2017.08.026
[12] Suryawanshi, J., Prashanth, K.G., Ramamurty, U. (2017). Tensile, fracture, and fatigue crack growth properties of a 3D printed maraging steel through selective laser melting. Journal of Alloys and Compounds, 725: 355-364. https://doi.org/10.1016/j.jallcom.2017.07.177
[13] Branco, R., Costa, J.D., Berto, F., Razavi, S.M.J., Ferreira, J.A.M., Capela, C., Santos, L., Antunes, F. (2018). Low-cycle fatigue behaviour of AISI 18Ni300 maraging steel produced by selective laser melting. Metals, 8(1): 32. https://doi.org/10.3390/met8010032
[14] Duda, T., Raghavan, L.V. (2016). 3D metal printing technology. IFAC-PapersOnLine, 49(29): 103-110. https://doi.org/10.1016/j.ifacol.2016.11.111
[15] Kushwaha, A.K., Rahman, M.H., Slater, E., Patel, R., Evangelista, C., Austin, E., Tompkins, E., McCarroll, A., Rajak, D.K., Menezes, P.L. (2022). Powder bed fusion-based additive manufacturing: SLS, SLM, SHS, and DMLS. In Tribology of Additively Manufactured Materials. Elsevier, pp. 1-37. https://doi.org/10.1016/B978-0-12-821328-5.00001-9
[16] Anand, M., Das, A.K. (2021). Issues in fabrication of 3D components through DMLS Technique: A review. Optics & Laser Technology, 139: 106914. https://doi.org/10.1016/j.optlastec.2021.106914
[17] Ansell, T.Y., Ricks, J.P., Park, C., Tipper, C.S., Luhrs, C.C. (2020). Mechanical properties of 3D-printed maraging steel induced by environmental exposure. Metals, 10(2): 218. https://doi.org/10.3390/met10020218
[18] Shamantha, C.R., Narayanan, R., Iyer, K.J.L., Radhakrishnan, V.M., Seshadri, S.K., Sundararajan, S., Sundaresan, S. (2000). Microstructural changes during welding and subsequent heat treatment of 18Ni (250-grade) maraging steel. Materials Science and Engineering: A, 287(1): 43-51. https://doi.org/10.1016/S0921-5093(00)00838-8
[19] Carson, C. (2014). Heat treating of maraging steels. In Heat Treating of Irons and Steels. ASM International, pp. 468-480. https://doi.org/10.31399/asm.hb.v04d.a0005948
[20] Habiby, F., Ul Haq, A., Khan, A.Q. (1994). The properties and applications of 18% nickel maraging steels. Materials Technology, 9(11-12): 246-252. https://doi.org/10.1080/10667857.1994.11785084
[21] Campbell, J.E., Barone, F.J., Moon, D.P. (1964). The mechanical properties of the 18 percent nickel maraging steels. Defense Metals Information Center, Battelle Memorial Institute, 198.
[22] Spitzig, W.A., Sober, R.J., Richmond, O. (1976). The effect of hydrostatic pressure on the deformation behavior of maraging and HY-80 steels and its implications for plasticity theory. Metallurgical Transactions A, 7: 1703-1710. https://doi.org/10.1007/BF02817888
[23] Longhitano, G.A., Larosa, M.A., Jardini, A.L., de Carvalho Zavaglia, C.A., Ierardi, M.C.F. (2018). Correlation between microstructures and mechanical properties under tensile and compression tests of heat-treated Ti-6Al-4 V ELI alloy produced by additive manufacturing for biomedical applications. Journal of Materials Processing Technology, 252: 202-210. https://doi.org/10.1016/j.jmatprotec.2017.09.022
[24] Stanford, M., Kibble, K., Lindop, M., Mynors, D., Durnall, C. (2008). An investigation into fully melting a maraging steel using direct metal laser sintering (DMLS). Steel Research International, 2: 847-852.
[25] Yan, J., Zhou, Y., Gu, R., Zhang, X., Quach, W.M., Yan, M. (2019). A comprehensive study of steel powders (316L, H13, P20 and 18Ni300) for their selective laser melting additive manufacturing. Metals, 9(1): 86. https://doi.org/10.3390/met9010086
[26] Turk, C., Zunko, H., Aumayr, C., Leitner, H., Kapp, M. (2019). Advances in maraging steels for additive manufacturing. Berg Huettenmaenn Monatsh, 164(3): 112-116. https://doi.org/10.1007/s00501-019-0835-z
[27] EOS M 290. https://www.eos.info/metal-solutions/metal-printers/eos-m-290#key-features, accessed on Feb. 2, 2020.
[28] Gebhardt, A., Hötter, J.S., Gebhardt, A., Hötter, J.S. (2016). 3-Machines for rapid prototyping, direct tooling, and direct manufacturing. Additive Manufacturing: Hanser, 93-290.
[29] Casalino, G., Campanelli, S.L., Contuzzi, N., Ludovico, A.D. (2015). Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Optics & Laser Technology, 65: 151-158. https://doi.org/10.1016/j.optlastec.2014.07.021
[30] Sarcar, M.M.M., Rao, K.M., Narayan, K.L. (2008). Computer aided design and manufacturing. PHI Learning Pvt. Ltd.
[31] Bayraktar, Ö., Uzun, G., Çakiroğlu, R., Guldas, A. (2017). Experimental study on the 3D‐printed plastic parts and predicting the mechanical properties using artificial neural networks. Polymers for Advanced Technologies, 28(8): 1044-1051. https://doi.org/10.1002/pat.3960
[32] Sarafan, S., Wanjara, P., Gholipour, J., Bernier, F., Osman, M., Sikan, F., Molavi-Zarandi, M., Soost, J., Brochu, M. (2021). Evaluation of maraging steel produced using hybrid additive/subtractive manufacturing. Journal of Manufacturing and Materials Processing, 5(4): 107. https://doi.org/10.3390/jmmp5040107
[33] Specification for Superstrength Alloy Steel Forgings. https://cdn.standards.iteh.ai/samples/105740/af04e06a4dc642b6bb54ee74bac2b357/ASTM-A579-A579M-20.pdf.
[34] Joshi, S., Martukanitz, R.P., Nassar, A.R., Michaleris, P. (2023). Metal additive manufacturing processes-Directed energy deposition processes. In Additive Manufacturing with Metals: Design, Processes, Materials, Quality Assurance, and Applications, Springer, Cham, pp. 111-150. https://doi.org/10.1007/978-3-031-37069-4_4
[35] Leyi, G., Wei, Z., Jing, Z., Songling, H. (2011). Mechanics analysis and simulation of material Brinell hardness measurement. Measurement, 44(10): 2129-2137. https://doi.org/10.1016/j.measurement.2011.07.024