Abdul Sameea Jasim Jilabi![]()
© 2024 The author. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Aluminum is currently the most widely used and most important nonferrous material in the industry for its high strength-to-weight ratio, high electrical conductivity, good corrosion resistance and relatively low cost. It is also a highly ductile metal, so it can be easily formed and machined, in addition to being easy to cast and weld. Nowadays, gas tungsten arc welding (GTAW) is the most common and widely used process for welding aluminum and its alloys. Aluminum welding is however conjugated with significant distortion. Severe or uncontrolled distortion generally rises overall production costs owing to the expense of rectification, or perhaps exchanging the welded component with an undistorted component when it is difficult to rectify. GTAW for aluminum plates has been performed employing the back-step welding procedure, with different stitch lengths (75, 50 and 37 mm), besides welding without this procedure for comparison. Measurements revealed a significant decrease in angular distortion with decreasing the stitch length. Angular distortion was reduced by 11.36% while using the back-step welding procedure with a stitch length of 75 mm, and by 14.39% when the length of the stitch was 50 mm. Additionally, it decreased by 38.64% while the back-step welding was performed with a 37 mm stitch length.
aluminum welds, angular distortion, back-step technique, gas tungsten arc welding
Aluminum and its alloys require some special care during welding processes for several reasons. The most important of which is the effect of the thin oxide layer present on the metal surface, which contains moisture that may interact during fusion welding with the liquid metal in the weld pool and release hydrogen, causing porosity. Aluminum has a very high thermal conductivity, so the heat required for welding is rapidly dissipated from the weld joint to the adjacent base metal. Because it has a high coefficient of thermal expansion, welding heat may cause warping and distortion unless certain precautions are taken. It also requires extra care when welding thin sections, which may be warped or bowed due to the welding heat [1, 2]. In the case of welding aluminum alloys, as a result of the decrease in strength and ductility during solidification, cracks may occur in the weld metal or in the over-heated region of the base metal when certain restraints are present. These cracks increase with increasing proportions of alloying elements added to aluminum [1, 3]. Aluminum can either be commercial aluminum (99-99.6% Al min.), which is easy to weld, or in the form of wrought or cast alloys containing many alloying elements, the most important of which are (Mn, Zn, Mg, Cu, Si). Aluminum alloys can also be classified into heat treatable and non-heat treatable alloys.
There are several processes for welding aluminum and its alloys such as shielded metal arc welding (SMAW), gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW), in addition to electrical resistance welding, solid-state welding and others. Nowadays, GTAW is the most common and widely used process for welding aluminum, which involves igniting the electric arc between the tungsten electrode and the workpiece to provide heat required for welding. Thin sections can be welded by this process without the use of filler metal, while separate filler wires are usually used when welding thick sections. This process is similar to gas welding in that the heat source in both is independent (separated) from the filler metal. However, in gas welding, flux is usually used, while in GTAW, inert gas is used to prevent any interaction between the molten weld metal and atmosphere. Argon is commonly used as a covering gas for GTAW of aluminum, but helium is recommended when welding thick sections at high speeds. Mixtures of argon and helium are sometimes used [1, 4].
Unfortunately, GTAW of aluminum may be accompanied by significant distortion. In general, distortion can be defined as a temporary or permanent alteration in the profile and/or measurements of welded components as a result of the heat generated by welding. When the weld metal is deposited, the base material will be heated up, so it will expand (uneven expansion). In the event that this expansion has been prevented or restrained for any reason, deformation will take place. After welding (heating), it will be cooled down, so the base material in addition to the weld metal will contract. In the event that this contraction has been prevented, internal stresses will arise. If this stress causes movement, then distortion will occur in the metal, else, it will remain as residual stresses.
The uneven expansion and therefore uneven contraction of the weld metal and nearby base metals that occur during the heating-cooling cycle of the welding process will distort the welds [5, 6]. Welding distortion is usually caused by three-dimensional changes: the longitudinal contraction that takes place parallel to the weld line, the transverse contraction that takes place perpendicular to the weld line, and the angular alteration that involves rotational movement around the weld line. Of these, angular distortion is typically the most significant and problematic [5].
In general, there are three sources of residual weld stresses: difference in contraction, uneven cooling and phase transformation [2], and four metallic properties which affect the distortion of welds. The highest distortion takes place along with the lowest thermal conductivity, highest coefficient of thermal expansion, lowest elastic modulus and highest yield strength of the material [6, 7]. However, the contraction can be controlled (rather than prevented) through various means. Some can be done prior to welding, like preheating, contra-heating, off-setting and pre-bending. Others can be carried out while welding, like back-step technique, welding sequences and forced cooling, in addition to means that can be applied next the welding like stress relief and hammering or peening [1, 5, 6, 8].
The back-step procedure involves the deposit of stitches individually; each stitch is finished at the start of the former stitch. This procedure is generally utilized for controlling angular distortion whilst welding through decreasing forces of contraction. The expansion forces will then decrease with each stitch left as a result of the constraints caused by the former welds. The back-step procedure therefore prevents accumulation of stresses [6].
After reviewing the previous literature, a research paper [9] was found dealing with the measurement of angular distortion in addition to through-thickness residual stress distribution in the friction-stir 6061-T6 aluminum alloy welds using the neutron diffraction technique. Another work [10] studied the effect of groove type, weld bead profiles and plate rolling direction on the angular distortion associated with automatic gas metal arc welding of AA 5052 H34 aluminum plates measured with a 3D device. However, three research papers were found dealing with angular distortion of gas tungsten arc aluminum alloy welds. In 2007, Wang et al. [11] investigated the warping balanced point and down warping maximum point of dynamic angular distortion of aluminum alloy 5A12 by GTAW process. The results showed that the dynamic angular distortion can be accurately expressed by a mathematical formula, and the warping balanced point, down warping maximum point and the curve slops are the main factors characterizing the dynamic angular distortion curves. Wang et al. [12] also investigated in 2008 the dynamic process of GTAW angular distortion in the overlapped 5A12 aluminum and BT20 titanium alloy plates. The comparison between the aluminum and titanium alloys showed that the downward longitudinal bending and transverse shrinkage were main factors affecting the dynamic angular distortion of these alloys with a 0.32 kJ/mm heat input. The angular distortion of the aluminum alloy was completely reversed when the heat input increased to 0.4 kJ/mm, while the weld center position and buckling distortion became the major factors. Another study on the angular distortion in GTAW of aluminum alloys was investigated in 2013 by Wu et al. [13]. X-ray diffraction technique was used to measure residual stresses generated in 7075 aluminum alloy at different joint angles, whereas the angular distortion was measured using a 3D imaging system. Results showed that both residual stresses and angular distortion were proportional to the joint angle.
By reviewing the above studies, it is noted that they did not address the use of the back-step welding in controlling angular distortion, and also addressed the use of different aluminum alloys. The current research aims to minimize the angular distortion associated with GTAW of commercial aluminum alloy by the use of the back-step procedure in order to improve performance and reduce cost.
2.1 Base material
Table 1 presents the elemental constituents and geometric characteristics of the material used as a base metal in this research.
Table 1. Elemental constituent analysis and geometry of the raw material employed as a base metal
|
Base Metal |
Chemical Composition (wt. %) |
Shape and Cross Section of Raw Material (mm) |
||
|
Al |
Si |
Fe |
||
|
Commercial Aluminum |
99-99.5 |
0.3-0.5 |
0.2-0.4 |
Plate (20*100) |
2.2 Filler metal
Specifications for GTAW aluminum wire used as a filler metal are shown in Table 2 based on the standards of the American Welding Society (AWS) [14].
Table 2. Filler solid wire characteristics.
|
Welding Wire |
Wire Size (mm) |
Typical Properties All Weld Metal |
Wire Composition (wt. %) |
||||||
|
Tensile Strength (MPa) |
Yield Strength (MPa) |
El. (%) |
Si |
Fe |
Zn |
Mn |
Al |
||
|
ER4043 |
3.2 |
165 |
55 |
18 |
5.0 |
0.2 |
0.02 |
0.01 |
Balance |
2.3 Joint configuration
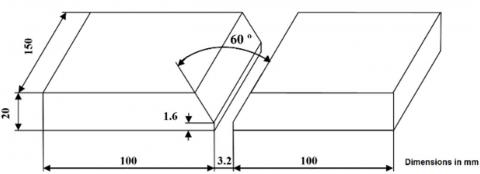
Figure 1 illustrates the geometry of the components to be welded, as well as the corresponding weld joint design adhering to AWS [14]. Figure 2 displays a pre-weld joint photograph.
Figure 1. Design of the weld joint
Figure 2. Pre-weld joint puddle
2.4 Gas tungsten arc welding of aluminum plates
Gas tungsten arc welding of commercial aluminum plates has been performed, initially along the weld line (150 mm) employing the ER4043 filler wire with (12) welding passes. This welding was followed by the use of the back-step welding procedure through lengths of (75, 50 and 37 mm) for each stitch. That is, completion of welding with (two, three and four) stitches for each pass respectively. The following procedures were carefully carried out before welding started:
1. Preparing the edges of a Single V-shaped butt joint using a universal milling machine.
2. Cleaning the surfaces of the aluminum plates to be welded from all contaminants, such as chips, rust, grease, oils etc.
3. Fitting-up the gap between the aluminum plates being welded with an appropriate distance (3.2 mm).
4. Tack welding of the aluminum plates with small beads using the parameters presented in Table 3.
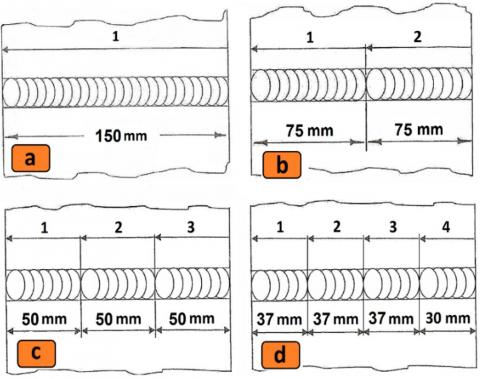
Table 3 shows welding conditions used, and Figure 3 presents a schematic diagram of how aluminum GTAW was performed using the back-step procedure.
Table 3. Conditions of GTAW of aluminum plates
|
Welding Position |
Tungsten Electrode Size (mm) |
Covering Gas Type |
Covering Gas Flow Rate (lpm) |
Welding Current Type |
Welding Current Value (A) |
|
Flat |
3.2 |
Argon |
10 |
AC |
125 |
Figure 3. Schematic diagram for the gas tungsten arc aluminum welds: a) along the weld line; b, c and d) utilizing the back-step welding procedure through lengths of (75, 50 and 37 mm) for each stitch respectively
2.5 Assessment of angular distortion
Angular distortion was assessed employing a three-dimensional coordinate measuring instrument, model CX-652.854, manufactured in Japan by “MITUTOYO”. This instrument employs a contact probe to accurately measure designated points on the weld, and the measurements are displayed on a dial scale of a (0.01 mm) accuracy. Figure 4 shows a photograph of one of the distorted welds and Figure 5 shows the measurement points that were identified on the bottom surface of the welds. The probe touches these points to show the dial scale the differences in the measurements of the points which represent the angular distortion amounts.
Figure 4. A photograph of an angular distorted gas tungsten arc aluminum weld
Figure 5. The location of the measurement points
A Single-V butt joint configuration was chosen due to its prevalence in welded joint design, and its suitability to the base metal thickness used. In addition, the edge preparation of this joint is considered one of the easiest to achieve [1].
Angular distortion values at the designated points on the underside of the welds (as shown in Figure 5) are listed in Table 4. Due to the symmetrical profile of the weld joint utilized, symmetrical distortion was observed across the weld. Therefore, measurement values were recorded for only a single side of each weld.
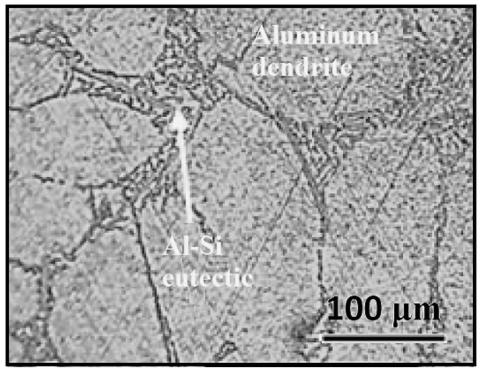
Microscopy for the TIG welds of the commercial aluminum joined by the use of ER4043 welding filler wire shows in Figure 8 that the microstructure consists of aluminum solid solution dendrites separated by eutectics of Al-Si. This structure is similar to that of typical solidification of 4043 Al-alloy (Al-Si alloy), as reported [15-17].
Table 4. Angular distortion in welds
|
Weld No. |
Welding Procedure |
Angular Distortion Values at the Designated Points on the Underside of the Welds by (mm) |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
1 |
Without utilizing the back-step |
0.00 |
1.10 |
2.40 |
3.62 |
4.94 |
6.15 |
|
2 |
Utilizing a back-step of 75 mm per stitch |
0.00 |
1.26 |
2.45 |
3.60 |
4.73 |
5.75 |
|
3 |
Utilizing a back-step of 50 mm per stitch |
0.00 |
1.02 |
2.20 |
3.38 |
4.55 |
5.60 |
|
4 |
Utilizing a back-step of 37 mm per stitch |
0.00 |
1.01 |
1.92 |
2.84 |
3.80 |
4.67 |
The angular distortion value reached (6.15 mm) when GTAW was performed without utilizing the back-step welding procedure. This is because the Single-V butt joint necessitated the deposition of (12) passes, on a single side, in order to be completely filled. This large multiple of welding passes enlarged the cumulative shrinkage, where each pass contracted without encountering forces from the opposite side [5].
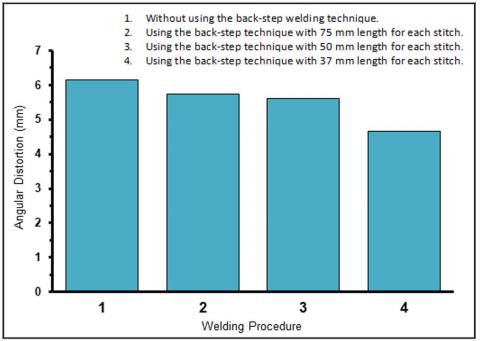
Figure 6 exhibits the angular distortion profile away from the weld center, whereas Figure 7 presents the influence of employing the back-step procedure on angular distortion in aluminum welds. In addition, Percentage reductions in angular distortion are shown in Table 5.
Figure 6. Angular distortion profile in aluminum welds
Figure 7. Influence of utilizing back-step procedure on angular distortion in aluminum welds
Table 5. Percentages of angular distortion reduction
|
Angular Distortion Control Method |
Utilizing a Back-Step Procedure by a Stitch Length of |
||
|
75 mm |
50 mm |
37 mm |
|
|
Angular Distortion Reduction (%) |
6.5 |
8.94 |
24.06 |
Table 4 as well as Figures 6 and 7 obviously indicate a direct correlation between stitch length and angular distortion in back-step welding. Table 5 reveals that the amount of angular distortion reduced by (6.5%) with a 75 mm stitch length (two stitches per pass), and by 8.94% with a 50 mm stitch length (three stitches per pass) when utilizing the back-step procedure. A more significant reduction of 24.06% was achieved with a 37 mm stitch length (four stitches per pass).
Employing only two stitches per weld pass resulted in a modest reduction (6.5%) in angular distortion. The reason for this is that the interval needed for the end of the subsequent stitch to arrive at the onset of the previous stitch was sufficiently long to locate that the previous stitch had mostly contracted. As a result, the expansion of the subsequent stitch in this case is not greatly restricted by the contraction of the previous stitch, except for a slight residual contraction. The length of the interval however relies on the length of the stitch.
On the other hand, the angular distortion was reduced by more (8.94%) while depositing three stitches per weld pass. This is due to the fact that the interval required for the end of the subsequent stitch to arrive at the onset of the previous stitch was less than that in the former case. Therefore, the third stitch, for example, encountered the second stitch still in its contraction phase. In this case, the expansion of the subsequent stitch is restricted by the contraction of the previous stitch.
As for welding each pass with four stitches, the angular distortion notably decreased (24.06%). The reason behind this is that the time period needed for the end of the subsequent stitch to arrive at the onset of the previous stitch was shorter to locate that the previous stitch at the onset of its contraction. In this case, the expansion of the subsequent stitch is greatly restricted by the contraction of the previous stitch.
The back-step procedure is usually employed, during welding, to control of distortion through minimizing shrinkage forces. The expansion reduces with each weld stitch as a result of restraints imposed by the former welds. That is, the back-step procedure prevents the accumulation of stresses [6].
Figure 8. The microstructure of the TIG aluminum weld
This is because the filler wire material (ER4043) is the main constituent of the deposited weld metal using the TIG welding process.
Microscopic examination of cross-sections of the aluminum welds showed no porosity or intergranular cracks, indicating the integrity of the resulting welds.
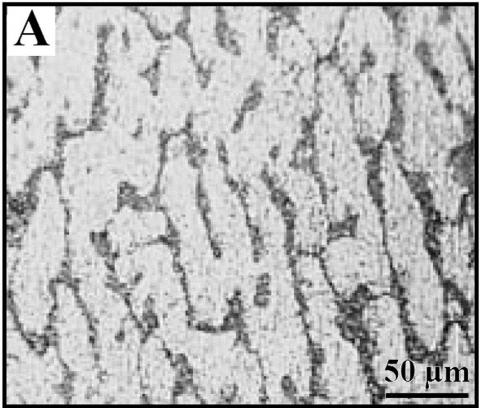
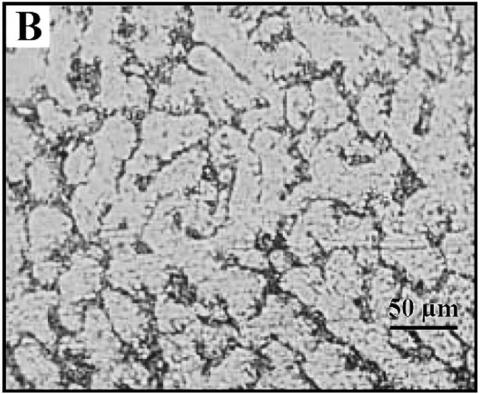
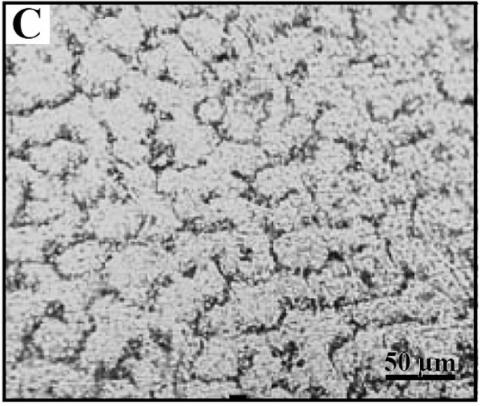
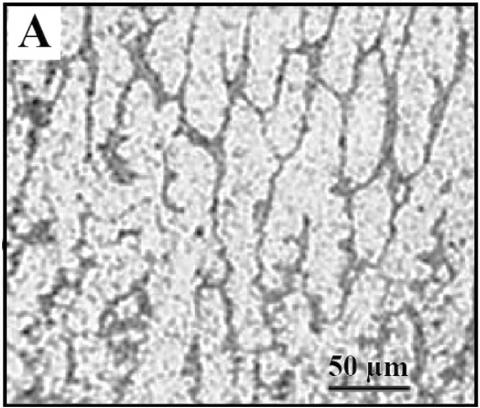
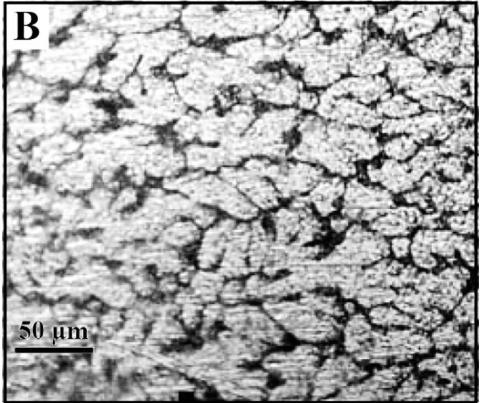
Figure 9 shows the microstructural variation along the center line of the cross-section of the aluminum weld deposited with twelve welding passes without using the back-step procedure.
Figure 9. Microstructures at a) top; b) middle; and c) bottom of the aluminum weld without using the back-step procedure
It can be noted from Figure 9 that the structure depends largely on its location along the center line of the weld cross-section. This is due to the different rates of heating and subsequent cooling experienced while depositing weld passes. The bottom region of the deposited weld has a relatively fine and equiaxed grain structure. The structure appears somewhat courser at the middle region of the weld, while the top region shows a columnar structure.
When the weld metal of the first welding pass (root pass) is deposited, the base metal is relatively cold since it has not been preheated by a weld deposit or any other means. In addition, the relatively high thermal conductivity of aluminum makes heat energy input quickly dissipates from the deposited weld metal towards the colder base metal. These conditions lead to the formation of a columnar dendritic grain structure that grows perpendicular to the cooling surface [18]. This resulting crystal structure is recrystallized into relatively fine equiaxed grains by the heat generated by the deposition of the second pass weld metal, which will also crystallize into a columnar grain structure, to be then recrystallized by the heat of the third pass weld metal, and so on. Therefore, the structure of the bottom region was relatively fine and equiaxed grains.
The relatively coarser grains in the middle region of the weld may be due to the large increase in the amount of heat energy input as a result of the relatively large number of weld deposits. This results in slower cooling rates and thus allows the recrystallized grains to grow slightly. The reason for the columnar crystals in the top region of the weld is the lack of subsequent heating by a welding pass or any other means since it is the last pass deposited.
It is clear from the above that the resulting cooling rate is the main factor that determines and controls the shape and size of the microstructures and therefore is considered an important factor in determining the properties of welds [19].
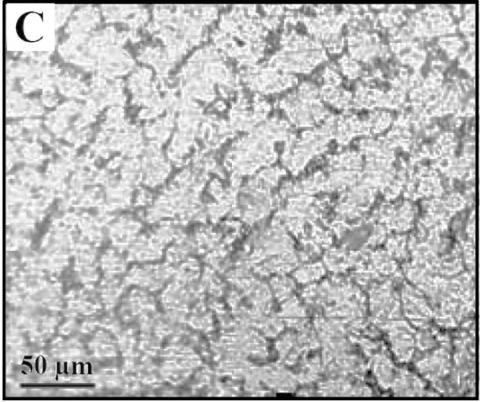
To investigate the effect of using the back-step welding procedure on the microstructures produced in TIG-aluminum welds, and consequently the resulting properties, microscopy was conducted on the weld produced using the back-step welding procedure with a length of 37 mm per stitch which gave the least angular distortion. This research provides a suitable link between the physical changes related to the uneven expansions and contractions accompanying the thermal welding cycle resulting in angular distortion in aluminum welds and the resulting metallurgical changes. Through this link, it is possible to find out whether, or not, the use of back-step welding procedure has negative metallurgical effects, and thus find out whether it is a suitable method for controlling angular distortion in aluminum welds. For comparison, microscopic examination was conducted on the same regions examined in the weld made without using the back-step procedure. It is evident from Figure 10 that the resulting microstructures were very similar to those in Figure 9 in terms of constituents, shape and size of grains.
Figure 10. Microstructures at a) top; b) middle; and c) bottom of the Al weld using a back-step of 37 mm length per stitch
This great similarity in the resulting microstructures may be due to the use of the same welding speed (as well as the other welding conditions shown in Table 3) when applying the back-step welding procedure. This in turn results in the amounts of heat energy input, and hence the resulting cooling rates, being very similar, which is reflected in the similarity of the resulting microstructures. Finally, the use of the back-step procedure requires a little extra time during welding, represented by the time periods required to move from the end of the previous stitch to the beginning of the next stitch. These additional time periods may have the advantage of providing more time for heat energy input to dissipate, which may result in slightly finer microstructures, shown in Figure 10 compared to Figure 9, which is positively reflected in the resulting properties [20].
1. Gas tungsten arc welding of aluminum is associated with large amounts of angular distortion despite its high thermal conductivity, high modulus of elasticity and low yield strength, all of which reduce the possibility of distortion.
2. Back-step welding is an efficient procedure to control angular distortion in gas tungsten arc aluminum welds.
3. Angular distortion in these welds decreases as the back-step stitch length is reduced.
4. Microstructures through the cross-section of the TIG aluminum welds using ER4043 filler metal were similar to the typical solidification structure of 4043 Al-alloy, which is composed of aluminum solid solution dendrites separated by eutectics of Al-Si.
5. Microstructural variations through the cross-section of the aluminum welds deposited with and without utilizing the back-step procedure were very similar. This suggests that the back-step welding is an effective procedure for controlling angular distortion without significantly affecting the microstructures produced in aluminum TIG welds.
To further develop knowledge in this area of study, potential avenues include the following:
1. Study of angular distortion in aluminum welds using other fusion welding methods such as GMAW and laser welding.
2. Use of other metallic alloys as base materials like nickel alloys, with different thicknesses.
|
El. |
elongation, % |
|
wt. |
weight percentage, % |
|
3D |
three dimensional |
|
Subscripts |
|
|
AWS |
American Welding Society |
|
GMAW |
gas metal arc welding |
|
GTAW |
gas tungsten arc welding |
|
SMAW |
shielded metal arc welding |
[1] Khanna, O.P. (1980). Welding Technology: A Textbook for Engineering Students. Dhanpat Rai and Sons.
[2] Mebarki, H., Kebir, T., Benguediab, M., Fekirini, H., Bouchouicha, B., Lebon, F. (2022). Experimental and numerical study of fracture behavior under mixed-mode of Al-alloy AA3003 not welded and welded by FSW process. Annales de Chimie - Science des Matériaux, 46(3): 109-115. https://doi.org/10.18280/acsm.460301
[3] Huang, C., Kou, S. (2003). Liquation cracking in partial-penetration aluminum welds: Effect of penetration oscillation and backfilling. Welding Journal, 82(7): 184S-194S.
[4] Xiao, Y.H., Den Ouden, G. (1990). A study of GTA weld pool oscillation. Welding Research Supplement, 69(8): 289-293.
[5] Abdelmoula, F., Refassi, K., Bouamama, M., Elmeiche, A. (2021). Modal analysis of FSW plate considering the residual stresses effect. Annales de Chimie - Science des Matériaux, 45(1): 75-82. https://doi.org/10.18280/acsm.450110
[6] Sacks, R. (1981). Welding: Principles and Practices. Mission Hills, Calif.: Glencoe, pp. 69-882.
[7] Dumovic, M. (2003). Repair and maintenance procedures for heavy machinery components. Welding Innovation, 20(1): 2-6.
[8] The Lincoln Electric Company (LEC) (1958). New Lessons in Arc Welding. Cleveland.
[9] Woo, W., Choo, H., Brown, D.W., Feng, Z., Liaw, P.K. (2006). Angular distortion and through-thickness residual stress distribution in the friction-stir processed 6061-T6 aluminum alloy. Materials Science and Engineering: A, 437(1): 64-69. https://doi.org/10.1016/j.msea.2006.04.066
[10] Coraini, R., Kobayashi, Y., Gonçalves, G.M.B. (2011). Influence of the type of groove, weaving and rolling direction on the angular distortion in robotic GMAW-P aluminum welding. Soldagem & Inspeção, 16(2): 123-136. https://doi.org/10.1590/S0104-92242011000200005
[11] Wang, R., Liang, Z.X., Zhang, J.X. (2007). Characteristics of dynamic welding angular distortion of an aluminum alloy with TIG welding. Transactions of the China Welding Institution, (3): 29-32.
[12] Wang, R., Liang, Z.X., Zhang, J.X. (2008). Dynamic process of angular distortion between aluminum and titanium alloys with TIG welding. Transactions of Nonferrous Metals Society of China, 18(2): 233-239. https://doi.org/10.1016/S1003-6326(08)60042-4
[13] Wu, S.J., Chung, C.W., Kuo, C.M. (2013). Measurements of residual stress and angular distortion of 7075 aluminum alloy after gas tungsten arc welding. Applied Mechanics and Materials, 302: 452-456. https://doi.org/10.4028/www.scientific.net/AMM.302.452
[14] ASM. (1971). Metals Handbook. -Vol. 6: Welding and Brazing. American Society for Metals.
[15] Knapp, G.L., Gussev, M., Shyam, A., Feldhausen, T., Plotkowski, A. (2022). Microstructure, deformation and fracture mechanisms in Al-4043 alloy produced by laser hot-wire additive manufacturing. Additive Manufacturing, 59: 103150. https://doi.org/10.1016/j.addma.2022.103150
[16] Huang, B.C., Hung, F.Y. (2023). Effect of High temperature and thermal cycle of 4043 Al alloy manufactured through continuous casting direct rolling. Materials, 16(22): 7176. https://doi.org/10.3390/ma16227176
[17] Hu, X., Zhao, D., Niu, T., Long, D. (2023). Micro-structure and properties of aluminum alloy made by arc additive of Al-Si alloy. In New Materials, Machinery and Vehicle Engineering, pp. 343-350. https://doi.org/10.3233/ATDE230158
[18] Jilabi, A.S.J., Oleiwi, A.A. (2024). Influence of WC content on microstructure of WC-Ni coatings on AISI 18-2Mn austenitic stainless steel using TIG cladding. Annales de Chimie - Science des Matériaux, 48(4): 539-549. https://doi.org/10.18280/acsm.480411
[19] Manfredi, D., Calignano, F., Krishnan, M., Canali, R., Ambrosio, E.P., Biamino, S., Ugues, D., Pavese, M., Fino, P. (2014). Additive manufacturing of Al alloys and aluminium matrix composites (AMCs). Light Metal Alloys Applications, 11: 3-34. http://doi.org/10.5772/58534
[20] Guan, R.G., Tie, D. (2017). A review on grain refinement of aluminum alloys: Progresses, challenges and prospects. Acta Metallurgica Sinica (English Letters), 30: 409-432. https://doi.org/10.1007/s40195-017-0565-8