Comparative Analysis of Microscale and Nanoscale Alumina Reinforcement in Al-Cu-Mg-Al2O3 Composites: Impacts on Density, Porosity, and Hardness

Ilyas Renreng![]() | Hairul Arsyad
| Hairul Arsyad![]() | Tommy Tarminsyah*
| Tommy Tarminsyah*![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In contemporary transportation and automotive industries, the demand for materials featuring optimal physical and mechanical properties coupled with reduced weight is paramount. This study investigates the influence of alumina reinforcement, utilizing powders of varying particle sizes, on the properties of Al-Cu-Mg composite materials. Specifically, the effects of incorporating alumina powder with a particle size of 56μm and 20nm, each at a volume ratio of 1%, into Al-Cu-Mg composite alloys were examined. The density of the composites was assessed employing the Archimedes principle, while their porosity and microhardness were also evaluated. Additionally, the composites underwent SEM characterization, quantitative analysis, and EDS mapping. The findings reveal that the composite reinforced with nano-sized Aluminum Oxide (Al2O3) demonstrated superior performance, manifesting a relative density of 55.61%, the lowest porosity at 5.47%, and the highest microhardness value of 55.7HV. These enhanced characteristics are corroborated by the results of the SEM-EDS microstructural observations. The employment of nano-Al2O3 in the Al-Cu-Mg composite alloy significantly optimizes its physical and mechanical attributes, rendering it an advantageous material for the fabrication of lighter and more robust components in transportation and automotive applications. The study's outcomes underscore the critical role of particle size in the reinforcement of aluminum matrix composites, highlighting the potential of nano-reinforcements in advancing material properties for industry-specific applications.
aluminum matrix composite, alumina particle size, powder metallurgy, alumina nanoparticle, alumina microparticle, grain size, sintering, magnesium
Metal matrix composites (MMCs) are increasingly recognized for their superior characteristics compared to conventional metal materials. The demand for MMCs has surged, particularly in aerospace, automotive, and military sectors [1]. Among various MMCs, aluminum matrix composites (AMCs) have garnered significant attention in these industries due to their advantageous properties such as low density, a controllable coefficient of expansion, mechanical robustness, wear resistance, and high strength [1, 2]. Fabrication methods for AMCs include casting, extrusion, and powder metallurgy [3]. Powder metallurgy is often considered the most advantageous, albeit requiring optimization in certain applications [4]. This method surpasses casting in several aspects, notably in terms of reduced processing costs, lower production temperatures, and precise distribution of reinforcement particles. Additionally, powder metallurgy effectively prevents the formation of undesirable phases between the matrix and reinforcement materials [5].
The efficacy of powder metallurgy in producing AMCs lies in its ability to facilitate the amalgamation of aluminum with reinforcing elements such as Cu, Mg, and Alumina. Nevertheless, challenges persist, particularly when integrating aluminum with elements like Cu. The primary obstacle arises from the oxide layer on aluminum grains. During the sintering process, this oxide layer impedes powder flow in the compaction stage and restricts atomic diffusion in solid-phase sintering. These limitations can potentially degrade the quality of the resultant composite [6-8]. In the sintering process of AMCs, the densification of sintered compacts is often enhanced by introducing a liquid eutectic phase. Elements such as Si, Sn, and Cu, known for their low melting points akin to aluminum, are employed to expedite the filling of pore gaps within the bonded structure, thereby accelerating the densification process [9-13]. However, this densification is frequently impeded by the presence of an oxide layer on aluminum grains and the low wettability within the liquid phase. Research indicates that the eutectic point of the Al-Al2Cu system can facilitate wetting of the Al2O3 surface at sintering temperatures of 600℃ or higher [10].
Nevertheless, the oxide layer on aluminum hinders the wetting of Al2O3 particles, especially when Al2O3 is incorporated into Al-Cu composites. To address this, the addition of a more reactive element like Mg is suggested. Mg not only enhances the wettability of the reinforcements but also mitigates issues like agglomeration, clustering, and uneven powder distribution. Concurrently, it contributes to the composite's increased strength and corrosion resistance [14, 15]. Studies by Lumley and Schaffer [11], among others, have demonstrated that Mg can effectively disrupt the surface oxide layer of Al powder, thereby improving the density of the sintered aluminum composite. One of the primary drawbacks of aluminum elements is their relatively low strength and wear resistance. The integration of ceramic particles has been identified as a solution to this challenge. Currently, hard ceramic materials are being increasingly utilized to fortify AMC composites. These ceramic reinforcements are known to enhance the mechanical properties of composites, with the level of improvement being contingent on the volume fraction and particle size of the ceramic materials, as well as on the distribution of these particles within the composite [12].
Stability at elevated temperatures and non-reactivity are essential attributes for materials reinforcing the aluminum matrix. Silicon Carbide (SiC) and Al2O3 are commonly employed reinforcing materials, with Al2O3 being the preferred choice due to its inert behavior at high temperatures and its ability to prevent the formation of undesirable phases [13]. Al2O3 is distinguished by its robust compressive strength and superior wear resistance. Rahimian et al. [16] investigated the impacts of particle quantity and size of Al2O3 on the hardness, density, wear resistance, microstructure, yield strength, compressive strength, and elongation of Al-Al2O3 composites. It was found that a reduction in alumina particle size leads to an increase in the composite’s density, hardness, yield strength, compressive strength, and wear resistance. Further, Hesabi et al. [17] explored the compressibility of aluminum and alumina powders subjected to mechanical milling. A 5% vol. accumulation of alumina (35nm) was compacted with aluminum powder post-milling through uniaxial mechanical compaction in a die.
In a similar vein, Zebarjad and Sajjadi [18] conducted a comparative analysis of Al-5% nano-Al2O3 composite alloy and pure Al, post-mixing and mechanical grinding processes. The findings revealed that the mechanical grinding process markedly influences the compressibility of both reinforced and unreinforced aluminum powders. Moreover, it was observed that an increase in compaction pressure inversely affects the densification rate of the Al-5% nano-Al2O3 alloy powder mixture, consequently diminishing the density of the composite. The authors conducted a comprehensive evaluation of the microstructure in Al-Al2O3 alloys employing the mechanical alloying method, utilizing a ball milling mixer over varying durations. It was observed that extended milling time results in the finer and more uniform distribution of alumina powder within the Al matrix. Complementing this, Hesabi et al. [19] reported that structural evolution in micro-composite powders during the mechanical grinding process occurs at a more rapid pace compared to nanocomposite powders. Through XRD analysis using the Williamson-Hall method, it was discerned that the crystal dimensions and lattice strain in the Al nanocomposite matrix are smaller than those in the micro-composites.
Further exploration by Kang and Chan [20] into the hardness and tensile properties of Al-Al2O3 alloys with varying reinforcement levels (1-7vol.%) of nano-Al2O3 revealed a critical threshold. At levels above 4vol.% Al2O3, a noticeable increase in particle agglomeration was observed, accompanied by a subsequent decrease in material strength. Post-combination of composite powders, factors such as volume fraction, particle size, and type of reinforcement are pivotal in influencing the resultant properties. Although extensive literature exists [13, 16, 19, 21-23] on micro-scale composites, there remains a significant gap in understanding the morphological and microstructural changes when comparing Al-Al2O3 nanoparticles with Al-Al2O3 microparticles. This gap highlights an area ripe for further investigation, particularly in delineating the nuanced differences between these scales of reinforcement and their respective impacts on composite properties.
Building upon prior research [19] which compared the effects of incorporating 5vol.% nano-Al2O3 (35nm) and micro-Al2O3 (1µm) into the Al matrix, this study extends the exploration by examining the impact of varying alumina grain sizes on Al-Cu-Mg composites. Specifically, the focus is on contrasting micro-Al2O3 (56µm) with nano-Al2O3 (20nm) as reinforcements in the composite, each added at an identical volume fraction of 1%. The composites were then subjected to a compaction pressure of 200MPa and sintered for 60 minutes. Critical evaluations were conducted on the density, porosity, hardness, and microstructure of the Al-Cu-Mg-Al2O3 composites to discern the influence of different alumina grain sizes.
The primary objective of this study lies in developing lighter and more rigid AMC composites compared to other Al alloys, achieved through the variation of alumina grain size within Al-Cu-Mg composites. This investigation aims to delve into how alterations in alumina grain size impact the density, porosity, and microhardness of the composites. Such an inquiry addresses a gap in existing literature, as the specific effects of alumina grain size variations on these properties have not been extensively studied previously.
2.1 Material selection
This experimental research provides high purity main ingredient powders in the powder metallurgy method route. Regarding the materials used, namely Aluminum (Al), Copper (Cu), Magnesium (Mg) which are products from Merck and Alumina (Al2O3) supplied from Gongyi City Meiqi Industry, China. All raw materials are in powder form with different particle sizes. Aluminum powder is flake-shaped with an average size of 55 μm, copper powder is dendritic in shape with an average size of 1.46 μm, magnesium powder is spherical with an average size of 250 μm, and alumina powder is spherical (micro-Al2O3) and irregular in shape (nano- Al2O3) with 2 grain size variations of 56 μm and 20 nm. Table 1 will show the characteristics of the powders used in this study.
Table 1. The characteristics of the raw material powder in the present study
|
Symbol |
Material, Purity |
Density (g/cm3) |
|
Al |
Aluminum powder, >90% |
2.70 |
|
Cu |
Copper powder, 99.92% |
8.95 |
|
Mg |
Magnesium powder, 99.90% |
1.74 |
|
Al2O3 |
Aluminum oxide powder, 99% |
3.95 |
2.2 Process of mixing, compaction, and sintering
Table 2 shows the composition and mass fraction of each element. After that, the powder to be mixed is weighed and sorted. The Al-Cu-Mg-Al2O3 alloy was mixed dry in a mixing machine for 120 minutes with a rotation speed of 1,500 rpm so that the reinforcing powder particles were distributed. More evenly between the aluminum matrix powder particles. Raw material powder that has been mixed, then sorted into two types of mixture, is shown in Table 3.
Table 2. Composition & mass fraction of raw material powder
|
Symbol |
Composition Fraction (%) |
Mass (Gram) |
|
Al |
93 |
4.731 |
|
Cu |
4.5v |
0.762 |
|
Mg |
1.5 |
0.049 |
|
Al2O3 (μm) |
1 |
0.075 |
|
Al2O3 (nm) |
1 |
0.075 |
Table 3. Matrix of aluminum composite materials
|
Specimen Code |
Composition |
Grain Size of Al2O3 |
|
SP 14 |
$\mathrm{Al}-4.5 \mathrm{Cu}-1.5 \mathrm{Mg}-1 \mathrm{Al}_2 \mathrm{O}_3$ |
Microparticle |
|
SP 15 |
$\mathrm{Al}-4.5 \mathrm{Cu}-1.5 \mathrm{Mg}-1 \mathrm{Al}_2 \mathrm{O}_3$ |
Microparticle |
After obtaining the results of mixing the raw material powders evenly, visual sampling is carried out using SEM to determine the level of uniformity of the distribution of raw material powders in the mixture.
Mold wall lubricant, namely paraffin wax, is applied to the inside wall of the mold. After that the powder mixture is poured into a cylindrical mold. The pressing process is carried out in one direction (single end compaction) using a Krisbow type hydraulic press at room temperature, namely cold compaction. The pressure used is 200 MPa and is held for 3 minutes so that the stress distribution occurs evenly and avoids the formation of oxidation on the aluminum matrix composite. Apart from that, holding the compaction for 3 minutes will provide better packing results, and with a pressure of 200 Mpa, all particles will experience sufficient strain hardening and ultimately reduce the porosity of the green compact.
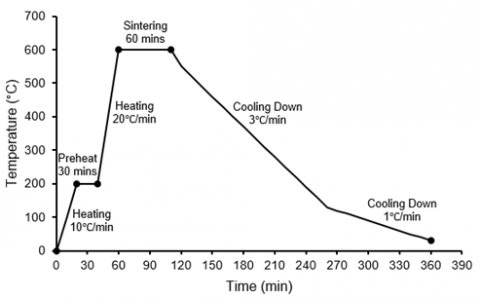
Density testing after the green compact was formed using the Archimedes method. After density data was collected, green compact was sintered using Lindberg Blue M-Thermo Scientific Furnace at 600℃ for 60 minutes, after previously being heated at 200℃ for 30 minutes to avoid thermal shock. Determination of the sintering temperature also refers to the sintering temperature of the aluminum matrix, namely 595-625℃. The sintering cycle is shown in Figure 1.
2.3 Characterization methods
The density and porosity values of the sintered samples were then measured using the water immersion method (Archimedes' principle) because this method is quite simple, inexpensive, practical, fast, and has high accuracy. Theoretical densities are determined according to the law of mixture (Eq. (1)).
$\rho_s=\left(\frac{W_u}{W_u-W_a}\right) \cdot \rho_a$ (1)
where, $\rho_s$ is the sample density, $W_u$ is the sample weight in air, $W_a$ is the sample weight in water, and $\rho_a$ is the density of water at 25℃. The relative density of the sample $\rho_r$ is calculated using Eq. (2).
$\rho_r=\left(\frac{\rho_s}{\rho_t}\right) \cdot \rho_a$ (2)
where, the theoretical density is $\rho_t$, the porosity value of the sintered compact was measured by immersion for 24 hours after weighing the dry sample. The porosity ratio is calculated using Eq. (3).
$\varepsilon=\left(\frac{m_2-m_1}{m_1}\right) \times 100 \%$ (3)
where, ε is the porosity of the sample, $m_1$ is the dry weight of the sample, and $m_2$ is the weight of the sample after 24 hours of immersion.
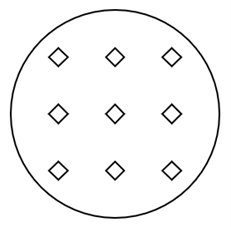
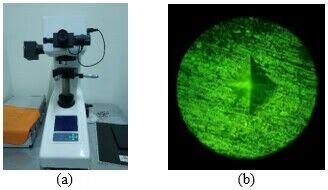
Microhardness testing begins by gradually leveling and smoothing the surface of the specimen using grit sandpaper #220, #400, #800, #1000, #1500, and #5000 to obtain a clear photographic appearance of the indentation and a flat surface of the test specimen. After that, the pyramid indenter on the installed Wilson Hardness UH250 Buehler hardness tester is positioned perpendicular to the surface of the test sample, and the Vickers microhardness is measured with a load of 500 grams with a holding time of 15 seconds. Hardness testing was carried out at nine points on the sample surface, as in Figure 2. The calculation of microhardness values was carried out automatically by the test equipment. The average value of the accumulated nine test points will be the final value of microhardness testing on the test specimen.
Figure 1. Schematic of the sintering cycle for the Al-Cu-Mg-Al2O3 composition
Figure 2. Location of nine measurement points on the sample surface
2.4 Morphological analysis
The morphology of the raw material powder, the sample microstructure, and its elemental composition were analyzed using a Jeol JCM-6000Plus scanning electron microscope equipped with an EDS. Each raw material powder morphology (Al, Cu, Mg, micro-Al2O3, and nano-Al2O3) was analyzed. Likewise, the structure and distribution of mixed powder particles were tested with several SEM images to show morphology and EDS mapping to show the distribution of mixed particles. After the sample has sintered, another micrographic identification of the sintered compact is carried out, along with quantitative data collection from the detected elements and compounds. Then, a mapping has carried out on the distribution of the elements from the sintered compact.
3.1 Powder characterization of raw materials
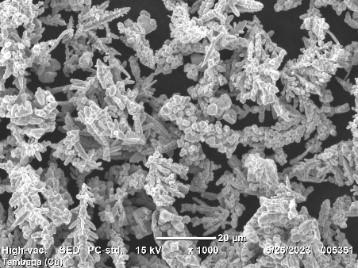
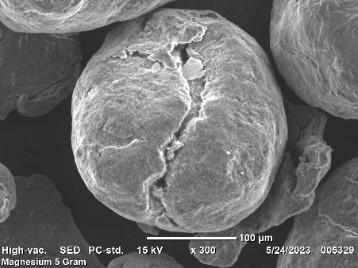
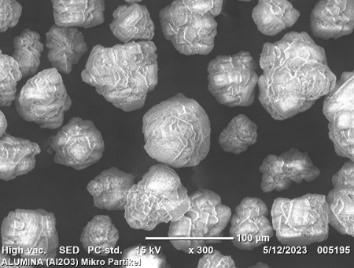
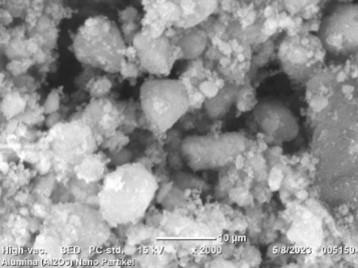
The powder's shape and size observing with a Jeol JCM-6000Plus Scanning Electron Microscope (SEM), shown in Figure 3. The results showed that the raw material for aluminium powder is flaking with an average powder particle size of 55 μm (Figure 3(a)). Light magnesium powder is spherical with an average size of 250 μm in black, and micro-alumina powder is spherical with an average size of 56 μm with a white 100 μm scale bar (Figure 3(c) and 3(d)). Moreover, dendritic-shaped copper powder with an average size of 1.46 µm has an orange pattern and irregularly shaped alumina powder (nanoparticles) with an average size of 20 nm with a white rod scale of 20 µm (Figure 3(b) and 3(e)). Each raw material powder has a different shape from one another.
(a)
(b)
(c)
(d)
(e)
Figure 3. Visual SEM of raw material powder (a) Aluminum, (b) Copper, (c) Magnesium, (d) micro-Al2O3, (e) nano-Al2O3
3.2 Microstructural characterization of Al-Cu-Mg/Al2O3 powder mixture
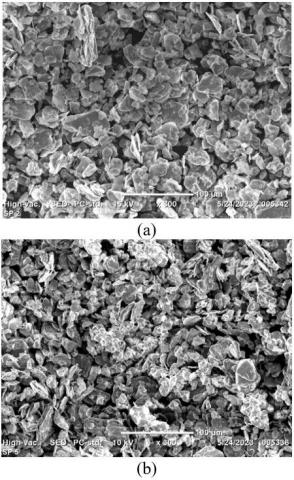
Combining powders that have different characteristics will form specific properties. Therefore, in order to achieve a homogeneous mixture, powder mixing is carried out according to a predetermined composition. Powder mixing using a mixing machine for 60 minutes. Then the powder mixture was visualized using a Jeol JCM-6000Plus type scanning electron microscope (SEM). Figure 4(a) and 4(b) show the raw mixing of Al-Cu-Mg-microAl2O3 and Al-Cu-Mg-nanoAl2O3.
Repeated deformation, welding and fracture occur in the mechanical milling process. Many influential parameters include miller type, miller speed, atmosphere and milling temperature [24]. It is also known that powder characteristics, such as morphology, particle size and distribution, will influence the consolidation behavior. Therefore it is necessary to pay attention to the initial state of the powder before the compaction process is carried out. Figure 4 shows the mechanical grinding process causing changes in the shape of the particles. When mechanical grinding is carried out, the morphology of the powder particles will change from initially spherical to flake in shape.
Figure 4. Mixing powder of Al-Cu-Mg-Al2O3. (a) Al-Cu-Mg composite with micro-Al2O3 or SP 14; (b) Al-Cu-Mg composite with nano-Al2O3 or SP 15
More than sixty minutes of mixing time is required to obtain identical particles. Figure 4(a) shows the morphology of the Al-4.5Cu-1.5Mg-1microAl2O3 composite particles, and Figure 4(b) shows the morphology of the Al-4.5Cu-1.5Mg-1nanoAl2O3 composite particles. As seen in Figure 4, adding hard particles such as Cu and Al2O3 affects the mixing process. The mixing process is approaching a steady-state condition characterized by the formation of nearly equated particles, especially in the SP 15 mixed powder. As in previous studies [17], the aluminum particle fracture process will be accelerated in the presence of Al2O3 nanoparticles. It is known that powders with a spherical shape have a lower tendency to form bridges because the particles have relatively good mobility and a denser density. Conversely, flake-shaped particles have a lower density due to the high friction between the particles and will facilitate the formation of bridges. This will affect the density and microstructure of the composite.
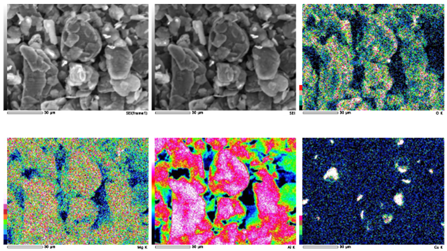
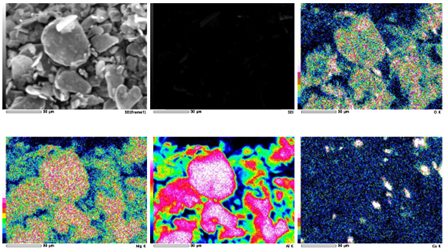
Elemental mapping images using SEM-EDS are shown in Figures 5 and 6, To assess the distribution of reinforcing particles and the homogeneity of the microstructure on the cross-section of the composite powder.
Mapping using SEM-EDS was carried out by observing the microstructure of the powder mixture by displaying the morphology and analysis of the distribution of the constituent elements. The properties of the composite will be affected by the matrix's distribution of the reinforcing particles. Figures 5 and 6 show the distribution of the constituent elements of the powder mixture. It can be seen that the distribution of elemental magnesium particles, which is directly proportional to the distribution of elemental oxygen, proves magnesium's ability as a wetting agent capable of binding oxygen. Some aluminium clusters look dominant, as seen in the Al mapping, marked by bright colour gradations in almost all mapping areas. At the same time, Cu elements form agglomerations in several places, marked with white dots in the mapping area.
Figure 5. SEM-EDS mapping Al-Cu-Mg-microAl2O3 (SP 14) composite powder
Figure 6. SEM-EDS mapping Al-Cu-Mg-nanoAl2O3 (SP 15) composite powder
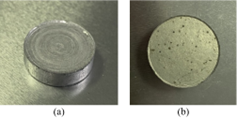
Figure 7. Visual samples (a) green compact (b) sintered compact
3.3 Visual observation of green compact and sintered compact
Composite samples measuring 20 mm × 6 mm compacted before and after sintering are shown in Figure 7. Figure 7(a) shows a visual sample with a complete cylindrical shape and no material defects and is ready for the sintering process. The green compact achieves adequate shape, density, and contact between particles to suit further processes [25]. Similar conditions were shown in the post-sintered sample (Figure 7(b)) to achieve a complete shape, and no material defects occurred. This condition is supported by a preheat mechanism at 200℃ for 30 minutes which supports the release of lubrication and prevents thermal shock. On the surface of the sintered compact, several black dots appear due to the evaporation of the magnesium element.
3.4 Density analysis
Density is the ratio between the mass and volume of the composite. Composites with low-density values indicate light composites. Al-Cu-Mg-Al2O3 powder was compacted under 200 MPa pressure, determining composite density using the Archimedes principle. Table 4 shows the results of the density test as follows.
Table 4. Detail of green compact and sintered compact density in the present study
|
Composition |
Temp. (℃) |
Grain Size |
Density GC (%) |
Density SC (%) |
|
Al-4.5Cu-1.5Mg-1Al2O3 |
600 |
56 μm |
57.19 |
57.45 |
|
20 nm |
54.34 |
55.61 |
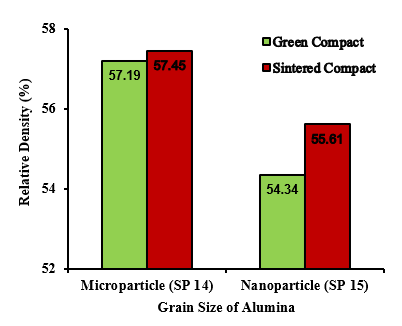
Table 4 shows the density difference between green compact (GC) and sintered compact (SC). It is important to note that density behavior is affected by powder characteristics, processing methods, and compacting pressure. Table 4 shows that the relative density of sintered compact on Al-Cu-Mg-microAl2O3 is higher than that of Al-Cu-Mg-nanoAl2O3 and on green compact. This table shows that with increasing alumina particle size, the relative density of the composite will increase and vice versa. The relative density increases as the alumina particle size increases from 20 nm to 56 μm.
When the particle size of the aluminum flake is 55 μm, the 20 nm alumina particles occupy the void space between the aluminum particles well. When the alumina particle size increases to 56 μm, the space between the aluminum particles and alumina is not correctly filled, plus the compressibility of aluminum is higher than that of the reinforcement, causing an increase in relative density. Therefore, the powder particle size of the reinforcement and matrix must be considered when dealing with the density behavior of the composite.
Densification behavior is also affected by compaction pressure. A study by Hesabi et al. [17] found that the density behavior will increase if the compaction load increases. In the early stages of compaction, compaction loads force the particles to move and fill in the gaps in the matrix. In the Al-Cu-Mg-Al2O3 (SP15) composite, nano-Al2O3 particles can fill the gaps between larger particles than micro-Al2O3 particles. Figure 8 shows the role of differences in grain size of Al2O3 reinforcement on density behavior.
Figure 8 also shows the increase in density from before (green compact) and after sintering (sintered compact). This figure can be attributed to pore shrinkage, which also affects the shrinkage geometry, thereby increasing the density [26, 27].
Figure 8. Density behavior of samples before and after sintering
3.5 Porosity analysis
Porosity can occur due to the trapping of lubricating substances, gases and the occurrence of imperfect particle treatment processes. Precise prediction of the mechanical strength of materials can be made by considering the shape, orientation, and volume porosity. Porosity analysis generally only considers the effect of the volume fraction of porosity on the strength of the composite. The essential requirement for composite strength lies in the interfacial strength quality of the matrix and the reinforcement. This interfacial bond becomes the bridge for the transmission of the applied external stress from the matrix to the reinforcing particles. If the binding between the matrix and the reinforcement is well formed, then this voltage transmission can take place well and strongly. Pores at the interface between the matrix powder and the reinforcement prevent the formation of bonds between the reinforcing particles during the compaction and formation processes during the sintering process. Porosity is also a center of external stress concentration which can reduce the material's ability to withstand external loads.
Table 5. Detail of porosity in the present study
|
Composition |
Temp. (℃) |
Grain Size |
Porosity (%) |
|
Al-4.5Cu-1.5Mg-1Al2O3 |
600 |
56 μm |
7.48 |
|
20 nm |
5.47 |
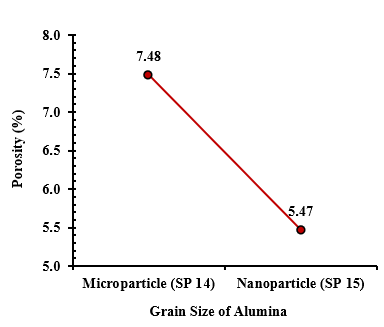
In the Al-Cu-Mg-Al2O3 composite, porosity occurs at the interface between the matrix and the reinforcement. The presence of pores causes a decrease in the mechanical properties of the composite. Generally, the grain size of the raw material particles is much influenced by the total porosity. This results in the interfacial bonding of aluminum powder with microparticle-sized reinforcement Alumina causing more pores than aluminum powder with nanoparticle-sized reinforcement of Alumina. This result is closely related to compatibility. The smaller the powder size, the wider the surface contact area between grains. The smaller the porosity, the higher the compatibility of the material.
Table 5 shows that the results of the aluminum matrix composite (AMC) porosity test with the Al matrix are strengthened by Al2O3. Pores at the interface between the matrix powder and the reinforcement prevent bond formation between reinforcing particles during the compaction process and bond formation during the sintering process. Figure 9 shows the trend of decreasing porosity values with the smaller grain size of the Al2O3 reinforcement, which acts as a fine filler so that it can fill the cavities of the composite so that the porosity will decrease and be able to inhibit dislocation in the matrix material, which also results in increased hardness and strength [4].
Figure 9. Porosity levels of the composite
3.6 Microhardness investigation
In general, each addition of reinforcement to the aluminum matrix causes an increase in the hardness of the composite. In this case, the effect of adding Al2O3 itself impacts the hardness of the composite. Likewise, an increase in sintering temperature will increase the hardness value of the composite. Usually, an increase in hardness is accompanied by a decrease in the degree of porosity and an increase in density. Measurement of the hardness level using the Vickers indentation method is shown in Figure 10.
Figure 10. Hardness testing on sample (a) Wilson hardness UH250 buehler, (b) one of the visual indents on the sample
Table 6 shows the data on the effect of grain size Al2O3 on the aluminum matrix on the hardness of the composite.
Table 6. Detail of microhardness in the present study
|
Composition |
Temp. (℃) |
Grain Size |
Microhardness (HV) |
|
Al-4.5Cu-1.5Mg-1Al2O3 |
600 |
56 μm |
52.1 |
|
20 nm |
55.7 |
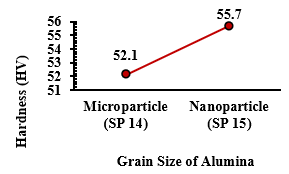
One of the properties of Al2O3 is brittle and has low ductility. It is known that the hardness value of alumina is 880 HV, and the density is 3.95 g/cm3 [28]. The effect of the hardness level of the composite based on the difference in grain size of Al2O3 is shown in Figure 11. This figure shows that decreasing the grain size of Al2O3 reinforcement will increase the hardness of the composite. These findings are similar to previous studies: the smaller the grain size of the reinforcement used, the higher the hardness value obtained, and the bond between the particles increases. This study's highest composite hardness value (SP15) showed an increase in hardness at the sintering temperature of 600℃ with a value of 55.7 HV. An increase in the hardness value will usually be coherent with a decrease in the porosity value, which in the previous porosity analysis, the composite decreased in porosity as the grain size of the alumina decreased.
Figure 11. Hardness level of the composite
3.7 Microstructure investigation
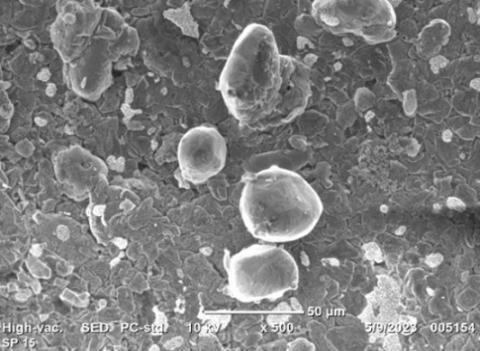
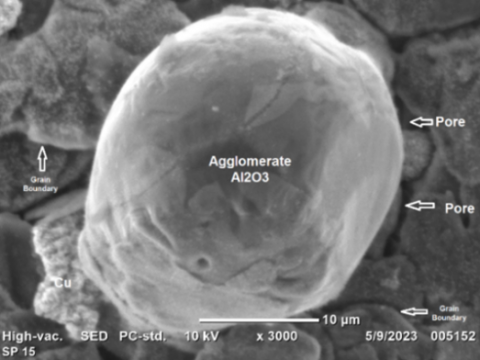
The mechanical properties of the composite will be coherent with the addition of the reinforcement particle number and particle size, as well as the microstructure image [16]. The microstructure of the samples in this study was observed using SEM-EDS to see the matrix morphology and reinforcement and then to analyze the constituent elements. Figure 12 shows the SEM microstructure of the Al-1.5%Mg-4.5%Cu-1%nanoAl2O3 (SP15) composite. The Al matrix is visible and dominant over the entire sample surface.
High magnification SEM shows the morphology of several nano-particles (Figure 12(a) and 12(b)) that agglomerate and are distributed on the surface of the matrix. It can be seen that Cu particles are distributed along the grain boundaries. Several small Cu clusters remain in the microstructure, as shown in Figure 12(a).
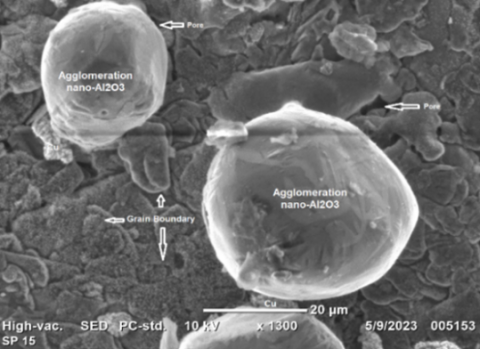
Figure 12(c) shows a magnified nano-agglomeration. The agglomeration and clustering of the Al-4.5Cu-1.5Mg-1nanoAl2O3 composite occur because a decrease in particle size will significantly increase the number of alumina particles. This phenomenon is probably due to the higher specific surface than the coarse-grained micro-Al2O3 [16]. The increase in the specific surface causes the friction between the particles to be higher and thus causes a decrease in the distribution of the particles [29]. The formation of agglomeration, as shown in Figure 12(c), can be attributed to the cause of the decrease in density. However, on the other hand, the smaller particle size helps increase the adhesion strength between particles, and the contact surface area of the particles becomes more prominent that will, increasing the diffusion bonding mechanism during the sintering process, as shown in Figure 12(a) is characterized by a reduction in the pores formed and this will ultimately increase the microhardness value of the Al-Cu-Mg composite alloy.
(a)
(b)
(c)
Figure 12. SEM micrograph of Al-1.5%Mg-4.5%Cu-1%nanoAl2O3 (a) bar scale 50 μm (b) bar scale 20 μm (c) bar scale 10 μm
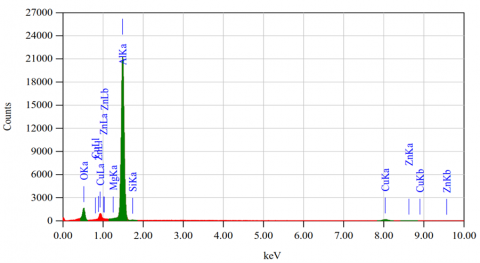
Figure 13. EDS spectra of constituents at point x
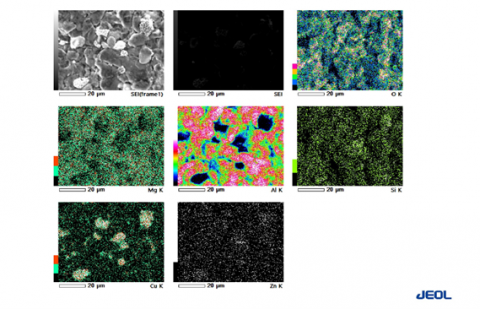
Figure 14. EDS mapping on the particle SP15 interface
Quantitative analysis of the interface area (area x) using the EDS spectrum is shown in Figure 13. The quantitative EDS data depicts Al as the most significant element and O as the second largest element. In contrast, Cu, Si, Zn, and Mg elements are detected sequentially as elements in relatively small amounts. Figure 14 shows the distribution of detected elements in the Al-1.5%-4.5%Cu-1%nanoAl2O3 composite interface. Table 7 displays a list of constituent elements and their mass percentages.
Figure 13 shows the quantitative EDS spectrum of the Al-Cu-Mg-Al2O3 composite in the interface area (area x). Quantitative EDS data shows that the dominant element is aluminum which acts as a composite matrix. In contrast, magnesium element acts as a wetting agent detected as an element with the smallest amount. This is probably due to the sintering temperature, which is too high, resulting in evaporation of the Mg element during the fabrication process, and this should be of great concern in future studies in order to reduce Mg loss by maintaining the forming temperature below the melting point of Mg during sintering.
The dominant compound is aluminum oxide (Al2O3), and magnesium oxide (MgO) is detected as a minor compound. In AMCs with Al2O3 reinforcement, a strong oxide layer forms on the surface of the aluminum grains and cannot be reduced by the sintering atmosphere. Conversely, the addition of the Mg element increases the chemical reduction of the oxide layer into MgO compounds, which in this study, MgO compounds were detected. The presence of MgO compounds also causes a better increase in mechanical properties such as density and hardness and prevents plastic deformation [30]. The distribution of constituent elements of the composite Al-4.5%Cu-1.5%Mg-1%nanoAl2O3 at the interface is shown in Figure 13. In contrast, the mass percentage of constituent elements and compounds detected in the EDS quantitative data is shown in Table 7.
Table 7. Percentage by mass of each element elements and compounds
|
No |
Element |
Mass (%) |
Compound |
Mass (%) |
|
|
1 |
O |
|
45.45 |
|
ND |
|
2 |
Mg |
K |
0.06 |
MgO |
0.09 |
|
3 |
Al |
K |
49.48 |
Al2O3 |
93.49 |
|
4 |
Si |
K |
0.16 |
SiO |
0.34 |
|
5 |
Cu |
K |
4.76 |
CuO |
5.96 |
|
6 |
Zn |
K |
0.09 |
ZnO |
0.12 |
|
Total |
100.00 |
|
100.00 |
||
Table 7 shows that the dominant compound is Al2O3. This is due to the addition of Al2O3 as a reinforcement of the Al matrix. Adding Mg as a wetting agent encourages the reduction of Al2O3 to Al elements. During the compaction process, the oxide layer is broken, forming Al-Mg contacts near the Mg particles. At this interface, Mg diffuses through the Al/Al2O3 interface to become MgO [31]. During the sintering process, Mg evaporates, and the vapor acts as a good getter agent. Apart from that, in the sintering process, a mechanical bond is formed, resulting from contact between the liquid phase and the solid phase, resulting from the intermolecular interaction of Al-Cu-Al2O3 with the help of the Mg element. The excellent wetting ability of the Mg element will make the Al-Mg liquid phase flow on the reinforcement and cover the entire surface topography in the form of bumps or depressions on the rough surface of the reinforcement. In this way, the matrix and reinforcement will meet in contact to form a solid interfacial bond.
Table 7 also shows that the formation of high amounts of oxide compounds will reduce the quality of the composite. This is attributed to applying the conventional sintering method, which allows outside air to enter and oxidize the constituent elements of the Al-Cu-Mg-Al2O3 composite. In addition, CuO, SiO, ZnO and MgO compounds are also formed due to O reacting with the main constituents of the composite being sintered.
3.8 Analysis of EDS mapping
Figure 14 shows the distribution of the constituent elements in the interface region of the Al-4.5Cu-1.5Mg-1nanoAl2O3 composite. The SEM-EDS mapping displays color gradations to show the distribution of the constituent elements in the SP15 composite. The ability of magnesium as a wetting agent capable of binding oxygen is proven by the distribution of Mg, which is coherent with the distribution of O in the matrix. Si and Zn elements are spread evenly, while Cu elements form agglomeration and particle clustering, as seen in the SEM-EDS mapping scan, scattered among the Al matrices. This agglomeration phenomenon results in the effect of sintering at high temperatures for quite a long time.
The results of all density and porosity tests using the Archimedes method and micro hardness testing using Wilson Hardness UH250 Buehler shows that the use of nano-Al2O3 can reduce the percentage value of density and porosity and increase the microhardness value when compared to alloy specimens with micro-Al2O3 reinforcement. Based on the results of SEM-EDS micrographic images, it shows that agglomeration or clustering is more prone to form in alloy specimens with nano-Al2O3 reinforcement because the increase in specific surface causes friction between the reinforcement particles to be higher, but this has the effect of increasing the mechanical properties of the composite due to the ability of nano-Al2O3 to fill the pores between particles. The results of the entire testing process prove that the particle size of the Al2O3 reinforcement will influence the physical and mechanical properties of the Al-Cu-Mg alloy composite.
In this research, samples of Al-Cu-Mg composite were strengthened with micro-Al2O3 and nano-Al2O3, produced by the powder metallurgy process. Density, Porosity, Hardness, and microstructure are calculated and observed so that the results are as follows:
This research is related to compassion research activities at Hasanuddin University. Thank you for the moral and equipment support from Hasanuddin University and Airport Authority Region V Makassar.
[1] Su, H., Gao, W., Feng, Z., Lu, Z. (2012). Processing, microstructure and tensile properties of nano-sized Al2O3 particle reinforced aluminum matrix composites. Materials & Design (1980-2015), 36: 590-596. https://doi.org/10.1016/j.matdes.2011.11.064
[2] Jayalakshmi, S., Gupta, S., Sankaranarayanan, S., Sahu, S., Gupta, M. (2013). Structural and mechanical properties of Ni60Nb40 amorphous alloy particle reinforced Al-based composites produced by microwave-assisted rapid sintering. Materials Science and Engineering: A, 581: 119-127. https://doi.org/10.1016/j.msea.2013.05.072
[3] Matli, P.R., Fareeha, U., Shakoor, R.A., Mohamed, A.M.A. (2018). A comparative study of structural and mechanical properties of Al–Cu composites prepared by vacuum and microwave sintering techniques. Journal of Materials Research and Technology, 7(2): 165-172. https://doi.org/10.1016/j.jmrt.2017.10.003
[4] Sankhla, A.M., Patel, K.M., Makhesana, M.A., Giasin, K., Pimenov, D.Y., Wojciechowski, S., Khanna, N. (2022). Effect of mixing method and particle size on hardness and compressive strength of aluminium based metal matrix composite prepared through powder metallurgy route. Journal of Materials Research and Technology, 18: 282-292. https://doi.org/10.1016/j.jmrt.2022.02.094
[5] Torralba, J.D., Da Costa, C.E., Velasco, F. (2003). P/M aluminum matrix composites: An overview. Journal of Materials Processing Technology, 133(1-2): 203-206. https://doi.org/10.1016/S0924-0136(02)00234-0
[6] Bonatti, R.S., Meyer, Y.A., Bortolozo, A.D., Costa, D., Osorio, W.R. (2019). Morphology and size effects on densification and mechanical behavior of sintered powders from Al-Si and Al-Cu casting alloys. Journal of Alloys and Compounds, 786: 717-732. https://doi.org/10.1016/j.jallcom.2019.01.374
[7] Schaffer, G.B., Hall, B.J., Bonner, S.J., Huo, S.H., Sercombe, T.B. (2006). The effect of the atmosphere and the role of pore filling on the sintering of aluminium. Acta Materialia, 54(1): 131-138. https://doi.org/10.1016/j.actamat.2005.08.032
[8] Lumley, R.N., Sercombe, T.B., Schaffer, G.M. (1999). Surface oxide and the role of magnesium during the sintering of aluminum. Metallurgical and Materials Transactions A, 30: 457-463. https://doi.org/10.1007/s11661-999-0335-y
[9] Zhao, J., Yuan, Y., Cui, F. (2017). Relationship between the Cu content and thermal properties of Al–Cu alloys for latent heat energy storage. Journal of Thermal Analysis and Calorimetry, 129: 109-115. https://doi.org/10.1007/s10973-017-6153-3
[10] Kehl, W., Fischmeister, H.F. (1980). Liquid phase sintering of Al-Cu compacts. Powder Metallurgy, 23(3): 113-119. https://doi.org/10.1179/pom.1980.23.3.113
[11] Lumley, R.N., Schaffer, G.B. (1998). The effect of additive particle size on the mechanical properties of sintered aluminium-copper alloys. Scripta Materialia, 39(8): 1089-1094. https://doi.org/10.1016/S1359-6462(98)00278-4
[12] Dobrzański, L.A., Włodarczyk, A., Adamiak, M. (2006). The structure and properties of PM composite materials based on EN AW-2124 aluminum alloy reinforced with the BN or Al2O3 ceramic particles. Journal of Materials Processing Technology, 175(1-3): 186-191. https://doi.org/10.1016/j.jmatprotec.2005.04.031
[13] Kok, M. (2005). Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. Journal of Materials Processing Technology, 161(3): 381-387. https://doi.org/10.1016/j.jmatprotec.2004.07.068
[14] Asavavisithchai, S., Kennedy, A.R. (2006). The effect of Mg addition on the stability of Al–Al2O3 foams made by a powder metallurgy route. Scripta Materialia, 54(7): 1331-1334. https://doi.org/10.1016/j.scriptamat.2005.12.015
[15] Ravi, K.R., Manivannan, S., Phanikumar, G., Murty, B.S., Sundarraj, S. (2011). Influence of Mg on grain refinement of near eutectic Al-Si alloys. Metallurgical and Materials Transactions A, 42: 2028-2039. https://doi.org/10.1007/s11661-010-0600-0
[16] Rahimian, M., Parvin, N., Ehsani, N. (2010). Investigation of particle size and amount of alumina on microstructure and mechanical properties of Al matrix composite made by powder metallurgy. Materials Science and Engineering: A, 527(4-5): 1031-1038. https://doi.org/10.1016/j.msea.2009.09.034
[17] Hesabi, Z.R., Hafizpour, H.R., Simchi, A. (2007). An investigation on the compressibility of aluminum/nano-alumina composite powder prepared by blending and mechanical milling. Materials Science and Engineering: A, 454: 89-98. https://doi.org/10.1016/j.msea.2006.11.129
[18] Zebarjad, S.M., Sajjadi, S.A. (2006). Microstructure evaluation of Al–Al2O3 composite produced by mechanical alloying method. Materials & Design, 27(8): 684-688. https://doi.org/10.1016/j.matdes.2004.12.011
[19] Hesabi, Z.R., Simchi, A., Reihani, S.S. (2006). Structural evolution during mechanical milling of nanometric and micrometric Al2O3 reinforced Al matrix composites. Materials Science and Engineering: A, 428(1-2): 159-168. https://doi.org/10.1016/j.msea.2006.04.116
[20] Kang, Y.C., Chan, S.L.I. (2004). Tensile properties of nanometric Al2O3 particulate-reinforced aluminum matrix composites. Materials Chemistry and Physics, 85(2-3): 438-443. https://doi.org/10.1016/j.matchemphys.2004.02.002
[21] Rahimian, M., Ehsani, N., Parvin, N., reza Baharvandi, H. (2009). The effect of particle size, sintering temperature and sintering time on the properties of Al–Al2O3 composites, made by powder metallurgy. Journal of Materials Processing Technology, 209(14): 5387-5393. https://doi.org/10.1016/j.jmatprotec.2009.04.007
[22] Vani, V.V., Chak, S.K. (2018). The effect of process parameters in aluminum metal matrix composites with powder metallurgy. Manufacturing Review, 5: 7. https://doi.org/10.1051/mfreview/2018001
[23] Ashwath, P., Joel, J., Xavior, M.A., Kumar, H.P. (2018). Effect of SiC and Al2O3 particles addition to AA 2900 and AA 2024 MMC’s synthesized through microwave sintering. Materials Today: Proceedings, 5(2): 7329-7336. https://doi.org/10.1016/j.matpr.2017.11.402
[24] Suryanarayana, C. (2001). Mechanical alloying and milling. Progress in Materials Science, 46(1-2): 1-184. https://doi.org/10.1016/S0079-6425(99)00010-9
[25] Modlen, G. (1990). Manufacturing Engineering and technology. International Journal of Production Research, 28(2): 431. https://doi.org/10.1080/00207549008942721
[26] Gökçe, A., Fındık, F., Kurt, A.O. (2011). Microstructural examination and properties of premixed Al–Cu–Mg powder metallurgy alloy. Materials Characterization, 62(7): 730-735. https://doi.org/10.1016/j.matchar.2011.04.021
[27] Boland, C.D., Hexemer Jr, R.L., Donaldson, I.W., Bishop, D.P. (2013). Industrial processing of a novel Al–Cu–Mg powder metallurgy alloy. Materials Science and Engineering: A, 559: 902-908. https://doi.org/10.1016/j.msea.2012.09.049
[28] Tosun, G., Kurt, M. (2019). The porosity, microstructure, and hardness of Al-Mg composites reinforced with micro particle SiC/Al2O3 produced using powder metallurgy. Composites Part B: Engineering, 174: 106965. https://doi.org/10.1016/j.compositesb.2019.106965
[29] Slipenyuk, A., Kuprin, V., Milman, Y., Goncharuk, V., Eckert, J. (2006). Properties of P/M processed particle reinforced metal matrix composites specified by reinforcement concentration and matrix-to-reinforcement particle size ratio. Acta Materialia, 54(1): 157-166. https://doi.org/10.1016/j.actamat.2005.08.036
[30] Baghchesara, M.A., Abdizadeh, H. (2012). Microstructural and mechanical properties of nanometric magnesium oxide particulate-reinforced aluminum matrix composites produced by powder metallurgy method. Journal of Mechanical Science and Technology, 26: 367-372. https://doi.org/10.1007/s12206-011-1101-9
[31] Padmavathi, C., Upadhyaya, A. (2011). Sintering behaviour and mechanical properties of Al–Cu–Mg–Si–Sn aluminum alloy. Transactions of the Indian Institute of Metals, 64: 345-357. https://doi.org/10.1007/s12666-011-0089-2