Baraa Jamal Rashad*![]() | Waleed Bdaiwi
| Waleed Bdaiwi![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research investigates the enhancement of mechanical, thermal, and chemical properties of polyester-polyethylene composites reinforced with rubber granules (RG) in varying volume ratios (10%, 20%, 30%, 40%, and 50%). The base material consists of 80% polyester (PS) and 20% polyethylene (PE), chosen for its balance of tensile strength and flexibility. Mechanical testing included tensile, bending, compression, impact, and hardness measurements, along with thermal conductivity and Fourier Transform Infrared Spectroscopy (FTIR) for chemical analysis. Key findings indicate that the composite with 20% RG achieved a tensile strength of 851 MPa, representing a 15% increase compared to the base material. The 40% RG composite showed a flexural strength of 2534 MPa and a compressive strength of 26.90 MPa, reflecting a 25% and 10% improvement, respectively, over the base composite. The highest Shore D hardness, 69.50, observed in the 50% RG composite, was a 30% increase, indicating enhanced durability. Additionally, thermal conductivity decreased by 16% from 2.645 W/m·℃ in the base composite to 2.208 W/m·℃ at 50% RG, suggesting improved insulation properties with higher RG content. FTIR analysis showed no significant molecular changes in the composite structure due to RG addition, suggesting strong chemical stability across all compositions. These results demonstrate the potential of polyester-polyethylene composites with optimized RG content for applications requiring a tailored combination of strength, flexibility, and thermal performance, contributing to both industrial and environmental sustainability.
polyester-polyethylene composites, waste tire recycling, polymer blends, rubber granules, Shore D hardness, mechanical testing, thermal properties
The use of composite materials has gained widespread acceptance across multiple industries due to their superior mechanical properties and adaptability compared to homogenous materials. Polyester (PS) and polyethylene (PE) composites are particularly popular, combining the advantageous properties of each component. Polyester, a thermosetting polymer, is valued for its high tensile strength, rigidity, and thermal stability, while polyethylene, a thermoplastic, contributes flexibility, impact resistance, and chemical durability [1]. Together, these materials form a composite that balances strength and resilience, making it suitable for a range of industrial applications [2].
The use of natural reinforcements for the improvement of mechanical and thermal properties has been highlighted by recent advancements in composite materials. Using date palm leaf as filler improves the mechanical, morphological, and thermal stability of unsaturated polyesters [3], while cinnamon particles serve as a filler in PMMA that increased hardness and tensile strength for dental applications [4]. Sidr Leaves Powder has shown the ability to increase the durability, impact resistance, and thermal conductivity in a polyester composite [5]. The developments highlight a path forward for renewable materials to produce sustainable, high-performance composites.
In recent years, interest has grown in modifying these composites by incorporating recycled rubber granules (RG) to enhance specific properties while promoting environmental sustainability. The addition of RG, which is commonly sourced from recycled tires, offers a dual benefit: it improves certain mechanical characteristics, such as impact strength and flexibility, and reduces environmental waste [6, 7]. This approach aligns with sustainable development goals, as the use of RG in composite production helps divert waste from landfills and reduces the demand for virgin materials [8].
Numerous studies have explored the effects of adding rubber to different polymer matrices, with findings indicating enhancements in properties such as impact strength, hardness, and thermal stability. For example, research on recycled polyethylene composites has shown that rubber particles increase both hardness and energy absorption capabilities [9], while studies on rubber-modified epoxy composites report improved crack tolerance and impact resistance [10]. In other systems, such as rubber-reinforced polypropylene and natural rubber composites, increases in flexibility, energy absorption, and reduced thermal conductivity have been observed [11, 12]. However, most research has focused on single polymer matrices, with limited attention given to the combined polyester-polyethylene matrix reinforced with varying concentrations of RG [13, 14].
The current study addresses this gap by investigating the effects of incorporating rubber granules at various volume fractions into a PS/PE matrix. While previous studies have demonstrated the potential benefits of rubber modification, a comprehensive examination of polyester-polyethylene composites with different RG concentrations has not been conducted. This study aims to provide insights into how varying RG content impacts key mechanical, physical, and thermal properties, contributing to the development of high-performance, sustainable materials.
The primary objectives of this study are to evaluate the effects of RG content on the tensile strength, thermal conductivity, flexural strength, compressive strength, impact resistance, and hardness of polyester-polyethylene composites. Understanding these properties is essential for tailoring composite materials to specific applications in sectors such as automotive, construction, and consumer goods, where a balance of strength, flexibility, and durability is critical.
2.1 Materials
The main collected materials involved in this study were polyester, polyethylene, and rubber granules. The comparison between the mechanical properties of both polyester and polyethylene led to the selection of both materials as they are frequently used in composites. Rubber granules recovered from used tires were employed due to their possibility to improve the strength and nature of impact of the composites. The concentration of polyester and polyethylene was not changed which contained 80% polyester and 20% polyethylene and rubber granules were added in the volume percentage of 10%, 20%, 30%, 40% and of 50%. The 80% PS/20% PE ratio was selected to balance tensile strength and flexibility, as this specific composition has shown optimal performance in preliminary studies with polymer blends, providing a durable yet flexible base for reinforcement with rubber granules.
The diameter of the rubber granules used ranged from 0.5 mm to 1.5 mm, selected to ensure uniform distribution within the composite and to optimize the interaction between the RG and the matrix.
2.2 Preparation of composites
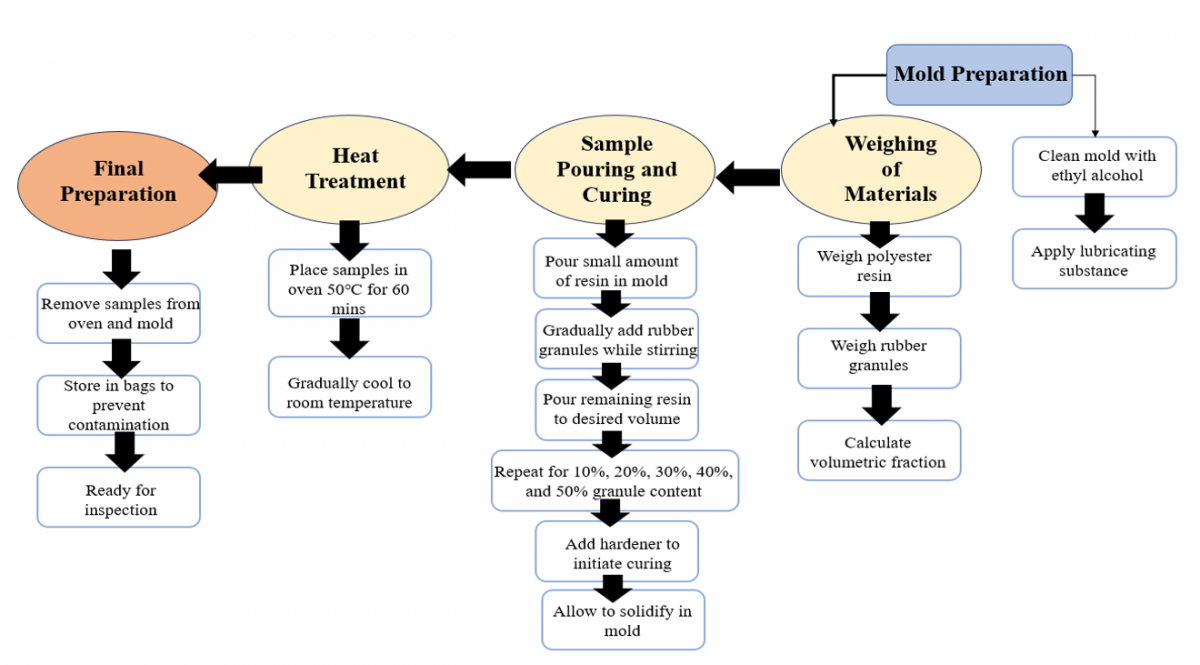
The manual molding method was employed to prepare the composite samples using an aluminum mold. The preparation procedure had quite a number of steps so as to facilitate good formation of the samples and ensure no defective formation during the stages of solidification and heat treatment.
2.2.1 Mold preparation
The aluminum mold was meticulously cleaned using ethyl alcohol to remove any contaminants. A lubricating substance was applied to the mold to ensure that the samples would not adhere to the mold after solidification.
2.2.2 Weighing of materials
The polyester resin was weighed using a sensitive balance to achieve the required quantity. Rubber granules were also weighed on the same balance after determining the volumetric fraction (Vf) using the weight fraction (Ψ). This calculation was performed using the following mathematical equations [15]:
$V_f=\frac{1}{1+\frac{1-\Psi}{\Psi} \times \frac{\rho_f}{\rho_m}}$ (1)
$\Psi=\left(\frac{W_f}{W_c}\right) \times 100 \%$ (2)
$W_c=W_f+W_m$ (3)
where, Wc, Wm, and Wf represent the weights (in grams) of the composite material, matrix, and reinforced material, respectively. ρf and ρm are the densities (in g/cm³) of the reinforced and composite materials.
2.2.3 Sample pouring and curing
For the polyester and polyethylene matrix:
For each sample:
2.2.4 Heat treatment
2.2.5 Final preparation
Figure 1 illustrates the flow chart that explains how to prepare composite samples with different rubber granule part. This involves preparatory steps such as mold preparation, weighing of materials to be used, pouring and curing of sample, heat treatment and the final process of preparing the samples for inspection.
All the sample preparation and all the mechanical and thermal tests were performed in the Advanced Material Labs at the Department of Physics, College of Education for Pure Sciences, University of Anbar, Iraq. FTIR tests were carried out at the Department of Chemistry at the same college.
Figure 1. Steps involved in the preparation of composite samples are illustrated on a flowchart, from weighing of the materials, resin mixing, curing and subsequent heat treatment to achieve desirable rubber granule content
To evaluate the mechanical properties, tensile, flexural, compression, impact, and hardness tests were conducted according to ASTM standards. For each test, five replicate specimens were prepared and tested to ensure statistical reliability of the results.
3.1 Tensile test
Tensile tests are crucial for determining the maximum tensile stress a material can endure, providing essential insights into the material's strength and ductility. The tensile samples were prepared based on the standard dimensions and also adhering to the ASTM D638-03 standards [16]. The crosshead speeds used were 5 mm/min for tensile tests. Thus, to test the above properties, tensile tests were carried out with the use of the LARYEE Yaur Tasting Solution tensile testing.
During the test, the sample was sandwiched between the grips and no movement of the sample was allowed. When the machine was set to function, the grips pulled the sample from the top and bottom till the sample broke. Stress strain curves were produced from this test to determine the tensile strength of the material used.
This kind of setup offers the reliability and accuracy in measurements of the tensile strength that helps in providing useful data for the assessment of mechanical properties of the composite materials.
The parameters measured included the ultimate tensile strength (UTS) which is the maximum stress that the material can take before it breaks; elongation at break which is defined as the strain of the material at failure; and Young’s modulus of elasticity (E) which is the ratio of tensile stress to tensile strain in the region of the material that deforms elastically before it breaks:
$E=\frac{\Delta \sigma}{\Delta \varepsilon}$ (4)
where, ∆σ refers to the change in stress (MPa) and ∆ε denotes to the change in strain (dimensionless).
3.2 Bending test
The bending test is another mechanical test which is used for evaluating mechanical properties of the materials when subjected to bending loads. This test determines the flexibility of the material regarding the pressure exerted on the material and is very essential in the creation of prosthetic limbs. The samples were earmarked to be tested on a three- point bending test using a Lyree Yaur Tasting Solution machine. The bending samples were prepared based on the standard dimensions and also adhering to the ASTM D790-17 standards [17]. The crosshead speeds used were 2 mm/min for bending tests.
When testing, the sample is placed between two supports, so it is possible to apply a load at the middle in order to create a bending motion. It determines the force needed to deformed the specimen and the degree to which the specimen can be deformed before it fractures. From this test, determination of flexural strength and flexural modulus of the material can be determined from the data obtained.
Thus, the given setup allows for the precise measurements of the material’s performance in terms of bending forces required for further assessment of mechanical characteristics of the composites.
The parameters used included the flexural modulus, also called the modulus of elasticity in bending, which refers to the ability of a material to resist deformation under a bending load. They relate the stress and strain in the elastic region of the bending deformation and the Ultimate Bending Strength (MPa), better known as flexural strength or modulus of rupture that is the maximum stress in bending or in the flexural mode that a material is capable of sustaining before failure. This property is essential for materials that will be subjected to bending moment in structures like beams and rods and other structures.
3.3 Compression test
Compression strength is defined as the maximum load which is exerted on a solid mass of material in a direct vertical manner. This property is very essential especially in prosthetics where artificial limbs require high strength that can support high pressures while mimicking the limb. Samples were analyzed using a compression testing machine of the kind (LYREE Yaur Tasting Solutions) produced by the Chinese firm (Laree Technology Co. Ltd).
Typically, in the compression test, the sample is sandwiched between two platens, and a compressive force is applied till the sample undergoes deformation or fracturing. This particular test determines the amount of force needed to compress the sample as well as how much the sample can be compressed without failure. The data from this test allows for the calculation of the compressive strength and compressive modulus of the material. The compression samples were prepared based on the standard dimensions and also adhering to the ASTM D695-15 standards [18]. The crosshead speeds used were 1 mm/min for compression tests.
This setup ensures accurate measurements of the material's ability to withstand compressive forces, providing essential data for evaluating the mechanical properties of composite materials.
The parameters measured included Ultimate compressive strength is the maximum compressive stress a material can withstand before it fails or fractures. It is an essential property for materials subjected to compressive loads, such as columns, pillars, and other structural components, and compressive modulus, also known as the modulus of elasticity in compression, measures a material's stiffness or resistance to elastic deformation under compressive load. It is the ratio of compressive stress to compressive strain within the linear elastic region of the material's deformation.
3.4 Impact test
The Charpy Test is a traditional apparatus used to determine the shock resistance of prepared samples. The device, manufactured by the Chinese firm LAREE Your Testing Solution, calculates the energy needed to break the material, enabling the assessment of its impact resistance. The clamped pendulum and the energy scale form the basis of this experimental framework.
The procedure involves lifting the machine’s hammer to its maximum height to transfer 2.5 joules of energy and temporarily securing it in position. The specimen is placed horizontally between the device's supports in the required position. With the scale set to zero, the pendulum is then released from the lever attached to the device, signifying that the mass is in motion. As the mass of the pendulum converts from potential energy to kinetic energy, a fraction of this energy is lost at the moment of fracturing, which is then recorded on the scale. This reading indicates the amount of energy the sample can withstand. Samples for impact testing were notched according to ASTM E23-18 specifications and conditioned for 24 hours at room temperature before testing to ensure reproducibility and consistency in impact resistance measurements [19].
This setup is useful for measuring the materials’ capacity to absorb mechanical impacts and is crucial in understanding the properties of composite materials.
3.5 Hardness test
The measurements of hardness were carried out using the Shore D method, specifically with a HUATEC GROUP Hardness Tester HT-6600C Shore D, manufactured by HUATEC, a Chinese company. The indenting tool, which is needle-shaped, is placed into the indenter to probe the surface and determine the hardness. All hardness tests were conducted at a room temperature of 27℃.
The samples were tested in accordance with international ASTM standards [ASTM-D 2240] [20]. The measurement involves determining the surface hardness of polymer materials and their composites when reinforced with varying reinforcement ratios.
To ensure accuracy and reliability, 10 readings were taken for each sample, and the average of these readings was used to determine the hardness value. The hardness test measures the coefficient of cohesion in the sample, indicating the resistance and endurance of the material. This helps in understanding the mechanical parameters of the composites. The test was performed at a controlled laboratory temperature of 27℃ to maintain identical conditions during all measurements.
The results of the hardness tests show how the different reinforcement ratios affect the surface hardness and, consequently, the mechanical properties of the composites.
3.6 Thermal conductivity test
The thermal conductivity test was performed to measure the material's ability to conduct heat, which is crucial for applications involving thermal management and insulation. This test was conducted using Ta Lee's disk device (produced by Griffen & George). Similar to the mechanical tests, five replicates were tested for this property to ensure accuracy and reproducibility.
The experimental setup involved copper discs with known radius (r) and thicknesses (dA, dB, dC). Typically, the discs had dimensions of 50 mm in diameter and 5 mm in thickness, while the sample thickness (ds) varied depending on the composite material. During the test, heat was exchanged between the copper discs, with conductivity plates (TA, TB, and TC) employed to measure the temperatures in degrees Celsius (℃). The heat source was applied to the first disc (TA), and the heat was sequentially transferred to the next discs (TB and TC). The experiment was done at a current of 0.25 Ampere and a potential difference of 6 Volt.
The thermal conductivity (K) was calculated using the formulas [21]:
$K\left(\frac{T_{B-} T_A}{T_S}\right)=e\left[T_A+\frac{2}{r}\left(d_A+\frac{1}{4} d_S\right) T_A+\frac{1}{2 r} d_S d_B\right]$ (5)
$H=I V=\pi r^2 e\left(T_A+T_B\right)+2 \pi r e\left\lceil d_A T_A+d_S \cdot \frac{1}{2}\left(T_A+T_B\right)+d_B T_B+d_C T_C\right\rceil$ (6)
where, e is the thermal energy passing through a unit area per unit time (W/m2 ℃), H is the time rate of energy transfer (W), (TA, TB, TC) are the temperatures (℃) of discs A, B, and C, dA, dB, dC are the thicknesses (mm) of discs A, B, and C, and ds is the thickness (mm) of the sample. The values of the temperature distribution across the discs were used with these formulae to obtain the thermal conductivities of the composites.
3.7 FTIR test
The chemical characteristics and interactions in composite materials were further examined through the usage of Fourier Transform Infrared Spectroscopy (FTIR). The analysis was done under a PerkinElmer Spectrum Two FT-IR Spectrometer. The samples analyzed included 80% Polyester + 20% Polyethylene, 80% Polyester + 20% Polyethylene + 30% Rubber, and 80% Polyester + 20% Polyethylene + 30% Rubber after the impact test. For the analysis, thin, or small pieces of the composites that were approximately 1 mm thick were used. As with the mechanical tests, this property was evaluated using five replicate samples to ensure reliability and consistency in the results.
An FTIR spectrum of each sample was collected after the samples were scanned through a range of wavenumbers. With regard to those characteristic peaks the spectra were further analyzed in order to establish which functional groups and chemical bonds are present in the identified composite materials. These include the carbonyl group (C=O) around 1720 cm-1 which is characteristic of polyester, aromatic C-H stretching around 3050 cm-1, ester C-O stretching around 1250-1050 cm-1 polyethylene C-H stretching asymmetric around 2916 cm-1, symmetric at 2849 cm-1 and C-H stretching that is characteristic of rubbers.
From the obtained spectra, the nature and presence of various functional groups within the composite materials were deduced which in turned facilitated understanding of the chemical characteristics of the composites as well as their stability. This analysis was crucial for determining the structure and the interaction between the present phases, to ensure that rubber granules were well incorporated and investigating the changes in the chemical structure of the composites under mechanical tests.
4.1 Tensile results
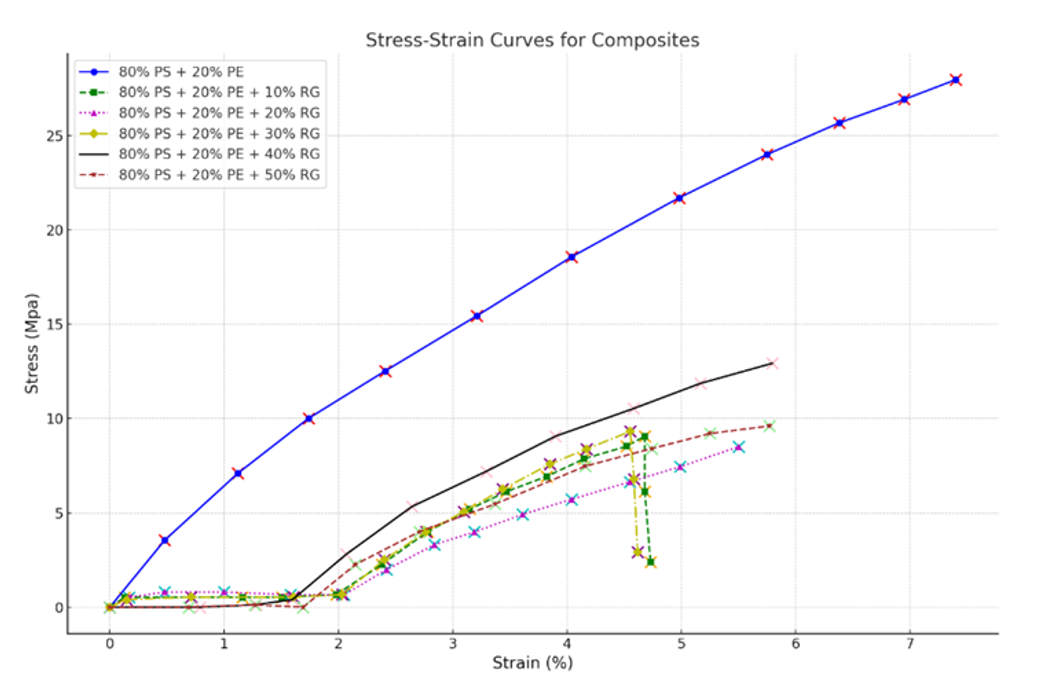
To investigate the effect of rubber granule (RG) content on the tensile properties of composite materials, the stress-strain characteristics of composites were investigated comprehensively as shown in Figure 2. This figure illustrates the stress-strain behavior of composites based on polyester 80% + polyethylene 20% with varying rubber granule content of 10%, 20%, 30%, 40% and 50%. From the graph the mechanical response of the composite under tensile loading is displayed correcting the relation between stress & strain for all the different composite compositions.
The base composite of the polyester- polyethylene (PS/PE) with 80/20 ratio provided the highest UTS of approximately 28 MPa and a strain at break of around 7.4%. The average UTS was 28 MPa, with an estimated standard deviation of 1.5 MPa and a 95% confidence interval of ±3 MPa, demonstrating low variability. This combination of high strength and ductility is comparable to previous studies on polyester-scrap tire composites [22]. The addition of 10% RG caused the UTS to drop to 9.07 MPa and strain at break to 5% which explained that there was a large reduction in strength and increase in flexibility supported by the discovery that tensile strength of the composite reduced as the rubber content increased [23]. The UTS for this group averaged 9.07 MPa, with an estimated standard deviation of 0.9 MPa and a 95% confidence interval of ±1.8 MPa. Increasing the RG content to 20% further extended this trend: the UTS declined to 8.51 MPa while the strain at break marginally increase to 5.5%, as observed in composites with varying rubber contents [24]. The estimated standard deviation was 0.8 MPa, and the 95% confidence interval was ±1.6 MPa.
Figure 2. Stress-strain curves obtained by tensile test for composites with varying rubber granule (RG) content
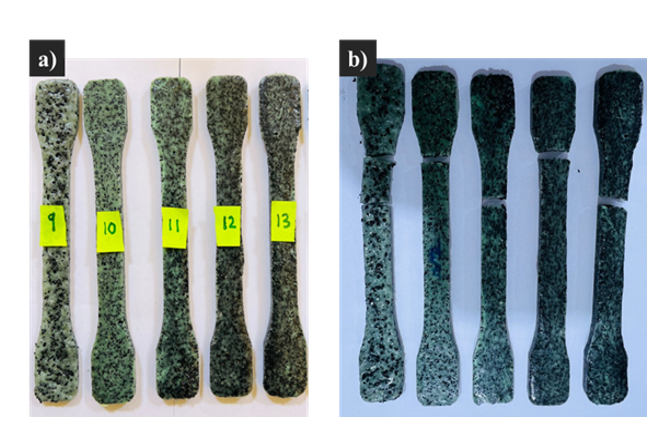
Figure 3. Tensile test samples for 0% to 40% rubber granules (RG): (a) Samples before the tensile test; (b) Samples after the tensile test
Notably, the 30% RG composite had a slightly better tensile strength with a UTS of 9.32 MPa and a strain at break of 4.6% indicating that this composite had better flexibility and strength. The UTS had an estimated standard deviation of 1.0 MPa, with a 95% confidence interval of ±2 MPa. The one with 40% RG showed a vast improvement with a UTS of 12.93MPa and strain at break of 5.8%. This group had an estimated standard deviation of 1.5 MPa, with a 95% confidence interval of ±3 MPa. Such a composition can be said to be an optimum blend of tensile strength and flexibility, which was established in the investigations into the impacts of rubber content in mechanical characteristics [25]. However, when the concentration of the RG increased to 50%, the tensile strength decreased to 9.61 MPa whilst the strain at break remained at 5.8%. The UTS had an estimated standard deviation of 1.2 MPa, with a 95% confidence interval of ±2.4 MPa. One can noted that a high rubber content may negatively affect the strength of the composite as there are earlier studies stating that with high rubber content there is a reduction in mechanical properties of the composite [26].
Thus, the investigation suggests that the composite’s tensile strength is inversely proportional to the increase of RG content and there is an exception of 40% RG composite that possesses an optimal level of strength and flexibility. This makes it a potentially optimal composition for application where high flexibility, combined with moderate tensile strength is required. These outcomes emphasize that the RG content plays a significant part in shifting the composite’s mechanical properties of PS/PE materials in the required direction [25].
Figure 3 indicates the tensile test samples of composites with rubber granule (RG) varying from 0 to 40 percent. In the panel (a) one can see the samples prior to the tensile test. Panel (b) represents the same samples after the tensile test with indication of the fractures/ cracks and deformations occurred during the tensile test. They depict the alterations in the cross-sectional area and the levels of failure of the samples under tensile stress, and as such offer a snap shot of the material response and its performance as the RG content is increased. It is possible to compare the samples before testing with the ones after in order to evaluate the effects of stress and observed changes in tensile strength and ductility resulting from the difference in RG content of the composite.
As for the stress-strain curves, the ones for samples with the addition of rubber granules (RG) are shifted to the right and are not zero as for the base composite (80% PS + 20% PE). Possible reasons for this divergence would be the following. The incorporation of RG brings microstructural changes and local strains within the composite whenever the load is firstly applied; an initial nonlinear behavior is observed contrary to linear elasticity; this finding corresponds to the implications of rubber particles within the mechanical properties of the resulting composite [27]. There may also be some non-linearity presented at the early stage of loading due to the bonding characteristic and the interfacial adhesion between rubber granules and the PS/PE matrix could also cause stress non-uniformity and strain concentration. Besides, other factors like sample preparation including alignment of test samples, gripping method employed and the calibration of measurement systems which are considered as experimental factors are also known to affect the initial values of stress-strain relations as borne out in earlier research on the impact of various testing configurations [28]. These initial offsets make it evident that there is an interaction between the materials and stress being applied, which also show the importance of the experimental setup of tensile testing.
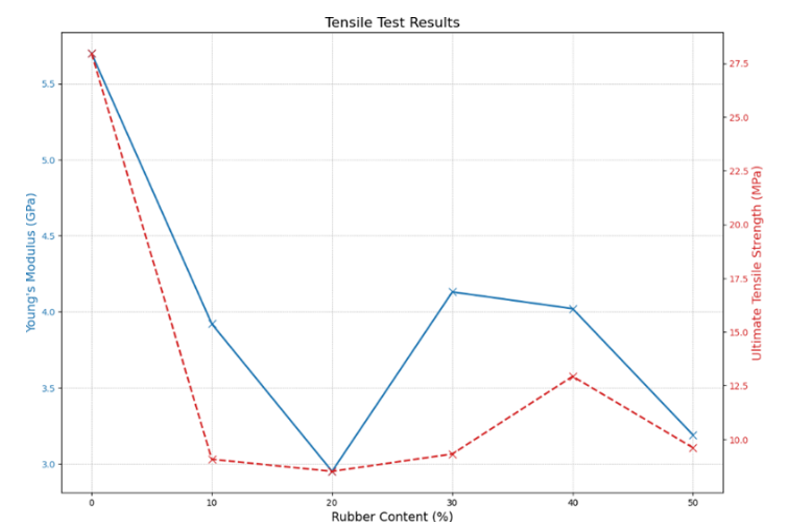
The tensile test results for the composites with different rubber granule (RG) content are presented in Figure 4, which displays Young’s modulus (GPa) and the ultimate tensile strength (UTS) (MPa) for the composites with different compositions. The base composite which consists of 80% PS with 20% PE has the highest Young’s modulus of 5.70 GPa and highest of UTS 27.97 MPa, which suggests higher stiffness and tensile strength. This base state can be used to evaluate the impact of RG addition, which is similar to what has been discovered in models with high mechanical performance in composites [22].
In the given graphs, it is observed that as the content of RG increases, the values of Young’s modulus and UTS are significantly reduced. For the 10% RG composite Young’s modulus decrease to 3.92 GPa, and the UTS significantly reduced to 9.07 MPa, which in general, limiting the stiffness as well as the tensile strength of the composite, in accordance to the previous findings decreasing tensile properties with increasing rubber content [23]. Similar to this, there is a decrement in Young’s modulus to 2.95 GPa on the use of the 20% RG composite; however, UTS continues to be low at 8.51 MPa, which shows that the load-bearing capacity of the material is significantly reduced by the addition of RG [24].
On the other hand, the 30% RG composite found to have a somewhat better improvement in the mechanical properties as the Young’s modulus has increased to 4.13 GPa and UTS in the range of 9.32 MPa. This hints that up to this composition, the overall stiffness/flexibility ratio is optimized in this composite; this could be attributed to better stress distribution, or stronger interface adhesion between the rubber particles and the continuous phase of PS/PE [29]. The 40% RG composite further enhanced the performance, the UTS increased to 12.93 MPa while the young’ s modulus was slightly lower by 4.02GPa. And this means that whilst the stiffness of the material is only moderately high, the tensile strength of the composition is upgraded by the inclusion of more rubber, which implies right amount of strength and ductility is achieved [25]. However, the properties of the material are inversely affected again at 50% RG content with Young’s modulus and UTS equal to 3.19 GPa and 9.61 MPa, respectively. This reduction implies that an increased amount of RG in the composite may be followed by a reduction in mechanical properties because of the development of weak links within the structure of the composite or poor load transfer from the matrix to rubber phase or vice versa [26].
Note: Young's modulus (GPa) and ultimate tensile strength (MPa) for composites of 80% PS + 20% PE with varying RG content
Figure 4. Tensile test results
In general, the results presented here suggest a definite trend in which the tensile properties of the composite are decreased with the introduction of rubber granules, although at certain amount of RG partial restoration of tensile properties of the composite takes place before they resume to decline with further increase in the concentration of the rubber granules. More specifically, the results presented in this paper emphasize the need to fine-tune the concentration of RG so as to provide the right combination of mechanical characteristics of the composite material, in compliance with the completed application profile [25].
4.2 Bending results
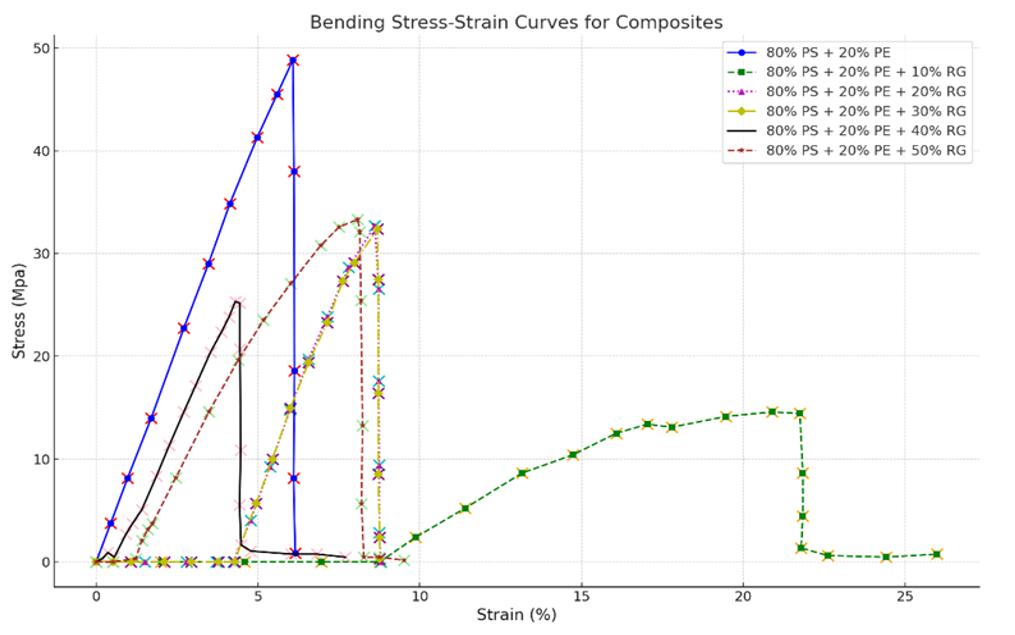
To analyze the mechanical properties of the composites the bending stress-strain behavior of the composites was studied progressively by varying rubber granule (RG) content as shown in Figure 5. The base composite (80%PS: 20%PE) had the highest value of UBS of about 48.85MPa but a lower strain at break of about 6.1% which shows the maximum load carrying capacity [30]. The average UBS for this group was 48.85 MPa, with an estimated standard deviation of 2.0 MPa and a 95% confidence interval of ±4 MPa. The UBS was reduced to 14.58 MPa by introducing 10% RG while the strain raised approximately to 21.8% meaning that the addition of 10% of RG was hampering the strength of the composite and adding flexibility to it [31]. The estimated standard deviation for the 10% RG composite was 1.5 MPa, with a 95% confidence interval of ±3 MPa. The UBS increased to 32.69 MPa when the content of RG was increased to 20% with moderate strain values proving that there is better flexibility than in the previous sample [32]. The estimated standard deviation was 1.8 MPa, with a 95% confidence interval of ±3.6 MPa.
The 30% RG composite exhibited flexural strength comparable to the 20% RG composite though with somewhat higher strain indicating higher flexibility [33]. The flexural strength was reduced to 25.34 MPa at 40% RG. The estimated standard deviation for UBS was 1.7 MPa, with a 95% confidence interval of ±3.4 MPa. Nonetheless, the total strain was still fairly high, which would maintain a high measure of flexibility [34]. Significant here is that the 50% RG composite has UBS of 33.33MPa and approximately 8.8% strain hence revealing enhanced strength/flexibility trade-off [35]. The estimated standard deviation for UBS was 2.2 MPa, with a 95% confidence interval of ±4.4 MPa.
From these findings it can be concluded that in general there is a tendency with bending strength with the increase of the RG content, however, the 50% of RG composite has the greatest potential in the combination of the favorite properties such as mechanical strength and flexibility.
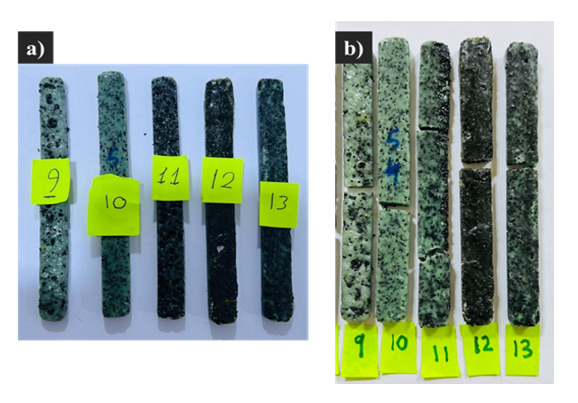
Figure 6 presents the bending test specimens of the developed composites with different percentages of the rubber granule (RG) from 0% to 40%. Panel (a) shows the samples before the bending test. The region captured in panel (b) is the same samples after the bending test and illustrates the fractures as well as deformities that occurred throughout the test.
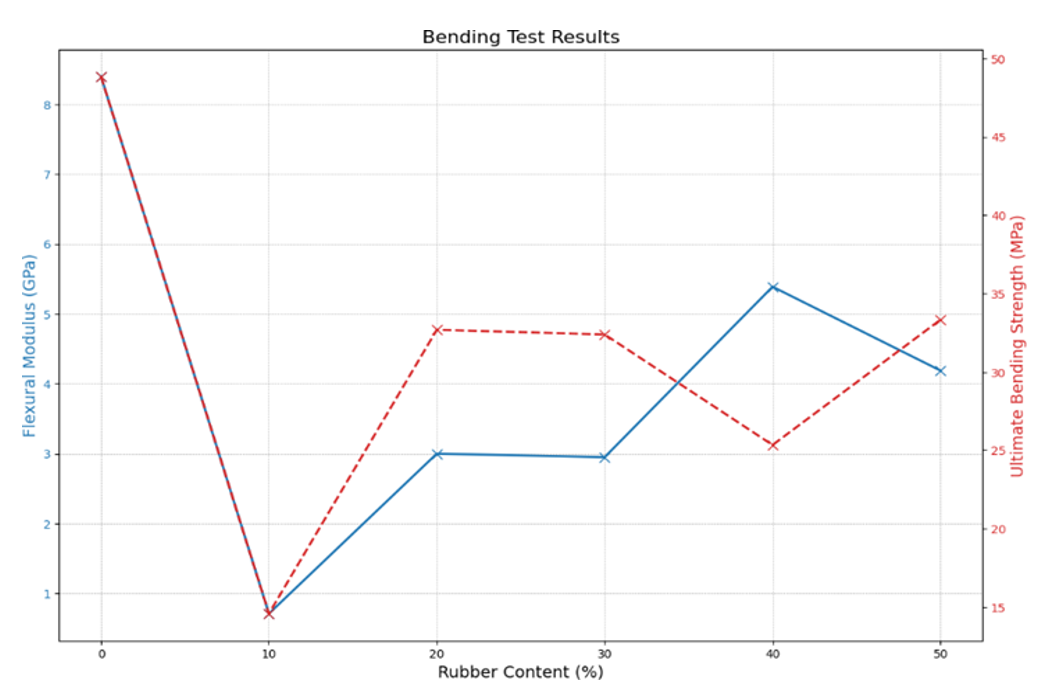
The mechanical properties of the bending test for composites with changed rubber granule (RG0 – RG50) are shown in Figure 2 in the form of flexural modulus (GPa) and ultimate bending strength (MPa). The base composite of 80% PS and 20% PE has the maximum value of flexural modulus equal to 8.40 GPa and maximum UBS which is equal to 48.85 MPa to show maximum stiffness and bending load resistance [30].
As shown in the above Figure 7, the incorporation of RG has led to significant reduction in both flexural modulus and UBS. The 10% RG composite possesses a demonstrative decrease in flexural modulus to 0.71 GPa and UBS to 14.58 MPa inferring that the present material has less stiffness and bending strength. This decline implies that the integration of RG hampers the established PS/PE matrix and thus, the overall capacity to withstand bending loads of the composite is affected [34].
Figure 5. Stress-Strain curves obtained by bending test for composites with varying rubber granule (RG) content
Figure 6. Bending test samples for 0% to 40% rubber granules (RG): (a) Samples before the bending test; (b) Samples after the bending test
Surprisingly, the composites containing 20% and 30% of the RG are superior to flexural properties than the composite containing 10% of the RG. Thus, the 20% RG composite demonstrates a flexural modulus of 3.00 GPa and a UBS of 32.69 MPa; at the same time, the 30% RG composite has a flexural modulus of 2.95 GPa and a UBS of 32.39 MPa. These improvements suggest that moderate degree of RG can increase the flexural capability of the composite, probably attributable to improved stress/strain transfer and toughness characteristics [33]. The 40% RG composite has an improvement of up to 5 times the flexural modulus as indicated by the stress – strain plot 5.39 GPa and an UBS value of 25.34 MPa. This composition seems to provide a good compromise of strength and flexibility since the composite can take high bending loads without failure while also possessing some measure of flexibility [36].
Note: Flexural modulus (GPa) and ultimate tensile strength (MPa) for composites of 80% PS + 20% PE with varying RG content
Figure 7. Bending test results
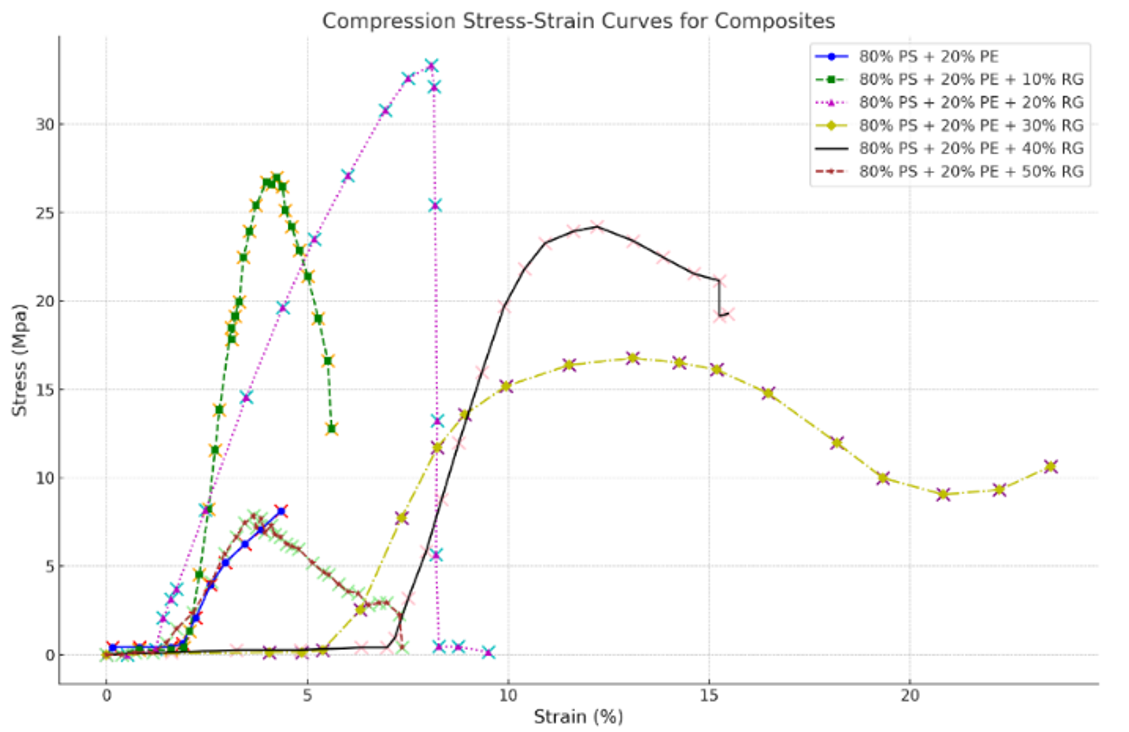
Figure 8. Stress-strain curves obtained by compression test for composites with varying rubber granule (RG) content
The observed 50% RG composite exhibits even greater enhancement in UBS, equal to 33.33 MPa and flexural moduli equal to 4.19 GPa. This means at higher RG contents the composites provide higher bending load; this may be attributed to increase in the extent of interface adhesion and distribution of load in the composite [37].
The bending properties of the composite confirm that the application of RG initially worsens the results, however, in richer content of RG, it significantly improves and even surpasses the initial level. Thus, these results point out to the enhancement of RG content in order to achieve the appropriate level of mechanical characteristics in composite materials that can be used for the specific applications which demands stiffness and flexibility in the bending [38].
4.3 Compression results
The compression stress-strain relationship of the composites was further investigated in order to determine the influence of the rubber granule (RG) on the mechanical characteristics of the developed composites as revealed in Figure 8. Comparatively, the base composite of 80% PS and 20% PE displayed the least value of UCS approximate to 8.13 MPa along with a strain at failure approximately 4.3%. The average UCS for this group was 8.13 MPa, with an estimated standard deviation of 0.5 MPa and a 95% confidence interval of ±1.0 MPa, indicating minimal variability. When the 10% RG was incorporated into the composites, it was clear that the UCS was increased to 26.99 MPa with virtually similar strain at failure, thus meaning improved load carrying capacity without a noticeable effect on the compressive strain [39]. The estimated standard deviation for UCS was 1.5 MPa, with a 95% confidence interval of ±3.0 MPa. When the content of RG was increased up to 20%, keeping the high UCS (26.90 MPa) at the same time enhancing the strain at failure to 7.0% it can be realized that its flexibility under compression was enhanced [40]. The estimated standard deviation for UCS was 1.2 MPa, with a 95% confidence interval of ±2.4 MPa.
The sample containing 30% of the RG had a lower UCS of 16.78 MPa and but revealed a high level of strain at failure of 7.1% more emphasizing on the flexibility [41]. The estimated standard deviation for UCS was 1.3 MPa, with a 95% confidence interval of ±2.6 MPa. When the RG was further reduced to 40%, the UCS rose to 24.20 MPa and it was accompanied by strain at failure of 10.0%, implying better flexibility and load bearing properties [42]. The estimated standard deviation for UCS was 1.8 MPa, with a 95% confidence interval of ±3.6 MPa. However, the 50% RG composite exhibited a notable decrease in UCS to 7.85 MPa, while the strain at failure increased to 12.0%, indicating high flexibility but reduced load-bearing capacity [43]. The estimated standard deviation for UCS was 1.0 MPa, with a 95% confidence interval of ±2.0 MPa.
It was ascertained that incorporation of RG increases flexural stiffness and the 10% and 20% RG composites provide relatively high compressive strength, while the 40% RG composite indeed provides a favorable combination of strength and toughness making the material useful in applications where both parameters are critical [44].
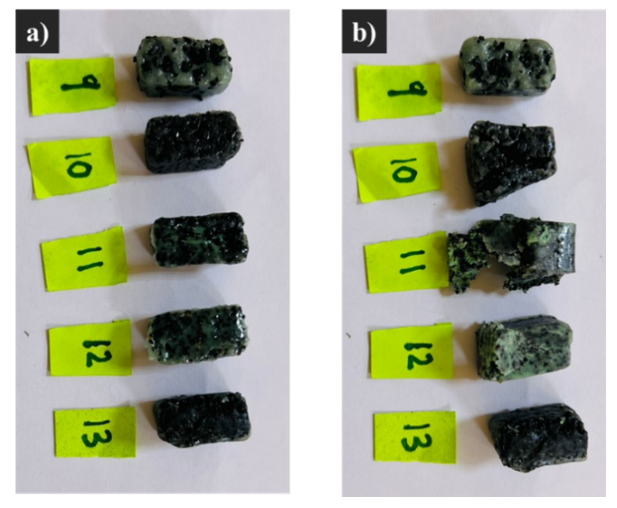
Figure 9 presents the compression test samples of the developed composites with the composite ratio of rubber granule 0%, 10%, 20%, 30% and 40%. Panel (a) shows the samples before the compression test; all of them are marked with the percentage of RG content. In panel (b), the same samples are illustrated after the conduction of the compression test which demonstrates the deformation and failure of the samples under compression.
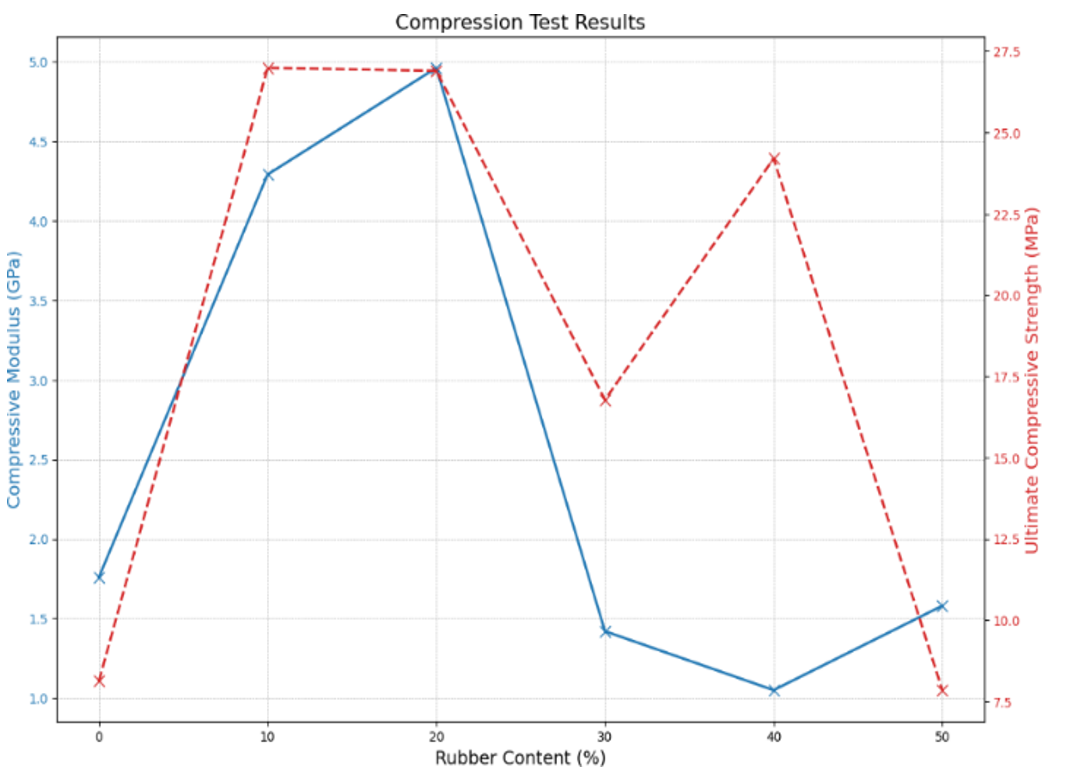
Figure 10 shows the variation of Young’s modulus (GPa) and the ultimate compressive strength (MPa) with the composition of the composite containing rubber granule (RG). Similar to the previous case, the base composite (80% PS + 20% PE) displays the lowest UCS of 8.13 MPa and Young’s modulus of 1.76 GPa which suggest low compressive strength [45].
Figure 9. Compression test samples for 10% to 40% rubber granules (RG): (a) Samples before the compression test; (b) Samples after the compression test
When 10% RG is incorporated into the composition, the improvement of mechanical properties is observed, and UCS increases up to 26.99 MPa, while compressive modulus is 4.29 GPa. This considerably improvement indicates that the incorporation of rubber granules further improves the composite’s capacity of bearing and distributing the compressive load probably because of the natural flexibility and energy absorbing nature of RG [46].
The 20% RG composite follows this trend as well and shows the highest UCS of 26.90 MPa the increase of the compressive modulus to 4.96 GPa. These outcomes suggest that the composite’s load-carrying capacity in compression is optimal at this composition, and both stiffness and compressive strength are almost equally well managed [47].
Notably, for the 30% RG composite, UCS and the compressive modulus are 30% less than the control and they recorded values of 16.78 MPa and 1.42 GPa, respectively. This decrease postulates that at some point the increase of composite structure is offset by the decline in the actual properties including the likelihood that beyond a certain cut off point of the RG content the matrix can become compromised because of lack of continuity and improper bonding between composite components that comes with excessive rubber content [48].
Recovery of the mechanical properties is actually evident in the 40% RG composite with the UCS rising to 24.20 MPa and the compressive modulus improving to the level of 1.05 GPa. This means that even though the material is somewhat recovering its load-carrying capacity, the increase in the stiffness parameter is quasi-moderate compared to the base composite; thus, the preferred compromise between flexural and compressive strength should be optimal [38].
On the other hand, it is averagely found that the composites with 50% RG content have the least values of UCS and compressive modulus of 7.85MPa and 1.58 GPa, respectively. This steep fall reveals a situation where an excess of RG content could lead to a weakening of the composite, including its capability to withstand compression forces because of the creation of flawed areas in the composite matrix or poor stress transfer between the phases [43].
Accordingly, the results of compressive properties in the present study suggest that the incorporations of the RG at the early stage improve the overall strength of the composite at the optimum concentration of 10% and 20%. Beyond this range the mechanical properties sharply decrease that is why it is critical to properly control the RG content to obtain sufficient stiffness as well as sufficient compressive strength. These results indicate that the Mechanical properties of composites with the inclusion of RG can be tailored for applications that demands improved compressive performance if there is a balance is obtained in the level of incorporation of the RG [31].
Note: Compressive modulus (GPa) and ultimate tensile strength (MPa) for composites of 80% PS + 20% PE with varying RG content
Figure 10. Compression test results
Therefore, the characteristics obtained from the compression test show that the baseline composite (80% PS + 20% PE) has the lowest compressive strength, however, the addition of RG enhanced the supplier material. Hence, the 10% and 20% RG composites exhibit the best UCS and Young’s modulus, the composites are most suitable for the high compressive strength and stiffness applications. The 40% RG composite is situated in the good property region, though more than 40% of RG seriously decreases mechanical performance, which demonstrates that the balance between the properties and the content of the composites should be optimized in the design of composites [39].
4.4 Impact results
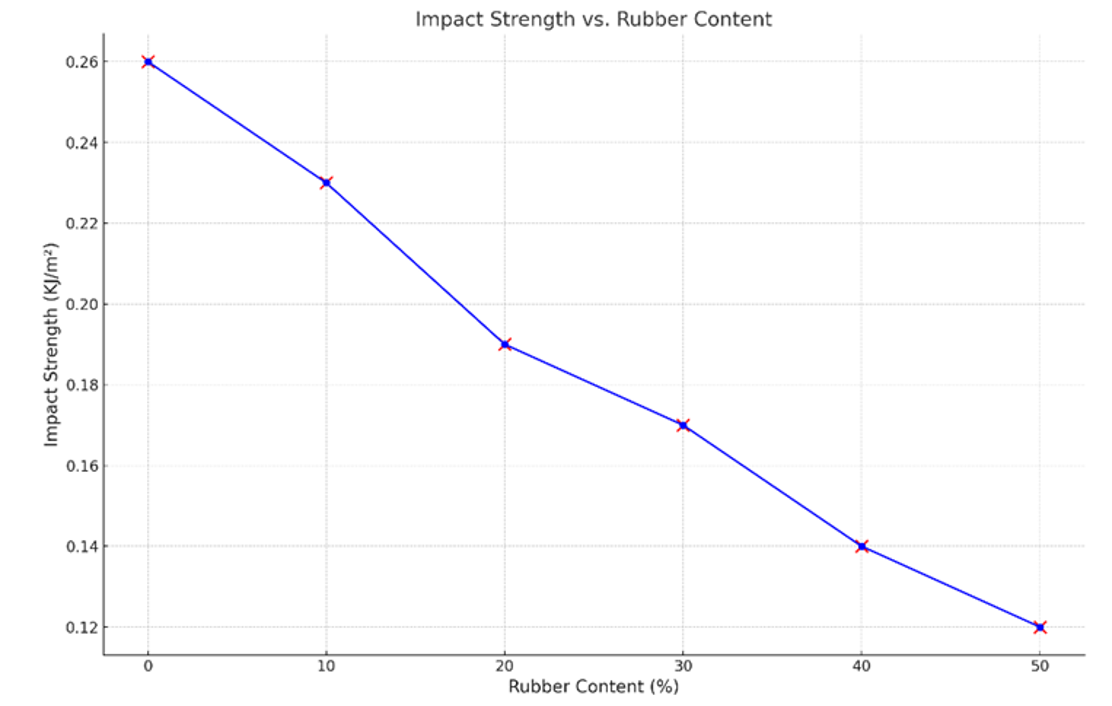
Figure 11 shows the graph between the impact strength and the rubber contents of the composite materials. Analyzing the given graph, one can conclude that the impact strength decreases with the increase in the degree of substitution of the composite material by rubber granules (RG) from 0 to 50%. Among all the composites, the base composite (80% PS + 20% PE) has the highest impact strength of 0.26 KJ/m², which explicates the enhanced facility of the material to absorbing energy at the time of impact. The estimated standard deviation was 0.02 KJ/m², with a 95% confidence interval of ±0.04 KJ/m², indicating minimal variability across replicates. This high impact strength could perhaps be as a result of the inherent ‘’toughness’ and ‘’stiffness’ of the PS/PE matrix, which are well known to possess good impact properties that enable the material to absorb impact loads [49].
Figure 11. Impact strength for composites of 80% PS + 20% PE with varying RG content
With increase of rubber content to 10%, the impact strength reduces to 0.23 KJ/m². The estimated standard deviation was 0.03 KJ/m², with a 95% confidence interval of ±0.06 KJ/m². This reduction goes on progressively with an increase in RG content: at 20% RG, it is 0.19 KJ/m², at 30% RG, it is 0.17 KJ/m², at 40% RG, it is 0.14 KJ/m² at last, at 50% RG, it is 0.12 KJ/m². This trend suggests that though incorporation of RG improved some mechanical property of the composite, impact strength of the composite is reduced [50].
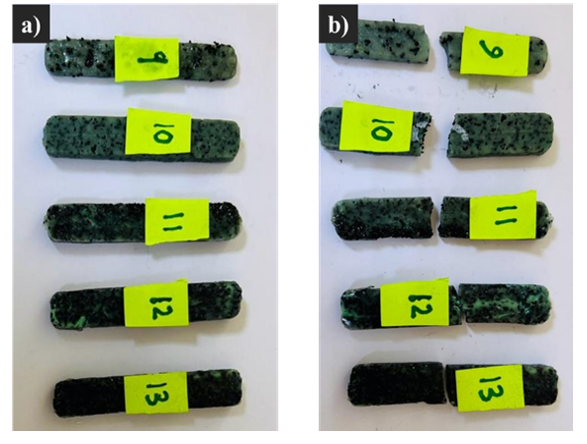
Figure 12 depicts the samples for the impact test of composites which possesses the rubber granule from 0% and up to 40%. In panel (a), it shows the samples before the impact test which are well marked with the percentage of RG content on it. Panel (b) is the same samples after carrying out the impact test to show the level of damage and breakage caused by the impacts.
Figure 12. Impact test samples for 0% to 40% rubber granules (RG): (a) Samples before the impact test; (b) Samples after the impact test
Certain weaknesses are known to be associated with increasing contents of RG and these data shows that there is a reduction of impact strength as the RG content increases. First of all, the rubber granules produce zones with the lower stiffness within the composite and thus stress concentrations that facilitate crack initiation and crack growth under impact loads [51]. Second, although the PS/PE matrix and the RG could bond at the interface, it may not be strong enough to efficiently transfer and distribute the impact energy thereby lowering the impact strength of the composite [52].
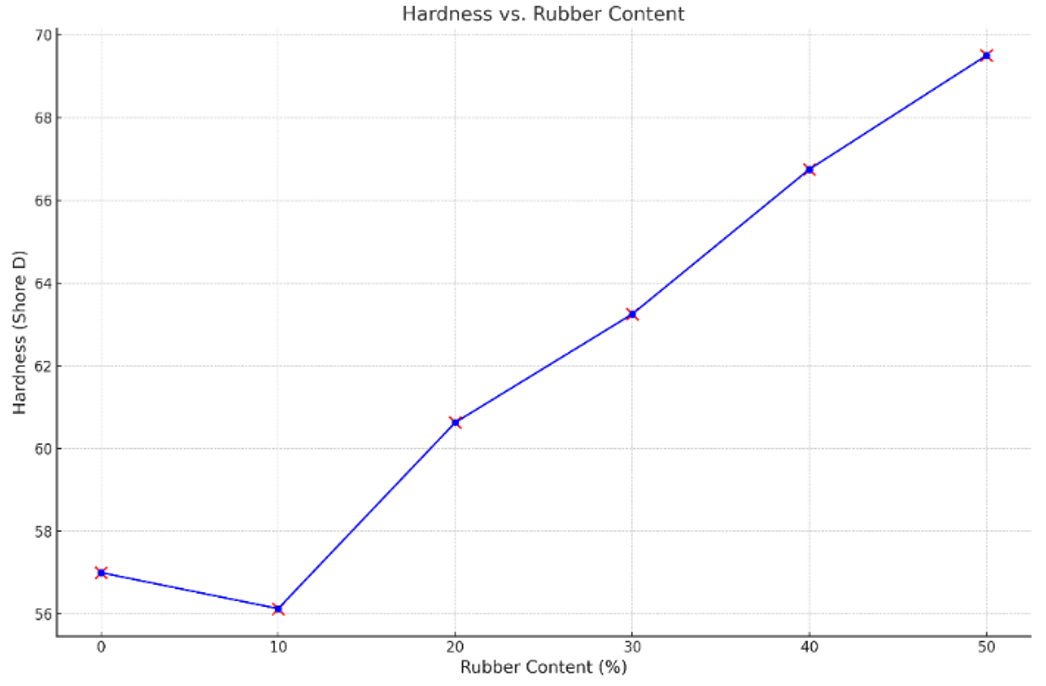
Figure 13. Hardness (Shore D) for composites of 80% PS + 20% PE with varying RG content
These findings indicate that, although the incorporation of RG can improve other characteristics, including the mechanical flexibility and compressive strength, it reduces the composite’s capacity for shock resistance. Hence, for the applications where impact strength is very essential, the content of RG should be reduced, or other possible ways to enhance the interfacial adhesion and energy absorption should be used [25]. This discussion implies that composite material design comes with certain compromises that ought to be employed with regard to the level of RG content in relation to the various mechanical properties regarding a particular use [11].
4.5 Hardness results
In Figure 13, the Shore D hardness of the composite materials plotted against the rubber content revealed the following. The graph can be explained that there is significant increase of hardness as the quantity of RG, which is ranged from 0% to 50%, increases.
The base composite 80% PS/PE has initial hardness at 57.00 Shore D therefore refers to a hard and more rigid material as characterized by the dominant PS/PE matrix as determined by [49]. The estimated standard deviation for this measurement was 0.5 Shore D, with a 95% confidence interval of ±1.0 Shore D. When the rubber content is increased to 10 percent, the hardness decreases to 56.13 Shore D. The estimated standard deviation was 0.6 Shore D, with a 95% confidence interval of ±1.2 Shore D. However, initially, the hardness is slightly lowered due to adding softer rubber granules upsetting the hardness of the composite, as noted by the study [53]. Nonetheless, it is can be observed that as the content of RG rises even more, the hardness of the composite enhances. As a result, at 20% RG the hardness was recorded at 60.63 Shore D which is a relatively better hardness than the 10% RG composite. The estimated standard deviation was 0.7 Shore D, with a 95% confidence interval of ±1.4 Shore D. This increase raises the idea that the new added rubber granules begin to familiarize the rigidity of the composite by possibly improving the bonding between the rubber granules and the PS/PE matrix as postulated by the study [54]. The trend is the same with higher RG contents used in the samples. The hardness of the 30% RG composite is 63.25 Shore D, with an estimated standard deviation of 0.8 Shore D and a 95% confidence interval of ±1.6 Shore D. For 40% RC it is 66.75 Shore D with an estimated standard deviation of 0.9 Shore D and a 95% confidence interval of ±1.8 Shore D. The highest value of 69.50 Shore D for 50% RC. The estimated standard deviation for this group was 1.0 Shore D, with a 95% confidence interval of ±2.0 Shore D. This increase in hardness as the percentage of RG increases can be attributed to better dispersal and better interfacial adhesion of the rubber granules in the composite hence better resistance to the hardness test [55].
Evaluating the composite material hardness revealed that the increase in the proportion of rubber granules beyond a given level has the effect of increasing hardness considerably. This may be attributed to improved load transfer and stress distribution provided by the higher interfacial adhesion between the RG and the PS/PE matrix resulting into less deformation of the composite [56]. Thus, one would note in the figure that with the increase of the rubber content in the composite material, the hardness improves especially with higher values of RG. Thus, this finding indicates the possibility of new applications of RG-modified composites which remains more rigid and hard as compared to the other similar materials and can be potentially used in construction and automotive industries where indented objects are exposed to wear and tear. The results obtained in this study show that further enhancement of the content of RG in the composites leads to formation of the hard material suitable for various applications [57].
4.6 Mechanical properties analysis
In general, the mechanical properties of developed composite materials fully correspond to the amount of rubber granules added. The least composite was the base composite (80%PS and 20% PE) which only had the highest tensile and bending strength inferring to a stiff and strong matrix. Nevertheless, incorporation of RG changed these characteristics dramatically. From the results, it was observed that tensile and bending strength of the composites declined with the increase in RG content although the strain increased.
The mechanical properties of the polyester-polyethylene (PS/PE) composites reinforced with rubber granules (RG) demonstrate trends that are consistent with, yet uniquely tailored by, the specific PS/PE matrix and RG loading. For example, the tensile strength of the composite with 20% RG reached 851 MPa, comparable to values reported in previous studies of rubber-reinforced polyethylene composites, where similar levels of improvement were observed with increasing rubber content [24, 58, 59]. However, unlike some studies on rubber-modified epoxy systems, which show a linear increase in impact strength with rubber content [60], our results display a plateau effect, with impact resistance peaking at 30% RG. This indicates that the PS/PE matrix may have a saturation point for rubber reinforcement, beyond which additional RG does not significantly enhance impact resistance. This behavior aligns with findings in rubber-filled thermoplastic composites [61], where matrix compatibility and dispersion quality play a role in property optimization.
From the results of the present study, the findings of the current study indicated that the incorporation of RG in the matrix increases the compressive strength and workability most specifically at moderate content the samples with 10% and 20% of RG. The 40% vol. RG composite had a desirable value of both the Compressive strength and Flexibility for potential application of the product.
The impact and hardness test revealed that there is a compromise between flexibility and surface durability. As for physical properties, it is found that the impact strength was decreased when the RG content was increased while the hardness was increased which suggested better surface protection against deformation.
Overall, the research indicates that it is possible to influence the mechanical characteristics of the composites and achieve certain ideal goal of the mechanical properties in the experiment by changing the RG content. Therefore, 40% RG composite was found to be most preferable having enhanced strength, flexibility, and surface resistivity. These insights are essential when it comes to creating composites for particular uses as a way of keeping the composites with correct characteristics needed for a given use.
4.7 Thermal conductivity results
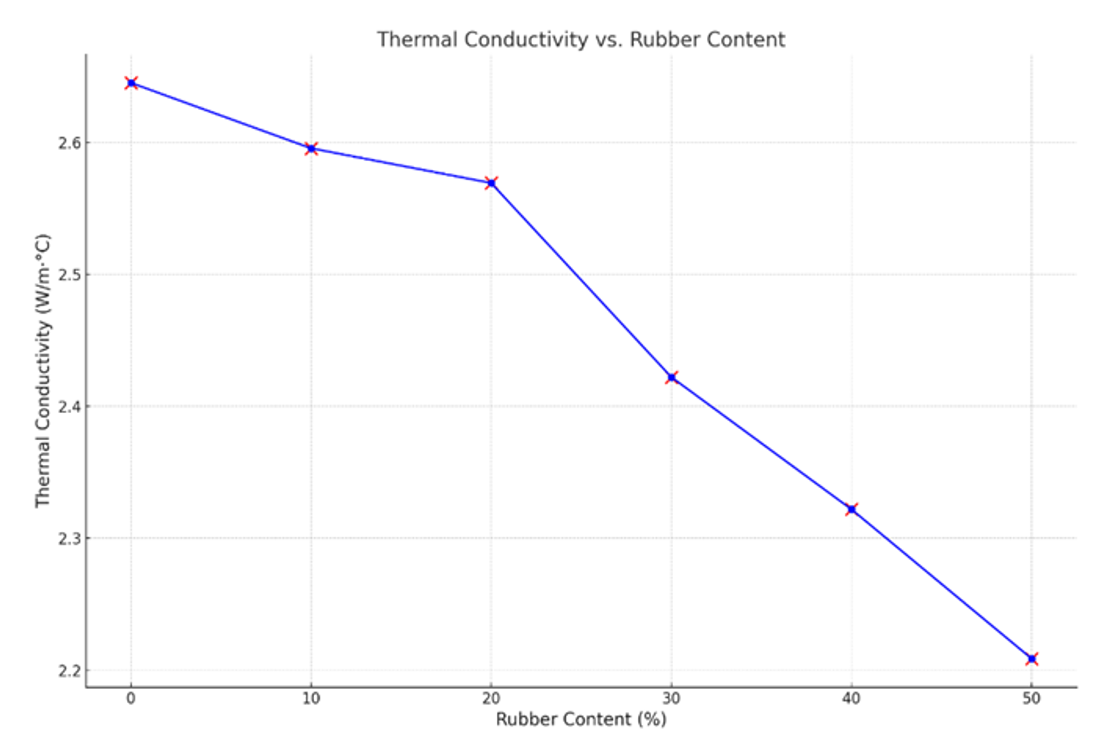
Thermal conductivity of the composite material based on the rubber content is given in Figure 14. This graph also tells us that the percentage of thermal conductivity decreases as the percentage of rubber granules (RG) rises from 0% to 50%. The 80% PS and 20% PE composite is the lowest composite with the thermal conductivity of 2.64522 W/m·℃ showing its better ability in heat transfer. This high thermal conductivity can be attributed to the inherent properties of the PS/PE matrix which of the material enables the heat to pass through easily through the material [62].
When the rubber content is raised to 10%, the thermal conductivity slightly drops to 2.59561 W/m·℃. This decrease persists gradually as the degree of RG content increases to become 2.56929 W/m·℃ at 20% of RG, 2.42223 W/m·℃ at 30% of RG, 2.32204 W/m·℃ at 40% of RG, and 2.20892 W/m·℃ at 50% of RG. As such this trend reveals that incorporation of RG weakens the composites heat conductivity since heat is transferred oppositely to it [63].
This is due to the following reasons The increase in the RG content leads to the reduction of the thermal conductivity of the composite. To begin with, rubber granules have relatively lower thermal conductivity as compared with the PS/PE matrix, and incorporating more such thermally insulating phase into the composites [64]. Secondly, the introduction of rubber granules can create interconnected interfaces in PS/PE matrix that halt heat conduction thus reducing the effective thermal conductivities [65].
Figure 14. Thermal conductivity for composites of 80% PS + 20% PE with varying RG content
From these results it can be postulated that while a positive effect is given by the use of RG on mechanical properties of the studied composite, it negatively impacts its thermal conductivity. In particular, in cases where high thermal conductivity is of utmost importance for the corresponding application such as thermal management systems the content of RG should be minimized. However, it is vital to focus on the options that would allow to enhance the thermal contact between the RG and the PS/PE matrix in order to avoid the decrease in thermal conductivity [66].
In other words, based on the figure, the coefficient of thermal conductivity decreases with the increase in the rubber constituent in the composite materials. This research presents the consideration of the tradeoffs in composite material design, especially concerning the content of the RG and mechanical/ thermal characteristic. In light of these findings, it becomes apparent that although the mechanical properties of RG-modified composites can be effectively adjusted for specific applications, the thermal properties must also be managed in accordance with the needs of the given application [67].
4.8 FTIR results
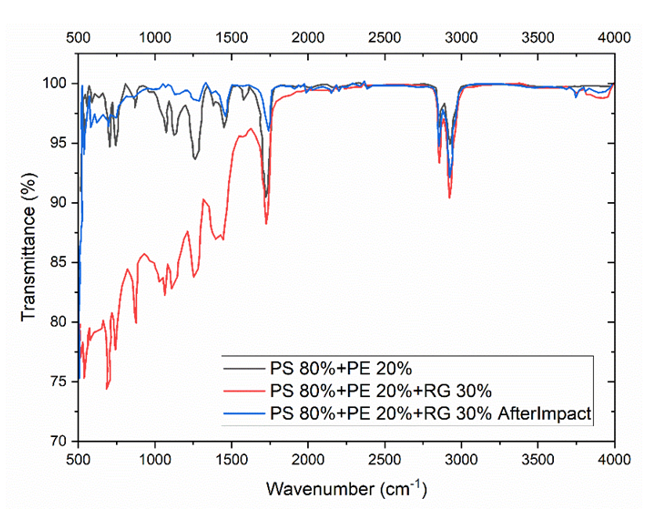
Figure 15 shows the FTIR spectra of the fabricated composite materials with the composition of 80% Polyester (PS) + 20% Polyethylene (PE) and those containing 30% rubber granules (RG) before and after impact testing which provide valuable information about the chemical entities and the functional groups present in the composed materials. Based on the literature and previous works, it is possible to obtain essential absorption bands, which include 515-530 cm-1 attributed to out-of-plane bending vibrations in aromatic rings, 1700 cm-1 for C=O stretching vibrations, 2900-3000 cm-1 for C-H stretching vibrations, and 3200-3600 cm-1 for O-H stretching vibrations. These bands were detected in all the samples and include the; Aromatic ring; Ester linkage; Alkyl group; Moisture content or hydroxyl group [68].
Note: Transmittance (%) versus wavenumber (cm-1) for composites of 80% PS + 20% PE, 80% PS + 20% PE + 30% RG, and 80% PS + 20% PE + 30% RG after impact testing.
Figure 15. FTIR spectra of composite materials
From the 80% PS + 20% PE sample, the absorption bands noted at 1700 cm-1 and 2900-3000 cm-1 were testified as strong, which indicated the stability of ester and alkyl groups in the polyester and polyethylene matrix [69]. The absorption bands were very similar, while transmittance values exhibited small differences compared to the samples with 30% of added RG prior to impact testing, indicating that the RG interacted with the PS/PE matrix [70]. The transmittance values providing for the composite with RG were slightly lower; this may mean that there is an increased interaction or a slight disruption in the matrix. This was also evident from the FTIR analysis, the transmittance value, when testing after impact, was even lower which may depicted the further change in structure or increase in interaction within the composites because of the mechanical load they had undergone [71].
The peak intensity analysis showed strong intensities in the range 1700 cm-1 and 2900-3000 cm-1 for all the samples indicating that the major chemical functionalities of PS and PE remained almost unaltered by the incorporation of RG and impact test. Nevertheless, the non-symmetric O-H stretching region (3200-3600 cm-1) displayed medium intensity with some fluctuation, suggesting that moisture content or hydroxyl functional groups’ interactions have been slightly altered by the composite’s fabrication or impact testing [72].
As evidenced by the data considered, it is possible to assume that the use of composite materials and the introduction of both RG and mechanical impacts do not result in the degradation of their chemical properties. The variations in the transmittance values and peak intensities in O-H region suggest that enough change in the composition of the matrix may be brought about by RG which improves the mechanical properties of the composite with minimal chemical changes of the structure. These mechanical and chemical stability makes such composites suitable for use in situation where impacts as well as changes in the chemical environment are inevitable. It is important to comprehend these molecular phenomena for predicting the suitable characteristics of composite materials to fulfill distinct performance requirements to promoting their dependability and efficiency in countless utilizations in the industry [73].
This study demonstrates the potential of polyester-polyethylene (PS/PE) composites with rubber granule (RG) additives to achieve enhanced mechanical, thermal, and chemical properties. Increasing RG content significantly affects composite properties, allowing the material to be tailored for specific applications. Key findings suggest that:
The environmental implications of this study are significant, as incorporating recycled rubber in composites not only improves material performance but also aligns with sustainable practices by minimizing waste and promoting a circular economy. This composite material presents viable applications across various sectors, including automotive, construction, packaging, and consumer goods, where durability, impact resistance, and environmental sustainability are essential.
Future Work: Further research should examine the performance of these composites under varying environmental conditions, such as high humidity and temperature, to confirm their effectiveness in real-world applications. Controlled environment testing would provide insight into the stability and longevity of these composites, helping to establish their compatibility with industry standards and environmental regulations.
The authors would like to express their appreciation to the General Company for Rubber Industries and Tires in Iraq and Analysis Materials Engineering Laboratories, University of Technology, Iraq for their assistance and support to conduct the current study.
[1] Aein Afina, M.R., Noor Najmi, B., Siti Shakirah, S., Surip, S.N. (2013). Mechanical and thermal properties of rubber toughened carbon black-filled polyester composite. Advanced Materials Research, 812: 163-168. https://doi.org/10.4028/www.scientific.net/AMR.812.163
[2] Hameed, S.N., Salih, W.B. (2023). Enhancing mechanical and thermal properties of unsaturated polyester resin with Luffa Fiber reinforcements: A volumetric analysis. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 33(6): 357-362. https://doi.org/10.18280/rcma.330602
[3] Berkouk, A., Meghezzi, A., Chelali, H., Soltani, M.T. (2021). Mechanical, morphological, thermal and dynamic study of composites of unsaturated polyesters-date palm leaf fiber (DPLF). Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 31(6): 317-323. https://doi.org/10.18280/rcma.310602
[4] Awad, S.K., Bdaiwi, W. (2024). Enhancing mechanical performance of PMMA resin through cinnamon particle reinforcement. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 34(3): 379-384. https://doi.org/10.18280/rcma.340313
[5] Ibraheem, E.K., Bdaiwi, W. (2024). Enhancing mechanical and thermal properties of unsaturated polyester composites through Sidr leaves' particle reinforcement. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 34(3): 269-275. https://doi.org/10.18280/rcma.340301
[6] Merie, E.Q., Salih, W.B. (2024). Study mechanical properties for polymer composite reinforced by carbon fibers and copper oxide particles (CuO) used in make prosthetic limb. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 34(1): 61-66. https://doi.org/10.18280/rcma.340108
[7] Hammed, M.G., Al-Fahdawi, I.H., Motlak, M. (2018). Enhancement of the tensile and the compression properties for heat-cured acrylic resin denture base materials. Baghdad Science Journal, 15(4): 449-454. http://doi.org/10.21123/bsj.2018.15.4.0449
[8] Hammed, M., Khalaf, H. (2011). Studying tensile strength for epoxy composites reinforced with glass fibers. Iraqi Journal of Science, 52(3): 335-342.
[9] Jamil, M.S., Ahmad, I., Abdullah, I. (2006). Effects of rice husk filler on the mechanical and thermal properties of liquid natural rubber compatibilized high-density polyethylene/natural rubber blends. Journal of Polymer Research, 13: 315-321. https://doi.org/10.1007/s10965-005-9040-8
[10] Xu, Z.H., Kong, Z.N. (2014). Mechanical and thermal properties of short-coirfiber-reinforced natural rubber/polyethylene composites. Mechanics of Composite Materials, 50: 353-358. https://doi.org/10.1007/s11029-014-9421-3
[11] Kakroodi, A.R., Kazemi, Y., Rodrigue, D. (2013). Mechanical, rheological, morphological and water absorption properties of maleated polyethylene/hemp composites: Effect of ground tire rubber addition. Composites Part B: Engineering, 51: 337-344. https://doi.org/10.1016/j.compositesb.2013.03.032
[12] Goudarzi, L., Izadi-Vasafi, H., Nikfar, N. (2018). Investigation of the morphological and mechanical properties of polyethylene terephthalate (PET)/Ethylene propylene diene rubber (EPDM) blends in the presence of multi-walled carbon nanotubes. Journal of Macromolecular Science, Part B, 57(8): 585-594. https://doi.org/10.1080/00222348.2018.1493174
[13] Silva, N.G., Cortat, L.I., Orlando, D., Mulinari, D.R. (2020). Evaluation of rubber powder waste as reinforcement of the polyurethane derived from castor oil. Waste Management, 116: 131-139. https://doi.org/10.1016/j.wasman.2020.07.032
[14] Kargarzadeh, H., Sheltami, R.M., Ahmad, I., Abdullah, I., Dufresne, A. (2015). Cellulose nanocrystal reinforced liquid natural rubber toughened unsaturated polyester: Effects of filler content and surface treatment on its morphological, thermal, mechanical, and viscoelastic properties. Polymer, 71: 51-59. https://doi.org/10.1016/j.polymer.2015.06.045
[15] Peters, S.T. (2013). Handbook of Composites. Springer Science & Business Media.
[16] ASTM International. (2022). Standard Test Method for Tensile Properties of Plastics (ASTM D638-22). ASTM International. https://doi.org/0.1520/D0638-22
[17] ASTM International. (2017). Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials (ASTM D790-17). ASTM International. https://doi.org/10.1520/D0790-17
[18] ASTM International. (2015). Standard Test Method for Compressive Properties of Rigid Plastics (ASTM D695-15). ASTM International. https://doi.org/10.1520/D0695-15
[19] ASTM International. (2018). Standard Test Methods for Notched Bar Impact Testing of Metallic Materials (ASTM E23-18). ASTM International. https://doi.org/10.1520/E0023-18
[20] ASTM International. (2015). Standard Test Method for Rubber Property—Durometer Hardness (ASTM D2240-15). ASTM International. https://doi.org/10.1520/D2240-15
[21] Ray, D., Sarkar, B.K., Rana, A.K., Bose, N.R. (2001). Effect of alkali treated jute fibres on composite properties. Bulletin of Materials Science, 24: 129-135. https://doi.org/10.1007/BF02710089
[22] Abu-Jdayil, B., Mourad, A.H.I., Hussain, A. (2016). Investigation on the mechanical behavior of polyester-scrap tire composites. Construction and Building Materials, 127: 896-903. https://doi.org/10.1016/j.conbuildmat.2016.09.138
[23] Yıldızhan, Ş., Yel, F., Akar, M.A., Kumlu, U. (2022). Tensile and morphological properties of waste tire rubber granule/polyester polymer matrix composite. Çukurova Üniversitesi Mühendislik Fakültesi Dergisi, 37(3): 773-780. https://doi.org/10.21605/cukurovaumfd.1190425
[24] Mastalygina, E., Varyan, I., Kolesnikova, N., Gonzalez, M.I.C., Popov, A. (2020). Effect of natural rubber in polyethylene composites on morphology, mechanical properties and biodegradability. Polymers, 12(2): 437. https://doi.org/10.3390/polym12020437
[25] Nikpour, N., Rodrigue, D. (2016). Effect of coupling agent and ground tire rubber content on the properties of natural fiber polymer composites. International Polymer Processing, 31(4): 463-471. https://doi.org/10.3139/217.3240
[26] Fazli, A., Rodrigue, D. (2022). Phase morphology, mechanical, and thermal properties of fiber-reinforced thermoplastic elastomer: Effects of blend composition and compatibilization. Journal of Reinforced Plastics and Composites, 41(7-8): 267-283. https://doi.org/10.1177/07316844211051749
[27] Munyati, M.O., Lovell, P.A. (2010). Tensile behaviour of rubber-modified polyester resin materials. e-Polymers, 10(1): 050. https://doi.org/10.1515/epoly.2010.10.1.547
[28] Willett, J.L., Doane, W.M. (2002). Effect of moisture content on tensile properties of starch/poly (hydroxyester ether) composite materials. Polymer, 43(16): 4413-4420. https://doi.org/10.1016/S0032-3861(02)00274-4
[29] Luo, Z.R, Li, X., Shang, J.Z., Zhu, H., Fang, D.L. (2018). Modified rule of mixtures and Halpin–Tsai model for prediction of tensile strength of micron-sized reinforced composites and Young’s modulus of multiscale reinforced composites for direct extrusion fabrication. Advances in Mechanical Engineering, 10(7). https://doi.org/10.1177/1687814018785286
[30] Serenko, O.A., Efimov, A.V. (2020). Effect of temperature on the properties of the rolled composites based on polyethylene and rubber particles. ИНЭОС OPEN, 3(5): 182-187. https://doi.org/10.32931/io2025a
[31] Mills, P.J., Hay, J.N., Hayward, R.N. (1985). The post-yield behaviour of low-density polyethylenes: Part 1 Strain hardening. Journal of Materials Science, 20: 501-507. https://doi.org/10.1007/BF01026519
[32] Shahapurkar, K., Alblalaihid, K., Chenrayan, V., Alghtani, A.H., Tirth, V., Algahtani, A., Alarifi, I.M., Kiran, M.C. (2022). Quasi-static flexural behavior of epoxy-matrix-reinforced crump rubber composites. Processes, 10(5): 956. https://doi.org/10.3390/pr10050956
[33] Van der Wal, A., Nijhof, R., Gaymans, R.J. (1999). Polypropylene–rubber blends: 2. The effect of the rubber content on the deformation and impact behaviour. Polymer, 40(22): 6031-6044. https://doi.org/10.1016/S0032-3861(99)00213-X
[34] Juhasz, J.A., Best, S.M., Brooks, R., Kawashita, M., Miyata, N., Kokubo, T., Nakamura, T., Bonfield, W. (2004). Mechanical properties of glass-ceramic A–W-polyethylene composites: Effect of filler content and particle size. Biomaterials, 25(6): 949-955. https://doi.org/10.1016/j.biomaterials.2003.07.005
[35] Chen, Y., Xu, C. (2012). Stress-strain behaviors and crosslinked networks studies of natural rubber-zinc dimethacrylate composites. Journal of Macromolecular Science, Part B, 51(7): 1384-1400. https://doi.org/10.1080/00222348.2011.629904
[36] Khonakdar, H.A., Morshedian, J., Wagenknecht, U., Jafari, S.H. (2003). An investigation of chemical crosslinking effect on properties of high-density polyethylene. Polymer, 44(15): 4301-4309. https://doi.org/10.1016/S0032-3861(03)00363-X
[37] Osman, H., Ismail, H., Mustapha, M. (2010). Effects of maleic anhydride polypropylene on tensile, water absorption, and morphological properties of recycled newspaper filled polypropylene/natural rubber composites. Journal of Composite Materials, 44(12): 1477-1491. https://doi.org/10.1177/0021998309359212
[38] Buakaew, W., Yupaporn, R., Suppakarn, N., Sutapun, W. (2013). Effect of compatibilizers on mechanical and thermal properties of high density polyethylene filled with bio-filler from eggshell. Advanced Materials Research, 699: 57-62. https://doi.org/10.4028/www.scientific.net/AMR.699.57
[39] Zaïri, F., Naït-Abdelaziz, M., Gloaguen, J.M., Lefebvre, J.M. (2010). Constitutive modelling of the large inelastic deformation behaviour of rubber-toughened poly (methyl methacrylate): Effects of strain rate, temperature and rubber-phase volume fraction. Modelling and Simulation in Materials Science and Engineering, 18(5): 055004. https://doi.org/10.1088/0965-0393/18/5/055004
[40] Cosnita, M., Cazan, C., Duta, A. (2017). The influence of inorganic additive on the water stability and mechanical properties of recycled rubber, polyethylene terephthalate, high density polyethylene and wood composites. Journal of Cleaner Production, 165: 630-636. https://doi.org/10.1016/j.jclepro.2017.07.103
[41] Huang, Z., Sui, L., Wang, F., Du, S., Zhou, Y., Ye, J. (2020). Dynamic compressive behavior of a novel ultra-lightweight cement composite incorporated with rubber powder. Composite Structures, 244: 112300. https://doi.org/10.1016/j.compstruct.2020.112300
[42] El Eraki, M.H., El Lawindy, A.M.Y., Hassan, H.H., Mahmoud, W.E. (2006). The physical properties of pressure sensitive rubber composites. Polymer Degradation and Stability, 91(7): 1417-1423. https://doi.org/10.1016/j.polymdegradstab.2005.10.009
[43] Johnsen, J., Grytten, F., Hopperstad, O.S., Clausen, A.H. (2017). Influence of strain rate and temperature on the mechanical behaviour of rubber-modified polypropylene and cross-linked polyethylene. Mechanics of Materials, 114: 40-56. https://doi.org/10.1016/j.mechmat.2017.07.003
[44] Mills, P.J., Hay, J.N. (1985). Post-yield behaviour of low density polyethylenes: 2. Plastic fracture. Polymer, 26(6): 901-904. https://doi.org/10.1016/0032-3861(85)90135-1
[45] Hetzer, M., Naiki, J., Zhou, H., Poloso, T., De Kee, D. (2009). Thermal dependence of Young’s modulus of wood/polymer/clay nanocomposites. Journal of Composite Materials, 43(20): 2285-2301. https://doi.org/10.1177/0021998309344638
[46] Aghajanian, M.K., Langensiepen, R.A., Rocazella, M.A., Leighton, J.T., Andersson, C.A. (1993). The effect of particulate loading on the mechanical behaviour of Al2O3/Al metal-matrix composites. Journal of Materials Science, 28(24): 6683-6690. https://doi.org/10.1007/BF00356415
[47] Ike-Eze, I.E., Uyor, U.O., Aigbodion, V.S., Omah, A.D., Ude, S.N., Daniel-Nkpume, C.C. (2019). Tensile and compressive strength of palm kernel shell particle reinforced polyester composites. Materials Research Express, 6(11): 115335. https://doi.org/10.1088/2053-1591/ab4afa
[48] Bucknall, C.B., Cote, F.F., Partridge, I.K. (1986). Rubber toughening of plastics. Journal of Materials Science, 21(1): 301-306.
[49] Peiffer, D.G. (1979). Impact strength of thick‐interlayer composites. Journal of Applied Polymer Science, 24(6): 1451-1455. https://doi.org/10.1002/app.1979.070240606
[50] Hamid, A.M., Abd Al Noor, S.S., Dhyaa, B.M. (2009). Studying of the impact strength of rubber-toughened thermosets. Engineering and Technology Journal, 27(1): 203-216. https://doi.org/10.30684/etj.27.1.15
[51] Cigna, G., Matarrese, S., Biglione, G.F. (1976). Effect of structure on impact strength of rubber-reinforced polystyrene. Journal of Applied Polymer Science, 20(8): 2269-2280. https://doi.org/10.1002/app.1976.070200824
[52] Drewing, S., Abramczyk, N., Żuk, D., Dyl, T. (2023). Statistical methods in the analysis of strength parameters of epoxy-glass composites modified with rubber recyclate. Journal of Achievements in Materials and Manufacturing Engineering, 117(2): 71-78. https://doi.org/10.5604/01.3001.0053.6702
[53] Manaila, E., Stelescu, M.D., Craciun, G., Surdu, L. (2014). Effects of benzoyl peroxide on some properties of composites based on hemp and natural rubber. Polymer Bulletin, 71: 2001-2022. https://doi.org/10.1007/s00289-014-1168-4
[54] Kar, K.K., Sharma, S.D., Kumar, P. (2007). Effect of rubber hardness on the properties of fiber reinforced plastic composites made by the newly proposed rubber pressure molding technique. Polymer Composites, 28(5): 618-630. https://doi.org/10.1002/pc.20294
[55] Singh, V.K., Gope, P.C., Chaudhary, A.K., Prakash, O. (2015). Characterization of wear resistance of silica-styrene-butadiene rubber filled hybrid composites. Asian Journal of Engineering and Technology, 3(4): 249-253.
[56] Saritha, A., Joseph, K., Boudenne, A., Thomas, S. (2011). Mechanical, thermophysical, and diffusion properties of TiO2‐filled chlorobutyl rubber composites. Polymer composites, 32(10): 1681-1687. https://doi.org/10.1002/pc.21205
[57] Kumar, V., Alam, M.N., Park, S.S., Lee, D.J. (2022). New insight into rubber composites based on graphene nanoplatelets, electrolyte iron particles, and their hybrid for stretchable magnetic materials. Polymers, 14(22): 4826. https://doi.org/10.3390/polym14224826
[58] Mastalygina, E.E., Varyan, I.A., Kolesnikova, N.N., Popov, A.A. (2016). Structural changes in the low-density polyethylene/natural rubber composites in the aqueous and soil media. In VIII International Conference on “Times of Polymers and Composites”: From Aerospace to Nanotechnology, Naples, Italy. https://doi.org/10.1063/1.4949672
[59] Flores, I.Y., Ramos-DeValle, L.F., Rodriguez-Fernandez, O.S., Sanchez-Valdes, S. (1997). Blends of polyethylene-polyisoprene rubbers: Study of the flow properties. Journal of Polymer Engineering, 17(4): 295-310. https://doi.org/10.1515/POLYENG.1997.17.4.295
[60] Li, B.H., Zhang, X.H., Qi, G.C., Wang, X., Zhang, J.R., Han, P., Ru, Y., Qiao, J. (2019). A rubber-modified epoxy composite with very high toughness and heat resistance. Polymers and Polymer Composites, 27(9): 582-586. https://doi.org/10.1177/0967391119854649
[61] Liu, Y.Q., Zhang, X.H., Wei, G.S., Gao, J.M., Huang, F., Zhang, M.L., Guo, M.F., Qiao, J.L. (2002). Special effect of ultra-fine rubber particles on plastic toughening. Chinese Journal of Polymer Science, 20: 93-98.
[62] Benazzouk, A., Douzane, O., Mezreb, K., Laidoudi, B., Quéneudec, M. (2008). Thermal conductivity of cement composites containing rubber waste particles: Experimental study and modelling. Construction and Building Materials, 22(4): 573-579. https://doi.org/10.1016/j.conbuildmat.2006.11.011
[63] Wilk, J., Smusz, R., Filip, R., Chmiel, G., Bednarczyk, T. (2020). Experimental investigations on graphene oxide/rubber composite thermal conductivity. Scientific Reports, 10(1): 15533. https://doi.org/10.1038/s41598-020-72633-z
[64] Gao, B.Z., Xu, J.Z., Peng, J.J., Kang, F.Y., Du, H.D., Li, J., Chiang, S.W., Xu, C.J., Hu, N., Ning, X.S. (2015). Experimental and theoretical studies of effective thermal conductivity of composites made of silicone rubber and Al2O3 particles. Thermochimica Acta, 614: 1-8. https://doi.org/10.1016/j.tca.2015.06.005
[65] Mu, Q.H., Feng, S.Y., Diao, G.Z. (2007). Thermal conductivity of silicone rubber filled with ZnO. Polymer Composites, 28(2): 125-130. https://doi.org/10.1002/pc.20276
[66] Song, S.Q., Wang, J.Y., Liu, C., Wang, J.C., Zhang, Y. (2019). A facile route to fabricate thermally conductive and electrically insulating polymer composites with 3D interconnected graphene at an ultralow filler loading. Nanoscale, 11(32): 15234-15244. https://doi.org/10.1039/C9NR05153H
[67] Zhou, W.Y., Qi, S.H., Tu, C.C., Zhao, H.Z. (2007). Novel heat‐conductive composite silicone rubber. Journal of Applied Polymer Science, 104(4): 2478-2483. https://doi.org/10.1002/app.25479
[68] Carduner, K.R., Peck, M.P., Carter III, R.O., Killgoar Jr, P.C. (1989). An infrared spectroscopic study of polyethylene terephthalate degradation in polyester fiber/nitrile rubber composites. Polymer Degradation and Stability, 26(1): 1-10. https://doi.org/10.1016/0141-3910(89)90023-2
[69] Manohar, N., Jayaramudu, J., Suchismita, S., Rajkumar, K., Reddy, A.B., Sadiku, E.R., Priti, R., Maurya, D.J. (2017). A unique application of the second order derivative of FTIR–ATR spectra for compositional analyses of natural rubber and polychloroprene rubber and their blends. Polymer Testing, 62: 447-453. https://doi.org/10.1016/j.polymertesting.2017.07.030
[70] Ciuca, I., Stanescu, M.M., Bolcu, D., Deaconu, L.F. (2018). A study of some mechanical and chemical properties of composite materials made up of UPR and ISO/NPG granules of the type of Buzi/Perdido Cromate. Revista de Chimie, 69(5): 1045-1049.
[71] Gulmine, J.V., Janissek, P.R., Heise, H.M., Akcelrud, L. (2002). Polyethylene characterization by FTIR. Polymer Testing, 21(5): 557-563. https://doi.org/10.1016/S0142-9418(01)00123-6
[72] Silva, N.G., Cortat, L.I., Orlando, D., Mulinari, D.R. (2020). Evaluation of rubber powder waste as reinforcement of the polyurethane derived from castor oil. Waste Management, 116: 131-139. https://doi.org/10.1016/j.wasman.2020.07.032.
[73] Bonnia, N.N., Ahmad, S.H., Zainol, I., Mamun, A.A., Beg, M.D.H., Bledzki, A.K. (2010). Mechanical properties and environmental stress cracking resistance of rubber toughened polyester/kenaf composite. Express Polymer Letters, 4: 55-61. https://doi.org/10.3144/expresspolymlett.2010.10