Cynthia S. Abima*![]() | Nkosinathi Madushele
| Nkosinathi Madushele![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The Tungsten Inert Gas (TIG)-Metal Inert Gas (MIG) hybrid welding, is a novel welding process that combines the precision of TIG welding and the efficiency of MIG welding to offer improved weld quality. The call to extend the depth and breadth of the TIG-MIG hybrid welding research for a better understanding of its weld integrity, material types, and application in academics and industries is evident in past studies. This article aims to comprehensively analyze the evolved properties of the TIG-MIG hybrid welding process and its adoption in academic and industries, which have not received much attention in previous studies. In addition, the challenges limiting its process adoption are also enumerated. Systematic and bibliometric approaches were adopted for this study. Research data was gathered from the Scopus database. Bibliometric analyses show the growing academic interest in this technique, recognizing its potential to enrich welding technology education and research. Despite its advantages, challenges such as the complexity of the relationship between input variables and corresponding responses and the requirement for dual-skilled personnel pose a limit to its adoption in industry and academics. In addition, there are also limited studies that optimize the welding process.
hybrid welding, mechanical properties, microstructural properties, TIG-MIG welding, welded joints
In a drive to improve the joint quality and productivity of welding techniques, numerous advancements have been made to the traditional welding technique, alongside the development of innovative modern welding methods. In the late 1970s, hybrid welding emerged as a technique that combined a laser and an electric power source to create a weld connection. The early variants of hybrid welding processes were, laser-MIG [1-5] and laser-TIG [6-12]. Research has demonstrated the efficacy of these processes in producing sound joints, especially when compared with conventional single-welding processes. For instance, Liu et al. [13] recorded a 26% increase in the melting efficiency of the laser-MIG hybrid welded steel against the single laser process. The laser-MIG weld also showed better impact toughness. The study of Zhan et al. [14] showed that fewer weld passes were required to complete a weld with the laser-MIG process as against the MIG welding process and that the total welding time of the MIG welding process was eight times longer. Thus, the authors drew their conclusion that the laser-MIG process was more efficient. Moradi et al. [15] compared the laser-MIG hybrid process against the single MIG and laser welding processes, respectively, while welding 4mm thick stainless steel plates. The authors reported that the MIG welded joint consumed more material than the laser-TIG and the laser welded joint.
The laser-TIG process achieved a penetration depth twice that of the MIG process and five times greater than laser welding alone. The hybrid process also exhibited higher hardness values compared to the laser beam welding and was comparable to those of the TIG welding process.
The TIG weld's fusion zone displayed finer grains, contrasting with the laser beam weld, which showed coarse and homogenous grains. Perpendicular grains characterized the Laser-TIG weld. Spherical grains were evident in the heat-affected zone of the TIG welded joint, while needle-like columnar grains characterized the laser beam weld due to its low heat input and rapid cooling rate. Liu et al. [16] also reported increased weld penetration with Laser-TIG welding on AZ31B magnesium alloy plates. However, the weld intensity of this laser-combined with TIG or MIG arc was low. Following this setback, the laser-plasma hybrid arc was introduced [17]. In this procedure, the plasma arc serves to bridge the gap between the workpiece, while the role of the laser beam is to generate the keyhole effect, necessitating a high-power laser [17]. Though high-intensity welding was achieved with this process, excessive weld spatter was observed. To achieve a clean weld bead, at a faster speed [18] and minimal weld defects, the plasma-MIG hybrid welding process became desirable, especially for joining thick sections [19]. The plasma-MIG hybrid welding, combines the deep filling and deep penetration attributes of the MIG welding and the plasma arc welding respectively [20, 21]. A few authors have reported good performance when using the plasma and laser power sources in conjunction with either TIG or MIG arc [22, 23]. The operation complexity, prolonged set-up time, high capital intensity, the need for a high level of expertise [24], and the requirement for pulse generators and synchronization devices [25] limit the adoption and use of these processes. Following the limitations of the laser and plasma variants, the TIG-MIG hybrid welding became more appealing. In addition, the TIG-MIG process was well embraced as it operates without the need for specialized circuit configurations or distinct power supplies [26].
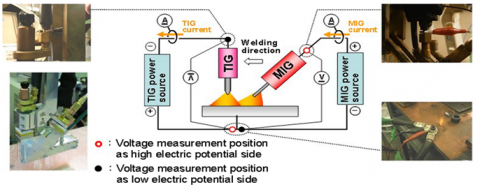
The TIG-MIG welding technique consolidates the high-efficiency and high-quality features of the individual TIG and MIG processes to improve weld quality [18, 27, 28]. It finds numerous uses in the manufacturing sectors and uses less complex and expensive approaches. It has been demonstrated that this hybrid arc welding procedure is a low-cost- better quality [26] welding method. By using the TIG-MIG technique, Zhang et al. [29] effectively welded titanium and aluminum. In their study, the authors evaluated the weld formation achieved using this approach and compared it to the outcomes of the MIG welding technique. The findings indicate that the TIG-MIG method resulted in better weld formation quality. This process is considered effective in achieving desirable properties even with dissimilar materials that prove challenging with conventional fusion welding [30] due to significant variations in the physical and thermal properties of the materials [31]. Chen et al. [32] added that the MIG-TIG process can achieve both rapid welding and superior quality due to the presence of a stable cathode spot. During the TIG-MIG arc ignition phase, the TIG arc initially ignites, enabling the MIG arc to achieve non-contact ignition with the TIG arc before the MIG wire makes contact with the workpiece, effectively reducing spatter production [33]. It is worth noting that the position of the arcs can be varied so that the TIG torch leads (TIG-MIG hybrid) or the MIG torch leads (MIG-TIG hybrid) as desired. The illustration layout where the MIG arc was leading is shown in Figure 1. Guo et al. [34] affirm that the TIG-MIG process stabilizes arc propagation and improves structural stability.
Figure 1. Illustration layout [35]
Although significant studies have been done on TIG-MIG hybrid welding, the data are dispersed over several studies, making it challenging for new process users to obtain a thorough summary of the mechanical and microstructural outcomes for diverse material types. This work stands as a single review that compiles these results into a coherent reference. By gathering and evaluating the findings of earlier studies, this work fills that knowledge vacuum by providing researchers and industrial users with a clear, succinct resource to rapidly determine by inference the results associated with particular materials. Through the consolidation of this data, the review will assist investigators in optimizing their trials and uses, enabling more efficient deployment of the TIG-MIG welding in subsequent research and commercial applications.
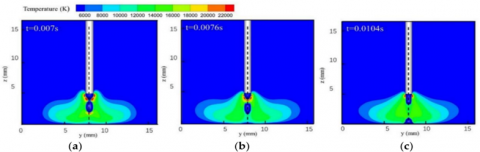
The heat distribution in welding process is a major determinant of the microstructural presentation, which tells of the mechanical characteristics and performance of the welded joint. An uneven temperature gradient along the weld bead constitutes a large discrepancy in the microstructure of welds [36]. Because this factor is imperative for weld quality, several authors have attempted to study and analyze the thermal field and gradient of welds by adopting experimental and numerical approaches. A couple of novel heat source models have been used to analyze the transient heat distribution. Rosenthal [37] proposed a mathematical model to predict how heat spreads in a material when a heat source moves through it in a seemingly stationary manner. Pavelec et al. [38] proposed a Gaussian distribution model. Goldak et al. [39] also came up with the ellipsoidal heat model. Ebrahimpour et al. [40] adopted the double ellipsoidal heat model to study the effects of torch angle and arc configuration in TIG-MIG welding. The interaction of the TIG and MIG arcs produces a repulsive force leading to an increase in the MIG arc temperature. When this interaction of arcs happens, the path of the arc movement changes accordingly. Han et al. [41] demonstrated that there is periodic expansion and shrinkage of the arc while using single MIG technique and that the peak arc volume was attained when the droplet moved toward the center of the arc. During the droplet transfer phase, as represented in Figure 2 (a).
Figure 2. (a) Temperature distribution in Single-MIG process: (a) t=0.007 seconds; (b) t=0.0076 seconds; (c) t=0.0104 seconds [41]
Figure 2. (b) Temperature distribution in TIG-MIG hybrid (a) t=0.004 seconds; (b) t=0.006 seconds; (c) t=0.009 seconds [41]
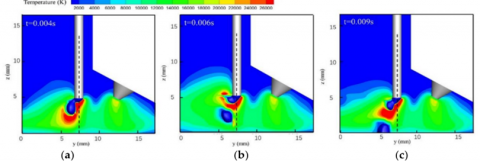
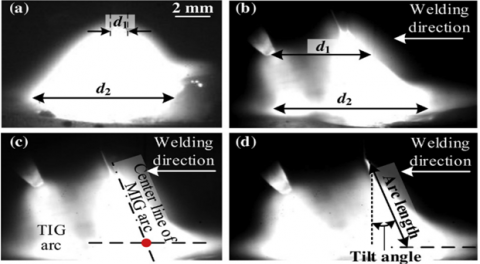
On the other hand, only the left section of the MIG arc experiences expansion and shrinkage during the TIG-MIG process. The TIG arc in this configuration remains stable as the droplet is transferred from the wire tip to the workpiece, Figure 2 (b). This effect enhances the stability of the molten metal at the leading edge of the weld pool and facilitates the liquid layer in dissipating the momentum generated by droplet impacts. A high thermal profile with a slow cooling rate for mild steel was simulated using ANSYS Workbench, which resulted in reheated ferrites and pearlite formation. Lower hardness was recorded due to low cooling. The predicted temperature profiles closely aligned with the experimentally measured hardness, observed microstructural changes, and phase transformations [42]. The author stated that the arc shape determines the heat distribution from the arc to the workpiece and that the leading TIG arc leads to increased heat transfer to the workpiece and a deeper depth of penetration. The arc angle is also known as a major factor determining the heat distribution along the workpiece [43]. Zong et al. [26] reported that the introduction of the MIG arc in the TIG-MIG hybrid process significantly changed the force and heat distribution of the weld. The heat in the TIG-MIG process was solely determined by the MIG arc. In the hybrid process, the droplet velocity and force along the horizontal direction increased, promoting backward fluid flow which helped to suppress undercut imperfection. As the current increases the droplet velocity along the horizontal path increases, weakening the impingement of molten droplets and decreasing weld penetration. Figure 3 shows the arc-shaped behavior.
Figure 3. The effect of TIG current on arc geometry: (a) MIG arc only; (b) TIG+MIG arc at 50A; (c) TIG+MIG arc at 120A; and (d) TIG+MIG arc at 250A [26]
The conventional MIG showed a bell-shaped arc. The addition of TIG arc to the MIG arc preheats the workpiece and droplet, allowing a good spread of molten metal at the weld root, which is beneficial for deep penetration, good weld bead formation complete fusion, and increased tensile strength. As the current is increased from 50A to 250A, the arc shape becomes wider, and more toe-filling is achieved. However, excessive current input can lead to excessively high heat input and consequently lead to burn-through. The simulation study of Wu et al. [44] recorded a similar report. The authors demonstrated that heat flux increases with increased TIG current. The increase in heat flux causes molten metal accumulation in the weld pool toe, reducing the liquid channel for molten metal passage. This implies that excessive increase in the TIG current for the TIG-MIG configuration can lead to humping defects. Another report by Roslan et al. [45] has it that the introduction of the TIG arc to the MIG arc, in TIG-MIG hybrid welding causes a reduction in the droplet diameter, causing the droplet transfer rate to increase.
The integrity and functionality of the welded structure depend heavily on the evolved mechanical characteristics and microstructural properties of the welds. Based on the welding technique employed and the material type to be welded, these characteristics might change dramatically. Therefore, a thorough analysis is required to fully utilize this technology. These properties are tabulated in Table 1.
Table 1. Evolved mechanical and microstructural characteristics of TIG-MIG hybrid welded joint
|
Materials |
TIG-MIG Configuration |
Physical and Mechanical Properties |
Microstructural Properties |
Authors |
|
Aluminum/steel |
Double-sided arc welding-brazing) (DSAWB) |
The tensile strength of the hybrid process was 148.1MPa as against 56.6MPa for the standalone MIG joint, which was attributed to the good weld joint. This shows that the TIG-MIG DSAWB gives better results for dissimilar aluminum/steel welds. |
Presence of intermetallic compound of the AlFe3 of 2.03 thickness. |
Ye et al. [31] |
|
Titanium/Aluminum |
double sided |
Uniform weld seam with high interface bonding strength, higher, tensile strength compared to base materials. In addition, the failure mode was identified as plastic as indicated by numerous tearing ribs on the fractured surface. |
Presence of lamellar to serrated grains, together with TiAl3 and TiAl phases. |
Zhang et al. [46] |
|
Mild steel |
Single sided TIG-MIG |
Good back bead weld formation The average tensile strength was seen to be 466MPa with failure occurring at the base metal region. |
- |
Zhou et al. [27] |
|
Mild steel |
Single sided TIG-MIG |
Reported higher values for an average rate of metal deposition, impact strength and energy, power saving, and efficiency of the TIG-MIG process as against the MIG process. |
The acicular ferrite phase present in the matrix strengthened the interlocking ability. |
Sahasrabudhe and Raut [47] |
|
AISI 1008 |
Single sided TIG-MIG |
The hybrid process exhibited tensile properties that surpassed those of the single arc welded joint. |
The welded area was characterized by a significant amount of acicular ferrite, accompanied by cementite located along the boundaries of the ferrite grain. Only iron phases were present. |
Abima et al. [48] |
|
Stainless steel and mild steel |
Single sided |
The yield strength of the TIG-MIG joint was 430 MPa as against 421 and 428 for individual TIG and MIG respectively. |
- |
Ismail et al. [49] |
|
Mild steel |
Single sided |
Specimens welded with the hybrid arc process display significantly higher impact energy levels, even at -46°C. The hardness values were similar to those observed in MIG welded joints. |
A 67% increase in welding speed resulted in a fine acicular ferrite phase and moderately elongated grains. |
Sahasrabudhe and Raut [47] |
3.1 Optimization of TIG-MIG welded joints
A few authors have performed optimization studies on the TIG-MIG process to further improve the weld quality by determining the process parameter or set of process parameter combinations that yield the best result for a desired outcome. For instance, Khan et al. [50] demonstrated that the rate of gas flow had the most influence on the hardness and bead width. A lower flow rate resulted in higher hardness properties. The Taguchi and Adaptive Neuro-Fuzzy Inference System (ANFIS) Model was adopted by Abima et al. [51] to optimize the tensile strength of TIG-MIG welded AISI 1008 steel. The MIG voltage, TIG current and gas flow rate were the selected process parameters for this analysis. The results indicate that the gas flow rate had the greatest impact on the tensile strength, contributing 42.35%. The ANFIS model demonstrated 99.9% accuracy during training ($MAPEtraining$=0.1670) and 96.3% accuracy during testing ($MAPEtesting$=0.1670) in predicting the ultimate tensile strength. The lower RMSE values ($RMSEtraining$=1.8963, $RMSEtesting$=4.8194) indicate minimal deviation between the experimental and predicted ultimate tensile strength values [51]. Schneider et al. [52] claimed that the weld geometry was most significantly influenced by welding speed, TIG welding intensity, and MIG voltage. Somani and Lalwani [53] found that welding currents had the greatest impact on the weld strength, while weld bead geometry was primarily affected by TIG welding intensity, MIG voltage, and welding speed. The parameters established for this study included gas type and flow rate, welding speed, wire feed rate, TIG welding current, and MIG welding voltage. The authors recommended further investigation into the influence of other factors, such as the electrode-wire distance and torch angle on weld geometry. Tesfaye and Getaneh [54] ANOVA results indicate that the voltage of the MIG arc in the TIG-MIG process significantly influenced defect formation, hardness, and strength properties of the EN24 joint.
This section intends to review the adoption trend of TIG-MIG welding in industries and academia. To achieve this, a 15-year (2009-2023). The Scopus database search was carried out. The Scopus database was chosen as it is a robust data source for credible peer-reviewed articles of all categories. Scopus database was queried with the terms 'tig-mig AND hybrid' AND 'welding' OR 'tig-mig AND welding' AND hybrid AND tig-mig AND welding. An initial search resulted in a total of 56 articles. After filtering the search to exclude articles written in languages other than English, 48 articles were obtained. Their full records, including authors, article titles, affiliation countries, document sources, and abstracts, were downloaded in CSV format. The data analyses were performed using VOSviewer software.
4.1 Growth trend analysis
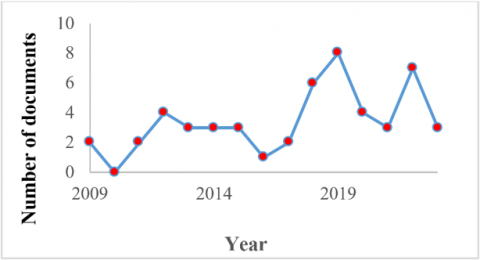
Figure 4 shows the year- growth achieved in this field. The number of publications increased from 2009 to 2012. The period following showed a lower trend until 2016.
A rapid increase was observed from 2017 to 2019, after which the publication record dropped again. This increase could be attributed to more technical and application knowledge of the welding process in recent years.
This period opened up more opportunities to achieve improved performance.
Figure 4. Growth trend analysis of the TIG-MIG welding
4.2 Country analysis
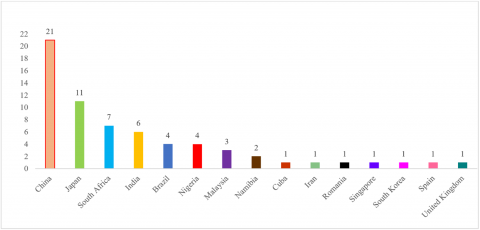
The bibliometric analysis of countries in this study was performed by setting a precondition of a minimum number of 3 documents per country and 2 citations each. From Figure 5, it was observed that China had the highest number of publications in the TIG-MIG hybrid field, followed by Japan. Cuba, Iran, Romania, Singapore, South Korea, Spain, and the United Kingdom had the fewest publications in this field. Figure 5 also shows that very few countries have adopted the TIG-MIG process. The limited adoption of the TIG-MIG welding process can be attributed to a low level of awareness about its advantages and potential applications.
Figure 5. Country analysis for TIG-MIG
This section highlights the challenges limiting the adoption of the TIG-MIG process in industries and academics. Recognizing these challenges is crucial for devising strategies to address them and maximize the advantages of this innovative welding technique. These challenges include the following:
6.1 General
The hybrid TIG-MIG process can lead to increased welding speeds compared to traditional TIG welding while still maintaining high-quality welds. This is particularly beneficial in industrial applications where both speed and quality are critical. Looking into the future, several promising developments and applications could be expected in this area. Hence, further studies could focus on:
The exploration of TIG-MIG hybrid welding in this review has underscored its significant potential in revolutionizing welding practices, particularly with its enhanced mechanical and microstructural properties. The combination of the TIG and MIG arc to achieve a single weld pool has experienced increased interest among researchers in recent years. In industry, the drive towards more efficient, high-quality, and cost-effective welding solutions is leading to a gradual but steady adoption of this process. Industries where weld quality is non-negotiable, such as aerospace, automotive, and marine, are particularly poised to benefit. Although some authors only investigated the mechanical properties without characterizing the microstructural presentations, as can be observed in Table 1, the TIG-MIG hybrid joints show finer grain structures and optimized metallurgical outcomes. Bibliometric analyses show the growing academic interest in this technique, recognizing its potential to enrich welding technology education and research. There is a need for advanced control systems and software for optimal parameter settings for increased productivity and efficiency. Despite its advantages, challenges such as the complexity of the relationship between input variables and output responses and the requirement for dual-skilled personnel pose a limit to its adoption in industry and academia.
Ultimately, the future of TIG-MIG hybrid welding appears bright, buoyed by technological advancements and a growing body of research. As understanding deepens and challenges are addressed, this hybrid welding method is set to become a more prevalent and influential player in the field of welding technology, offering a blend of efficiency, quality, and innovation that is hard to match with traditional welding methods.
For wide adoption of this novel welding process, the following ideas are recommended:
This review offers a comprehensive analysis of the TIG-MIG hybrid welding process, focusing on its mechanical and microstructural developments and its potential to enhance welding quality. The study extensively discusses the adoption trends, limitations, and prospects. It provides recommendations for the broader application of this technique. By consolidating data from various studies, it serves as a valuable point of reference for researchers and practitioners, enabling more efficient utilization of the TIG-MIG welding process in future research and industrial applications.
[1] Li, C., Pisignano, D., Zhao, Y., Xue, J. (2020). Advances in medical applications of additive manufacturing. Engineering, 6(11): 1222-1231. https://doi.org/10.1016/j.eng.2020.02.018
[2] Zhu, Z.W., Ma, X.Q., Wang, C.M., Mi, G.Y. (2020). Grain refinement and orientation alternation of 10mm 316L welds prepared by magnetic field assisted narrow gap laser-MIG hybrid welding. Materials Characterization, 164: 110311. https://doi.org/10.1016/j.matchar.2020.110311
[3] Chen, S., Li, L., Chen, Y., Dai, J., Huang, J. (2011). Improving interfacial reaction nonhomogeneity during laser welding-brazing aluminum to titanium. Materials & Design, 32(8-9): 4408-4416. https://doi.org/10.1016/j.matdes.2011.03.074
[4] Zhang, Z., Luo, Z., Liu, L. (2012). Study on downhill welding mild steel using laser-MAG hybrid welding. Materials and Manufacturing Processes, 27(11): 1178-1183. https://doi.org/10.1080/10426914.2011.648687
[5] Zhu, Z., Ma, X., Wang, C., Mi, G., Zheng, S. (2020). The metallurgical behaviors and crystallographic characteristic on macro deformation mechanism of 316 L laser-MIG hybrid welded joint. Materials & Design, 194: 108893. https://doi.org/10.1016/j.matdes.2020.108893
[6] Faraji, A.H., Moradi, M., Goodarzi, M., Colucci, P., Maletta, C. (2017). An investigation on capability of hybrid Nd: YAG laser-TIG welding technology for AA2198 Al-Li alloy. Optics and Lasers in Engineering, 96: 1-6. https://doi.org/10.1016/j.optlaseng.2017.04.004
[7] Gui, H., Zhang, K., Li, D., Li, Z. (2018). Effect of relative position in low-power pulsed-laser-tungsten-inert-gas hybrid welding on laser-arc interaction. Journal of Manufacturing Processes, 36: 426-433. https://doi.org/10.1016/j.jmapro.2018.10.045
[8] Kang, Z.J., Li, X.F., Zhai, W.G., Xu, X.H., Hua, P., Zhou, W. (2018). Laser-Tungsten Inert Gas (TIG) hybrid welding of 2A14 aluminium alloy. Lasers in Engineering (Old City Publishing), 39: 243-253.
[9] Ning, J., Zhang, L.J., Na, S.J., Yin, X.Q., Niu, J., Zhang, J.X., Wang, H.R. (2017). Numerical study of the effect of laser-arc distance on laser energy coupling in pulsed Nd: YAG laser/TIG hybrid welding. The International Journal of Advanced Manufacturing Technology, 91: 1129-1143. https://doi.org/10.1007/s00170-016-9812-9
[10] Wang, H., Liu, X., Liu, L. (2020). Research on laser-TIG hybrid welding of 6061-T6 aluminum alloys joint and post heat treatment. Metals, 10(1): 130. https://doi.org/10.3390/met10010130
[11] Liu, L., Xu, X., Zhu, Y. (2020). Study on synchronous induction of arc plasma by laser in laser-double TIG hybrid welding. Optics and Lasers in Engineering, 133: 106130. https://doi.org/10.1016/j.optlaseng.2020.106130
[12] Shi, J., Song, G., Wang, H., Liu, L. (2018). Study on weld formation and its mechanism in laser-TIG hybrid welding with filler wire of a titanium alloy. Journal of Laser Applications, 30(3): 032004. https://doi.org/10.2351/1.5042205
[13] Liu, F., Tan, C., Gong, X., Wu, L., Chen, B., Song, X., Feng, J. (2020). A comparative study on microstructure and mechanical properties of HG785D steel joint produced by hybrid laser-MAG welding and laser welding. Optics & Laser Technology, 128: 106247. https://doi.org/10.1016/j.optlastec.2020.106247
[14] Zhan, X., Li, Y., Ou, W., Yu, F., Chen, J., Wei, Y. (2016). Comparison between hybrid laser-MIG welding and MIG welding for the invar36 alloy. Optics & Laser Technology, 85: 75-84. https://doi.org/10.1016/j.optlastec.2016.06.001
[15] Moradi, M., Ghoreishi, M., Khorram, A. (2018). Process and outcome comparison between laser, tungsten inert gas (TIG) and laser-TIG hybrid welding. Lasers in Engineering, 39(3-6): 379-391.
[16] Liu, L.M., Wang, J.F., Song, G. (2004). Hybrid laser-TIG welding, laser beam welding and gas tungsten arc welding of AZ31B magnesium alloy. Materials Science and Engineering: A, 381(1-2): 129-133. https://doi.org/10.1016/j.msea.2004.04.044
[17] Emmelmann, C., Kirchhoff, M., Petri, N. (2011). Development of plasma-laser-hybrid welding process. Physics Procedia, 12: 194-200. https://doi.org/10.1016/j.phpro.2011.03.025
[18] Ishida, K., Tashiro, S., Nomura, K., Wu, D., Tanaka, M. (2022). Elucidation of arc coupling mechanism in plasma-MIG hybrid welding process through spectroscopic measurement of 3D distributions of plasma temperature and iron vapor concentration. Journal of Manufacturing Processes, 77: 743-753. https://doi.org/10.1016/j.jmapro.2022.04.002
[19] Guo, Y., Pan, H., Ren, L., Quan, G. (2018). An investigation on plasma-MIG hybrid welding of 5083 aluminum alloy. The International Journal of Advanced Manufacturing Technology, 98: 1433-1440. https://doi.org/10.1007/s00170-018-2206-4
[20] Yang, T., Xiong, J., Chen, H. (2016). Effect of process parameters on tensile strength in plasma-MIG hybrid welding for 2219 aluminum alloy. The International Journal of Advanced Manufacturing Technology, 84: 2413-2421. https://doi.org/10.1007/s00170-015-7901-9
[21] Yang, T., Chen, L., Zhuang, Y., Liu, J., Chen, W. (2020). Arcs interaction mechanism in Plasma-MIG hybrid welding of 2219 aluminium alloy. Journal of Manufacturing Processes, 56: 635-642. https://doi.org/10.1016/j.jmapro.2020.05.014
[22] Cai, D., Luo, Z., Han, S., Xue, Y., Chen, C., Zhang, Y. (2023). Plasma characteristics of a novel coaxial laser-plasma hybrid welding of Ti alloy. Optics and Lasers in Engineering, 167: 107599. https://doi.org/10.1016/j.optlaseng.2023.107599
[23] Krivtsun, I.V., Korzhik, V.N., Khaskin, V.Y. (2019). Hybrid laser-Microplasma welding of stainless steels. The Paton Welding Journal, 12: 31-36. https://doi.org/10.15407/tpwj2019.12.04
[24] Lathabai, S., Jarvis, B.L., Barton, K.J. (2008). Keyhole gas tungsten arc welding of commercially pure zirconium. Science and Technology of Welding and Joining, 13(6): 573-581. https://doi.org/10.1179/136217108X329296
[25] Korzhyk, V., Bushma, O., Khaskin, V., Dong, C., Sydorets, V. (2017). Analysis of the current state of the processes of hybrid laser-plasma welding. In Second International Conference on Mechanics, Materials and Structural Engineering (ICMMSE 2017), Atlantis Press, pp. 80-90. https://doi.org/10.2991/icmmse-17.2017.14
[26] Zong, R., Chen, J., Wu, C. (2019). A comparison of TIG-MIG hybrid welding with conventional MIG welding in the behaviors of arc, droplet and weld pool. Journal of Materials Processing Technology, 270: 345-355. https://doi.org/10.1016/j.jmatprotec.2019.03.003
[27] Zhou, Y.B., Fang, D.S., Liu, L.M. (2017). Root welding of V-groove thick plate without backing plate by MAG-TIG double-arc welding. International Journal of Precision Engineering and Manufacturing, 18: 623-628. https://doi.org/10.1007/s12541-017-0074-8
[28] Huang, J., Chen, H., He, J., Yu, S., Pan, W., Fan, D. (2019). Narrow gap applications of swing TIG-MIG hybrid weldings. Journal of Materials Processing Technology, 271: 609-614. https://doi.org/10.1016/j.jmatprotec.2019.04.043
[29] Zhang, Y., Huang, J., Ye, Z., Cheng, Z. (2017). An investigation on butt joints of Ti6Al4V and 5A06 using MIG/TIG double-side arc welding-brazing. Journal of Manufacturing Processes, 27: 221-225. https://doi.org/10.1016/j.jmapro.2017.05.010
[30] Cheng, Z., Liu, H., Huang, J., Ye, Z., Yang, J., Chen, S. (2020). MIG-TIG double-sided arc welding of copper-stainless steel using different filler metals. Journal of Manufacturing Processes, 55: 208-219. https://doi.org/10.1016/j.jmapro.2020.04.013
[31] Ye, Z., Huang, J., Gao, W., Zhang, Y., Cheng, Z., Chen, S., Yang, J. (2017). Microstructure and mechanical properties of 5052 aluminum alloy/mild steel butt joint achieved by MIG-TIG double-sided arc welding-brazing. Materials & Design, 123: 69-79. https://doi.org/10.1016/j.matdes.2017.03.039
[32] Chen, J., Wu, C.S., Chen, M.A. (2014). Improvement of welding heat source models for TIG-MIG hybrid welding process. Journal of Manufacturing Processes, 16(4): 485-493. https://doi.org/10.1016/j.jmapro.2014.06.002
[33] Tang, Y., Zhu, Z., Yang, Z., Fu, P., Yu, Y. (2018). TIG arc-induced non-contact MIG arc ignition. Journal of Materials Processing Technology, 257: 45-53. https://doi.org/10.1016/j.jmatprotec.2018.02.010
[34] Guo, H., Fan, C., Yang, S., Wang, J., Pei, W., Chu, Z. (2023). Numerical simulation of layered bimetallic ZChSnSb8Cu4/Steel TIG-MIG hybrid welding based on simufact. Materials, 16(15): 5346. https://doi.org/10.3390/ma16155346
[35] Kanemaru, S., Sasaki, T., Sato, T., Era, T., Tanaka, M. (2015). Study for the mechanism of TIG-MIG hybrid welding process. Welding in the World, 59: 261-268. https://doi.org/10.1007/s40194-014-0205-0
[36] Li, T., Zhang, L., Chang, C., Wei, L. (2018). A Uniform-Gaussian distributed heat source model for analysis of residual stress field of S355 steel T welding. Advances in Engineering Software, 126: 1-8. https://doi.org/10.1016/j.advengsoft.2018.09.003
[37] Rosenthal, D. (1941). Mathematical theory of heat distribution during welding and cutting. Welding Journal, 20(5): 220s-234s.
[38] Pavelic, V. (1969). Experimental and computed temperature histories in gas tungsten arc welding of thin plates. Welding Journal Research Supplement, 48: 296-305.
[39] Goldak, J., Chakravarti, A., Bibby, M. (1984). A new finite element model for welding heat sources. Metallurgical Transactions B, 15: 299-305. https://doi.org/10.1007/BF02667333
[40] Ebrahimpour, A., Salami, S., Saeid, T. (2022). Finite element investigation on the effect of arc configuration and torch angle on heat distribution in TIG-MIG hybrid welding of DSS 2205. The International Journal of Advanced Manufacturing Technology, 121(3): 2495-2509. https://doi.org/10.1007/s00170-022-09469-6
[41] Han, Y., Chen, J., Ma, H., Zhao, X., Wu, C., Gao, J. (2020). Numerical simulation of arc and droplet behaviors in TIG-MIG hybrid welding. Materials, 13(20): 4520. https://doi.org/10.3390/ma13204520
[42] Abima, C.S., Madushele, N., Mwema, F.M., Akinlabi, S.A. (2024). Experimental and finite element simulation for thermal distribution in TIG, MIG and TIG-MIG hybrid welds. International Journal on Interactive Design and Manufacturing (IJIDeM), 18(3): 1171-1181. https://doi.org/10.1007/s12008-022-01173-9
[43] Zhang, G., Shi, Y., Zhu, M., Fan, D. (2017). Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. Journal of Materials Processing Technology, 245: 15-23. https://doi.org/10.1016/j.jmatprotec.2017.02.006
[44] Wu, X., Zhao, X., Chen, J., Zhang, Z., Wu, C. (2022). Simulation of the influence of welding parameters on weld pool behavior during a TIG-MIG hybrid welding process. Journal of Manufacturing Processes, 79: 460-475. https://doi.org/10.1016/j.jmapro.2022.05.007
[45] Roslan, R.A.E., Mamat, S., Ter Teo, P., Mohamad, F., Gudur, S., Toshifumi, Y., Tashiro, S., Tanaka, M. (2020). Observation of arc behaviour in TIG/MIG hybrid welding process. IOP Conference Series: Earth and Environmental Science, 596(1): 012025. https://doi.org/10.1088/1755-1315/596/1/012025
[46] Zhang, Y., Huang, J., Ye, Z., Cheng, Z., Yang, J., Chen, S. (2018). Influence of welding parameters on the IMCs and the mechanical properties of Ti/Al butt joints welded by MIG/TIG double-sided arc welding-brazing. Journal of Alloys and Compounds, 747: 764-771. https://doi.org/10.1016/j.jallcom.2018.03.119
[47] Sahasrabudhe, O.S., Raut, D.N. (2019). Benchmarking of hybrid TIG-MAG arc welding for mild steel. Transactions of the Indian Institute of Metals, 72: 801-810. https://doi.org/10.1007/s12666-018-1536-0
[48] Abima, C.S., Akinlabi, S.A., Madushele, N., Akinlabi, E.T. (2022). Comparative study between TIG-MIG Hybrid, TIG and MIG welding of 1008 steel joints for enhanced structural integrity. Scientific African, 17: e01329. https://doi.org/10.1016/j.sciaf.2022.e01329
[49] Ismail, A.A., Fuhaid, M.S., Murali, R.V. (2017). An experimental analysis on mechanical integrity of TIG-MIG hybrid weldments. International Journal of Management and Applied Science, 5: 114-117.
[50] Khan, M.S., Kumar, V., Mandal, P., Mondal, S.C. (2018). Experimental investigation of combined TIG-MIG welding for 304 stainless steel plates. IOP Conference Series: Materials Science and Engineering, 377(1): 012067. https://doi.org/10.1088/1757-899X/377/1/012067
[51] Abima, C.S., Madushele, N., Adeleke, O., Akinlabi, S.A., Akinlabi, E. (2023). Optimization and prediction of TIG-MIG hybrid joint strength using adaptive neuro-Fuzzy inference system (ANFIS) model. E3S Web of Conferences. EDP Sciences, 430: 01238. https://doi.org/10.1051/e3sconf/202343001238
[52] Schneider, C.F., Lisboa, C.P., Silva, R.D.A., Lermen, R.T. (2017). Optimizing the parameters of TIG-MIG/MAG hybrid welding on the geometry of bead welding using the Taguchi method. Journal of Manufacturing and Materials Processing, 1(2): 14. https://doi.org/10.3390/jmmp1020014
[53] Somani, C.A., Lalwani, D.I. (2019). Experimental investigation of TIG-MIG hybrid welding process on austenitic stainless steel. Materials Today: Proceedings, 18: 4826-4834. https://doi.org/10.1016/j.matpr.2019.07.472
[54] Tesfaye, F.K., Getaneh, A.M. (2024). The grey-based Taguchi method was used to enhance the TIG-MIG hybrid welding process parameters for mild steel. Invention Disclosure, 4: 100016. https://doi.org/10.1016/j.inv.2023.100016
[55] Milošević, I.M., Plotnic, O., Tick, A., Stanković, Z., Buzdugan, A. (2024). Digital transformation in manufacturing: Enhancing competitiveness through industry 4.0 technologies. Precision Mechanics & Digital Fabrication, 1(1): 31-40. https://doi.org/10.56578/pmdf010104
[56] Savas, A. (2024). Numerical simulation and analysis of residual stress in B91 steel deposition using Wire Arc Additive Manufacturing. Precision Mechanics & Digital Fabrication, 1(2): 102-110. https://doi.org/10.56578/pmdf010205