Hiba Adil Oleiwi*![]() | Taha H. Abood AL-Saadi
| Taha H. Abood AL-Saadi![]() | Nasri S. M. Namer
| Nasri S. M. Namer![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research presents the results of synthesis foaming geopolymer using glass cullet. They were prepared by activating glass waste powder from recycled green glass bottles using potassium hydroxide solution with different molar concentrations (3, 6, and 9) without/with foaming agent additives. Magnesium carbonate and borax were used as pore-forming agents with a 10-weight percentage replacement from glass powder. Additionally, cement paste was prepared as a reference. All specimens were subjected to thermal treatment at different temperatures (450, 550, 650, 750, and 850)℃ for 1 hour. An investigation involves analysis of the chemical and mineralogical composition, microstructure, and physical and mechanical characteristics. The compressive strength values dropped to less than 10.5 MPa after heat treatment at 650, 750, and 850℃. These values are usually indicated as foaming materials. Also, an increase in volume was recorded for all geopolymer formulations due to the occurrence of foaming phenomena at temperatures of 650, 750, and 850℃. Additionally, the weight loss for geopolymer paste (without/with additives) increases as the thermal treatment temperatures increase. The GK9-Mg10 paste exhibited the highest weight loss (17.71 to 20.01%). It is worth mentioning that these foaming geopolymers can be utilized in the building industry for various applications, such as thermal insulation, fire protection, and sound absorption.
foaming geopolymer, green glass, potassium hydroxide solution, thermal treatment, additive
The material construction industry is a significant energy user, contributing 36% of total energy consumption and 39% of carbon dioxide emissions worldwide [1]. The International Energy Authority (IEA) reports that Portland cement production contributes 6-7% of CO2 emissions and consumes significant energy, making it the third largest energy use after the aluminium and steel industries [2, 3]. New, effective, and environmentally friendly materials need to be developed to improve the construction of green and sustainable buildings [4].
Today, a variety of municipal and industrial waste is reused and recycled. Millions of waste glass are produced annually worldwide, representing 7 to 10% of the total waste dumped in landfills [5, 6]. Glass is an excellent choice for employment and recycling, and it can considerably contribute to preventing or reducing ecological contamination [7, 8]. All these negative impacts prompted researchers and scientists to explore alternative construction materials that are eco-friendly, sustainable, durable, and cost-effective. Utilizing waste is an important way to decrease costs and environmental deterioration [9, 10].
In 1976, Joseph Davidovits introduced the concept of geopolymers [11]. Three-dimensional network structures are made of tetrahedral silica and alumina linked by covalent bonds [12, 13]. Geopolymers are produced by mixing a solid material (aluminosilicate) with a liquid material (alkaline solution). The primary solid component contains a high concentration of silicon and aluminium. This could involve natural minerals like clays, kaolinite, etc., and "waste" materials such as red mud, fly ashes, waste glass, slags, etc. [14-16]. The liquid is composed of a solution containing potassium (hydroxide or silicate) or sodium (hydroxide or silicate) [17, 18]. The SiO2/Al2O3 ratio of the resultant material influences the physical characteristics of the produced geopolymers. The material hardened after curing the mixture at 40℃ and 100℃ [19, 20]. Recent research has found that foamed concrete is used in many critical applications, particularly insulation. Due to its high void content, it is a promising material for lightweight roof panels and shock absorption applications in airport runway safety [21, 22]. Also, dampening vibrations for high-speed rail and seismic isolation of civil infrastructure structures [23]. This material can be replaced with recycled waste materials, lowering construction costs and reducing environmental impact, thus offering a new solution for sustainable construction [24].
Foamed geopolymer is a widely used thermal and acoustic insulation material in various industries and building construction due to its low thermal conductivity, high stability, water impermeability, low carbon dioxide emissions, and low energy consumption during manufacturing [25-28]. Producing geopolymer foams requires considering treatment parameters such as heating rate, foaming agent amount, time, and sintering temperature, which can influence product formation [29, 30]. Foamed geopolymers are produced by releasing water bubbles at high SiO2/Al2O3 ratios. Also, heating hardened geopolymers in the range of 100-500℃ creates bubbles, which is considered energy-intensive. Also, foaming agents, such as peroxides, perforates, etc., are employed to produce porous materials, and they usually exhibit low mechanical characteristics due to large pores [31, 32]. Geopolymer foam concrete is a suitable and efficient material for manufacturing precast building components like blocks, beams, panels, columns, etc. It offers lightweight, fire-resistant insulation and low thermal conductivity, reducing energy consumption. Its low density and high porosity make it ideal for construction noise barriers around highways and trains, as its acoustic absorption capabilities minimize noise pollution [33-36].
Many researchers have studied geopolymers' different properties and performance as alternative construction materials and their use in various applications. Al-Saadi et al. [4], used alkali-activated glass powder to create foaming geopolymer materials. After heat treatment, the volume increased by 18-41%, with a partial melting at 700℃. Polat and Güden [25] synthesize geopolymer foams by activating waste glass powder with alkali solutions (Na2SiO3 and NaOH), revealing compressive strength and thermal conductivity increase with density increase. Hribar et al. [1] investigated the foaming mechanism of glass made from a cathode ray tube with water glass. The results show that a combination of glass powder and water glass results in the forming of a carbonate phase responsible for foaming. Also, Al Saadi et al. [20] investigated the foaming geopolymers created using mixed glass powder and sodium hydroxide, with or without yeast additions. The results showed a significant increase in volume and weight loss with heat treatment. The geopolymer with yeast added had a low heat conductivity coefficient and reduced compressive strength.
In this study, the possibility to reuse the glass waste from green glass bottles for synthesizing geopolymers by using potassium hydroxide solution (KOH) as an alkali activator at various concentrations (3, 6, and 9) molarity. Also, these new materials without/with two types of foam agent materials (magnesium carbonate, and borax) were assessed for foaming behavior after being thermally treated at high temperatures. The particle size analysis, XRD, the effects of thermal treatment, compressive strength, microstructures, volume, and weight change were assessed.
2.1 Materials
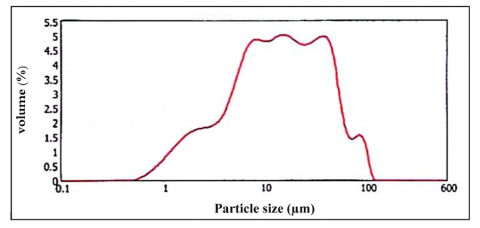
Aluminosilicate precursor green glass waste powder GP is a solid component for geopolymer synthesis. The green glass soda bottles from municipal waste were crushed by a Los Angeles steel ball mill for 9 hours, then milled in a local ceramic ball mill at a speed of (50) rpm for 18 hours to achieve a degree of fineness with an accurate measurement of surface area 3670 cm²/g, and average particle size (d 0.5) of 13.724 µm examined by MASTERSIZER 2000 (MALVERN) - United Kingdom, as illustrated in Figure 1. Also, two types of powders were used as foaming agents, as listed below:
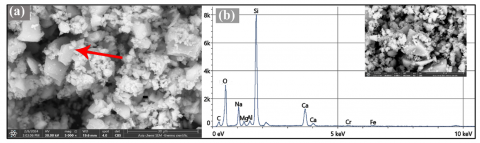
The main elemental and mineral compositions of green glass powder (GP) include Si (26.6), Na (8.7), Ca (6.1), Mg (1.5), Al (1.1), C (9.3), Fe (0.3), and O (46).
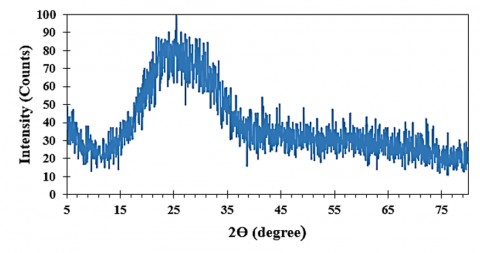
Figure 2 displays the SEM images with EDX for green glass powder. The photos reveal a mixture of angular glass grains of different sizes, as indicated by the red arrows. Figure 3 presents the X-ray diffraction analysis of green glass powder amorphous structure using ADX 2700 - USA.
The alkali activator (potassium hydroxide KOH), a product by S. D. Fine-CHEM Limited - India, was utilized in this study as a liquid component by dissolving the KOH pellets with a purity of 85% in distilled water.
Figure 1. Particle size distributions of green glass powder
Figure 2. (a) SEM image and (b) EDX analysis of green glass powder
Figure 3. X-ray diffraction patterns of green glass powder
2.2 Methods
Five formulas of geopolymer paste were prepared, as illustrated in Table 1. (KOH) alkaline solution was utilized 24 hours after preparation with different concentrations (3, 6, and 9) M. The solution was gradually incorporated into the base components, consisting of glass powder without or with additives, and mixed for 5 minutes. Multiple experiments determined the ideal ratio for adding potassium hydroxide solution to the solid combination, as shown in Table 1 for each formula. The cement paste was also prepared as a reference material. The paste mixture was poured into the Teflon mould with dimensions of 20×20×20 mm that had been prepared and lubricated earlier, then vibrated for three minutes. The moulds were encased in a polyethylene cover and placed in an oven at 60℃ for 24 hours for heat curing. Afterwards, the mould was disassembled, and the samples were exposed to an atmosphere at 20±2℃ for six days until the testing period. The samples were then subjected to thermal treatment at different temperatures (450, 550, 650, 750, and 850)℃ for 1 hour, with the heating rate in the electric furnace set at 10℃ per minute. Subsequently, the specimens were allowed to cool in the furnace until the next day. The selection of a heat treatment temperature ranges between 450℃ to 850℃ for geopolymers based on glass powder is significant for several reasons related to glass transition temperature (Tg) is about 570℃ for glass and sintering temperature approaches 800℃.
For evaluating the proportional changes in volume and weight of the investigated paste sample by using the Eqs. (1) and (2) [4].
ΔV%=[Va−VbVb]∗100(%) (1)
where:
Vb and Va: volume of specimens before and after heat treatment (mm) respectively.
ΔW%=[Wa−WbWb]∗100(%) (2)
where:
Wb and Wa: weight of specimens before and after heat treatment (g) respectively.
All the pastes were examined using Energy Dispersive X-ray Spectroscopy (EDS) utilizing the Axia chemo SEM-thermal scientific, Holland. The samples' compressive strength values before and after thermal treatment were obtained using the ADR Touch Solo (3000 KN capacity), United Kingdom.
Table 1. The component studied for geopolymer and cement paste
|
Samples |
Formula |
Solid Component |
Liquid Component (KOH Solution) |
L/S Ratio |
|
|
Green Glass Powder |
Additive |
||||
|
Geopolymer Paste |
GK3 |
450 gm |
Without additive |
3 M |
0.32 |
|
GK6 |
450 gm |
Without additive |
6 M |
0.3 |
|
|
GK9 |
450 gm |
Without additive |
9 M |
0.3 |
|
|
GK9-B10 |
405 gm |
45 gm Borax (B) |
9 M |
0.22 |
|
|
GK9-Mg10 |
405 gm |
45 gm MgCO3 (Mg) |
9 M |
0.37 |
|
|
Cement Paste |
Cement |
450 gm |
Without additive |
Tap water |
0.3 |
3.1 Visual aspect of thermal treatment
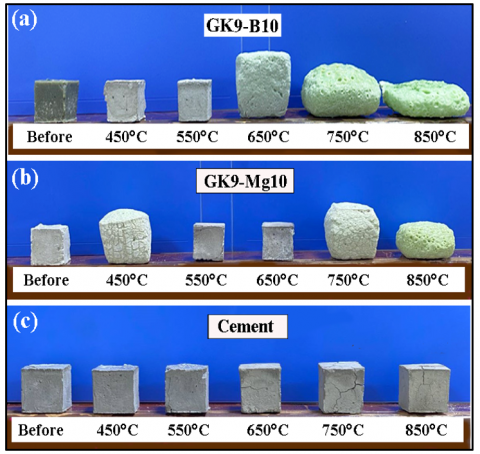
To assess the thermal behavior of the geopolymer pastes (without/with) additives, the specimens were cured for the first 24 hours at 60℃ and 20℃ for up to 7 days, then were subjected to thermal treatment at temperatures ranging from 450℃ to 850℃ for one hour. Subsequently, the sintered specimens were left in the same furnace for 24 hours to cool, as shown in Figures 4 and 5.
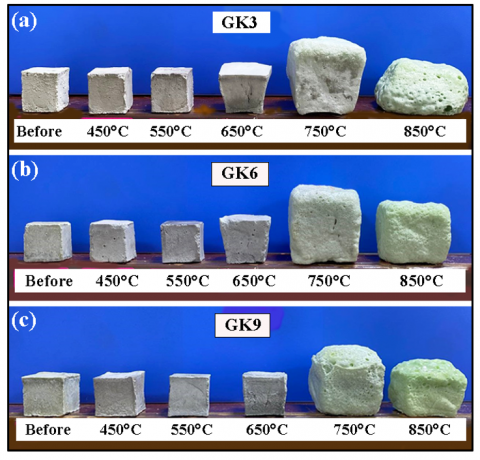
Figure 4 illustrates the visual aspect of geopolymer paste specimens (without additives) before and after thermal treatment. It can be noticed the thermal treatment for pastes GK3, GK6, and GK9 at 450℃ and 550℃ leads to shrinkage of the geopolymer matrix. This is probably due to dehydration (moisture loss), and the GP does not undergo a phase change at these temperatures. In contrast, when the thermal treatment temperature increases at 650℃ and 750℃, the GP particles might transform from solid to liquid due to exceeding their melting point. This phase change contributes to swelling and increasing porosity to form foaming behavior [37]. Thermal treatment of most specimens at 850℃ can cause partial melting of the material, with foam appearing due to the sintering process.
Figure 4. Paste specimen images of a) GK3, b) GK6, c) GK9 before and after thermal treatment at (450, 550, 650, 750, and 850) ℃/ 60 min
Figure 5. Paste specimens of a) GK9-B10, b) GK9-Mg10, c) Cement before and after thermal treatment at (450, 550, 650, 750, and 850) ℃/ 60 min
Figure 5 (a) with 10% borax additives GK9-B10. The geopolymer pastes specimens exhibit high volume increase (intumescent behavior) and open porosity after being thermally treated at 650℃. Also, an increase in volume with partial melting and self-glazing occurred at temperatures of 750℃ due to the sintering process of this paste in agreement with the study [38]. The GK9- B10 paste melts when thermal treatment is performed at 850℃. It is essential to mention the melting temperature of these specimens is determined by the melting point of the borax component, which is 743℃.
Figure 5 (b) shows the geopolymer with 10% of MgCO3 additives GK9-Mg10. The specimens showed foaming behavior at the low temperature of 450℃. Small porosities, cracks, and shrinkage were observed after thermal treatment at 550℃ and 650℃. The paste specimens changed shape, and swelling with increased apparent porosity was noticed at 750℃. Thermal treatment at 850℃ partially melted and self-glazed the material, probably due to the sintering process.
As a result, adding 10 %wt. of borax and MgCO3 to the raw mix significantly reduced the temperature at which specimens began to foam, ranging from 100℃ to 300℃, respectively, compared with geopolymer specimens without additives.
Figure 5 (c) illustrates the cement paste specimen before and after thermal treatment between 450℃ to 850℃. Shrinkage, cracks, and small porosities occur during thermal treatment due to the evaporation of gel water, partial dehydration, and decomposition of C-S-H.
3.2 Compressive strength
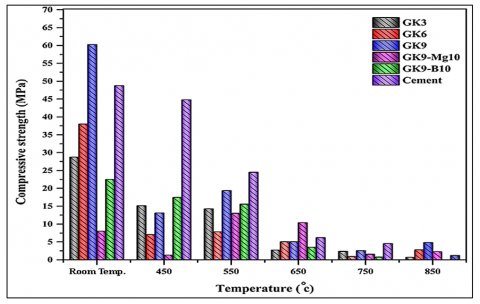
Figure 6 shows the compressive strength values of geopolymer before and after thermal treatment for all paste samples without/with additives. It can be observed the geopolymer pastes recorded high compressive strength values with increasing concentrations of KOH solutions, most probably due to high reactivity with the aluminosilicate material, which led to an acceleration of the geopolymerization process; this agreement with study [12]. Before thermal treatment, the compressive strength decreased with foaming agent additives, contrasting with paste without additives due to increased porosity [39]. After being subjected to thermal treatment at temperatures 650, 750, and 850℃ temperatures, the compressive strength values for all pastes less than 10.5 MPa were recorded (see Figure 6). The reduction in compressive strength of these paste specimens as the temperature increases is probably caused by the formation of pores with different sizes and volume increases. The relation between compressive strength and porosity content is known to be inversely proportional agreement with [40]. However, compressive strength values ranging from (5.5–10.9) MPa and less than 5Mpa usually indicate foamed materials in agreement with researchers [20, 41]. It is worth mentioning that the compressive strength is still high (13.01-19.36 MPa), and this is due to the solidification during the thermal treatment at 450℃ and 550℃, except for the two formulas (GK6 and GK9-Mg10) due to foaming behavior (see Figure 6). Formula GK9-B10 specimens at 850℃ compressive strength values do not have recordable magnitudes, which melted due to the borax turning point at 743℃. Additionally, increasing thermal treatment temperatures for cement paste increases vapor pressure. It leads to surface cracks and the decomposition of hydration products, such as calcium carbonate whiskers and other substances that break down, influencing its microstructure and mechanical characteristics in agreement [42].
Figure 6. Compressive strength of GK3, GK6, GK9, GK9-B10, GK9-Mg10, and cement paste specimens before and after thermal treatment at (450, 550, 650, 750, and 850) ℃/ 60 min
Figure 7. Volume change of GK3, GK6, GK9, GK9-B10, GK9-Mg10, and cement paste specimens after thermal treatment at (450, 550, 650, 750, and 850) ℃/ 60 min
3.3 Volume change
Figure 7 shows the percentage of volume change for geopolymer and cement pastes after thermal treatment at 450℃ to 850℃. For geopolymer pastes, most specimens exhibited contraction (reduction in volume) after being thermally cured at temperatures of 450℃ and 550℃. This is due to the dehydration of sodium-calcium silicate aluminate. An increase in volume was observed in GK9-Mg10 at 450℃ and GK9B10 at 550℃ due to foaming agent additives. Additionally, the foaming behavior for studied formulas started after thermal treatment at (650, 750, and 850)℃ for geopolymer [4, 43]. This increase in volume is due to an increase in porosity (with different shapes and sizes), which indicates foaming behavior, as illustrated in Figures 4 and 5. Furthermore, the superposition approach can clarify the increase in pores and volume. This process involves the desiccation and deviation of sodium/calcium silicate-aluminate that occurs through the activation process, which utilizes an alkaline solution (KOH) for glass powder. Cement paste shrinkage during thermal treatment 450℃ to 850℃ can be affected by various factors, including the evaporation of gel water, partial dehydration, and decomposition of C-S-H [44].
3.4 Weight change
Figure 8 illustrates the weight change percentage for geopolymer pastes during thermal treatment between 450℃ to 850℃. The GK9-Mg10 paste exhibited the highest weight loss (17.71 to 20.01%) above curing temperatures. The weight loss for most geopolymer (without/with additive) paste increases as the heating temperatures rise due to the diversion and dehydration of sodium/calcium silicate-aluminate, which is responsible for the foaming behavior of the materials [4, 43].
For cement paste, the weight loss reported after heat treatment is due to the decomposition of the products of hydration and the release of hydrate water, in addition to changes in the pore structure during heating [45].
3.5 Microstructure
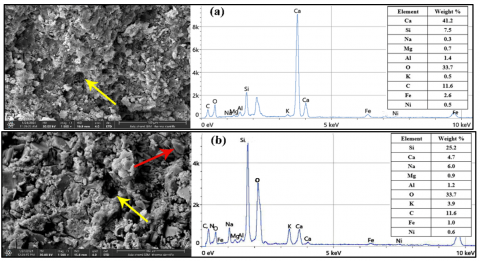
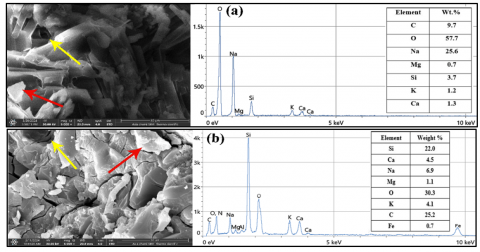
Figures 9 and 10 display the EDX analysis for cement, GK9, GK9-Mg10, and GK9-B10 pastes before thermal treatment. The pastes were cured for 24 hours at 60℃ and 28 days at 20℃. The presence of glass grains can be observed in the interconnected structure primarily composed of sodium/calcium silicate-aluminate (illustrated by red arrows), created by activating the glass powder with a (KOH) solution. The images showed the presence of pores of different sizes (illustrated by yellow arrows). This porosity is mainly due to the preservation of air throughout the paste mixture. Additionally, the analysis using EDX indicates the existence of silicon (Si), sodium (Na), potassium (K), and calcium (Ca) in the specimens under study.
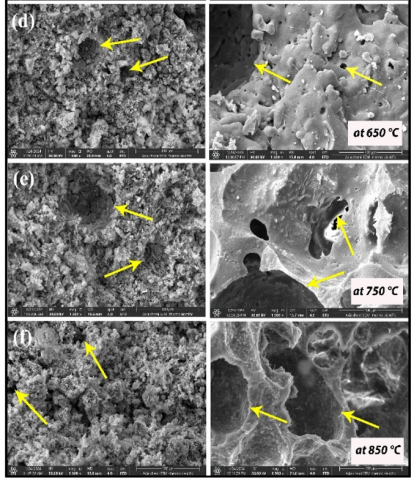
The SEM images Figures 11 and 12 illustrate the surface morphology of geopolymer and cement samples before and after thermal treatment with a temperature range of 450℃ to 850℃. Figure 11 displays the SEM of cement and GK9 paste specimens. The different sizes and shapes of pores were noticed before thermal treatment (see yellow arrows). This is due to the gas released during mixing. It is worth mentioning that the contraction (reduction in volume) of these GK9 pastes was noticed at temperatures 450 and 550 C and for cement pastes at temperatures 450℃ to 850℃. This is due to the solidification under high temperatures (see Figure 7). Additionally, the pores appear with different sizes and shapes (see arrows) and increase after thermally treated started at (650, 750, and 850)℃ due to the foaming behavior for geopolymer pasts (i.e., high increase in volume see Figure 7) [4, 43]. Furthermore, for cement pastes at temperatures higher than 450℃, the compound of Portland cement C-S-H breaks down into C2S and C3S until calcium hydrates are lost at 750℃. This increases the average porosity, a significant reduction in mechanical strength, and the development of damaging cracks [44].
Figure 8. Weight change of GK3, GK6, GK9, GK9-B10, GK9-Mg10, and cement paste specimens after thermal treatment at (450, 550, 650, 750, and 850) ºC/ 60 min
Figure 9. EDX of (a) Cement and (b) GK9 paste without additive before thermal treatment
Figure 10. EDX of (a) GK9-Mg10 and (b) GK9-B10 paste specimens with additive before thermal treatment
Cement GK9
Figure 11. SEM images for cement and GK9 geopolymer paste: (a) Before thermal treatment, (b) At 450℃, (c) At 550℃, (d) At 650℃, (e) At 750℃, and (f) At 850℃
GK9-Mg10 GK9-B10
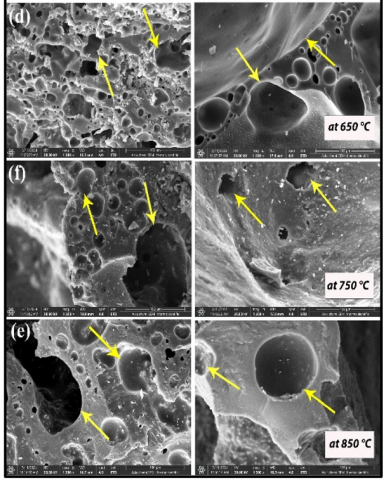
Figure 12. SEM images for GK9-Mg10 and GK9-B10 geopolymer paste: (a) Before thermal treatment, (b) At 450℃, (c) At 550℃, (d) At 650℃, (e) At 750℃, and (f) At 850℃
Figure 12 shows the SEM image for glass-based-geopolymers paste specimens with two types of powders as foaming agent additives (i.e., 10% wt. of borax and MgCO3 as a replacement with glass powder) before and after thermal treatment. The images exhibit a spherical shape with various sizes of pores. This is attributed to the decomposition of sodium silicate and the resulting stable pressure exerted on the surrounding walls. As a result, the fixed pressure predominantly gives porosity with a spherical appearance, as indicated by the yellow arrows. It is worth mentioning that the GK9-Mg10 pastes have a higher weight loss percentage than that of GK9-B10 with increasing thermal treatment temperatures (shown in Figure 8). This is due to the foaming behavior [4, 43]. Therefore, the morphology exhibits noticeable differences as a result of the use of different types of additives.
This study assessed the synthesis of foaming geopolymer by activating the green glass powder with a potassium hydroxide (KOH) solution (without or with) additives. Parametric studies involving activator concentration, foam agent type, and treatment temperature influence geopolymer's physical, mechanical, and microstructure. From the results provided above, the following conclusions can be listed:
This research highlights the potential of producing foaming materials employed in engineering applications. These applications benefit from interconnected porosity with a large volume, including thermal, and acoustic insulations, passive fire protection, and lightweight construction which offer economical alternatives with environmental benefits. Additional investigation is required to optimize the microstructure and improve the durability of glass powder-based geopolymer foams under different ecological conditions, such as chemical attacks and freeze-thaw cycles, for long-term performance, contributing to developing more sustainable and durable construction materials.
[1] Hribar, U., Østergaard, M.B., Iversen, N., Spreitzer, M., König, J. (2023). The mechanism of glass foaming with water glass. Journal of Non-Crystalline Solids, 600: 122025. https://doi.org/10.1016/j.jnoncrysol.2022.122025
[2] Herbert Sinduja, J., Sakthieswaran, N., Shiny Brintha, G. (2015). Review on geopolymer concerte with different additives. International Journal of Engineering Research, 1: 21-31. https://ijoer.com/assets/articles_menuscripts/file/IJOER-MAY-2015-10.pdf.
[3] da Silva Filho, M.J., de Souza, M.L., de Paiva Veras, V. C., Cabral, A.E.B. (2023). Durability analysis of partial replacement of ordinary Portland cement by white glass waste concrete. Journal of Building Pathology and Rehabilitation, 8(1): 43. https://doi.org/10.1007/s41024-023-00284-4
[4] Al-Saadi, T.H.A., Mahdi, Z.H., Abdullah, I.T. (2019). Foaming geopolymers preparation by alkali activation of glass waste. Revista Romana de Materiale, 49(3): 352-360. https://solacolu.chim.upb.ro/pp352-360.pdf.
[5] Islam, G.S., Rahman, M., Kazi, N. (2017). Waste glass powder as partial replacement of cement for sustainable concrete practice. International Journal of Sustainable Built Environment, 6(1): 37-44. https://doi.org/10.1016/J.IJSBE.2016.10.005
[6] Kotsay, G., Grabowski, P. (2023). Properties of geopolymers based on metakaolin and soda-lime waste glass. Materials, 16(15): 5392. https://doi.org/10.3390/ma16155392
[7] Manikandan, P., Vasugi, V. (2021). A critical review of waste glass powder as an aluminosilicate source material for sustainable geopolymer concrete production. Silicon, 13(10): 3649-3663. https://doi.org/10.1007/s12633-020-00929-w
[8] Radhi, M.S. (2021). Utilization of waste plastic in geotechnical engineering applications in Iraq: A review. Journal of Techniques, 3(4): 9-14. https://doi.org/10.51173/jt.v3i4.351
[9] Luhar, I., Luhar, S. (2022). A comprehensive review on fly ash-based geopolymer. Journal of Composites Science, 6(8): 219. https://doi.org/10.3390/jcs6080219
[10] Siddika, A., Hajimohammadi, A., Mamun, M.A.A., Alyousef, R., Ferdous, W. (2021). Waste glass in cement and geopolymer concretes: A review on durability and challenges. Polymers, 13(13): 2071. https://doi.org/10.3390/polym13132071
[11] Jiang, C., Wang, A., Bao, X., Chen, Z., Ni, T., Wang, Z. (2020). Protective geopolymer coatings containing multi-componential precursors: Preparation and basic properties characterization. Materials, 13(16): 3448. https://doi.org/10.3390/ma13163448
[12] Nergis, D.B., Abdullah, M.M.A.B., Vizureanu, P., Tahir, M.M. (2018). Geopolymers and their uses. IOP Conference Series: Materials Science and Engineering, Iasi, Romania, pp. 1-10. https://doi.org/10.1088/1757-899X/374/1/012019
[13] Perna, I., Hanzlicek, T., Zaloudkova, M. (2020). Microscopic study of the concrete/geopolymer coating interface. Ceram. Silikáty, 64: 68-74. https://doi.org/10.13168/cs.2019.0050
[14] Marathe, S., Mithanthaya, I.R., Mithun, B.M., Shetty, S., Akarsh, P.K. (2021). Performance of slag-fly ash based alkali activated concrete for paver applications utilizing powdered waste glass as a binding ingredient. International Journal of Pavement Research and Technology, 14: 196-203. https://doi.org/10.1007/s42947-020-0173-2
[15] Silva, R.V., De Brito, J., Lye, C.Q., Dhir, R.K. (2017). The role of glass waste in the production of ceramic-based products and other applications: A review. Journal of Cleaner Production, 167: 346-364. https://doi.org/10.1016/j.jclepro.2017.08.185
[16] Kristály, F., Szabó, R., Mádai, F., Debreczeni, Á., Mucsi, G. (2021). Lightweight composite from fly ash geopolymer and glass foam. Journal of Sustainable Cement-Based Materials, 10(1): 1-22. https://doi.org/10.1080/21650373.2020.1742246
[17] Saeed, A., Najm, H.M., Hassan, A., Sabri, M.M.S., Qaidi, S., Mashaan, N.S., Ansari, K. (2022). Properties and applications of geopolymer composites: A review study of mechanical and microstructural properties. Materials, 15(22): 8250. https://doi.org/10.3390/ma15228250
[18] Provis, J.L. (2018). Alkali-activated materials. Cement and Concrete Research, 114, 40-48. https://doi.org/10.1016/j.cemconres.2017.02.009
[19] Chouksey, A., Verma, M., Dev, N., Rahman, I., Upreti, K. (2022). An investigation on the effect of curing conditions on the mechanical and microstructural properties of the geopolymer concrete. Materials Research Express, 9(5): 055003. https://doi.org/10.1088/2053-1591/ac6be0
[20] Al Saadi, T.H.A., Abdulnabi, R.K., Khalaf, M.M., Mejbel, M.K. (2022). Synthesis of foaming materials from glass based geopolymers and yeast additives. International Journal on Technical and Physical Problems of Engineering, 14(4): 289-297. http://www.iotpe.com/IJTPE/IJTPE-2022/IJTPE-Issue53-Vol14-No4-Dec2022/40-IJTPE-Issue53-Vol14-No4-Dec2022-pp289-297.pdf.
[21] Song, Y., Lange, D. (2021). Influence of fine inclusions on the morphology and mechanical performance of lightweight foam concrete. Cement and Concrete Composites, 124: 104264. https://doi.org/10.1016/j.cemconcomp.2021.104264
[22] Santagata, E., Bassani, M., Sacchi, E. (2010). Performance of new materials for aircraft arrestor beds. Transportation Research Record, 2177(1): 124-131. https://doi.org/10.3141/2177-15
[23] Xu, Z., Chen, Z., Osman, B.H., Yang, S. (2018). Seismic performance of high-strength lightweight foamed concrete-filled cold-formed steel shear walls. Journal of Constructional Steel Research, 143: 148-161. https://doi.org/10.1016/j.jcsr.2017.12.027
[24] Zanwar, A.B., Patil, Y.D. (2021). Utilization of waste glass powder as a cementitious material in concrete. In IOP Conference Series: Materials Science and Engineering, Canada, p. 012040. https://doi.org/10.1088/1757-899X/1070/1/012040
[25] Polat, D., Güden, M. (2021). Processing and characterization of geopolymer and sintered geopolymer foams of waste glass powders. Construction and Building Materials, 300: 124259. https://doi.org/10.1016/j.conbuildmat.2021.124259
[26] Song, Y., Xue, C., Guo, W., Bai, Y., Shi, Y., Zhao, Q. (2024). Foamed geopolymer insulation materials: Research progress on insulation performance and durability. Journal of Cleaner Production, 444: 140991.http s://doi.org/10.1016/j.jclepro.2024.140991
[27] Al-Majidi, M.H., Lampropoulos, A., Cundy, A., Meikle, S. (2016). Development of geopolymer mortar under ambient temperature for in situ applications. Construction and Building Materials, 120: 198-211. https://doi.org/10.1016/j.conbuildmat.2016.05.085
[28] Juenger, M.C.G., Winnefeld, F., Provis, J.L., Ideker, J.H. (2011). Advances in alternative cementitious binders. Cement and Concrete Research, 41(12): 1232-1243. https://doi.org/10.1016/j.cemconres.2010.11.012
[29] Hemra, K., Aungkavattana, P. (2016). Effect of cordierite addition on compressive strength and thermal stability of metakaolin based geopolymer. Advanced Powder Technology, 27(3): 1021-1026. https://doi.org/10.1016/j.apt.2016.04.019
[30] Palmero, P., Formia, A., Antonaci, P., Brini, S., Tulliani, J.M. (2015). Geopolymer technology for application-oriented dense and lightened materials. Elaboration and characterization. Ceramics International, 41(10): 12967-12979. https://doi.org/10.1016/j.ceramint.2015.06.140
[31] Sitarz, M., Zdeb, T., Mróz, K., Hager, I., Setlak, K. (2024). Foaming and physico-mechanical properties of geopolymer pastes manufactured from post-metallurgical recycled slag. Materials, 17(6): 1449. https://doi.org/10.3390/ma17061449
[32] Zhang, D., Ding, S., Ma, Y., Yang, Q. (2022). Preparation and properties of foam concrete incorporating fly ash. Materials, 15(18): 6287. https://doi.org/10.3390/ma15186287
[33] Zhang, Z., Provis, J.L., Reid, A., Wang, H. (2014). Geopolymer foam concrete: An emerging material for sustainable construction. Construction and Building Materials, 56: 113-127. https://doi.org/10.1016/j.conbuildmat.2014.01.081
[34] Papa, E., Medri, V., Kpogbemabou, D., Morinière, V., Laumonier, J., Vaccari, A., Rossignol, S. (2016). Porosity and insulating properties of silica-fume based foams. Energy and Buildings, 131: 223-232. https://doi.org/10.1016/j.enbuild.2016.09.031
[35] Sanjayan, J.G., Nazari, A., Chen, L., Nguyen, G.H. (2015). Physical and mechanical properties of lightweight aerated geopolymer. Construction and Building Materials, 79: 236-244. https://doi.org/10.1016/j.conbuildmat.2015.01.043
[36] Valanides, M., Aivaliotis, K., Oikonomopoulou, K., Fikardos, A., Savva, P., Sakkas, K., Nicolaides, D. (2024). Geopolymerization of recycled glass waste: A sustainable solution for a lightweight and fire-resistant material. Recycling, 9(1): 16. https://doi.org/10.3390/recycling9010016
[37] Ziejewska, C., Grela, A., Mierzwiński, D., Hebda, M. (2023). Influence of waste glass addition on the fire resistance, microstructure and mechanical properties of geopolymer composites. Materials, 16(17): 6011. https://doi.org/10.3390/ma16176011
[38] Yong-Sing, N., Yun-Ming, L., Cheng-Yong, H., et al. (2022). Improvements of flexural properties and thermal performance in thin geopolymer based on fly ash and ladle furnace slag using borax decahydrates. Materials, 15(12): 4178. https://doi.org/10.3390/ma15124178
[39] Krzywoń, R., Dawczyński, S. (2021). Strength parameters of foamed geopolymer reinforced with GFRP mesh. Materials, 14(3): 689. https://doi.org/10.3390/ma14030689
[40] Zhang, Z., Wang, H. (2016). The pore characteristics of geopolymer foam concrete and their impact on the compressive strength and modulus. Frontiers in Materials, 3: 38. https://doi.org/10.3389/fmats.2016.00038
[41] Szabó, R., Mucsi, G. (2015). Generally about geopolymer foams. in the publications of the MultiScience - XXIX. MicroCAD International Scientific Conference, University of Miskolc. https://doi.org/10.26649/musci.2015.014
[42] Li, L., Zhang, Y., Shi, Y., Xue, Z., Cao, M. (2022). Surface cracking and fractal characteristics of cement paste after exposure to high temperatures. Fractal and Fractional, 6(9), 465. https://doi.org/10.3390/fractalfract6090465
[43] Vickers, L., van Riessen, A., Rickard, W.D., Vickers, L., van Riessen, A., Rickard, W.D. (2015). Thermal properties of geopolymers. Fire-Resistant Geopolymers: Role of Fibres and Fillers to Enhance Thermal Properties, 2015: 77-98. https://doi.org/10.1007/978-981-287-311-8_5
[44] Tantawy, M.A. (2017). Effect of high temperatures on the microstructure of cement paste. Journal of Materials Science and Chemical Engineering, 5(11): 33-48. https://doi.org/10.4236/msce.2017.511004
[45] Sui, Y., Ou, C., Liu, S., Zhang, J., Tian, Q. (2020). Study on properties of waste concrete powder by thermal treatment and application in mortar. Applied Sciences, 10(3): 998. https://doi.org/10.3390/app10030998