Athraa Hasan*![]() | Ali H. Nahhab
| Ali H. Nahhab![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In this study, we investigated experimentally and statistically this research explores the use of recycled materials (MK, SF, and PA) as partial replacements for cement in concrete and mortar production. These supplementary cementitious materials (SCMs) offer a sustainable alternative while potentially improving mechanical properties and microstructure. The study investigates the effects of binary and ternary SCM substitutions (0-25% by weight) on fresh and hardened concrete properties. A constant water-to-cement ratio (0.485) and superplasticizer dosage (0.5% of cementitious materials) were maintained. Results showed variations in the impact of SCMs on workability (slump flow). While palm ash increased slump flow, SF and MK decreased it. Laboratory testing revealed that SF replacements led to the highest compressive and splitting tensile strengths at 7 and 28 days, often exceeding the control mix. Binary blends with 20% SF and 5-10% MK or PA displayed promising strength improvements. Among ternary blends, 10% SF with 10% PA or 10% MK with 10% PA offered the best results. Interestingly, consistent strength gains were observed with varying replacement ratios for other SCMs when palm ash remained constant at 5%. Overall, the study suggests an optimal replacement level of 10% MK and 5% palm ash. These findings emphasize the potential of SCMs like MK, SF, and PA as sustainable cement replacements in concrete production, highlighting the importance of optimizing replacement levels and mix designs for desired performance and environmental benefits. The level of importance of these parameters on slump flow and compressive and splitting tensile strength was determined by using the analysis of variance (ANOVA) method.
compressive strength, mortar, metakaolin (MK), palm ash (PA), silica fume (SF), splitting tensile strength
The market's high demand for Portland cement (OPC) has resulted in a high level of limestone cement production. The construction industry's reliance on Portland cement (OPC) has significant environmental implications due to its energy-intensive production process and associated greenhouse gas (GHG) emissions. As a primary component of concrete, OPC's impact on the built environment is substantial. The production of OPC, derived primarily from limestone, is a major contributor to global CO2 emissions [1]. The energy-intensive process, coupled with the release of other pollutants, poses significant environmental challenges [2]. The construction industry's rapid growth, driven by urbanization and infrastructure development, has exacerbated the demand for cement, leading to increased CO2 emissions and environmental concerns. To mitigate the environmental impact of cement production and enhance concrete performance, the construction industry has increasingly adopted supplementary cementitious materials (SCMs). These materials, including palm ash (PA), silica fume (SF), and metakaolin (MK), offer several advantages, SCMs contribute to lower CO2 emissions by partially replacing OPC and utilizing industrial by-products [3, 4]. SCMs can improve concrete properties such as strength, durability, and workability [5-7]. SCMs like POFA and fly ash repurpose industrial waste, reducing landfill burden [8]. Palm ash (PA), derived from palm oil production, PA offers pozzolanic properties, contributing to improved concrete strength and durability [9, 10]. Silica fume (SF), produced as a by-product of the silicon and Ferro-silicon alloy industries, SF exhibits exceptional pozzolanic activity, leading to enhanced concrete properties such as strength, durability, and impermeability [11-15]. Metakaolin (MK), derived from kaolin clay, metakaolin is a high-quality pozzolan with benefits such as improved workability, strength, and sulfate resistance [16-21].
The construction industry is under increasing pressure to adopt sustainable practices. This research investigates the potential of incorporating industrial waste products - pulverized ash (PA), metakaolin (M), and silica fume (SF) - as partial substitutes for Portland cement in concrete production. By reducing cement consumption, the study aims to mitigate the environmental impact associated with concrete production, including greenhouse gas emissions and landfill waste. Additionally, the research focuses on developing economically viable methods for utilizing these waste materials to promote the widespread adoption of sustainable construction practices. This study seeks to determine the optimal combinations of PA, M, and SF as cement replacements in concrete to achieve superior mechanical properties. To accomplish this, an extensive experimental program will be conducted. The study will evaluate binary and ternary blends of these waste materials at replacement percentages of 5%, 10%, 15%, 20%, and 25% for each material. The mechanical performance of these concrete mixtures will be compared to a conventional concrete control mix to identify the most effective formulations for both binary and ternary blends.
This section details the experimental program that has been followed in the present study.
3.1 Materials
3.1.1 Cement
This experiment employed ordinary Portland cement (type 1 – Kubaisa) for all mortar samples. Tables 1 and 2 detail its chemical and physical properties, which were verified to comply with the Iraqi specification IQS No. 5/2019.
Table 1. Chemical composition and main compounds of cement
|
Oxide composition |
Abbreviation |
Content (%) |
Limits of Iraqi Specification No.5/1984 |
|
Lime |
CaO |
63.5 |
- |
|
Silica |
SiO2 |
20.0 |
- |
|
Alumina |
Al2O3 |
5.5 |
- |
|
Iron Oxide |
Fe2O3 |
4.28 |
- |
|
Alkalis |
K3O+Na2O |
0.60 |
- |
|
Magnesia |
MgO |
2.03 |
≤5.0% |
|
Sulfate |
SO3 |
1.60 |
≤2.8% if C_3A>5 |
|
Loss on Ignition |
L. O. I. |
1.60 |
≤4.0% |
|
Insoluble residue |
I. R. |
0.89 |
≤1.5% |
|
Lime saturation factor |
L. S. F. |
0.95 |
0.66-1.02 |
|
Free lime |
F. L |
0.26 |
- |
|
Main Compounds (Bogue’s equations) |
|||
|
Tricalcium Silicate |
C3S |
57.75 |
- |
|
Dicalcium Silicate |
C2 S |
13.83 |
- |
|
Tricalcium Aluminate |
C3A |
7.33 |
- |
|
Tetracalcium alumina-Ferrite |
C4AF |
13.02 |
- |
Table 2. Physical properties of cement
|
Physical properties |
Test Results |
Limits of Iraqi Specification No.5/2019 |
|
Specific surface area (Blaine method), m2/kg |
314 |
≥ 250 |
|
Soundness using the autoclave method |
0.61% |
≤ 0.8% |
|
Setting time (Vicat’s apparatus) |
- |
- |
|
Initial setting time, hrs: min. |
155 min |
≥45 min |
|
Final setting time, hrs: min |
255 min |
≤ 10 hr |
|
Compressive Strength (MPa) at: |
||
|
2 Days |
34.80 |
≥ 10 |
|
28 Days |
40.40 |
≥ 32 |
3.1.2 Fine aggregate (Sand)
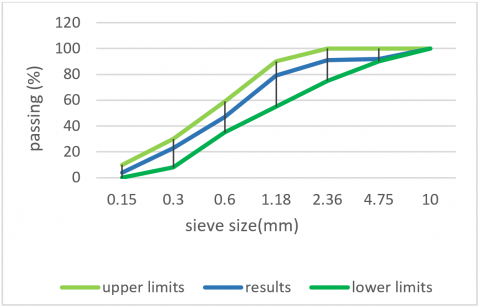
Natural sand was used as the fine aggregate. It meets Iraqi specification IQS No. 45/1984, with a nominal maximum size of 4.75 mm, rounded shape, smooth texture, and a fineness modulus of 3.03, the gradation of the fine aggregates is presented in Figures 1 and 2 and Table 3.
Figure 1. Sieve analysis of fine aggregates
Figure 2. Fine aggregates grading
Table 3. Physical and chemical of fine aggregate properties
|
Physical Properties |
Test Results |
Iraqi Specification No. 45/1984 |
|
Specific gravity |
2.6 |
|
|
Fine material passing sieve (0.075) mm |
3.8 |
≤ 5% |
|
Finesses modulus |
2.8 |
|
|
Sulfate content |
0.2% |
≤ 0.5% |
|
Absorption |
0.9% |
|
3.1.3 Superplasticizer
Master Glenium 54 leverages a unique aqueous solution of a unique carboxylic ether polymer with long lateral chains to significantly enhance cement dispersion and comply with (ASTM-C494/C494M, 2017). This stabilizes the dispersed cement particles, preventing aggregation and promoting flow ability. Consequently, concrete incorporating Master Glenium 54 exhibits a considerably reduced water demand while achieving improved early strength.
3.1.4 Metakaolin
Metakaolin (MK), a high-quality pozzolan conforming to ASTM C 618 Class N, is produced by calcinating kaolin clay at 500-800℃, resulting in fine, white physical properties (Figure 3) for the specific metakaolin used. Here, ordinary Portland cement (OPC) was partially replaced with MK in binary and ternary mixtures at varying replacement rates (5-20%). Table 4 details the physical and chemical properties of the metakaolin used.
Figure 3. Metakaolin used in mixes
3.1.5 Palm ash
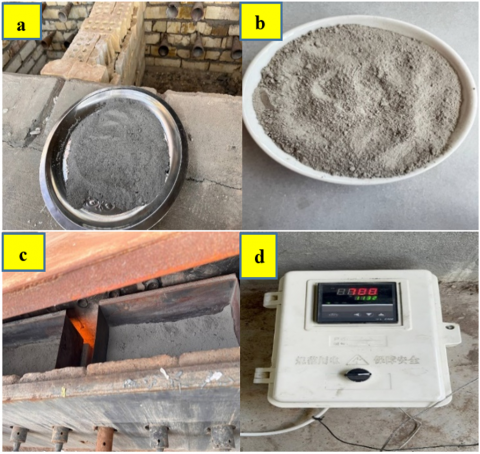
Collection and drying palm fibers (frond base, spines, and fronds) are collected and air-dried for seven days to ensure they are clean and free from impurities. After that, the dried fibers are placed in a clean, open-top metal container and burned randomly in an air current without any ignition aid. The burning process continues until it is complete. Ash collection and sieving: the resulting ash, typically a gray to light gray powder, is collected and sieved through a 0.3 mm sieve to remove any remaining impurities. After that controlled burning, the sieved ash is then burned in a controlled-temperature oven at 700℃ for various durations (0.5, 1, and 1.5 hours). This ensures good burning uniformity and eliminates residual carbon. The burning time is optimized to achieve a high percentage of the desired chemical composition (SiO2+Al2O3+Fe2O3). Finally, the oven-burned ash is ground and passed through a sieve No. 200 (75 μm) to achieve the required fineness, as shown in Figure 4 and Table 4.
Figure 4. Palm ash: (a) after random burning, (b) after controlled burning, (c) palm ash in the controlled furnace, (d) temperature gauge
3.1.6 Silica fume
Silica fume, also known as condensed silica fume or micro silica (ASTM-C1240, 2015), is a byproduct of the silicon and Ferro-silicon alloy industries. This ultrafine material consists of very fine, spherical particles with an average diameter of 0.1 to 1 micron, making it approximately 100 times finer than ordinary Portland cement (Figure 5) for the specific silica fume used in this research. In this experiment, cement was partially replaced with silica fume in binary and ternary mixtures at varying replacement rates between 5% and 20%. The physical and chemical properties of the silica fume are detailed in Table 4.
Figure 5. Silica fume used
Table 4. Composition and properties of PA, SF, and MK
|
Component |
PA |
SF |
MK |
|
SiO2 |
48.3781 |
91 |
51.90 |
|
Al2O3 |
3.662365 |
0.7 |
43.89 |
|
Fe2O3 |
3.191489 |
0.83 |
0.99 |
|
CaO |
22.23579 |
0.5 |
0.20 |
|
MgO |
12.67876 |
0.9 |
0.18 |
|
Na2O |
|
0.38 |
0.01 |
|
K2O |
|
0.9 |
0.12 |
|
SO3 |
9.853505 |
0.80 |
0.00 |
|
Specific gravity |
2.5 |
2.2 |
2600 |
|
Bulk loose density |
|
230-300 kg/m3 |
|
|
Fineness |
480 |
20000 kg/m2 |
2600 kg/m2 |
|
Particle size |
|
<0.1 μm (approx) |
|
|
Specific surface |
|
15,000 to 30,000 kg/m2 |
|
|
Moisture content |
|
|
0.70 % |
|
Loss on ignition |
|
|
0.57 % |
3.2 Mix proportions
Using binary and ternary combinations, a total of 28 mortar formulations with a 1:2.75 cementitious material-to-sand ratio were created. Palm ash (PA), silica fume (SF), and (MK) were substituted for ordinary Portland cement (OPC) in varied proportions, varying from 0% to 25% with intervals of 5%. These combinations were intended to have a constant water/binder ratio of 0.485, and the flow of mortar of 110 ± 5 mm was maintained constant by the employment of a superplasticizer. C109/C109M-20 (2020) procedures were followed in the preparation of the mortar for conducting the flow table test. The fine aggregate-to-binder ratio of 2.75 was employed. Dry components were first added to the mixer, and then water and SP were added thereafter. The components were combined for six to eight minutes until a homogenous consistency was reached. The same process used for binary mixes is used to determine the replacement amounts for each ingredient in ternary mixtures. To ensure consistent dispersion, the dry components are carefully weighed and properly combined. After that, water is added to the plasticizer mixture in order to achieve the necessary consistency. Mix proportion details are shown in Table 5.
Table 5. Mix proportion details (kg/m3)
|
Mix No. |
Mix Type |
OPC |
Sand |
PA |
SF |
MK |
Water |
SP in % by Weight of Binder |
|
1 |
C |
667 |
1834 |
0 |
0 |
0 |
322 |
0 |
|
2 |
PA5 |
634 |
1834 |
34 |
0 |
0 |
322 |
3.333 |
|
3 |
PA10 |
604 |
1834 |
67 |
0 |
0 |
322 |
3.333 |
|
4 |
PA15 |
567 |
1834 |
100 |
0 |
0 |
322 |
3.333 |
|
5 |
PA20 |
534 |
1834 |
134 |
0 |
0 |
322 |
3.333 |
|
6 |
PA25 |
501 |
1834 |
167 |
0 |
0 |
322 |
3.333 |
|
7 |
SF5 |
634 |
1834 |
0 |
34 |
0 |
322 |
3.333 |
|
8 |
SF10 |
604 |
1834 |
0 |
64 |
0 |
322 |
3.333 |
|
9 |
SF15 |
567 |
1834 |
0 |
100 |
0 |
322 |
3.333 |
|
10 |
SF20 |
534 |
1834 |
0 |
134 |
0 |
322 |
3.333 |
|
11 |
MK5 |
634 |
1834 |
0 |
0 |
34 |
322 |
3.333 |
|
12 |
MK10 |
604 |
1834 |
0 |
0 |
64 |
322 |
3.333 |
|
13 |
MK15 |
567 |
1834 |
0 |
0 |
100 |
322 |
3.333 |
|
14 |
MK20 |
534 |
1834 |
0 |
0 |
134 |
322 |
3.333 |
|
15 |
PA5SF5 |
604 |
1834 |
34 |
34 |
0 |
322 |
3.333 |
|
16 |
PA10SF10 |
534 |
1834 |
64 |
64 |
0 |
322 |
3.333 |
|
17 |
PA15SF15 |
467 |
1834 |
100 |
100 |
0 |
322 |
3.333 |
|
18 |
PA20SF20 |
399 |
1834 |
134 |
134 |
0 |
322 |
3.333 |
|
19 |
PA5MK5 |
604 |
1834 |
34 |
0 |
34 |
322 |
3.333 |
|
20 |
PA10MK10 |
534 |
1834 |
64 |
0 |
64 |
322 |
3.333 |
|
21 |
PA15MK15 |
467 |
1834 |
100 |
0 |
100 |
322 |
3.333 |
|
22 |
PA20MK20 |
399 |
1834 |
134 |
0 |
134 |
322 |
3.333 |
|
23 |
PA5SF10 |
567 |
1834 |
34 |
64 |
0 |
322 |
3.333 |
|
24 |
PA5SF15 |
534 |
1834 |
34 |
100 |
0 |
322 |
3.333 |
|
25 |
PA5SF20 |
501 |
1834 |
34 |
134 |
0 |
322 |
3.333 |
|
26 |
PA5MK10 |
567 |
1834 |
34 |
0 |
64 |
322 |
3.333 |
|
27 |
PA5MK15 |
534 |
1834 |
34 |
0 |
100 |
322 |
3.333 |
|
28 |
PA5MK20 |
501 |
1834 |
34 |
0 |
134 |
322 |
3.333 |
3.3 Test specimens and curing
After the preparation of mixes, two sorts of specimens were cast: cubes having the dimension of 50×50×50 mm for compressive strength measures, and cylinders of dimensions of 100×200 mm for the splitting tensile strength measure. After 24 hours of casting, the sample was de-molded and then cured in a water tank for 3, 7, and 28 days at 21℃ +2℃ water temperature.
3.4 Testing methods
3.4.1 Fresh properties tests
Following the mixing procedure outlined in ASTM C1437-17 ("Standard Test Method for Flow of Hydraulic Cement Mortar" by ASTM International, 2017), the flow of the new mortar was immediately evaluated using a flow table compliant with the same standard. The interior surface of the mold was cleaned and moistened before filling the cone with mortar in three layers. Each layer was then uniformly compacted with 25 tamps of a rounded rod across the mold's cross-section. The surface was leveled with a trowel after filling the cone. The cone was then lifted vertically, allowing the mortar to flow freely. The flow diameter was measured in four directions, and the average flow value was calculated from these readings. The average flow recorded after 25 drops on the flow table was 110 ± 5 mm as shown in Figure 6.
Figure 6. Flow test apparatus for mortar
3.4.2 Compressive strength tests
The compressive strength of 50 mm cubic mortar specimens was measured following ASTM C 109 guidelines after water curing for 3, 7, 28, and 90 days. The reported values represent the average compressive strength obtained from testing three individual specimens using a compression testing apparatus as depicted in Figure 7.
Figure 7. Compressive strength test
3.4.3 Splitting tensile strength test
The indirect split tensile strength of cylindrical specimens was determined following ASTM C496 (2004) guidelines. This method utilizes a compressive testing machine to assess tensile strength. Standardized cylinders with a 100 mm diameter and 200 mm length were tested. To ensure uniform load distribution during testing, two thin plywood strips were placed between the sample and the top and bottom bearing blocks of the hydraulic compression machine as shown in Figure 8. The tests were conducted at room temperature for both 7 and 28 days.
Figure 8. Splitting tensile strength test
4.1 Experimental finding of fresh properties
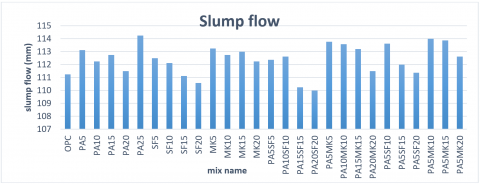
The workability of fresh mortar and concrete is influenced by material composition, mixing proportions, and environmental factors (Figure 9). Replacing Portland cement with palm ash, metakaolin (MK), or silica fume impacts handling ease. Generally, MK reduces workability due to its irregular particle shape and high surface area, requiring increased water content for proper mixing [22-24]. However, some studies [25, 26] suggest that optimal MK content (10-20%) with appropriate water and superplasticizer can enhance flow ability. Despite these exceptions mentioned in references [27, 28], it is typical that MK decreases workability, necessitating careful mix design to achieve desired concrete properties. Replacing Portland cement (OPC) with palm ash (PA) generally improves concrete workability (Figure 9). This enhancement is attributed to PA's binder properties, lower specific gravity, and spherical particle shape [23]. The increased binder paste volume from PA effectively coats and fills voids between aggregate particles, reducing friction and improving flow. However, conflicting results exist. While some studies [29, 30] report increased workability with PA, others [31-34] found reduced workability or the need for additional superplasticizers to maintain the desired slump. The impact of PA on workability seems to depend on factors such as PA particle size, replacement level, and mix design. Silica fume (SF) significantly reduces concrete workability due to its high surface area and irregular particle shape, leading to increased water demand in Figure 9. This often necessitates the use of superplasticizers [35, 36]. Despite reduced workability, SF enhances concrete cohesiveness and reduces segregation due to its high reactivity and pozzolanic properties. SF particle size distribution impacts workability; finer particles improve cement paste consistency, while high surface area increases water demand and negatively impacts workability, especially above 22% replacement levels [37, 38]. Superplasticizers can partially mitigate this effect. While generally reducing workability, SF's influence is complex and depends on various factors, including SF characteristics, water content, and superplasticizer use. Some studies report increased slump with higher SF content [12], suggesting other factors may influence workability. The combination of palm ash (PA) and metakaolin (MK) in ternary blends significantly affects concrete workability, as shown in Figure 9. PA's lubricating properties can potentially offset MK's increased water demand, improving workability. However, the optimal PA-to-MK ratio is critical. Both PA and silica fume (SF) increase water demand due to their high surface area, reducing workability by increasing friction and stiffening the mix. While PA generally enhances workability, MK tends to decrease it. Combining PA and MK can create a balancing effect on workability, but SF consistently reduces it, often requiring admixtures. The specific properties of supplementary cementitious materials (SCMs), such as particle size and shape, influence their impact on mortar workability.
Figure 9. Slump flow test
4.2 Experimental finding of hardened properties
4.2.1 Compressive strength
The compressive strength of all binary and ternary mixtures is shown in Figure 10. Metakaolin (MK) can enhance mortar strength when replacing cement, but its effectiveness depends on the replacement level. While MK initially increases strength due to filling effects, pozzolanic reactions, and improved microstructure, excessive MK can lead to dilution and reduced strength [23, 28, 39-41]. The optimal MK replacement level is typically between 5% and 20%, providing a balance between strength gains and dilution effects. MK's pozzolanic reactions contribute to long-term strength development, but excessive MK can accelerate these reactions, potentially hindering later strength gains. Overall, MK can improve compressive strength, but its impact is influenced by factors such as replacement percentage, curing time, and other mix constituents. Replacing cement with palm ash (PA) generally decreases the early-age compressive strength of mortar. However, long-term strength can improve due to PA's pozzolanic activity, which forms additional calcium-silicate-hydrate (C-S-H) gel, enhancing the concrete microstructure [2, 23, 29, 42-44]. The optimal PA replacement level varies [29, 45, 46]. Factors like PA fineness, mix proportions, and curing conditions influence strength development [30]. While some studies show early strength reductions, long-term gains are often observed [32]. Silica fume (SF) significantly enhances concrete compressive strength due to its fine particle size and high pozzolanic activity Figure 10. This leads to increased calcium-silicate-hydrate (C-S-H) formation, resulting in a denser microstructure [37]. While increasing SF content generally improves strength, there's an optimal replacement level beyond which strength can decrease due to dilution or increased water demand [36, 47]. The positive impact of SF is often more pronounced at early ages [48, 49], but extends to later ages due to continued pozzolanic reactions [50]. Ternary blends incorporating palm ash (PA), metakaolin (MK), and silica fume (SF) as cement replacements exhibit varying strength performance. While generally offering improvements, combinations of PA and MK often result in lower strength compared to the control, especially at higher PA contents. However, combining PA and SF (10% each) achieved the highest observed strength after 90 days. Exceeding 20% total replacement in ternary blends typically reduces strength due to dilution and limited pozzolanic reactions. Incorporating SF can mitigate these issues and enhance overall performance. Carefully optimized ternary blends, particularly those including SF, can significantly improve compressive strength compared to control mortars.
Figure 10. Compressive strength test results mixtures
4.2.2 Splitting tensile strength
The tensile strength of all binary and ternary mixtures is shown in Figure 11. Metakaolin (MK) can enhance both the compressive and tensile strength of mortar, but its impact is complex and influenced by replacement levels [24, 27, 28, 39]. While initial strength improvements are observed with up to 5% MK replacement, further increases may yield diminishing returns due to potential limitations in reaction kinetics. Tensile strength generally correlates with compressive strength, with improvements often seen with higher MK content. However, excessive MK can lead to reductions in both compressive and tensile strength. Optimal MK replacement levels for maximizing strength typically range between 5% and 15%. Beyond this range, strength properties can deteriorate. Palm ash (PA) can enhance concrete tensile strength at lower replacement levels (up to 5%) but negatively impacts strength at higher levels due to dilution effects and slower reaction kinetics [51]. While early strength may be compromised, PA's pozzolanic activity contributes to significant strength gains at later ages through the formation of additional C-S-H gel and improved microstructure [30, 34]. Optimal PA replacement levels typically range between 10% and 20% for balancing strength and other concrete properties. Similar to compressive strength, tensile strength is influenced by pozzolanic reactions and physical properties of PA [51, 52].
Figure 11. Split tensile strength test results of mixtures
While initial strength might decrease, long-term gains are often observed [32]. The splitting tensile strength of mortar specimens was evaluated at 7 and 28 days for various Silica Fume results indicating a general increase in strength with SF content up to 20%, where maximum strength was achieved (4.10 MPa). These findings suggest that a 20% SF replacement level may be optimal for long-term strength development. Additionally, the study indicates that SF significantly enhances the splitting tensile strength of mortar compared to the control mix. The inclusion of SF into concrete mixes has a good influence on the growth of the splitting tensile strength of concrete. Karthikeyan and Dhinakaran [53] showed that 10% SF increased the splitting tensile strength rating (at 5% - 15%). Smarzewski [54] found that 10% SF was the perfect quantity to create the greatest tensile strength, but increasing the SF percentage led to decreased tensile strength (at 5% - 25%). Liu et al. [55] stated the tensile strength declined first and later climbed when the SF concentration increased from 5% to 30% (at 5% - 30%). Amin et al. [11] stated that the utilization of 7% SF has resulted in the highest tensile strength of concrete (5% - 10%). Alani et al. [56] discovered that 0%, 10%, and 20% of the use of 20% SF as a cement replacement boosted the tensile strength of concrete to obtain the highest value.
Wang et al. [57] found incorporating SF leads to a notable increase in splitting tensile strength at 28 days compared to the control mix without SF. Combining palm ash (PA) and silica fume (SF) or metakaolin (MK) as cement replacements can enhance concrete strength, but optimal replacement levels are crucial for maximizing performance. (PA + SF) combined replacement levels up to 15% increase strength, with the highest strength achieved at 10%. Beyond 15%, strength decreases due to dilution and reduced workability. Both PA and SF contribute to strength through pozzolanic reactions and filling voids. (PA + MK) similar to PA and SF, optimal combined replacement is around 10%. Strength decreases at higher levels. Fixed 5% PA increasing SF or MK content with a fixed 5% PA generally improves strength, highlighting the potential for optimizing SCM combinations. The interplay between replacement ratios, SCM types, and strength is complex. Careful optimization is essential for achieving desired mechanical properties in concrete applications.
4.3 Statistical analysis of the results
This study employed an ANOVA statistical test at a 5% significance level to assess the differences in mechanical properties (compressive and split tensile strength) among 28 mortar mixes at 3, 7, and 28 days. Each mix was compared to all others and to its own performance at different ages. ANOVA results revealed significant differences in compressive strength among the mixes at all testing ages. This indicates that the type of admixture used significantly influenced compressive strength. Table 6 presents the ANOVA analysis for compressive strength. No significant differences were found in split tensile strength among the mixes at 28 days but there is a difference in age of 3 days. Therefore, the type of admixture did not substantially affect this property. These admixtures can be used to develop mortar with improved split tensile strength. Table 7 provides the ANOVA analysis for split tensile strength.
Table 6. Analysis of Variance (ANOVA) at the 5% significance level of the compressive strength of mortar mixes developed using various types of admixture at 3, 7, and 28 days
|
Descriptive |
Days |
Mean |
Std. Deviation |
Std. Error |
Sig p=0.05 Between Mixes |
|
OPC |
3 (7,28) |
33.933 |
0.586 |
0.338 |
B,C,D,E,F,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
7 (3,28) |
35.333 |
0.551 |
0.318 |
B,C,D,E,F,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
40.133 |
0.379 |
0.219 |
B,C,D,E,F,G,H,I,K,L,M,N,O,P,Q,R,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
PA5 |
3 (28) |
26.937 |
0.331 |
0.191 |
A,C,D,E,F,G,H,K,L,M,N,O,P,Q,R,S,T,U,V,X,Y,Z1,Z2,Z3 |
|
7 (28) |
28.127 |
1.337 |
0.772 |
A,C,D,E,F,K,L,M,N,Q,R,S,T,U,V,Z1,Z2,Z3 |
|
|
28 (3,7) |
32.160 |
0.057 |
0.040 |
A,D,E,F,G,I,J,M,N,P,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
PA10 |
3 (7,28) |
20.207 |
0.947 |
0.547 |
A,B,D,E,F,I,J,M,N,Q,R,S,U,V,W,X,Z2,Z3 |
|
7 (3,28) |
25.140 |
0.069 |
0.040 |
A,B,D,E,F,G,H,I,J,N,O,Q,R,S,T,U,V,Y,Z1,Z2,Z4 |
|
|
28 (3,7) |
30.895 |
0.304 |
0.215 |
A,D,E,F,G,I,J,M,N,O,P,Q,S,T,U,V,W,X,Y,Z1,Z2,Z5 |
|
|
PA15 |
3 (7,28) |
15.733 |
1.102 |
0.636 |
A,B,C,F,G,H,I,K,L,O,P,U,V,W,Y,Z1,Z2,Z3 |
|
7 (3,28) |
20.203 |
1.335 |
0.771 |
A,B,C,F,G,H,K,L,O,P,R,S,U,V,X,Y,Z3 |
|
|
28 (3,7) |
25.430 |
0.000 |
0.000 |
A,B,C,F,G,H,K,L,N,O,P,Q,R,U,V,X,Y,Z3 |
|
|
PA20 |
3 (7,28) |
13.517 |
0.589 |
0.340 |
A,B,C,F,G,H,I,K,L,O,P,Q,T,U,V,W,X,Y,Z1,Z2 |
|
7 (3,28) |
17.595 |
0.233 |
0.165 |
A,B,C,F,G,H,I,J,K,L,M,N,O,P,Q,U,V,W,X,Y,Z1 |
|
|
28 (3,7) |
23.095 |
0.177 |
0.125 |
A,B,C,G,H,I,J,K,L,M,O,P,Q,R,T,U,V,W,X,Y,Z1 |
|
|
PA25 |
3 (7,28) |
10.103 |
0.431 |
0.249 |
A,B,C,D,E,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,V,W,X,Y,Z1 |
|
7 (3,28) |
12.157 |
0.201 |
0.116 |
A,B,C,D,E,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,V,W,X,Y,Z1,Z2,Z7 |
|
|
28 (3,7) |
20.633 |
0.626 |
0.362 |
A,B,C,D,G,H,I,J,K,L,M,O,P,Q,R,T,V,W,X,Y,Z1,Z2 |
|
|
SF5 |
3 (7,28) |
21.680 |
1.724 |
0.995 |
A,B,D,E,F,I,J,K,L,M,N,Q,R,S,T,U,V,W,X,Z2,Z3 |
|
7 (3,28) |
30.410 |
0.040 |
0.023 |
A,C,D,E,F,J,K,L,M,N,P,Q,R,S,T,U,V,W,X,Z1,Z2,Z3 |
|
|
28 (3,7) |
39.260 |
0.255 |
0.180 |
B,C,D,E,F,H,J,K,L,M,N,O,Q,R,S,T,U,V,Z1,Z2,Z3 |
|
|
SF10 |
3 (28) |
21.387 |
0.375 |
0.217 |
A,B,D,E,F,G,I,J,L,M,N,Q,R,S,T,U,V,W,X,Z2,Z3 |
|
7 (-) |
27.967 |
1.993 |
1.151 |
A,C,D,E,F,J,K,M,N,Q,R,S,T,U,V,Z1,Z2,Z3 |
|
|
28 (3) |
33.825 |
6.484 |
4.585 |
A,D,E,F,J,L,M,N,R,S,T,U,V,Z1,Z2,Z3 |
|
|
SF15 |
3 (28) |
26.357 |
3.436 |
1.984 |
A,C,D,E,F,G,H,J,K,L,M,N,O,P,Q,R,S,T,U,V,X,Y,Z1,Z2,Z3 |
|
7 (28) |
29.485 |
3.090 |
2.185 |
A,C,D,E,F,J,K,L,M,N,Q,R,S,T,U,V,W,X,Z1,Z2,Z3 |
|
|
28 (3,7) |
39.020 |
0.933 |
0.660 |
B,C,D,E,F,H,J,K,L,M,N,O,Q,R,S,T,U,V,Z1,Z2,Z3 |
|
|
SF20 |
3 (7,28) |
15.583 |
3.486 |
2.013 |
A,B,C,F,G,H,I,K,L,O,P,T,U,V,W,Y,Z1,Z2,Z3 |
|
7 (3,28) |
35.927 |
1.992 |
1.150 |
B,C,D,E,F,G,H,I,K,L,M,N,O,P,Q,R,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
43.623 |
1.498 |
0.865 |
A,B,C,D,E,F,G,H,I,K,L,M,N,O,P,Q,R,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
MK5 |
3 (7,28) |
19.273 |
2.575 |
1.487 |
A,B,D,E,F,G,I,J,M,N,O,Q,R,S,U,V,W,X,Z2,Z3 |
|
7 (3,28) |
25.043 |
3.314 |
1.913 |
A,B,D,E,F,G,H,I,J,N,O,Q,R,S,T,U,V,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
32.430 |
0.608 |
0.430 |
A,D,E,F,G,I,J,M,N,P,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
MK10 |
3 (7,28) |
18.830 |
0.411 |
0.238 |
A,B,D,E,F,G,H,I,J,M,N,O,R,S,U,V,W,Z2,Z3 |
|
7 (3,28) |
25.350 |
0.261 |
0.150 |
A,B,D,E,F,G,I,J,N,O,Q,R,S,T,U,V,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
30.070 |
0.976 |
0.690 |
A,D,E,F,G,H,I,J,N,O,P,Q,S,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
MK15 |
3 (7,28) |
15.283 |
1.551 |
0.896 |
A,B,C,F,G,H,I,K,L,O,P,T,U,V,W,Y,Z1,Z2,Z3 |
|
7 (3,28) |
23.133 |
1.133 |
0.654 |
A,B,D,E,F,G,H,I,J,O,P,R,S,T,U,V,Y,Z2,Z3 |
|
|
28 (3,7) |
27.300 |
0.113 |
0.080 |
A,B,C,E,F,G,H,I,J,K,N,O,P,Q,S,U,V,W,X,Y,Z3 |
|
|
MK20 |
3 (7,28) |
14.237 |
2.201 |
1.271 |
A,B,C,F,G,H,I,K,L,O,P,Q,T,U,V,W,Y,Z1,Z2,Z30 |
|
7 (3) |
22.267 |
1.086 |
0.627 |
A,B,C,E,F,G,H,I,J,K,L,O,P,R,S,U,V,W,X,Y,Z2,Z3 |
|
|
28 (3) |
21.500 |
0.311 |
0.220 |
A,B,C,D,G,H,I,J,K,L,M,O,P,Q,R,T,V,W,X,Y,Z1,Z2,Z3 |
|
|
PA5SF5 |
3 (7,28) |
21.757 |
0.491 |
0.284 |
A,B,D,E,F,I,J,K,L,M,N,Q,R,S,T,U,V,W,X,Z2,Z3 |
|
7 (3,28) |
28.370 |
0.471 |
0.272 |
A,C,D,E,F,J,K,L,M,N,Q,R,S,T,U,V,Z1,Z2,Z3 |
|
|
28 (3,28) |
34.490 |
2.503 |
1.770 |
A,C,D,E,F,G,I,J,L,M,N,R,S,T,U,V,W,X,Z1,Z2,Z3 |
|
|
PA10SF10 |
3 (7,28) |
20.383 |
1.129 |
0.652 |
A,B,D,E,F,I,J,M,N,Q,R,S,U,V,W,X,Z2,Z3 |
|
7 (3,28) |
26.643 |
0.480 |
0.277 |
A,D,E,F,G,J,M,N,Q,R,S,T,U,V,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
37.580 |
2.503 |
1.770 |
B,C,D,E,F,H,J,K,L,M,N,R,S,T,U,V,Z1,Z2,Z3 |
|
|
PA15SF15 |
3 (7,28) |
16.683 |
1.906 |
1.100 |
A,B,C,E,F,G,H,I,K,N,O,P,S,U,V,W,Y,Z1,Z2,Z3 |
|
7 (3,28) |
20.913 |
1.491 |
0.861 |
A,B,C,E,F,G,H,I,J,K,L,O,P,R,S,U,V,W,X,Y,Z3 |
|
|
28 (3,7) |
34.730 |
0.891 |
0.630 |
A,C,D,E,F,G,I,J,L,M,N,R,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
PA20SF20 |
3 (28) |
14.367 |
0.680 |
0.393 |
A,B,C,,F,G,H,I,K,L,O,P,T,U,V,W,Y,Z1,Z2 |
|
7 (28) |
15.840 |
1.602 |
0.925 |
A,B,C,D,F,G,H,I,J,K,L,M,N,O,P,Q,T,U,V,W,X,Y,Z1,Z2 |
|
|
28 (3,7) |
30.430 |
2.390 |
1.690 |
A,D,E,F,G,H,I,J,N,O,P,Q,S,T,U,V,W,X,Y,Z1,Z2,Z3 |
|
|
PA5MK5 |
3 (28) |
13.447 |
0.206 |
0.119 |
A,B,C,F,G,H,I,K,L,O,P,Q,T,U,V,W,X,Y,Z1,Z2 |
|
7 (28) |
16.510 |
2.468 |
1.425 |
A,B,C,D,F,G,H,I,J,K,L,M,N,O,P,Q,T,U,V,W,X,Y,Z1 |
|
|
28 (3,7) |
23.180 |
0.382 |
0.270 |
A,B,C,G,H,I,J,K,L,M,O,P,Q,R,T,U,V,W,X,Y,Z1 |
|
|
PA10MK10 |
3 (7,28) |
18.130 |
0.524 |
0.303 |
A,B,D,E,F,G,H,I,J,M,N,O,R,S,U,V,W,Z2,Z3 |
|
7 (3,28) |
19.880 |
0.430 |
0.248 |
A,B,C,F,G,H,I,J,K,L,M,O,P,R,S,U,V,W,X,Y,Z3 |
|
|
28 (3,7) |
26.810 |
0.467 |
0.330 |
A,B,C,E,F,G,H,I,J,K,N,O,P,Q,R,S,U,V,W,X,Y,Z3 |
|
|
PA15MK15 |
3 (7,28) |
8.400 |
0.036 |
0.021 |
A,B,C,D,E,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,W,X,Y,Z1,Z3 |
|
7 (3,28) |
10.827 |
0.300 |
0.173 |
A,B,C,D,E,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,V,W,X,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
18.525 |
1.803 |
1.275 |
A,B,C,D,E,G,H,I,J,K,L,M,O,P,Q,R,S,T,V,W,X,Y,Z1,Z2 |
|
|
PA20MK20 |
3 (28) |
6.283 |
0.880 |
0.508 |
A,B,C,D,E,F,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,W,X,Y,Z1,Z2,Z3 |
|
7 (28) |
6.107 |
4.534 |
2.618 |
A,B,C,D,E,F,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,U,W,X,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
14.250 |
1.061 |
0.750 |
A,B,C,D,E,F,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,U,W,X,Y,Z1,Z2,Z3 |
|
|
PA5SF10 |
3 (28) |
25.630 |
0.170 |
0.120 |
A,C,D,E,F,G,H,J,K,L,M,N,O,P,Q,R,S,T,U,V,X,Y,Z1,Z2,Z3 |
|
7 (28) |
25.880 |
0.990 |
0.700 |
A,D,E,F,G,I,J,N,Q,R,S,T,U,V,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
39.957 |
0.313 |
0.181 |
B,C,D,E,F,H,J,K,L,M,N,O,Q,R,S,T,U,V,Y,Z1,Z2,Z3 |
|
|
PA5SF15 |
3 (7,28) |
16.525 |
1.365 |
0.965 |
A,B,C,E,F,G,H,I,K,O,P,S,U,V,W,Y,Z1,Z2,Z3 |
|
7 (3,28) |
26.075 |
1.237 |
0.875 |
A,D,E,F,G,I,J,N,Q,R,S,T,U,V,Y,Z1,Z2,Z3 |
|
|
28 (3,7) |
38.017 |
0.660 |
0.381 |
B,C,D,E,F,H,J,K,L,M,N,O,Q,R,S,T,U,V,Z1,Z2,Z3 |
|
|
PA5SF20 |
3 (7,28) |
20.070 |
0.552 |
0.390 |
A,B,D,E,F,I,J,M,N,Q,R,S,U,V,W,X,Z2,Z3 |
|
7 (3,28) |
30.525 |
0.912 |
0.645 |
A,C,D,E,F,J,K,L,M,N,P,Q,R,S,T,U,V,W,X,Z1,Z2,Z3 |
|
|
28 (3,7) |
37.217 |
1.669 |
0.964 |
A,B,C,D,E,F,H,J,K,L,M,N,R,S,T,U,V,W,Z1,Z2,Z3 |
|
|
PA5MK10 |
3 (28) |
19.900 |
0.990 |
0.700 |
A,B,D,E,F,I,J,M,N,Q,R,S,U,V,W,X,Z2,Z3 |
|
7 (-) |
21.685 |
0.163 |
0.115 |
A,B,C,E,F,G,H,I,J,K,L,O,P,R,S,U,V,W,X,Y,Z3 |
|
|
28 (3) |
26.647 |
2.731 |
1.577 |
A,B,C,E,F,G,H,I,J,K,L,N,O,P,Q,R,S,U,V,W,X,Y,Z3 |
|
|
PA5MK15 |
3 (7,28) |
9.705 |
0.120 |
0.085 |
A,B,C,D,E,G,H,I,J,K,L,M,N,O,P,Q,R,S,T,V,W,X,Y,Z1 |
|
7 (3,28) |
19.140 |
0.438 |
0.310 |
A,B,C,F,G,H,I,J,K,L,M,N,O,P,R,U,V,W,X,Y |
|
|
28 (3,7) |
24.293 |
0.447 |
0.258 |
A,B,C,F,G,H,I,J,K,L,O,P,Q,R,U,V,W,X,Y,Z3 |
|
|
PA5MK20 |
3 (7,28) |
12.510 |
0.028 |
0.020 |
A,B,C,D,G,H,I,J,K,L,M,O,P,Q,T,U,V,W,X,Y,Z1 |
|
7 (3,28) |
16.710 |
0.693 |
0.490 |
A,B,C,D,F,G,H,I,J,K,L,M,N,O,P,Q,T,U,V,W,X,Y,Z1 |
|
|
28 (3,7) |
20.233 |
0.896 |
0.517 |
A,B,C,D,G,H,I,J,K,L,M,O,P,Q,R,T,V,W,X,Y,Z1,Z2 |
Notes: OPC: A, PA5: B, PA10: C, PA15: D, PA20: E, PA25: F, SF5: G, SF10: H, SF15: I, SF20: J, MK5: K, MK10: L, MK15: M, MK20: N, PA5SF5: O, PA10SF10: P, PA15SF15: Q, PA20SF20: R, PA5MK5: S, PA10MK10: T, PA15MK15: U, PA20MK20: V, PA5SF10: W, PA5SF15: X, PA5SF20: Y, PA5MK10: Z1, PA5MK15: Z2, PA5MK20: Z3
Table 7. Analysis of Variance (ANOVA) at the 5% significance level of the split tensile strength of mortar mixes developed using various types of admixture at 7, 28-days
|
Mix Type |
7-Days |
28-Days |
|||||||
|
Mean |
S.D |
S.E |
Sig. Difference |
Mean |
S.D |
S.E |
Sig. Difference |
P Value=0.05 |
|
|
OPC |
1.860 |
0.053 |
0.031 |
C,E,F,H,I,J,O,P,R,U,V,W,X,Y |
1.817 |
0.552 |
0.318 |
B,C,E,H,I,J,K,L,M,N,O,P,Q,R,T,V,W,X,Y |
N.S |
|
PA5 |
2.013 |
0.367 |
0.212 |
E,F,H,I,J,O,P,R,T,U,V,W,X,Y |
2.737 |
0.641 |
0.370 |
A,F,I,J,Q,X,Z1 |
N.S |
|
PA10 |
2.387 |
0.225 |
0.130 |
A,D,E,F,J,R,S,T,U,V,Y,Z2,Z3 |
2.697 |
0.596 |
0.344 |
A,F,I,J,Q,X,Z1 |
N.S |
|
PA15 |
1.900 |
0.365 |
0.211 |
C,E,F,H,I,J,O,P,R,U,V,W,X,Y |
2.483 |
0.412 |
0.238 |
H,I,J,O,Q,X,Z1 |
N.S |
|
PA20 |
1.343 |
0.195 |
0.113 |
A,B,C,D,G,H,I,J,K,L,M,N,O,P,Q,S,W,X,Y,Z1,Z2 |
2.657 |
0.176 |
0.102 |
A,F,I,J,Q,X,Z1, |
S |
|
PA25 |
1.347 |
0.260 |
0.150 |
A,B,C,D,G,H,I,J,K,L,M,N, |
1.730 |
0.101 |
0.059 |
B,C,E,H,I,J,K,L,M,N, |
N.S |
|
SF5 |
2.283 |
0.320 |
0.185 |
E,F,J,R,T,U,V,Y,Z3 |
2.087 |
0.492 |
0.284 |
H,I,JK,O,P,Q,W,X,Y |
N.S |
|
SF10 |
2.707 |
0.309 |
0.178 |
A,B,D,E,F,M,N,Q, |
3.340 |
0.085 |
0.060 |
A,D,F,G,S,U,Z1 |
N.S |
|
SF15 |
2.577 |
0.311 |
0.179 |
A,B,D,E,F,M,N,Q, |
3.860 |
0.141 |
0.100 |
A,B,C,D,E,F,G,K,L,M, |
S |
|
SF20 |
3.085 |
0.757 |
0.535 |
A,B,C,D,E,F,G,K,L,M,N,Q, |
4.102 |
0.215 |
0.152 |
A,B,C,D,E,F,G,K,L,M,N,P,R,S, |
N.S |
|
MK5 |
2.323 |
0.291 |
0.168 |
E,F,J,R,T,U,V,Y, |
2.940 |
0.156 |
0.090 |
A,F,G,I,J,U,Z1 |
S |
|
MK10 |
2.327 |
0.265 |
0.153 |
E,F,J,R,T,U,V,Y, |
2.683 |
0.514 |
0.297 |
A,F,I,J,Q,X,Z1 |
N.S |
|
MK15 |
2.045 |
0.120 |
0.085 |
E,F,H,I,J,O,P,R,T, |
2.793 |
0.072 |
0.042 |
A,F,I,J,Q,Z1 |
S |
|
MK20 |
1.977 |
0.225 |
0.130 |
E,F,H,I,J,O,P,R,T, |
2.603 |
0.404 |
0.233 |
A,F,I,J,O,Q,X,Z1 |
N.S |
|
PA5SF5 |
2.707 |
0.029 |
0.017 |
A,B,D,E,F,M,N,Q, |
3.367 |
0.360 |
0.208 |
A,D,F,G,N,S,U, |
S |
|
PA10SF10 |
2.613 |
0.222 |
0.128 |
A,B,D,E,F,M,N,Q, |
3.123 |
0.480 |
0.277 |
A,D,F,G,J,U,Z1 |
N.S |
|
PA15SF15 |
2.087 |
0.092 |
0.053 |
E,F,H,I,J,O,P,R,T, |
3.597 |
0.462 |
0.267 |
A,B,C,D,E,F,G,L,M,N, |
S |
|
PA20SF20 |
1.363 |
0.146 |
0.084 |
A,B,C,D,G,H,I,J,K,L,M,N,O,P, |
2.843 |
0.591 |
0.341 |
A,F,I,J,U,Z1 |
S |
|
PA5MK5 |
1.867 |
0.155 |
0.090 |
C,E,F,H,I,J,O,P,R, |
2.405 |
0.247 |
0.175 |
H,I,J,O,Q,X |
N.S |
|
PA10MK10 |
1.487 |
0.240 |
0.138 |
B,C,G,H,I,J,K,L,M,N, |
2.713 |
0.515 |
0.297 |
A,F,I,J,Q,X,Z1 |
S |
|
PA15MK15 |
1.027 |
0.107 |
0.062 |
A,B,C,D,G,H,I,J,K,L,M,N, |
1.995 |
0.361 |
0.255 |
H,I,J,K,O,P,Q,R, |
S |
|
PA20MK20 |
1.363 |
0.146 |
0.084 |
A,B,C,D,G,H,I,J,K,L,M,N, |
2.843 |
0.591 |
0.341 |
A,F,I,J,U,Z1 |
S |
|
PA5SF10 |
2.610 |
0.280 |
0.162 |
A,B,D,E,F,M,N,Q, |
3.120 |
1.035 |
0.597 |
A,F,G,J,U,Z1 |
N.S |
|
PA5SF15 |
2.507 |
0.686 |
0.396 |
A,B,D,E,F,J,N,R,S,T,U,V,Y,Z2,Z3 |
3.610 |
0.141 |
0.100 |
A,B,C,D,E,F,G,L,N,S, |
N.S |
|
PA5SF20 |
3.453 |
0.107 |
0.062 |
A,B,C,D,E,F,G,H,I,K,L,M,N,O,P, |
3.053 |
0.373 |
0.215 |
A,F,G,J,U,Z1 |
N.S |
|
PA5MK10 |
2.240 |
0.285 |
0.165 |
E,F,J,R,T,U,V,Y,Z3 |
1.680 |
0.191 |
0.110 |
B,C,D,E,H,I,J,K,L,M,N, |
S |
|
PA5MK15 |
1.850 |
0.315 |
0.182 |
C,E,F,H,I,J,K,L,O,P,R,U,V,W,X,Y |
2.470 |
0.608 |
0.430 |
I,J,O,Q,X |
N.S |
|
PA5MK20 |
1.650 |
0.315 |
0.182 |
C,G,H,I,J,K,L,O,P, |
2.420 |
0.085 |
0.060 |
H,I,J,O,Q,X |
S |
Naming mixtures with the same letters in the previous table.
4.4 Sustainability analysis
Table 8 shows the cost analysis performed to determine overall viability. For all the mixes that have been tested in this experimental program, the results show that the cost decreases when the cement is replaced with PA. For example, the mix of 15PA, and 20PA lower cost than that for the benchmark sample OPC. Furthermore, as the percentage of (SF+PA) in Ternary mix is increased in the mixes, the cost decreases. It is worth pointing out that replacing cement with SF, MK does not provide a significant reduction in the cost. Finally, the results show that employing palm ash as a partial replacement for cement in construction materials resulted in cost reduction and a decreased carbon footprint.
Table 8. Cost estimate
|
Mix No. |
Mix Type |
Price per m3($) |
Drop Percent |
Mix No. |
Mix Type |
Price per m3($) |
Drop Percent |
|
1 |
C |
132.6 |
- |
15 |
PA5SF5 |
132.6 |
-0.02% |
|
2 |
PA5 |
132.2 |
-0.28% |
16 |
PA10SF10 |
131.4 |
-0.92% |
|
3 |
PA10 |
130.6 |
-1.52% |
17 |
PA15SF15 |
129.9 |
-2.01% |
|
4 |
PA15 |
128.9 |
-2.76% |
18 |
PA20SF20 |
128.6 |
-3.04% |
|
5 |
PA20 |
127.2 |
-4.05% |
19 |
PA5MK5 |
134.3 |
1.26% |
|
6 |
PA25 |
125.6 |
-5.29% |
20 |
PA10MK10 |
134.6 |
1.49% |
|
7 |
SF5 |
134.3 |
1.26% |
21 |
PA15MK15 |
134.9 |
1.76% |
|
8 |
SF10 |
134.6 |
1.49% |
22 |
PA20MK20 |
135.3 |
2.02% |
|
9 |
SF15 |
134.9 |
1.76% |
23 |
PA5SF10 |
132.9 |
0.21% |
|
10 |
SF20 |
135.3 |
2.02% |
24 |
PA5SF15 |
133.2 |
0.48% |
|
11 |
MK5 |
136.0 |
2.54% |
25 |
PA5SF20 |
133.6 |
0.73% |
|
12 |
MK10 |
137.8 |
3.90% |
26 |
PA5MK10 |
136.1 |
2.62% |
|
13 |
MK15 |
139.9 |
5.53% |
27 |
PA5MK15 |
138.2 |
4.25% |
|
14 |
MK20 |
142.0 |
7.07% |
28 |
PA5MK20 |
140.3 |
5.79% |
1. Slump flow (Binary mixes): It was found that increasing palm ash (PA) content improved mortar mix slump flow, higher substitutions with SF and MK resulted in a decrease. To achieve the desired slump values, a superplasticizer (SP) addition became necessary for mixes containing higher SF, PA or MK replacements. Notably, binary blends with 20% SF/MK and only 5% PA replacement exhibited the lowest slump levels. Ternary mixes: increasing the replacement ratio of Portland cement with ternary mixtures of (palm ash + silica fume) resulted in a reduction in slump flow. Similarly, ternary mixtures of (palm ash + metakaolin) led to a decrease in slump flow. The lowest collapse resistance was observed when both palm ash and metakaolin replacement rates reached 20%.
2. Compressive and splitting tensile strengths (Binary mixes): Compressive and splitting tensile strengths for mortar containing palm ash or metakaolin at any replacement level exhibited low values at 3 days, but improved with curing time. Optimal compressive and tensile strengths were achieved with the lowest replacement ratios of this admixture. Conversely, mortar incorporating silica fume showed increasing compressive and tensile strengths with higher replacement percentages, culminating in peak values at the maximum replacement level. Ternary mixes: mortar mixes incorporating (palm ash + silica fume) exhibited increasing compressive and tensile strengths with higher replacement levels. Optimal strengths were achieved at the maximum replacement ratio. In contrast, mixtures containing (palm ash + metakolin) demonstrated a similar strength enhancement with increasing replacement, but the most favorable performance was observed at a 10% replacement level.
3. The research findings indicate that the optimal replacement percentages for cement are 20% for silica fume, 5% for metakaolin, and 10% for palm ash.
4. LCA focuses on cost, and replacing cement with 15%, and 20% PA there is has a significant impact on decreasing the cost, however, there is an impact in (Silica Fume + Palm Ash) as cement replacements in a mortar mix on decrease the cost.
[1] Mo, K.H., Alengaram, U.J., Jumaat, M.Z., Yap, S.P., Lee, S.C. (2016). Green concrete partially comprised of farming waste residues: A review. Journal of Cleaner Production, 117: 122-138. https://doi.org/10.1016/j.jclepro.2016.01.022
[2] Ban, C.C., Kang, C.W. (2019). Durability properties of ternary blended flowable high performance concrete containing ground granulated blast furnace slag and pulverized fuel ash. Jurnal Teknologi, 81(4). https://doi.org/10.11113/jt.v81.13205
[3] Ikponmwosa, E., Fapohunda, C., Kolajo, O., Eyo, O. (2017). Structural behaviour of bamboo-reinforced foamed concrete slab containing polyvinyl wastes (PW) as partial replacement of fine aggregate. Journal of King Saud University-Engineering Sciences, 29(4): 348-355. https://doi.org/10.1016/j.jksues.2015.06.005
[4] Ahamed, V.S., Siddiraju, S. (2016). Study of strength of concrete with palm oil fuel ash as cement replacement. International Journal of Civil Engineering and Technology, 7(3): 337-341.
[5] Naveena, S.V.D., Kumar, J.D.C. (2019). Experimental investigation on fibre reinforced beam column joint by partial replacement of cement with GGBS. International Journal of Advanced Technology and Engineering Exploration, 7(2): 215-219.
[6] Mohamad, M.E., Mahmood, A.A., Min, A.Y.Y., AR, N.N. (2018). Palm oil fuel ash (POFA) and eggshell powder (ESP) as partial replacements for cement in concrete. In International Conference on Civil & Environmental Engineering (CENVIRON 2017), Penang, Malaysia, 34: 01004. https://doi.org/10.1051/e3sconf/20183401004
[7] Prakash, G., Suman, S.K., Kumar, M. (2021). Influence of metakaolin content on the properties of pavement quality concrete. Trends in Transport Engineering and Applications, 8(2): 8-20.
[8] Singh, G., Bansal, R.S. (2017). Effect of partial replacement of cement by silica fume and sand by quarry dust on strength and durability of concrete. International Research Journal of Engineering and Technology, 4(9): 414-418.
[9] Al-mulali, M.Z., Awang, H., Khalil, H.A., Aljoumaily, Z.S. (2015). The incorporation of oil palm ash in concrete as a means of recycling: A review. Cement and Concrete Composites, 55: 129-138. https://doi.org/10.1016/j.cemconcomp.2014.09.007
[10] Islam, M.M.U., Mo, K.H., Alengaram, U.J., Jumaat, M.Z. (2016). Mechanical and fresh properties of sustainable oil palm shell lightweight concrete incorporating palm oil fuel ash. Journal of Cleaner Production, 115: 307-314. https://doi.org/10.1016/j.jclepro.2015.12.051
[11] Amin, M., Zeyad, A.M., Tayeh, B.A., Agwa, I.S. (2022). Effect of ferrosilicon and silica fume on mechanical, durability, and microstructure characteristics of ultra high-performance concrete. Construction and Building Materials, 320: 126233. https://doi.org/10.1016/j.conbuildmat.2021.126233
[12] Sharma, M., Behera, P., Saha, S., Mohanty, T., Saha, P. (2022). Effect of silica fume and red mud on mechanical properties of ferrochrome ash based concrete. Materials Today: Proceedings, 60: 55-61. https://doi.org/10.1016/j.matpr.2021.11.372
[13] Sarıdemir, M. (2013). Effect of silica fume and ground pumice on compressive strength and modulus of elasticity of high strength concrete. Construction and Building Materials, 49: 484-489. https://doi.org/10.1016/j.conbuildmat.2013.08.091
[14] Bose, B., Davis, C.R., Erk, K.A. (2021). Microstructural refinement of cement paste internally cured by polyacrylamide composite hydrogel particles containing silica fume and nanosilica. Cement and Concrete Research, 143: 106400. https://doi.org/10.1016/j.cemconres.2021.106400
[15] Yue, Y., Wang, J., Bai, Y. (2022). Tracing the status of silica fume in cementitious materials subjected to deterioration mechanisms with Raman microscope. Materials, 15(15): 5195. https://doi.org/10.3390/ma15155195
[16] Kalaignan, R., Reddy, S.S.M. (2016). Impact of metakaolin on the properties of concrete: A literature review. Advances in Natural and Applied Sciences, 10(14): 198-208.
[17] Ramezanianpour, A.A., Jovein, H.B. (2012). Influence of metakaolin as supplementary cementing material on strength and durability of concretes. Construction and Building materials, 30: 470-479. https://doi.org/10.1016/j.conbuildmat.2011.12.050
[18] Harish, B.A., Hanumesh, B.M., Siddesh, T.M., Sanjay, S.J., Siddhalingesh, B.K. (2016). An experimental study on the behavior of M20 grade cement concrete by partial replacement of cement by rice husk ash (RHA). International Journal of Science Technology & Engineering, 2(11): 883-889.
[19] Sofri, L.A., Mohd Zahid, M.Z.A., Isa, N.F., Azizi Azizan, M., Ahmad, M.M., Ab Manaf, M.B.H., Mustaqqim Abdul Rahim, Ghazaly, Z., Bakar, J.A. Ahmran, M.S.A. (2015). Performance of concrete by using palm oil fuel ash (POFA) as a cement replacement material. Applied Mechanics and Materials, 815: 29-33. https://doi.org/10.4028/www.scientific.net/amm.815.29
[20] Subbamma, V., Reddy, D.K.C. (2016). Experimental study on compressive strength of plain cement concrete with partial replacement of cement by flyash & metakaolin. International Journal of Civil Engineering and Technology, 7(6): 82-89.
[21] Devi, G.S.L., Rao, P.S., Devi, S. (2015). Review on blended concretes. International Journal of Research in Engineering and Technology, 4(3): 117-121.
[22] Busari, A., Akinmusuru, J., Dahunsi, B. (2019). Strength and durability properties of concrete using metakaolin as a sustainable material: Review of literature. International Journal of Civil Engineering and Technology, 10(1): 1893-1902.
[23] Sam, A.R.M., Usman, J., Sumadi, S.R. (2017). Properties of binary and ternary blended cement mortars containing palm oil fuel ash and metakaolin. Journal of the Chinese institute of engineers, 40(2): 170-178. https://doi.org/10.1080/02533839.2017.1287594
[24] Pillay, D.L., Olalusi, O.B., Awoyera, P.O., Rondon, C., Echeverría, A.M., Kolawole, J.T. (2020). A review of the engineering properties of metakaolin based concrete: Towards combatting chloride attack in coastal/marine structures. Advances in Civil Engineering, 2020(1): 8880974. https://doi.org/10.1155/2020/8880974
[25] Muduli, R., Mukharjee, B.B. (2019). Effect of incorporation of metakaolin and recycled coarse aggregate on properties of concrete. Journal of Cleaner Production, 209: 398-414. https://doi.org/10.1016/j.jclepro.2018.10.221
[26] Chen, J.J., Li, Q.H., Ng, P.L., Li, L.G., Kwan, A.K.H. (2020). Cement equivalence of metakaolin for workability, cohesiveness, strength and sorptivity of concrete. Materials, 13(7): 1646. https://doi.org/10.3390/ma13071646
[27] Homayoonmehr, R., Ramezanianpour, A.A., Mirdarsoltany, M. (2021). Influence of metakaolin on fresh properties, mechanical properties and corrosion resistance of concrete and its sustainability issues: A review. Journal of Building Engineering, 44: 103011. https://doi.org/10.1016/j.jobe.2021.103011
[28] Waghe, U., Agrawal, D., Ansari, K., Wagh, M., Amran, M., Alsulami, B.T., Maqbool, H.M., Gamil, Y. (2023). Enhancing eco-concrete performance through synergistic integration of sugarcane, metakaolin, and crumb rubber: Experimental investigation and response surface optimization. Journal of Engineering Research, 12(4): 645-658. https://doi.org/10.1016/j.jer.2023.09.009
[29] Hamada, H.M., Alya’a, A., Yahaya, F.M., Muthusamy, K., Tayeh, B.A., Humada, A.M. (2020). Effect of high-volume ultrafine palm oil fuel ash on the engineering and transport properties of concrete. Case Studies in Construction Materials, 12: e00318. https://doi.org/10.1016/j.cscm.2019.e00318
[30] Chinnu, S.N., Minnu, S.N., Bahurudeen, A., Senthilkumar, R. (2022). Influence of palm oil fuel ash in concrete and a systematic comparison with widely accepted fly ash and slag: A step towards sustainable reuse of agro-waste ashes. Cleaner Materials, 5: 100122. https://doi.org/10.1016/j.clema.2022.100122
[31] Nasir, M., Al-Kutti, W. (2018). Performance of date palm ash as a cementitious material by evaluating strength, durability, and characterization. Buildings, 9(1): 6. https://doi.org/10.3390/buildings9010006
[32] Alqeisi, S., Nahhab, A.H. (2024). The effect of partial substitution of sand with palm ash on enhancing concrete properties. Journal of Building Pathology and Rehabilitation, 9(1): 51. https://doi.org/10.1007/s41024-024-00399-2
[33] Zaimi, S.A., Muhd Sidek, M.N., Hashim, N.H., Mohd Saman, H., Putra Jaya, R., Marzuki, N.A. (2023). Potential of palm oil fuel ash as a partial replacement of fine aggregates for improved fresh and hardened mortar performance. Advances in Civil Engineering, 2023(1): 9064645. https://doi.org/10.1155/2023/9064645
[34] Aisheh, Y.I.A. (2023). Palm oil fuel ash as a sustainable supplementary cementitious material for concrete: A state-of-the-art review. Case Studies in Construction Materials, 18: e01770. https://doi.org/10.1016/j.cscm.2022.e01770
[35] Benaicha, M., Roguiez, X., Jalbaud, O., Burtschell, Y., Alaoui, A.H. (2015). Influence of silica fume and viscosity modifying agent on the mechanical and rheological behavior of self compacting concrete. Construction and Building Materials, 84: 103-110. https://doi.org/10.1016/j.conbuildmat.2015.03.061
[36] Hamada, H.M., Abed, F., Katman, H.Y.B., Humada, A.M., Al Jawahery, M.S., Majdi, A., Yousif, S.T., Thomas, B.S. (2023). Effect of silica fume on the properties of sustainable cement concrete. Journal of Materials Research and Technology, 24: 8887-8908. https://doi.org/10.1016/j.jmrt.2023.05.147
[37] Mehta, A., Ashish, D.K. (2020). Silica fume and waste glass in cement concrete production: A review. Journal of Building Engineering, 29: 100888. https://doi.org/10.1016/j.jobe.2019.100888
[38] Habibi, A., Ramezanianpour, A.M., Mahdikhani, M.,Bamshad, O. (2021). RSM-based evaluation of mechanical and durability properties of recycled aggregate concrete containing GGBFS and silica fume. Construction and Building Materials, 270: 121431. https://doi.org/10.1016/j.conbuildmat.2020.121431
[39] El-Din, H.K.S., Eisa, A.S., Aziz, B.H.A.,Ibrahim, A. (2017). Mechanical performance of high strength concrete made from high volume of Metakaolin and hybrid fibers. Construction and Building Materials, 140: 203-209. https://doi.org/10.1016/j.conbuildmat.2017.02.118
[40] Tawfik, A., Metwally, K.A., Zaki, W., Faried, A.S. (2019). Hybrid effect of nanosilica and metakaolin on mechanical properties of cement mortar. International Journal of Engineering Research & Technology (IJERT), 8(3): 211-215.
[41] Kocak, Y. (2020). Effects of metakaolin on the hydration development of Portland–composite cement. Journal of Building Engineering, 31: 101419. https://doi.org/10.1016/j.jobe.2020.101419
[42] Tangchirapat, W., Khamklai, S., Jaturapitakkul, C. (2012). Use of ground palm oil fuel ash to improve strength, sulfate resistance, and water permeability of concrete containing high amount of recycled concrete aggregates. Materials & Design, 41: 150-157. https://doi.org/10.1016/j.matdes.2012.04.054
[43] Hadi, F.A., Awang, H., Almulali, M.Z. (2015). The effect of oil palm ash incorporation in foamed concrete. Jurnal Teknologi, 75(5). https://doi.org/10.11113/jt.v75.4996
[44] Al-Qutaifi, S., Ethaib, S., Awei Y.R. (2022). Evaluating the impact of inclusion metakaolin and silica fume on the green and mechanical properties of low calcium fly ash concrete. Annales de Chimie - Science des Matériaux, 46(6): 323-331. https://doi.org/10.18280/acsm.460606
[45] Alsubari, B., Shafigh, P., Jumaat, M.Z., Alengaram, U.J. (2014). Palm oil fuel ash as a partial cement replacement for producing durable self-consolidating high-strength concrete. Arabian Journal for Science and Engineering, 39: 8507-8516. https://doi.org/10.1007/s13369-014-1381-3
[46] Zeyad, A.M., Johari, M.M., Tayeh, B.A.,Yusuf, M.O. (2016). Efficiency of treated and untreated palm oil fuel ash as a supplementary binder on engineering and fluid transport properties of high-strength concrete. Construction and Building Materials, 125: 1066-1079. https://doi.org/10.1016/j.conbuildmat.2016.08.065
[47] Guerfi, R., Boudchicha, M.R., Hebhoub, H., Boukhatem, G. (2023). Enhancing self-compacting concrete performance by substituting fine limestone with wood ash. Annales de Chimie - Science des Matériaux, 47(2): 81-89. https://doi.org/10.18280/acsm.470204
[48] Singh, H., Bansal, S. (2015). Effect of silica fume on the strength of cement mortar. International Journal of Research in Engineering and Technology, 4(2): 623-627.
[49] Shi, C., Wang, D., Wu, L., Wu, Z. (2015). The hydration and microstructure of ultra high-strength concrete with cement–silica fume–slag binder. Cement and Concrete Composites, 61: 44-52. https://doi.org/10.1016/j.cemconcomp.2015.04.013
[50] Hatungimana, D., Taşköprü, C., İçhedef, M., Saç, M.M., Yazıcı, Ş. (2019). Compressive strength, water absorption, water sorptivity and surface radon exhalation rate of silica fume and fly ash based mortar. Journal of Building Engineering, 23: 369-376. https://doi.org/10.1016/j.jobe.2019.01.011
[51] Xu, G., Tian, Q., Miao, J., Liu, J. (2017). Early-age hydration and mechanical properties of high volume slag and fly ash concrete at different curing temperatures. Construction and Building Materials, 149: 367-377. https://doi.org/10.1016/j.conbuildmat.2017.05.080
[52] Guerroui, R., Benouis, A. (2023). Adhesion of masonry coating: Effect of mortar consistency and type of substrate. Annales de Chimie - Science des Matériaux, 47(5): 281-286. https://doi.org/10.18280/acsm.470503
[53] Karthikeyan, B., Dhinakaran, G. (2018). Influence of ultrafine TiO2 and silica fume on performance of unreinforced and fiber reinforced concrete. Construction and Building Materials, 161: 570-576. https://doi.org/10.1016/j.conbuildmat.2017.11.133
[54] Smarzewski, P. (2019). Influence of silica fume on mechanical and fracture properties of high performance concrete. Procedia Structural Integrity, 17: 5-12. https://doi.org/10.1016/j.prostr.2019.08.002
[55] Liu, Y., Shi, C., Zhang, Z., Li, N., Shi, D. (2020). Mechanical and fracture properties of ultra-high performance geopolymer concrete: Effects of steel fiber and silica fume. Cement and Concrete Composites, 112: 103665. https://doi.org/10.1016/j.cemconcomp.2020.103665
[56] Alani, A.H., Johari, M.A.M., Noaman, A.T., Bunnori, N.M., Majid, T.A. (2022). Effect of the incorporation of PET fiber and ternary blended binder on the flexural and tensile behaviour of ultra-high performance green concrete. Construction and Building Materials, 331: 127306. https://doi.org/10.1016/j.conbuildmat.2022.127306
[57] Wang, Q., Yao, B., He, J., He, X., Ho, J.C.M. (2022). Impact of condensed silica fume on splitting tensile strength and brittleness of high strength self‐compacting concrete. Structural Concrete, 23(1): 604-618. https://doi.org/10.1002/suco.202000652