The Effect of Liquid Smoke Treatment on Sansevieria Trifasciata Laurentii Fibers on the Mechanical Properties of Composite Fiber Materials

Mukhlis Muslimin*![]() | Willy Artha Wirawan
| Willy Artha Wirawan![]() | Bambang Tjiroso
| Bambang Tjiroso![]() | Tri Suyono
| Tri Suyono![]() | Ahmad Seng
| Ahmad Seng![]() | Mohammad Muzni Harbelubun
| Mohammad Muzni Harbelubun![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The growing demand for eco-friendly construction materials underscores the need for sustainable composite materials with enhanced mechanical and acoustic properties. However, natural fiber composites often suffer from limited mechanical strength and durability, necessitating appropriate treatments to improve their performance. This study examines the impact of liquid smoke treatment on Sansevieria trifasciata Laurentii fiber (STLF) reinforced composites, applying immersion durations of 1, 2, and 3 hours, followed by heat treatment at 40℃ for 30 minutes. The findings reveal that the 2-hour treatment (P2J) resulted in the highest tensile strength (90.10 MPa), flexural strength (42.78 MPa), and modulus of elasticity (33.746 MPa), whereas the 3-hour treatment (P3J) achieved the highest impact strength (31.72 KJ/m³) and optimal sound absorption coefficient (0.771 dB). However, extending the treatment to 3 hours led to a decline in tensile and flexural strength, indicating that 2 hours is the optimal treatment duration for maximizing mechanical performance. This research confirms that liquid smoke treatment significantly enhances the mechanical and acoustic properties of STLF composites, establishing them as a promising sustainable material for soundproof room partitions.
Sansevieria trifasciata Laurentii fiber (STLF), liquid smoke, tensile strength, impact toughness, bending strength, soundproof material
Research on natural fiber composites has rapidly advanced as a sustainable material solution, offering superior mechanical and acoustic performance [1]. Natural fiber-based composites hold significant potential for industrial applications due to their favorable mechanical properties and environmental sustainability [2]. The development of eco-friendly acoustic composite materials is particularly relevant for applications such as soundproof room partitions [3, 4]. Composites typically consist of fibers as reinforcing fillers and resin as a binding matrix. The fabrication of composite materials requires proper treatment to modify the micro- and macro-structural properties of the fibers and the resin used as a binder.
Previous studies have explored various fiber treatment methods, including immersion in NaOH solutions [5-8], silane treatments [9], turmeric soaking [10], seawater immersion [11], liquid smoke treatment [12], and smoking techniques [13, 14]. Surface treatments such as alkali solutions, silane coatings, and other modification methods have been shown to significantly enhance the mechanical properties of composites. Youbi et al. [15] demonstrated that silane and alkali treatments not only improve fiber tensile strength but also enhance interfacial shear stress between the fiber and matrix. Additionally, the study by Yang et al. reported that natural fibers can be effectively utilized as acoustic insulation materials in buildings, with their sound-absorbing properties optimized through appropriate treatments [16].
The NaOH treatment of fibers results in lignin degradation. In this process, fibers are immersed in a 0.5% NaOH solution for approximately 24 hours. Similarly, soaking fibers in seawater leads to morphological changes by degrading the lignin layer, which results in a rougher fiber surface [17]. Treatment of banana stem and king pineapple fibers with liquid smoke further increases fiber roughness, promotes crystallization, modifies functional groups, and enhances fiber strength [18, 19]. Additionally, smoking king pineapple leaf fibers creates a rougher, grooved surface, thereby increasing the interfacial shear stress between the fiber and the matrix [13]. Liquid smoke treatment of sago stem fibers also alters their morphology, crystallinity, OH functional groups, thermal stability, and tensile strength [18, 20-22].
These studies have also reported increased interfacial shear stress between coconut fiber and the matrix when immersed in a solution of 10% NaOH + 0.50% KMnO4 + 10% H2O2, as well as enhanced single-fiber tensile strength with 20% NaOH immersion [3]. Extended seawater immersion for four weeks has been found to increase single-fiber tensile strength [23], while coconut fiber soaking in seawater improves interfacial shear stress at the fiber-matrix interface [17]. Moreover, heating Aka leaf fibers treated with turmeric for 1 hour improves interfacial shear stress in fiber-epoxy composites [24], and smoking king pineapple leaf fibers for 15 hours enhances both single-fiber strength and interfacial shear stress between the fiber and epoxy matrix [13].
The tensile strength and interfacial shear stress of natural fibers exhibit considerable variation. Coconut fiber has a tensile strength ranging from 52.65 to 280.94 MPa, with an interfacial shear stress ranging from 1.19 to 4.13 MPa [25]. Palm fiber shows tensile strength values between 56.70 and 173.96 MPa [26], while Aka fiber has a tensile strength ranging from 72.4 to 203.7 MPa, accompanied by a relatively high interfacial shear stress of 13.63 to 29.48 MPa [24]. Among the studied fibers, king pineapple fiber exhibits the highest tensile strength, ranging from 188.74 to 738.61 MPa, and an interfacial shear stress between 4.48 and 17.15 MPa [13]. Sago fiber has a tensile strength ranging from 37.21 to 50.81 MPa [18].
Different treatment methods have been applied to enhance fiber properties. Coconut belt fiber undergoes turmeric soaking to improve its characteristics [25], while palm fiber is treated through sea water immersion [26]. Similarly, Aka fiber benefits from turmeric soaking [24], and king pineapple fiber undergoes fumigation to alter its surface properties [13]. Additionally, sago palm fronds and coconut belt fibers are treated with liquid smoke, improving their mechanical and chemical properties [18, 27]. These treatments play a crucial role in optimizing the performance of natural fiber-based composites.
The present research focuses on utilizing STLF as a composite material for environmentally friendly room partitions. Previous studies have examined the microstructural properties of STLF, including morphology, crystallinity, functional groups, and chemical composition, revealing that liquid smoke treatment influences these characteristics. Building on these findings, this study will investigate the macrostructural properties of STLF-reinforced composites, including impact, flexural, tensile, and acoustic properties. Environmentally sustainable treatment materials, such as Grade 3 liquid smoke, will be employed, with STLF serving as the fiber reinforcement. STLF fibers used in this study are sourced from snake plant flowers in Ternate, Indonesia. Given the potential of STLF, this research aims to enhance its role as a reinforcing material in acoustic composites. The primary objective of this study is to analyze the effects of liquid smoke treatment on the mechanical properties (impact strength, flexural strength, and tensile strength) of STLF composites, as well as to assess their acoustic performance for soundproof room partition applications.
2.1 Material
In this study, STLF was used as the raw material. The fibers were obtained from plants with an approximate growth age of five years, with an average leaf length of 70–90 cm and a width of 5–6 cm. The plants were sourced from the foothills of Mount Gamalama, located in the Ternate Islands, North Maluku Province, Indonesia, as illustrated in Figure 1.
2.2 Fiber extraction
The fiber extraction process (Figure 2) was carried out using the water immersion method, in which plant stems were cut, separated from their roots, and soaked in fresh water for 3–4 weeks until decomposition occurred. The degradation process was indicated by leaf softening, brown discoloration, and the release of an unpleasant odor. During immersion, microbial activity facilitated the breakdown of non-cellulose compounds, weakening the bonds between cellulose fibers and other structural components. After the immersion period, each stem produced 10–20 single fibers, which were manually extracted using a hair comb, thoroughly washed with distilled water, and air-dried at ~25℃ to prevent bleaching [28].
Figure 1. Sanseviera trifasciata laurentii fiber (STLF)
Figure 2. Fiber extraction process
Figure 3. Fiber reaction with liquid smoke [29, 30]
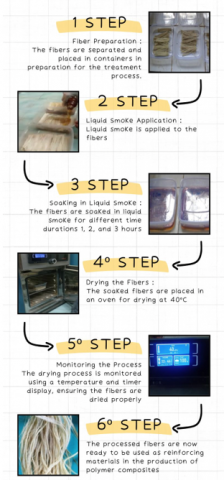
2.3 Liquid smoke treatment
In this study, the fiber was soaked in liquid smoke for 1, 2, and 3 hours, followed by heat treatment at 40℃ for 30 minutes. After treatment, the fibers were used to fabricate composite materials, which were then tested for impact, flexural, tensile, and acoustic properties of the STLF composite, as illustrated in Figure 3 and Figure 4.
Figure 4. Fiber treatment process
2.4 Composite fabrication method
STLF was cut into 10 mm lengths to serve as the reinforcing material, while Yukalac 157 polyester resin was used as the matrix [31]. The fiber and matrix were mixed in a 60:40 volume fraction ratio, with each component precisely weighed before blending. The mixture was then placed into a metal mold, following specific standards for mechanical testing. The compaction process was performed using unidirectional pressure (single compaction) of 85 MPa at room temperature for 10 minutes. After molding, the composite was left to cure at ambient conditions for 24 hours, followed by oven heating at 40℃ for 2 hours to ensure complete drying [32]. The composite fabrication process can be seen in Figure 5.
Figure 5. Composite fabrication
2.5 Tensile strength test
The tensile strength test was conducted according to ASTM D638-Type IV standards using a Universal Testing Machine (UTM) Type PM 100 Galdabini with a 100 kN capacity. Samples were prepared by molding the composite with a 30% fiber composition. After molding, the samples were shaped to standard specifications and mounted onto the UTM machine clamps. Each tensile test was performed four times, and the results were recorded as the average value [33].
2.6 Impact toughness test
The impact strength test followed ASTM D5942 standards, using the Charpy method. Samples were prepared by molding the composite with a 30% fiber composition. After molding, the samples were shaped according to standard specifications and placed on the specimen base of the UTM machine. A shock load (W) was then applied to each specimen. The test was conducted three times, and the results were averaged [34].
2.7 Flexural strength test
The flexural strength test was performed in accordance with ASTM D790-03 standards using a Universal Testing Machine (UTM) Type PM 100 Galdabini with a 100 kN capacity. Samples were prepared by molding the composite with a 30% fiber composition. After molding, the specimens were shaped according to standard specifications and mounted on the UTM machine support. A load (P) was applied, and each specimen was tested four times, with results calculated as the average value [35, 36].
2.8 Acoustic absorption coefficient measurements
The acoustic absorption coefficient was measured following ISO 11654:1997 standards in a soundproof room setup. Composite specimens were prepared with a 30% fiber composition and molded to standard specifications. The specimens were then positioned within the testing box, placed between the sound source room and the soundproof room. Each test was conducted three times, and the average sound absorption coefficient was recorded.
3.1 Tensile strength of composites
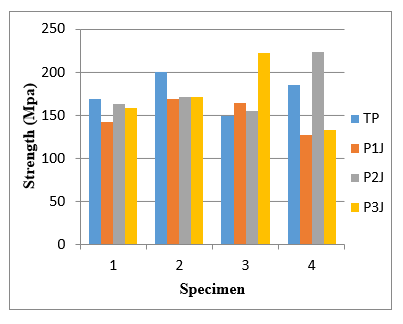
The tensile strength, elongation, and tensile modulus of each treated composite were compared to those of the untreated composite, as shown in Figure 6. The test results indicated that the tensile strength ranged from 78.77 MPa to 85.60 MPa, while the tensile modulus varied between 67.08 MPa and 78.75 MPa. Additionally, the elongation ranged from 2.67% to 5.00%. The average values obtained from the tensile tests are illustrated in the following graph.
The test results indicated that the tensile strength of TP fiber composites averaged 86.67 MPa. Fibers treated for 1 hour showed a decrease to 82.43 MPa, while those treated for 2 hours exhibited an increase to 90.10 MPa, surpassing both untreated fibers and the 1-hour treatment. However, fibers treated for 3 hours experienced a decrease to 82.02 MPa, lower than untreated fibers and those treated for 1 and 2 hours.
Figure 6. Correlation between tensile strength and treatment variations
Regarding strain/elongation, untreated fibers had an average strain of 3.42%, which increased to 4.00% with a 1-hour treatment. However, fibers treated for 2 hours showed a decrease to 2.67%, lower than both untreated and 1-hour treated fibers. The 3-hour treatment resulted in a slight increase to 3.00%, surpassing the 2-hour treatment but remaining lower than untreated and 1-hour treated fibers.
For the modulus of elasticity, untreated fibers had an average value of 25.341 MPa. Fibers treated for 1 hour showed a decrease to 20.608 MPa, while those treated for 2 hours demonstrated a significant increase to 33.746 MPa, exceeding both untreated and 1-hour treated fibers. However, fibers treated for 3 hours experienced another decrease to 27.341 MPa, lower than untreated and 1-hour treated fibers, but higher than the 1-hour treatment.
After experimental testing, a tensile test simulation was conducted to analyze the stress distribution in the composite material. The simulation began with modeling the specimen according to its actual dimensions, followed by inputting the experimentally obtained material properties, including density, ultimate tensile strength, maximum tensile stress, applied load, and Young’s modulus (the ratio of stress to strain). The tensile test specimen modeling was performed using Abaqus software. The fracture position was set at the midpoint of the gauge length, replicating the actual fracture location observed in the experimental tests.
The maximum stress distribution in the composite under applied loading was then analyzed. Using finite element analysis software, the location of maximum composite stress was identified, as illustrated in Figure 7.
In the simulation results, the red areas represent regions of maximum stress and strain in the composite model. Across all four composites, the stress concentration was observed in the same region of the test specimen, coinciding with the fracture point from experimental testing. The simulation indicates that maximum stress occurs at multiple locations, primarily in the breaking zone of the specimen. This maximum stress region corresponds to areas where the specimen undergoes the highest strain, leading to significant thinning or reduction in thickness. Fracture initiation typically occurs in these regions, as the external stress and strain distribution varies based on fiber orientation.
The tensile strength analysis of Sansevieria trifasciata Laurentii Fibres fibre-reinforced composites treated with liquid smoke demonstrated an improvement in mechanical properties. The tensile strength of the untreated TP composite was 86.67 MPa, whereas the P2J treatment increased the tensile strength to 90.10 MPa. These findings align with previous research, which reported that liquid smoke treatment enhances the mechanical properties of natural fibers [18, 19, 29] and improves fiber-matrix bonding [20, 22].
Figure 7. Simulation results in abaqus software (a) Without treatment, (b) 1 hour treatment, (c) 2 Hour treatment, (d) 3 Hour treatment
3.2 Composite impact strength
The impact strength of untreated and treated composites is presented are shown in Figure 8.
Figure 8. Impact test
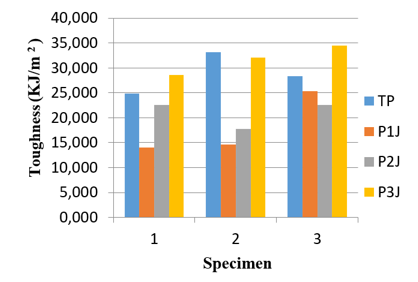
Based on the impact test observations, the impact strength of the untreated composite (TP) was 28.788 KJ/m². An increase was observed in the 3-hour liquid smoke-treated composite (P3J), which reached 31.727 KJ/m². These results are consistent with previous studies indicating that liquid smoke treatment enhances the mechanical properties of composites [12, 27, 37].
3.3 Flexural strength of composites
The data from the composite bending test results on composites without treatment and with treatment variations can be seen in the Figure 9.
Figure 9 shows that the bending strength of the composite with untreated fiber reinforcement (TP) is 42,198 MPa, while the one that went through the treatment process increased at 2 hours (P2J) of 42,780 MPa. This is in line with previous research statements that fibers that go through the liquid smoke treatment process can increase the mechanical properties of the fiber [18]. The Observation of Bending Fractures with a Digital Microscope is shown in Figure 10.
Figure 9. Flexural strength
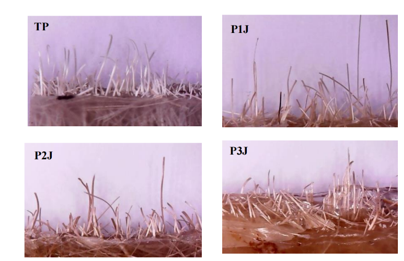
Figure 10. Composite fracture observations
The results of the bending test fracture observations were obtained on specimens without treatment, seen that the broken fibers were still long, and on specimens that had been soaked in liquid smoke, they were shorter from variations of 1,2, and 3 hours. This shows that the compatibility of the fiber with the matrix is more robust because the fiber has gone through the liquid smoke treatment process. This finding is in line with previous research, which states that fibers treated with liquid smoke can increase the adhesion properties between the fiber and the matrix [9, 22, 33], fiber treatment with liquid smoke has the potential to increase the bonding of fibers and the matrix [20, 38].
3.4 Acoustic properties of composites
The results of measuring the composite sound absorption coefficient on composites without treatment and with treatment variations. From the data results, the difference in sound absorption coefficients in treatment variations can be seen in Figure 11.
From the results above, it can be seen that the longer the soaking time, the greater the sound absorption coefficient. This is because the fiber pores are getting bigger. This is in line with previous research, which states that soaking fibers in liquid smoke can change the morphology to become more porous [18, 29].
Figure 11. Sound coefficient with various treatments
Based on the test results presented, this study evaluates the effect of liquid smoke treatment on various mechanical properties of fiber-reinforced composites. Several tests were conducted, including tensile tests, impact tests, bending tests, and sound absorption tests, and they were conducted with variations in liquid smoke treatment time for 1, 2, and 3 hours, as well as comparisons with conditions without treatment.
Figure 12. The average sound coefficient
The results showed that the composite's tensile strength increased at 2 hours of treatment, with the highest value of 90.10 MPa compared to the untreated condition. However, at 3 hours of treatment, there was a decrease in tensile strength. This shows that liquid smoke treatment has a significant effect on the composite's mechanical strength, although there is an optimal limit to the treatment time. The impact test results showed an increase in toughness at 3 hours of treatment, with the highest value of 34.51 KJ/m², while the lowest value was achieved at 1 hour of treatment. This indicates that the impact toughness of the composite can be increased with more extended liquid smoke treatment, but the effect of the increase is not linear and is influenced by the treatment time. In the bending test, the 2-hour treatment produced the highest bending strength of 53,616 MPa, while without treatment, the average value was 42,198 MPa. This increase shows that the liquid smoke treatment strengthens the composite's flexural strength, especially in the 2-hour treatment. The sound absorption coefficient increased with the duration of liquid smoke treatment, with 3 hours of treatment producing the highest coefficient of 0.771 dB. This increase indicates that liquid smoke treatment increases the fiber's ability to absorb sound, making the composite more effective as an acoustic material (Figure 12).
Overall, this study proves that liquid smoke treatment significantly improves the composite's mechanical properties, especially tensile strength, impact, bending, and sound absorption. Treatment time variation plays a vital role in determining optimal results, and 2 hours of treatment gives the most consistent results. This aligns with previous research that emphasizes the role of surface treatment techniques, such as alkali-silane treatments, in enhancing the interfacial adhesion between fibers and polymer matrices, which ultimately improves the overall mechanical performance of the composites [39].
This study examined the effects of liquid smoke treatment on the mechanical properties and acoustic performance of Sansevieria trifasciata Laurentii fiber (STLF)-reinforced composites for potential application in soundproof room partitions. The results indicated that a 2-hour treatment (P2J) yielded the highest tensile strength (90.10 MPa), flexural strength (42.78 MPa), and modulus of elasticity (33.746 MPa), demonstrating significant mechanical enhancements. Meanwhile, the 3-hour treatment (P3J) resulted in the highest impact strength (31.72 KJ/m³) and the best sound absorption coefficient (0.771 dB). However, extending the treatment duration to 3 hours led to a reduction in tensile and flexural strength, suggesting that an optimal treatment duration exists for maximizing mechanical performance. The treatment time variations significantly influenced the composite’s overall properties, with 2-hour treatment providing the best balance between strength and stiffness, while 3-hour treatment enhanced impact toughness and acoustic performance but compromised tensile and flexural strength. A key limitation of this study is the lack of long-term durability analysis, particularly regarding environmental resistance. Future research should investigate the effects of prolonged exposure to humidity and temperature fluctuations, as well as explore alternative fiber-matrix ratios to further optimize the composite’s performance.
Thank you very much to the Ministry of Education, Culture, Research and Technology for providing financial support for this research through BIMA KEMDIKBUDRISTEK Year 2024, Master contract number: 055/E5/PG.02.00.PL/2024.
[1] Nagaraja, S., Anand, P.B., Ammarullah, M.I. (2024). Synergistic advances in natural fibre composites: A comprehensive review of the eco-friendly bio-composite development, its characterization and diverse applications. RSC Advances, 14(25): 17594-17611. https://doi.org/10.1039/D4RA00149D
[2] Kurniasih, P., Wirawan, W.A., Narto, A., Pribadi, O.S., Imron, N.A., Rachman, N.F., Pradipta, A. (2023). Flammability and morphology of Agel leaf fibre-epoxy composite modified with carbon powder for fishing boat applications. Archives of Materials Science and Engineering, 122(1): 13-21. https://doi.org/10.5604/01.3001.0053.8842
[3] Herlina Sari, N., Wardana, I.N.G., Irawan, Y.S., Siswanto, E. (2018). Characterization of the chemical, physical, and mechanical properties of NaOH-treated natural cellulosic fibers from corn husks. Journal of Natural Fibers, 15(4): 545-558. https://doi.org/10.1080/15440478.2017.1349707
[4] Sari, N.H., Wardana, I.G., Irawan, Y.S., Siswanto, E. (2017). Corn husk fiber-polyester composites as sound absorber: Nonacoustical and acoustical properties. Advances in Acoustics and Vibration, 2017(1): 4319389. https://doi.org/10.1155/2017/4319389
[5] Asim, M., Jawaid, M., Fouad, H., Alothman, O.Y. (2021). Effect of surface modified date palm fibre loading on mechanical, thermal properties of date palm reinforced phenolic composites. Composite Structures, 267: 113913. https://doi.org/10.1016/j.compstruct.2021.113913
[6] Wirawan, W.A., Sabitah, A.Y., Choiron, M.A., Muslimin, M., Zulkarnain, A., Budiarto, B.W. (2023). Effect of chemical treatment on the physical and thermal stabillity of Hibiscus Tiliaceus Bark Fiber (HBF) as reinforcement in composite. Results in Engineering, 18: 101101. https://doi.org/10.1016/j.rineng.2023.101101
[7] Nguyen, T.A., Nguyen, T.H. (2022). Study on mechanical properties of banana fiber-reinforced materials poly (lactic acid) composites. International Journal of Chemical Engineering, 2022(1): 8485038. https://doi.org/10.1155/2022/8485038
[8] Nguyen, T.A., Nguyen, T.H. (2021). Banana fiber-reinforced epoxy composites: Mechanical properties and fire retardancy. International Journal of Chemical Engineering, 2021(1): 1973644. https://doi.org/10.1155/2021/1973644
[9] Wirawan, W.A., Setyabudi, S.A., Widodo, T.D., Choiron, M.A. (2017). Surface modification with silane coupling agent on tensile properties of natural fiber composite. Journal of Energy, Mechanical, Material, and Manufacturing Engineering, 2(2): 97-104. https://doi.org/10.22219/jemmme.v2i2.5053
[10] Renreng, I., Soenoko, R., Pratikto, I.Y., Irawan, Y.S. (2017). Effect of turmeric (Curcumae longae) treatment on morphology and chemical properties of Akaa (Corypha) single fiber. Journal of Engineering Science and Technology, 12(8): 2229-2237. https://jestec.taylors.edu.my/Vol%2012%20issue%208%20August%202017/12_8_16.pdf.
[11] Husen, M., Balfas, M., Kamil, K. (2016). Surface morphology and interfacial bonding between palm fiber treated with sea water and sago matrix. ARPN Journal of Engineering and Applied Sciences, 11(23): 13681-13685.
[12] Muslimin, M., Rahim, M., Seng, A., Rais, S. (2022). Liquid smoke treatment for natural fibers: The effect on tensile properties, surface morphology, crystalline properties, and functional groups of banana stem fibers. Applied System Innovation, 5(5): 94. https://doi.org/10.3390/asi5050094
[13] Palungan, M.B., Soenoko, R., Irawan, Y.S., Purnowidodo, A. (2017). The effect of fumigation treatment towards agave cantala Roxb fibre strength and morphology. Journal of Engineering Science and Technology, 12(5): 1399-1414.
[14] Elfaleh, I., Abbassi, F., Habibi, M., Ahmad, F., Guedri, M., Nasri, M., Garnier, C. (2023). A comprehensive review of natural fibers and their composites: An eco-friendly alternative to conventional materials. Results in Engineering, 19: 101271. https://doi.org/10.1016/j.rineng.2023.101271
[15] Youbi, S.B.T., Tagne, N.R.S., Harzallah, O., Huisken, P.W.M., Stanislas, T.T., Njeugna, E., Drean, J., Bistac-Brogly, S. (2022). Effect of alkali and silane treatments on the surface energy and mechanical performances of Raphia vinifera fibres. Industrial Crops and Products, 190: 115854. https://doi.org/10.1016/j.indcrop.2022.115854
[16] Yang, T., Hu, L., Xiong, X., Petrů, M., Noman, M.T., Mishra, R., Militký, J. (2020). Sound absorption properties of natural fibers: A review. Sustainability, 12(20): 8477. https://doi.org/10.3390/su12208477
[17] Mardin, H., Wardhana, I.N.G., Pratikto, S.W., Suprapto, W. (2015). Effects of sugar palm fiber immersed in sea water toward the palm fiber tensile strength as a composite strengthen. International Journal of Applied Engineering Research, 10: 17037-17045.
[18] Muslimin, M., Kamil, K., Budi, S.A.S., Wardana, I.N.G. (2019). Effect of liquid smoke on surface morphology and tensile strength of Sago Fiber. Journal of Mechanical Engineering and Sciences, 13(4): 6165-6177.
[19] Palungan, M.B., Muslimin, M. (2022). Tension strength and fiber morphology of Agave Cantala Roxb leaves due to liquid smoke immersion treatment. Advances in Materials Science and Engineering, 2022(1): 4653384. https://doi.org/10.1155/2022/4653384
[20] Mukhlis, M., Budi, S.A.S., Wardana, I.N.G., Kamil, K. (2019). Liquid smoke potential solution on texture and bonding sago fiber-matrix. IOP Conference Series: Materials Science and Engineering, 494(1): 012029. https://doi.org/10.1088/1757-899X/494/1/012029
[21] Muslimin, M., Kamil, K., Budi, S.A.S., Wardana, I.N.G. (2019). Effects of liquid smoke on the chemical composition and thermal properties of sago fiber. Journal of Southwest Jiaotong University, 54(6): 1-11. https://doi.org/10.35741/issn.0258-2724.54.6.15
[22] Muslimin, M., Kamil, K., Wardana, I.N.G. (2021). Cross-sectional texture of sago fiber due to liquid smoke treatment. IOP Conference Series: Materials Science and Engineering, 1125(1): 012114. https://doi.org/10.1088/1757-899x/1125/1/012114
[23] Mardin, H., Wardana, I.N.G., Pratikto, Suprapto, W., Kamil, K. (2016). Effect of sugar palm fiber surface on interfacial bonding with natural sago matrix. Advances in Materials Science and Engineering, 2016(1): 9240416. https://doi.org/10.1155/2016/9240416
[24] Renreng, H., Soenoko, R., Pratikto, Surya Irawan, J. (2015). Effect of turmeric (curcuma) solution treatment toward the interfacial shear stress and Wettabilty of a single fiber Akaa (Corypha) on epoxy matrix. International Journal of Applied Engineering Research, 10(10): 26379-26390.
[25] Arsyad, M., Wardana, I.N.G., Pratikto, Irawan, Y.S. (2015). The morphology of coconut fiber surface under chemical treatment. Matéria (Rio de Janeiro), 20(1): 169-177. https://doi.org/10.1590/S1517-707620150001.0017
[26] Mardin, H., Wardana, I.N.G., Kusno, K., Pratikto, P., Wahyono, S. (2017). Sea water effects on surface morphology and interfacial bonding of sugar palm fiber to sago matrix. Key Engineering Materials, 724: 39-42. https://doi.org/10.4028/www.scientific.net/KEM.724.39
[27] Mukhlis, M., Hardi, W., Mustafa, R. (2021). The effect of treatment of coconut fiber with liquid smoke on mechanical properties of composite. E3S Web of Conferences, 328: 07010. https://doi.org/10.1051/e3sconf/202132807010
[28] Wirawan, W.A., Wulansari, A., Sabitah, A., Putra, M.R.F., Gapsari, F., Sartika, D., Ilyas, R.A., Sapuan, S.M. (2025). Characteristics of naturally woven Waru bark fiber for eco-friendly composite reinforcement. International Journal of Biological Macromolecules, 295: 139459. https://doi.org/10.1016/j.ijbiomac.2025.139459
[29] Muslimin, M., Saleh, A.S., Wirawan, W.A., Harbelubun, M.M., Rais, S., Isham, M.A. (2023). The effect of liquid smoke treatment on physical stability and impact toughness chicken feather fibre (CFF) as reinforcement in composites. Sains Malaysiana, 52(6): 1845-1854. http://doi.org/10.17576/jsm-2023-5206-19
[30] Muslimin, M., Wirawan, W.A., Harbelubun, M.M., Mujawal, A.R., Ilyas, R.A., Norrrahim, M.N.F., Knight, V.F. (2025). Enhancement of Sansevieria trifasciata Laurentii fiber properties with liquid smoke treatment. Journal of Natural Fibers, 22(1): 2453482. https://doi.org/10.1080/15440478.2025.2453482
[31] Sulistyo, A.B., Wirawan, W.A. (2024). Evaluation of tensile strength and flexural strength of GFRP composites in different types of matrix polymers. Journal of Achievements in Materials and Manufacturing Engineering, 123(2): 49-57. https://doi.org/10.5604/01.3001.0054.6847
[32] Budiarto, B.W., Wirawan, W.A., Rozaq, F., Rachman, N.F., Oktaria, D.S. (2023). Effect of fiber length on tensile strength, impact toughness, and flexural strength of Banana Stem Fiber (BSF)-polyester composite for train body. Journal of Energy, Mechanical, Material, and Manufacturing Engineering, 8(1): 7-14. https://doi.org/10.22219/jemmme.v8i1.25570
[33] Wulandari, D., Puspitasari, D., Atiqoh, N., Wirawan, W. A. (2025). Impact of bamboo fiber orientation on mechanical performance of automotive bumper composites. Revue Des Composites et Des Materiaux Avances, 35(3): 573-580. https://doi.org/10.18280/rcma.350318
[34] Apriliani, N.F., Wirawan, W.A., Muslimin, M., Ilyas, R.A., Rahma, M.A., Salim, A.T.A. (2024). Improving wear performance, physical, and mechanical properties of iron sand/epoxy composite modified with carbon powder. Results in Materials, 21: 100532. https://doi.org/10.1016/j.rinma.2024.100532
[35] Sulistyo, A.B., Wirawan, W.A., Muslimin, M. (2024). Evaluation of mechanical and morphological properties composite of Agel Leaf Fiber (ALF)-epoxy modified with carbon powder. EUREKA: Physics and Engineering, (1):144153.
[36] Gunarti, M.R., Prawoto, A., Fauzi, W.N., Wirawan, W.A. (2024). Mechanical behavior of glass fiber-epoxy composite laminates for ship hull structures. Mechanical Engineering for Society and Industry, 4(2): 156-166. https://doi.org/10.31603/mesi.11589
[37] Wirawan, W.A., Widodo, T.D., Zulkarnain, A. (2018). Analisis penambahan coupling agent terhadap sifat tarik biokomposit kulit waru (hibiscus tiliaceus)-polyester. Jurnal Rekayasa Mesin, 9(1): 35-41. https://doi.org/10.21776/ub.jrm.2018.009.01.6
[38] Widodo, E., Garside, A.K., Wirawan, W.A., Yaakob, N.H.M. (2025). Enhancing adhesivity and mechanical performance of sansevieria fiber-reinforced composites through alkali treatment. South African Journal of Chemical Engineering, 54: 167-178.
[39] Wirawan, W.A., Choiron, M.A., Siswanto, E., Widodo, T.D. (2020). Analysis of the fracture area of tensile test for natural woven fiber composites (hibiscus tiliaceus-polyester). Journal of Physics: Conference Series, 1700(1): 012034. https://doi.org/10.1088/1742-6596/1700/1/012034