Younis Khalid Khdir![]()
© 2025 The author. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The natural fibers are too weak and must be chemically treated to strengthen them. In this article, synthetic and natural fibers were used as reinforcement in epoxy resins with different weight ratios of 2%, 4%, 6%, and 8%. Different epoxy/fiber composites were used to prepare the epoxy/fiber composites. Tensile testing was used to evaluate the mechanical specifications and conditions of composite materials. The results of the study showed the importance of determining the weight ratios of the fibers added to the epoxy resin and the type of distribution. It has been concluded that the addition of fibers to the epoxy matrix improves the tensile behavior and that increasing its amount leads to an increase in the tensile strength in addition to the effect of an increase in its length. The fibers incompletely immersed in the epoxy matrix reduce the tensile behavior. Results showed that using polypropylene with a length of 6 mm will improve the tensile strength from 33.65 MPa to 64.37 MPa, while the other naturally strengthened fibers can enhance the tensile strength in different ratios, such as jute fiber and woven jute fibers. Finally, if the distribution of the fibers in the stress concentration zones is too low, there will be a reduction in the tensile behavior. The results concluded that it would be possible to use both synthetic and natural fibers as secondary fillers for the preparation of composite materials.
tensile properties, natural fiber, synthetic fiber, reinforcement, composite
Composite materials are combining of two or more materials. These substitute traditional materials with high strength and lightweight so as to improve the mechanical properties. A composite material is a merging of both reinforcement materials and matrix. Selection of the reinforcement types is based on application to attain requisite mechanical specifications. The most common fibers are artificial (Synthetic) fibers and natural fibers can be used to strengthen the composite materials. Artificial fibers are the most widely used to strengthen plastics due to their low cost and good mechanical properties. Still, these fibers have weak spots as non-renewable, high density and non-biodegradable, and high energy utilization. Natural fibers are bio-waste and these are simply obtainable at a very low cost as compared to other fibers like carbon glass [1]. The tensile test is performed for several reasons, and the results can be used in selecting proper materials for several engineering applications. Generally, tensile properties are frequently included in the specifications of the material to measure quality and are also considered during the process of producing new materials and shaping processes so that different materials and operations can be balanced. In the end, tensile properties can be used many times to prophesy the behavior of a material under forms of loading other than uniaxial tension [2, 3].
Composite materials existed long before we knew their whereabouts and, above all, their importance. Wood is a combination of cellulose fibers in a lignin matrix. The most primitive composite materials made by man were straw and mud mixed to form bricks used for structural purposes. Silk has been an important fabric in the textile industry due to its luster and excellent mechanical properties. Lightweight, corrosion-resistant, and strong composite materials are used in a rising number of products as more manufacturers discover the advantages of these adaptable materials in some up-to-date society, which all depend on composite materials in some details of our lives. Fiberglass, developed in the late 1940s, was the first modern composite and rested the most usual [4, 5]. An important goal for the industry is to reduce its carbon footprint. For example, to save energy and cost, it is important to replace glass fibers with natural fibers such as flax.
Furthermore, the ability of flax to increase the cushioning properties of a laminate is well known and could be interesting to increase damage tolerance. The tensile properties improved when fiber was added to the polymer and were further improved with the use of a coupling agent. Flax fiber has a specific strength and stiffness compared to other natural and synthetic fibers. Flax fiber has several properties but has some drawbacks [6].
An experimental study has been carried out by Ozsoy et al. [7] to study the tensile, impact, flexural, and toughness properties of the epoxy composites reinforced with chopped carbon fiber. Four different weight fractions (0%, 6%, 8%, 10%) were added as reinforcement to the composites. Ekşi and Genel [8] studied the mechanical behavior of an epoxy composite reinforced with woven and unidirectional fibers experimentally. In their preparation of the composite samples, glass-carbon fibers and woven glass-aramid-carbon fibers with unidirectional shapes were used. Compression, tensile, and shear tests were executed to demonstrate the mechanical behaviors of the composites. Their results showed that unidirectional carbon fiber has better performance than glass fiber. The mechanical behaviors of 0º-oriented unidirectional fiber are better than those of 90º-oriented.
Mortazavian and Fatemi [9] experimentally studied an investigation about the effects of anisotropy on the tensile behavior of the short glass fiber reinforced thermoplastics, using tensile tests in different mold flow directions and with different thicknesses explaining that the tensile strength and modulus of elasticity decreased nonlinearly with sample angle. Also, they proposed a Tsai-Hill criterion to correlate the variation in these properties with fiber direction. The effect of surface texture and fiber size on the energy absorption capacity and strength of fiber-reinforced composites evaluated by Gao et al. [10], using E-Glass-SC-79 epoxy composite laminates studying failure modes during drilling and various energy dissipation damage mechanisms. Total energy absorption per unit volume of the produced composite with hybrid bonding and the punch cut resistance increased between 48% and 100% compared to incompatible bonding. The influence of strain rate on the mechanical properties such as tensile of carbon/epoxy, glass/epoxy, and hybrid (glass-carbon/epoxide) composites were studied theoretically and experimentally in the different strain rate ranges using the drop mass configuration for high strain rate testing also by Naresh et al. [11] in their results showed that the percentage of failure strain for carbon fiber reinforced polymer, glass fiber reinforced polymer and hybrid composites decrease and the tensile strength of glass fiber reinforced polymer and hybrid composites were increased and with increasing strain rate.
Cross and quasi-fiber laminated epoxy composites with nano Al2O3 and also without nano Al2O3 were fabricated by Mohammed et al. [12] and Mohammed et al. [13] using the Ultrasonic Dual Mixing method and Vacuum Assisted Resine Infusion method. Noted in their results, the addition of 2% nano Al2O3 improves the flexural and tensile properties. In the same line of nonenforcement, Mohammed et al. [14] investigated the thermal properties of epoxy/graphene nanocomposites and compared them with epoxy/nano-CaCO3. They investigated various nanoparticle loading of 0.3, 0.6, 0.9, 1.2, 1.5, and 1.8% of weight. Adding nanoparticles enhanced the thermal behavior of the epoxy composite. Loading of 0.6% showed the optimum thermal properties for nanographene composites, while it is 1.5% for the case for nano CaCO3 composites. The epoxy composite enforced by nano-CaCO3 shows more improvement than nanographene composites by a range of 5-30%. However, some drawbacks were noticed at a high nano loading due to the agglomeration.
Shahneel Saharudin et al. [15] investigated Epoxy/multi-layer graphene (MLG) nanocomposites prepared with different acetone dosages of 0, 25, and 50 ml. The results revealed that maximum increase in glass transition temperature, storage modulus, flexural strength, flexural modulus, fracture toughness, and microhardness was observed in the case of epoxy/0.1 wt. % MLG dispersed in an epoxy matrix. Maryudi et al. [16] reported the methodology and testing results of volume fractions of 10%, 20%, and 30% of rice husk in epoxy composites. They found that the highest tensile strength is in the composite with a 10% vol. fraction of rice husk, and the lowest is in composites with a 30% vol. fraction.
Jelic et al. [17] used another technique to determine the mechanical properties of nano-reinforced epoxy composite by silicate nanofillers using digital image correlation (DIC). Testing results using different silicate nanofillers showed that the addition of 3% of dicalcium silicate, magnesium silicate, tricalcium silicate, and wollastonite led to the increment of tensile strength by 31.5%, 29.0%, 27.5%, and 23.5% in comparison with not reinforced epoxy, respectively. Ergün [18] experimentally investigated the mechanical properties of epoxy composite produced with l2O3, SiO2, MgO, and TiO2 hard ceramic filler powders. The most important issue that affects the mechanical properties of particle-reinforced composite is the proper distribution, which is also reported by Hamming et al. [19] and Krishnamoorti [20]. The good dispersion of low-density SiO2 in the resin increased the flexural strength and hardness.
Aluminum foil and Synthetic glass fiber were used for the hybridization of a composite. The hybrids and the composites were made using banana-fiber mats and unidirectional jute [21]. Composites were immersed totally in a NaCl solution so as to create a corrosive environment, and they investigated were mechanical properties. Their results explained that the hybridization with glass fiber has the smallest impact on corrosive conditions [21].
Generally, natural fibers, like polypropylene, jute, and woven jute fibers, are too weak and must be chemically treated to strengthen them. The motivation to develop composite materials stems from the need for stronger, lighter, and more sustainable materials in different industries. The problem statement lies in the optimization of their tensile properties.
The objective of this research on composite fibers is to optimize their unique properties, which are often better than their component materials. Also, it is aimed at improving mechanical properties, such as strength, stiffness, and toughness, as well as enhancing thermal, electrical, or acoustic properties. Here, the focus is on tensile strength. The method of statement of this research for composite materials involves a combination of experimental approaches. Experimental methods, on the other hand, involve testing and characterizing the mechanical properties of composite materials, which has been achieved by tensile testing, which could provide a deeper understanding of the behavior and properties of the proposed composite materials.
In this study, composite materials, which consist of synthetic and natural fibers, are used as reinforcement in epoxy resins with different weight ratios. The composites are produced by using the hand-lay-up technique. Also, the mechanical tensile properties are determined by testing the specimens. The experiment of this study, which is part two indicates all the details on the stages of preparation of the composite materials and the procedures.
2.1 Materials
The mechanical tensile properties of polypropylene, jute and woven jute fibers are used as reinforcement in epoxy resin with acceptable different weight percentages to prepare different composites are studied in an experimental scientific procedure. The specifications of each material used are explained below.
2.1.1 Epoxy
For all the sample preparation, epoxy with its hardeners is used. Sikadur-52, as the base, was used in the matrix, which is a liquid of low viscosity if compared with other thermosets. It is converted to a solid state by adding a hardener (Sikadur-52 hardener) at a ratio of 2:1. The technical specifications of (Sikadur-52) according to the datasheet of Sika company, are listed in Table 1. The reinforcements are polypropylene manufactured by BELMIX company, and their technical specifications are listed in Table 2. Table 3 displays the mechanical properties of Jute fiber, as measured by the study [22].
Table 1. Technical properties of Sikadur-52
|
Properties |
Conditions |
|
Different Temperature |
10℃, 20℃, 30℃, 40℃ |
|
Viscosity mPa.s |
1200, 430, 220 |
|
Density kg/lt |
1.0-1.1 |
|
Compressive Strength N/mm2 |
52 (after 7 days at +23℃) |
|
Flexural Strength N/mm2 |
61 (after 7 days at +23℃) |
|
Tensile Strength N/mm2 |
37 (after 7 days at +23℃) |
|
E-Modulus N/mm2 |
1800 (after 7 days at +23℃) |
|
Color |
Yellowish comp-A, brownish comp-B |
Table 2. Typical properties of the polypropylene fiber as measured and reported by Sultan et al. [22]
|
Properties |
Belmix |
|
Length (mm) |
6, 12, 18, 20 mm |
|
Diameter (µ) |
34 |
|
Material |
Polymerized - Olefin |
|
Density |
0.910 g/cm3 |
|
Melting Point |
160℃ - 170℃ |
|
Color |
White |
|
Tensile Strength |
Strech-enhanced to: 300-400 N/mm2 |
|
Chemical Resistance |
Excellent – especially in alkaline conditions |
Table 3. Mechanical and physical properties of jute fiber [22]
|
Properties |
Jute Fiber |
|
Density (g/cm3) |
1.3 |
|
Young's modulus (GPa) |
26.5 |
|
Tensile Strength (MPa) |
393–773 |
|
Cellulose content (%) |
58–63 |
|
Elongation at break (%) |
1.5–1.8 |
|
Hemicellulose content (%) |
12 |
|
Lignin content (%) |
12–14 |
|
Diameter (μm) |
20–200 |
2.1.2 Unidirectional woven carbon
SikaWrap-230 C type, a unidirectional woven carbon, is used as fiber fabric with accepted strengths, and a dry application process is used for the process of getting the jute fiber shown in Figure 1.
Figure 1. Different types of reinforcement: a) Polypropylene, b) Jute, and c) Woven jute fibers
2.2 Experimental procedure
Sikadur-52 as Base and Sikadur-52 hardener, fixing and adhesive mortar produced in the correct mixing ratio. Normally, the temperature of the material should be at room temperature which is between 15℃ and 25℃ before mixing. Part A is a base, while (B) is a reactor (A), which is a hardener with a mixing ratio of 2:1. It was important to mix two components with Biddle for enough time to harden the molds.
For preparing the test samples, polypropylene, jute, and woven jute fibers are used as reinforcement in epoxy resin with different weight percentages to prepare different types of composites, as explained in Table 4. The desired properties of the final product generally determine the basis for choosing the weight ratios of epoxy fiber composite materials. Factors such as thermal resistance, mechanical strength, corrosion resistance, and cost-effectiveness influence the selection of weight ratios.
Table 4. Compositions and reinforcement types of the prepared samples
|
Sample No. |
Composite Symbol |
Matrix Weight Fraction % |
Reinforcement Type |
|
1 |
Epoxy |
100 |
- |
|
2 |
BM6.2 |
98 |
Polypropylene Fiber 6 mm |
|
3 |
BM6.4 |
96 |
Polypropylene Fiber 6 mm |
|
4 |
BM6.6 |
94 |
Polypropylene Fiber 6 mm |
|
5 |
BM6.8 |
92 |
Polypropylene Fiber 6 mm |
|
6 |
BM12.2 |
98 |
Polypropylene Fiber 12 mm |
|
7 |
BM12.4 |
96 |
Polypropylene Fiber 12 mm |
|
8 |
BM12.6 |
94 |
Polypropylene Fiber 12 mm |
|
9 |
BM12.8 |
92 |
Polypropylene Fiber 12 mm |
|
10 |
J6.2 |
98 |
Jute Fiber 6 mm |
|
11 |
J6.4 |
96 |
Jute Fiber 6 mm |
|
12 |
J6.6 |
94 |
Jute Fiber 6 mm |
|
13 |
J6.8 |
92 |
Jute Fiber 6 mm |
|
14 |
J12.2 |
98 |
Jute Fiber 12 mm |
|
15 |
J12.4 |
96 |
Jute Fiber 12 mm |
|
16 |
J12.6 |
94 |
Jute Fiber 12 mm |
|
17 |
J12.8 |
92 |
Jute Fiber 12 mm |
|
18 |
WJ.2 |
98 |
Woven Jute Fabric |
|
19 |
WJ.4 |
96 |
Woven Jute Fabric |
|
20 |
WJ.6 |
94 |
Woven Jute Fabric |
|
21 |
WJ.8 |
92 |
Woven Jute Fabric |
The weight ratio of epoxy and fiber to achieve the desired properties using different ratios is explained in Table 4. Fiber volume fraction, fiber orientation, and fiber length also play crucial roles in determining the final properties of the composite material. The preparation of the samples and experimental tests are done in the Erbil Technical Engineering College, material lab. Using the hand-lay-out for preparing all the samples for the tests, as shown in Figure 2.
Figure 2. Different types of tested composite fibers
A universal test machine, type WP 300 tensile test machine 20 kN, was used for the tensile tests, as indicated in Figure 3. The stress-strain curve is a graphical representation of the stress-strain relationship of a material. The formula to obtain the stress-strain curve depends on the material's elastic modulus (E) and Poisson's ratio (ν). The strain (ε) is calculated as the change in length (ΔL) divided by the original length (L): ε = ΔL / L. The stress (σ) is then calculated as the force (F) divided by the original cross-sectional area (A): σ = F / A. The resulting stress-strain curve depicts the material's elastic, plastic, and ultimate regions, providing valuable insights for design and engineering applications.
Figure 3. Tensile test machine
Pair strength testing, by tensile testing or tension testing, involves applying a continuously increasing load to the test specimen up to the point of failure. The process creates a stress/strain curve directly from the machine that shows how the material reacts during the tensile test. The data generated during tensile testing is used to determine the mechanical properties of materials and provide the following quantitative measurements. Tensile strength, also considered ultimate tensile strength (UTS), is the maximum tensile stress that a specimen can withstand and is defined as the maximum load divided by the test specimen's original cross-sectional area. Yield strength is the stress at which yielding or permanent plastic deformation is observed to begin.
In general, the tensile of composites is increased by adding fibers to a polymer matrix, which these fibers have higher stiffness and strength values than those of the matrix. Figure 4 shows the samples of the specimen after the tensile test, which are explained with their codes. Analysis of the fiber-reinforced composite (FRC) tensile test sample after fracture is crucial to understanding the properties and behavior of the material. Normally, this analysis involves a visual inspection of the fracture surface to determine failure mechanisms, such as fiber breakage, matrix cracking, or delamination. Such detailed analysis provides valuable information about a material's hardness, strength, and toughness, which are essential for designing and optimizing FRC applications.
Figure 4. Tensile samples after the test
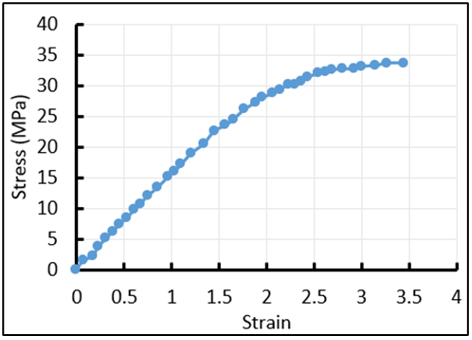
Figure 5 shows the stress-strain curves result of the pure epoxy used in this study, noting that the maximum strength of about 32 MPa can be obtained. The stress-strain curve of pure epoxy can be considered as a common measure of its mechanical behavior under various loads. Normally, the curve shows a linear elastic region at low strains, followed by a nonlinear plastic region at higher strains. This curve can reveal the strength, hardness, and toughness of the used matrix. For pure epoxy, the curve generally shows a lower ultimate tensile strength, a moderate modulus of elasticity, and a large amount of plastic deformation before failure. This strength can be improved through adding different fibers as explained in Table 4.
Figure 5. Stress-strain curve for pure epoxy 100%
Figure 6. Stress-strain curve for BM6
In Figure 6, the experimental results of composite type BM6 are illustrated with different weight percentages of 2%, 4%, 6%, and 8% Polypropylene Fiber 6 mm length. It can be noticed that the content of BM6 enhances and increases the tensile properties and reaches their maximum value with 2% and 8% BM6 composite tensile stress at maximum load from 33.65 MPa for epoxy resin to 64.37 MPa. On the other hand, the maximum tensile stress at maximum load with 6% and 4% for BM6 from 33.65 MPa for epoxy resin to 48.81 MPa, which is lower than the previous case due to incompletely immersed fibers in epoxy matrix.
Figure 7. Stress-strain curve for BM12
The stress-strain curves result, shown in Figure 7, of the composite BM12 are presented with different weight percentages 2, 4, 6, and 8% Polypropylene Fiber 12 mm length. It can be seen that for all weight percentages of adding fibers, there is a drop in the tensile behavior of composite BM12, where the tensile stress at maximum load for these composites, from 33.65 MPa for epoxy resin to 28.29 MPa, this result is different and unexpected because whenever increase in length for the fiber the tensile strength supposed to increase also. However, these results explain that the drop in tensile behavior may be because of non-homogeneous fiber distribution in the epoxy matrix. These results lead to an important point that the orientation of the fiber directly on the tensile strength of the composite means that the fibers do not distribute longitudinally in the direction of the applied tensile load.
The stress-strain curves result of the composite J6 are shown in Figure 8. This type of fiber was used in this study with different weight percentages of 2%, 4%, 6%, and 8% natural jute fiber 6 mm length to produce a different composite. Adding different weight percentages of Jute fiber leads to an increase in the tensile strength of the proposed composite specimen, only 8% of which reaches 53 MPa. In the other percentages of adding fibers, there is a drop in tensile strength to 28.29 MPa. These results explain that adding natural fibers may not lead to improving the tensile strength because the natural fiber's mechanical properties are less strong than pure epoxy. Also, it can be recommended that the natural fiber should be treated chemically to strength it.
Figure 8. Stress-strain curve for Jute6
Figure 9. Stress-strain curve for Jute12
Figure 9 shows the stress-strain curve results of the composite J12. Using different weight percentages of 2, 4, 6, and 8% and natural jute fibers with 12 mm length. It can be seen that there is a drop in tensile stress at maximum load with adding 2% fiber for J12 composite and 4% fiber for J12 composite, where the tensile stress at maximum load for composites: from 33.65 MPa for pure epoxy resin to 28.29 MPa. On the other hand, with increasing weight percentage of added fiber to the J12 composite, there are enhancement and increase in the tensile properties, where with adding the 6% of fiber to the J12 composite, the tensile strength at maximum load reaches 52.34 MPa, and with the addition of 8% of fiber to the J12 composite, the tensile strength at maximum load reach to 60 MPa. These results show that increasing the amount of fiber leads to an increase in the tensile strength in addition to the influence of an increase in its length.
Figure 10 shows the stress-strain curve results of the WJ composite, which is used in this study with different weight percentages of 2, 4, 6, and 8% natural woven jute fibers. With the addition of 2% of natural woven jute fiber to WJ composite, the tensile properties improved, where tensile stress at maximum load from 33.65 MPa for pure epoxy resin to 50.22 MPa. With increasing the amount of the natural woven jute fiber to the pure epoxy to 4% and 6%, there is a drop in the tensile strength behavior, where the stress at maximum load reaches 19.1 MPa, and this is due to fibers distribution in stress concentration regions is very weak. Finally, adding 8% of woven jute fiber to the WJ composite leads to improving the tensile stress at maximum load to reach 52 MPa because woven jute is a multi-direction fiber, then the ability to resist tensile load increases.
Figure 10. Stress-Strain curve for WJ
From among the possible types of composites, it could focus on the BM6 type, in which a higher tensile strength can be obtained due to the very good distribution of the polypropylene fibers in the pure epoxy matrix, then leads to good mechanical properties, and this proposed composite can be used in several applications.
Adding natural fibers to the epoxy matrix improves the tensile behavior in some cases, such as polypropylene fibers and woven jute fibers. Synthetic and natural fibers are used as reinforcement in epoxy resins with different weight ratios of 2%, 4%, 6%, and 8%. Non-homogenous distribution of the fibers in the epoxy matrix can role negatively affect the strength of the materials and also mechanical properties. Any drop in the tensile behavior may be because of the orientation of the fibers along the tension direction or the applied load direction. This means that the direction of the fibers has a great role in the mechanical properties of the proposed composites. Natural fiber is very weak mechanically, and it is not recommended to use it unless it must be treated chemically to strengthen it. Increasing the amount of fiber leads to an increase in tensile strength in addition to the influence of increasing its length, noting that using polypropylene with a length of 6 mm will increase the tensile strength from 33.65 MPa to 64.37 MPa, while the other natural strength fibers can increase the tensile strength different ratios. According to the application of the sample, it can be added more fibers in the location of stress concentration regions, and the fibers should be placed longitudinally according to the direction of loading so as to improve the mechanical properties of the proposed composite, especially in tensile behavior.
The author would like to thank to engineers (Warda Burhan, Gazang Muhammad, and Dastan Edress) for their efforts in helping us with the experimental measurements.
[1] Khoathane, M.C., Vorster, O.C., Sadiku, E.R. (2008). Hemp fiber-reinforced 1-pentene/polypropylene copolymer: The effect of fiber loading on the mechanical and thermal characteristics of the composites. Journal of Reinforced Plastics and Composites, 27(14): 1533-1544. https://doi.org/10.1177/0731684407086325
[2] Ashik, K.P., Sharma, R.S. (2015). A review on mechanical properties of natural fiber reinforced hybrid polymer composites. Journal of Minerals and Materials Characterization and Engineering, 3(5): 420. http://doi.org/10.4236/jmmce.2015.35044
[3] Rahman, R., Putra, S.Z.F.S. (2019). Tensile properties of natural and synthetic fiber-reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites, pp. 81-102. https://doi.org/10.1016/B978-0-08-102292-4.00005-9
[4] Awla, N.J., Khdir, Y.K. (2023). Mechanical properties investigation of unidirectional woven carbon fiber reinforced epoxy matrix composite. Al-Khwarizmi Engineering Journal, 19(1): 24-35. https://doi.org/10.22153/kej.2023.12.001
[5] Awla, N.J., Khdir, Y.K. (2023). Experimental study of mechanical properties of unidirectional woven carbon fiber and fiber glass-epoxy composites. Al-Nahrain Journal for Engineering Sciences, 26(1): 7-13. https://doi.org/10.29194/NJES.26010007
[6] Charlet, K., Jernot, J.P., Gomina, M., Bizet, L., Bréard, J. (2010). Mechanical properties of flax fibers and of the derived unidirectional composites. Journal of Composite Materials, 44(24): 2887-2896. https://doi.org/10.1177/0021998310369579
[7] Ozsoy, N., Ozsoy, M., Mimaroglu, A. (2016). Mechanical properties of chopped carbon fiber reinforced epoxy composites. Acta Physica Polonica A, 130(1): 297-299. https://doi.org/10.12693/APhysPolA.130.297
[8] Ekşi, S., Genel, K. (2017). Comparison of mechanical properties of unidirectional and woven carbon, glass and aramid fiber reinforced epoxy composites. Acta Physica Polonica A, 132(3): 879-882. https://doi.org/10.12693/APhysPolA.132.879
[9] Mortazavian, S., Fatemi, A. (2015). Effects of fiber orientation and anisotropy on tensile strength and elastic modulus of short fiber reinforced polymer composites. Composites Part B: Engineering, 72: 116-129. https://doi.org/10.1016/j.compositesb.2014.11.041
[10] Gao, X., Gillespie Jr, J.W., Jensen, R.E., Li, W., Haque, B.G., McKnight, S.H. (2015). Effect of fiber surface texture on the mechanical properties of glass fiber reinforced epoxy composite. Composites Part A: Applied Science and Manufacturing, 74: 10-17. https://doi.org/10.1016/j.compositesa.2015.03.023
[11] Naresh, K., Shankar, K., Rao, B.S., Velmurugan, R. (2016). Effect of high strain rate on glass/carbon/hybrid fiber reinforced epoxy laminated composites. Composites Part B: Engineering, 100: 125-135. https://doi.org/10.1016/j.compositesb.2016.06.007
[12] Mohammed, A., Hassan, G.I., Khdir, Y.K. (2023). Mechanical behavior of hybrid laminated nano composite containing equal numbers of glass and carbon fiber plies. International Journal of Automotive and Mechanical Engineering, 20(2): 10335-10350. https://doi.org/10.15282/ijame.20.2.2023.01.0799
[13] Mohammed, A.A., Hassan, G.I., Khdir, Y.K. (2023). The dynamic behaviour of symmetrical laminated nano-composite containing equal numbers of glass and carbon fibre layers. Strojniški Vestnik-Journal of Mechanical Engineering, 69(5-6): 224-234. https://doi.org/10.5545/sv-jme.2022.403
[14] Mohammed, T., Rahmah, N., Jawad, L. (2023). Thermal properties of nano-composites: A comparative study between epoxy/graphene and epoxy/CaCO3. Journal of Engineering Science and Technology, 18(1): 424-436.
[15] Shahneel Saharudin, M., Hasbi, S., Okolo, C., Wei, J., Jusoh, R. (2019). The processing of epoxy/multi-layer graphene nanocomposites: Effects of acetone on properties. Journal of Engineering Science and Technology, 14(6): 3131-3142.
[16] Maryudi, M., Hanum, F.F., Vidinda, O.L., Anto, A.D. (2023). Mechanical characteristics of epoxy composite with rice husk charcoal filling material. Indonesian Journal of Chemical Engineering, 1(1): 27-33. https://doi.org/10.26555/ijce.v1i1.457
[17] Jelic, A., Sekulic, M., Travica, M., Grzetic, J., et al. (2022). Determination of mechanical properties of epoxy composite materials reinforced with silicate nanofillers using digital image correlation (DIC). Polymers, 14: 1255. https://doi.org/10.3390/polym14061255
[18] Ergün, Y.A. (2019). Mechanical properties of epoxy composite materials produced with different ceramic powders. Journal of Materials Science and Chemical Engineering, 7(12): 1-8. https://doi.org/10.4236/msce.2019.712001
[19] Hamming, L.M., Qiao, R., Messersmith, P.B., Brinson, L.C. (2009). Effects of dispersion and interfacial modification on the macroscale properties of TiO2 polymer–matrix nanocomposites. Composites Science and Technology, 69(11-12): 1880-1886. https://doi.org/10.1016/j.compscitech.2009.04.005
[20] Krishnamoorti, R. (2007). Strategies for dispersing nanoparticles in polymers. MRS Bulletin, 32(4): 341-347. https://doi.org/10.1557/mrs2007.233
[21] Turjo, S.K.S., Hossain, M.F., Rana, M.S., Al-Mamun, M., Ferdous, M.S. (2024). Durability and mechanical characteristics of unidirectional jute/banana and synthetic fiber reinforcement epoxy composite. Hybrid Advances, 6: 100232. https://doi.org/10.1016/j.hybadv.2024.100232
[22] Sultan, H., Safri, A., Shah, M., Majid, A. (2021). The effects of stacking sequence on dynamic mechanical properties and thermal degradation of kenaf/jute hybrid composites. Journal of Renewable Materials, 9(1): 73-84. https://doi.org/10.32604/jrm.2021.011385