Structural and Mechanical Characterization of Aluminum Matrix Nanocomposites Reinforced with SiC and Al2O3 Nanoparticles

Nabeel Gharaibeh*![]() | Musa AlAjlouni
| Musa AlAjlouni![]() | Alaa Rayes
| Alaa Rayes![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The mechanical and structural properties of aluminum matrix nanocomposites (AMNCs), such as hardness, toughness, and damping ratio, are critical for a wide range of engineering applications. In this study, Al 6061 was selected as the matrix material, with silicon carbide (SiC) and aluminum oxide (Al2O3) nanoparticles utilized as reinforcements. The AMNCs were fabricated through the stir casting method, with various weight ratios of nanoparticle reinforcement. The damping behavior, hardness, and toughness of the composites were evaluated at different reinforcement levels. It was found that the damping ratio of the AMNCs increased significantly relative to the base Al 6061, with the optimum enhancement observed at approximately 2% reinforcement. At this nanoparticle concentration, both the impact resistance and hardness were notably improved. The findings demonstrate that the incorporation of SiC and Al2O3 nanoparticles into Al 6061 leads to substantial improvements in the mechanical and structural properties of the composite, thus highlighting the potential of AMNCs for advanced applications requiring superior performance in terms of energy dissipation, strength, and durability.
aluminum matrix nanocomposites, Al 6061, damping ratio, hardness, stir casting, toughness
Nowadays, aluminum matrix composites (AMCs), as part of metal matrix composites (MMCs), are highly demanded materials in many engineering applications. AMCs have superior characteristics [1-2]. With the improvement of nanoscience and nanotechnology, MMCs reinforced by nanoparticles (MMnCs) are recently being considered worldwide because of their talented properties that fit a great number of functional and structural applications [3]. Choosing the processing method to produce this material is affected by many factors, including the type of reinforcement and matrix, the required mechanical and thermal properties, and the extent of microstructural integrity desired [1, 3, 4]. In this study, stir casting was chosen for performing the task. Annigeri and Kumar [5] gave a detailed description of stir casting and showed that this method is simple, flexible and low cost with mass production. The main drawback of this method is the difficulty to achieve a homogenous composite, which can be improved by the use of modified stir casting, nanosized particles or both. The modified methods include ultrasonic stir casting [6-8], vacuum stir casting [6], hot water treatment of the particles, squeeze casting [9], and powder metallurgy processes [10, 11]. On the other hand, the improvement can be gained by decreasing the size of particles because the use of nanosized particles has the tendency of agglomeration and clustering, due to high surface energy, electrostatic, moisture adhesiveness and attractive Vander Waal’s bonding, which affect its uniform distribution during processing [11]. The characteristics of final composites are affected by the mixing ratio, the processing parameters, the heat treatment schedule and other factors [12-18]. Enormous studies have treated the effect of different parameters on the performance and characteristics of AMCs and AMNCs [1-27]. Most of these studies have investigated the mechanical properties of composite material, with rare research concerning damping property conducted [19-27]. From those studies, it can be concluded that the research on determining the damping of nano reinforcement particulates in AMNCs is limited. This study investigates the effect of nano Al2O3 and nano SiC reinforcement on the damping and some other mechanical properties by focusing on the effect of the weight ratio of the particulate. This study aims to:
a) fabricate many specimens of the aluminum matrix with different types of nanoparticles.
b) compare nanoparticles in terms of their effect on mechanical proprieties.
c) find the damping ratio for AMNCs.
In summary, this study aims to determine the effect of nanoparticles on mechanical and structural properties (fracture toughness, hardness and damping) of AMNCs.
2.1 Materials
The matrix material used in this study is 6061 aluminum alloy. The physical, mechanical, electrical, thermal, and processing properties and the composition of aluminum alloys are well-known. The nanoparticles (alumina and SiC) that were used as the reinforcement phase are also well-known. The detailed specifications and compositions of these materials are shown in Table 1 and Table 2.
Table 1. Composition of a 6061 aluminum alloy
|
Grade Designation |
Composition (wt%) |
|||||||||||||
|
Aluminum Association |
UNS No. R209 |
ISO No. |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
V |
Ti |
Unspecified other elements |
Al, min. |
|
|
Each |
Total |
|||||||||||||
|
6061 |
A96061 |
AlMg1SiCu |
0.40-0.8 |
0.7 |
0.15-0.40 |
0.15 |
0.8-1.2 |
0.04-0.35 |
0.25 |
1 |
0.15 |
0.05 |
0.15 |
rem |
Table 2. Mechanical properties of Al 6061, SiC and Al2O3
|
Properties |
Al 6061 |
SiC |
Al2O3 |
|
Density ρ (g/cm3) |
2.73 |
3.217 |
3.95 |
|
Particle size (nm) |
- |
50-70 |
60-100 |
|
Elasticity modulus E (GPa) |
68.9 |
380-410 |
330 (20℃) or 300 (1200℃) |
|
Poisson’s ratio ν |
0.33 |
0.14 |
0.21 |
|
Melting Point (℃) |
588 |
2700 |
2,072 |
|
Hardness (HB500) |
30 (95 Brinell) |
2800 |
1175 |
|
Thermal expansion coefficient (K-1×10-6) |
23.2 (20-100℃) |
8.2 |
4.5 |
|
Fracture toughness (MPa m0.5) |
25 |
4-5 |
|
2.2 Preparation of composites
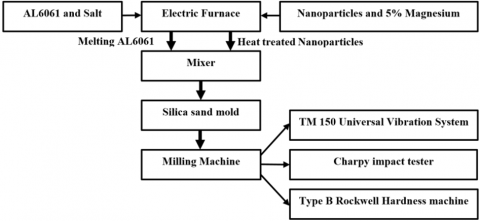
The following steps were conducted to produce the samples of AMNCs. The flow chart is shown in Figure 1.
Figure 1. Flow chart for the sample preparation and testing
Step 1: A specific mixer was fabricated within certain conditions in order to be used in the stir casting process.
Step 2: A silica sand mold was prepared.
Step 3: Aluminum alloy (Al 6061) was melted in the electric furnace for two hours up to 800℃.
Step 4: The melting aluminum was poured in the mixer.
Step 5: Salt was added to the melting aluminum to remove Al2O3.
Step 6: The nanoparticles were heat treated in the electric furnace to improve wettability for seven minutes with a temperature of around 400℃. In this step, magnesium with a ratio of 5% was mixed with the particles in order to enhance the porosity and homogeny of the final composite.
Step 7: The nanoparticles were added to the melting aluminum and then were mixed by the mixer for 15 minutes at a rotating speed of 500 rpm.
Step 8: The MMC was poured in the sand mold.
Step 9: The final product was cleaned, shaped and surface-finished by the milling machine.
Step 10: The samples were cut to the standard dimensions of the different testing devices.
2.3 Experimental testing
As mentioned above, the stir casting method was used for processing Al 6061 and reinforcing it with 0.5%, 1.5%, and 3% weight fractions of Al2O3 particles and 1.5% of SiC particles, respectively, as shown in Table 3.
Table 3. Reinforcement particle details of different samples
|
Sample No. |
Reinforcement Particles |
Weight Ratio (%) |
|
1 |
SiC |
1.50 |
|
2 |
Al2O3 |
0.50 |
|
3 |
Non (pure) |
0 |
|
4 |
Al2O3 |
1.50 |
|
5 |
Al2O3 |
3 |
Three types of experiments were performed in order to study the different factors affecting the performance of AMNCs. These tests include vibration damping, impact and hardness. The samples were prepared in accordance with the standard specifications and recommendations.
Figure 2. Vibration test set-up using the TM 150 universal vibration system
Note: 1. Fixed end; 2. Cantilever beam; 3. Drum plotter; 4. Helical spring.
For the vibration test, the damping of the samples was determined using the cantilever beam standard machine (TM 150 Universal Vibration System). In addition to computerized modeling, there are two experimental ways by which damping measurements can be made: time- and frequency-response methods. The test was performed with a time-response approach. The dimensions of the testing samples are shown in Table 4. The beam was fixed from one end and served as a damper for the helical spring (k=3000 N/m) at the other end. The time responses of the free end were recorded by a rotary chart plotter (a feed rate of 20 mm/s and a chart width of 100 mm) and a pointed pin (Figure 2).
The Charpy impact tester was used for computing the toughness of the samples.
Table 4. Geometry dimensions of the vibration sample
|
L: Length (m) |
0.37 |
|
b: Width (m) |
0.025 |
|
h: Thickness (m) |
0.012 |
|
A: Area (m2) |
0.0003 |
|
I: Area moment of inertia (m4) |
3.6x10-9 |
The hardness of the samples was found using the standard hardness machine. The Type B Rockwell (HRB) hardness testing machine was used for conducting the hardness test. Metallographic finish was provided to the samples using different grit-size emery papers to ensure precise measurement of the hardness. For testing, a 2.5 mm diameter indenter ball was used with a load of 175 kg and a dwell time of 10 s. Five readings were analyzed at different points on the sample. The arithmetic average value of the accumulated five test points was found and used as the final value of the hardness testing on each test specimen.
3.1 Vibration tests
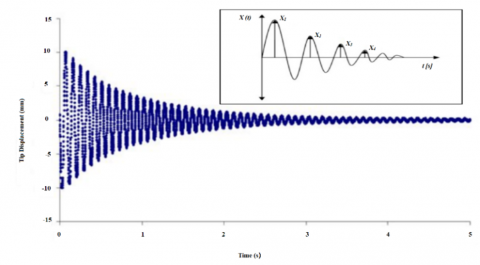
The damping coefficient of the composite cantilever was calculated according to the amplitude attenuation ratio of the free vibration attenuation curve. The logarithmic decrement (δ) for underdamped free vibrations on n cycles was found from the following equation:
δ=1nln(x(t)x(t+nTd)) (1)
The equivalent damping ratio was then determined from the following equation:
ζ=δ√1−δ2 (2)
The logarithmic decrement was measured graphically by experiment for many cycles in order to get more accurate results (Figure 3). The results of the tests are shown in Table 5 and Figures 3 and 4.
In such an experiment, results can be affected by many factors like the length and other dimensions of the beam, the distance between the spring and the support point, the stiffness of the spring and the material of the beam. All of these factors were kept constant except the material composition.
Figure 3. One example of time-response used for damping calculation with the logarithmic decrement method
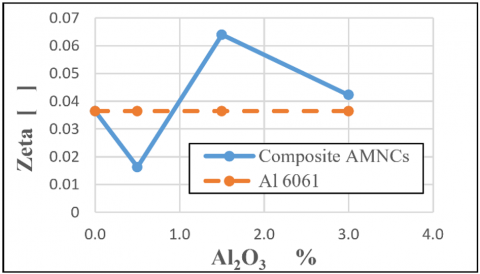
Figure 4. Plot of the average damping ratio (Zeta) for different weight ratios of Al2O3
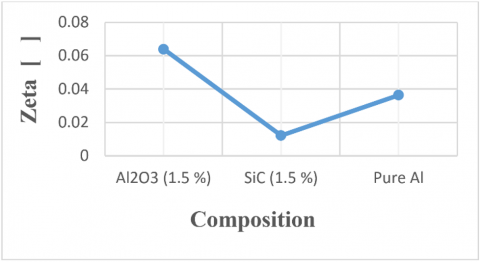
Figure 5. Plot of the average damping ratio (Zeta) for different materials
Table 5. Vibration test results of different samples
|
Sample No. |
Vibration-Measured Data Peak Values (mm) |
Vibration Parameters |
||||||
|
X1 |
X2 |
X3 |
X4 |
X5 |
X6 |
Delta (δ) |
Zeta (ζ) |
|
|
1 |
22.0 |
20.5 |
19.5 |
18.5 |
16.0 |
15.0 |
0.077 |
0.012 |
|
2 |
25.0 |
23.0 |
20.0 |
19.0 |
17.0 |
15.0 |
0.102 |
0.016 |
|
3 |
11.0 |
9.0 |
7.0 |
6.0 |
5.0 |
3.5 |
0.229 |
0.036 |
|
4 |
30.0 |
25.0 |
20.0 |
14.0 |
9.0 |
4.0 |
0.403 |
0.064 |
|
5 |
17.0 |
15.0 |
13.0 |
10.0 |
7.0 |
4.5 |
0.266 |
0.042 |
The experimental damping ratio (ζ) values ranged between 0.01 and 0.07, which are the same as those in the literature. Figure 4 shows the effect of the Al2O3 weight ratio on the beam damping. At a low ratio (less than 1%), the damping was lower than that of Al 6061 and this negative effect can be referred to poor manufacturing. After that ratio, the damping of the AMNCs became higher than the origin and reached the best value (about twice of the Al 6061) at the ratio of around 2%. As indicated in several studies [10, 25], the reinforcement weight fraction increased beyond a limit, and the composite showed a decline in characteristics due to the clustering and agglomeration of nanoparticles. The method must be improved in order to reduce the porosity and increase the homogenous distribution of nanoparticles.
This study compares between Al2O3 and SiC as nanoparticle reinforcement of Al 6061 with the same ratio (1.5 weight %), as shown in Figure 5. The Al2O3 obtained a higher damping ratio than SiC.
3.2 Hardness tests
Five readings were used for each sample composition at different positions in order to give more realistic values. Their average values were found and recorded. The coefficient of variation (CV), sometimes called relative standard deviation, of the five readings was calculated and found to be acceptable. As a general guideline, a CV less than 100% reflects low variability, while values greater than 100% reflect high variability. The results of these tests were shown in Table 6.
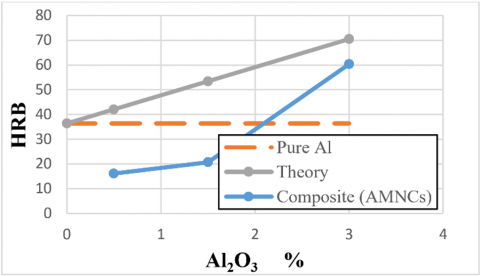
Figure 6. Plot of the average surface hardness (HRB) for different weight ratios of Al2O3 particulates
Table 6. Hardness test results of different samples
|
Sample No. |
HRB Value |
CV (%) |
|||||
|
X1 |
X2 |
X3 |
X4 |
X5 |
Average |
||
|
1 |
14.4 |
22.3 |
27.4 |
54.8 |
40.9 |
31.96 |
50 |
|
2 |
14.1 |
6.6 |
13.8 |
25.3 |
21.0 |
16.16 |
45 |
|
3 |
29.0 |
24.6 |
50.6 |
46.7 |
30.8 |
36.34 |
32 |
|
4 |
35.4 |
15.2 |
19.3 |
16.1 |
17.5 |
20.70 |
40 |
|
5 |
77.8 |
80.5 |
60.6 |
51.7 |
31.4 |
60.40 |
33 |
|
* CV = Standard deviation / Average * 100% |
|||||||
Figure 6 shows the results of hardness tests conducted on the Al 6061 alloy and the AMNCs containing different weight percentages of Al2O3 particles. The hardness increased when more particles were added, clearly indicating that the presence of particulates in the matrix can improve the hardness of the composites. This agrees with the theory because the ceramic particles are harder than aluminum. When the AMNCs were compared with the pure material, the hardness values were less than those of the pure material until the weight ratio reached around 2%. After this ratio, the hardness of the AMNCs became higher than that of the Al 6061. According to the theoretical expectations, the hardness of the AMNCs must be higher than the original material in all ranges, but some practical errors reduced these values. Most of these errors belonged to the different parameters and techniques of the stir casting method.
Figure 7 shows a comparison between SiC and Al2O3 as nanoparticle reinforcement of Al 6061 with the same weight ratio (1.5%). As observed, the SiC composite exhibits higher hardness than the Al2O3 composite. However, both composites demonstrate lower hardness values compared to pure Al 6061, as previously discussed.
Figure 7. Plot of the average surface hardness (HRB) for different materials
3.3 Impact strength tests
The Charpy impact test was used to assess the toughness and notch sensitivity of the samples. The energy absorbed by the material during fracture was measured, with brittle materials absorbing minimal energy and ductile materials absorbing a significantly higher amount before fracture.
Five different samples were used for each sample composition and their averages were found. The CV of the five readings around the averages was computed and found to be satisfactory. The results of the tests were shown in Table 7.
Table 7. Charpy impact test results of different samples
|
Sample No. |
Toughness Value (J) |
CV (%) |
|||||
|
X1 |
X2 |
X3 |
X4 |
X5 |
Average |
||
|
1 |
0.8 |
0.7 |
0.7 |
0.7 |
0.6 |
0.70 |
10 |
|
2 |
0.5 |
0.5 |
0.5 |
0.6 |
1.0 |
0.62 |
35 |
|
3 |
9.0 |
9.5 |
2 |
5 |
2.2 |
5.54 |
65 |
|
4 |
0.6 |
0.7 |
0.6 |
0.8 |
0.5 |
0.64 |
18 |
|
5 |
1.0 |
1.4 |
1.4 |
1.2 |
1.3 |
1.26 |
13 |
|
* CV = Standard deviation / Average * 100% |
|||||||
Figure 8 shows the toughness values for different ratios of Al2O3. The toughness increased slightly with the increase of the weight ratio. The toughness value of AMNCs was less than that of the pure material, which comes to an agreement with the role of mixture and the theoretical expectations. The degree of reduction is more than theory, which proves that the samples with reinforced particles become more brittle due to porosity formation. Well-controlled production can improve this drawback. The properties of AMNCs are also dependent on both the sintering temperature and time. Several studies have suggested that ultrasonic-assisted stir casting followed by squeeze casting can effectively reduce the porosity and increase the homogenous distribution of nanoparticles [6-8, 25]. One more problem is the relatively poor wettability of nanoparticles. This has been partially solved by heating the nanoparticles to high temperatures before mixing. Further improvements happened when the wetting agent was used.
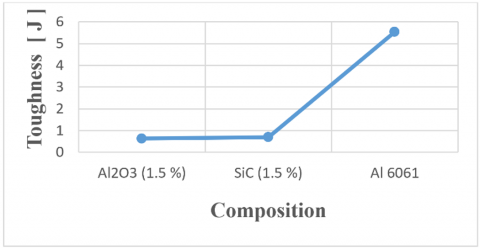
Figure 9 shows a comparison between SiC and Al2O3 as nanoparticles reinforcement of Al 6061 with the same weight ratio (1.5%). As indicated in the figure, the toughness of the SiC composite is higher than that of the Al2O3 composite. However, it should be noted that the toughness values of both composites are significantly lower than that of the pure Al 6061.
Figure 8. Plot of the average surface roughness for different weight ratios of Al2O3
Figure 9. Plot of the average surface roughness for different materials
The test results showed that the impact energy of Al/Al2O3 and Al/SiC composites were mainly depended on the distribution of the particles in the matrix.
The presence of the ceramic particles in the alloy negatively affected the toughness value in which the composite became brittle. However, with the increasing percentage of the ceramic particles, the behavior of the composite changed in which the toughness value increased along with the particles, but it was still less than the desirable value and was still brittle.
This study systematically investigated the structural and mechanical properties of different types of nanoparticle reinforced AMCs. In addition, the effects of variations in Al2O3 nanoparticles in Al 6061 were also investigated. The experimental results were discussed, and the important conclusions were drawn below. The damping and hardness increased significantly with the addition of nanoparticles in the matrix. The 2% Al2O3 nanoparticles in the composite were found to be the optimal weight fraction of added nanoparticles that produced a higher damping ratio. The addition of nanoparticles showed adverse effects in the toughness performance of the composite due to its higher brittleness. Compared with different theoretical and experimental models from previous studies, the results worked very well.
Although stir casting is regarded as a straightforward production technique, its results can be significantly enhanced by the precise control of processing parameters, the incorporation of auxiliary methods such as ultrasonic assistance, and the addition of improvement agents. In further experiments, more investigations of those factors of this operation could be performed in order to get a more accurate picture.
[1] Garg, P., Jamwal, A., Kumar, D., Sadasivuni, K.K., Hussain, C.M., Gupta, P. (2019). Advance research progresses in aluminium matrix composites: Manufacturing & applications. Journal of Materials Research and Technology, 8(5): 4924-4939. https://doi.org/10.1016/j.jmrt.2019.06.028
[2] Singh, L., Kumar, S., Raj, S., Badhani, P. (2021). Aluminium metal matrix composites: Manufacturing and applications. IOP Conference Series: Materials Science and Engineering, 1149(1): 012025. https://doi.org/10.1088/1757-899x/1149/1/012025
[3] Casati, R., Vedani, M. (2014). Metal matrix composites reinforced by nano-particles — A review. Metals, 4(1): 65-83. https://doi.org/10.3390/met4010065
[4] Rabiei, A., Vendra, L., Kishi, T. (2008). Fracture behaviour of particle reinforced metal matrix composite. Composites Part A: Applied Science and Manufacturing, 39(2): 294-300. https://doi.org/10.1016/j.compositesa.2007.10.018
[5] Annigeri, U.K., Kumar, V.G.B. (2017). Method of stir casting of Aluminum metal matrix Composites: A review. Materials Today: Proceedings, 4(2): 1140-1146. https://doi.org/10.1016/j.matpr.2017.01.130
[6] Katari, M., Mangal, S.K. (2020). Excellence of Al-metal matrix composite fabricated by gas injection bottom pouring vacuum stir casting process. Indian Journal of Engineering & Materials Sciences, 27(2): 234-245. https://doi.org/10.56042/ijems.v27i2.45923
[7] Renreng, I., Arsyad, H., Tarminsyah, T. (2023). Comparative analysis of microscale and nanoscale alumina reinforcement in Al-Cu-Mg-Al2O3 composites: Impacts on density, porosity, and hardness. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 33(6): 399-409. https://doi.org/10.18280/rcma.330607
[8] Mahenran, T., Rajammal, V.K.K.N. (2022). Mechanical and morphological investigation of aluminium 7075 reinforced with nano graphene / aluminium oxide / inconel alloy 625 using ultrasonic stir casting method. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 32(4): 181-189. https://doi.org/10.18280/rcma.320403
[9] Idrisi, A.H., Mourad, A.H.I. (2019). Conventional stir casting versus ultrasonic assisted stir casting process: Mechanical and physical characteristics of AMCs. Journal of Alloys and Compounds, 805: 502-508. https://doi.org/10.1016/j.jallcom.2019.07.076
[10] Zaiemyekeh, Z., Liaghat, G., Khan, M.K. (2021). Effect of Al2O3 nanoparticles on the mechanical behaviour of aluminium-based metal matrix composite synthesized via powder metallurgy. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, 235(10): 2340-2355. https://doi.org/10.1177/14644207211033626
[11] Reddy, A.P., Krishna, P.V., Rao, R.N., Murthy, N.V. (2017). Silicon carbide reinforced aluminium metal matrix nano composites-A review. Materials Today: Proceedings, 4(2): 3959-3971. https://doi.org/10.1016/j.matpr.2017.02.296
[12] Upadhyay, G., Saxena, K.K. (2021). Role of stir casting in development of aluminium metal matrix composite (AMC): An overview. IOP Conference Series: Materials Science and Engineering, 1116: 012022. https://doi.org/10.1088/1757-899X/1116/1/012022
[13] Tiku, V., Navin, K, Kurchania, R. (2020). Study of structural and mechanical properties of Al/Nano-Al2O3 metal matrix nanocomposite fabricated by powder metallurgy method. Transactions of the Indian Institute of Metal, 73: 1007-1013. https://doi.org/10.1007/s12666-020-01931-x
[14] Orhadahwe, T.A., Ajide, O.O., Adeleke A.A., Ikubanni, P.P. (2020). A review on primary synthesis and secondary treatment of aluminium matrix composites. Arab Journal of Basic and Applied Sciences, 27(1): 389-405. https://doi.org/10.1080/25765299.2020.1830529
[15] Abedini, A., Chen, Z.T. (2014). A micromechanical model of particle-reinforced metal matrix composites considering particle size and damage. Computational Materials Science, 85: 200-205. https://doi.org/10.1016/j.commatsci.2014.01.012
[16] Su, Y., Li, Z., Jiang, L., Giang, X., Fan, G., Zhang, D. (2014). Computational structural modeling and mechanical behavior of carbon nanotube reinforced aluminum matrix composites. Materials Science and Engineering: A, 614: 273-283. https://doi.org/10.1016/j.msea.2014.07.048
[17] Zuzanka, T., Pavel, L., Hans, F., Werner, R. (2004). Internal friction in microcrystalline and nanocrystalline Mg. Materials Science and Engineering A, 370(1-2): 154-157. https://doi.org/10.1016/j.msea.2002.12.011
[18] Nagaral, M., Bharath, V., Auradi, V. (2013). Effect of Al2O3 particles on mechanical and wear properties of 6061Al alloy metal matrix composites. Journal of Material Sciences & Engineering, 2(1): 1-4. https://doi.org/10.4172/2169-0022.1000120
[19] Zhang, J., Perez, R.J., Lavernia, E.J. (1994). Effect of SiC and graphite particulates on the damping behavior of metal matrix composites. Acta Metallurgica et Materialia, 42(2): 395-409. https://doi.org/10.1016/0956-7151(94)90495-2
[20] Sastry, S., Krishna, M., Uchil, J. (2001). A study on damping behaviour of aluminite particulate reinforced ZA- 27 alloy metal matrix composites. Journal of Alloys and Compounds, 314(1-2): 268-274. https://doi.org/10.1016/S0925-8388(00)01235-4
[21] Deng, C.F., Wang, D.Z., Zhang, X.X., Ma, Y.X. (2007). Damping characteristics of carbon nanotube reinforced aluminum composite. Materials Letters, 61: 3229-3231. https://doi.org/10.1016/j.matlet.2006.11.073
[22] Yang, K.M., Yang, X.D., He, C.N., Liu, E.Z., Shi, C.S., Ma, L.Y., Li, Q.Y., Li, J.J., Zhao, N.Q. (2017). Damping characteristics of Al matrix composite foams reinforced by in-situ grown carbon nanotubes. Materials Letters, 209: 68-70. https://doi.org/10.1016/j.matlet.2017.07.126
[23] Bathini, S.R., Alavala, R.R., Beedalannagari, O., Dasore, A., Panchal, M., Shaik, M.S. (2023). Investigation of vibration characteristics of stir cast aluminum reinforced SiC composite beam. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 33(3): 175-181. https://doi.org/10.18280/rcma.330305
[24] Raju, P.R.M., Rajesh, S., Raju, K.S.R., Raju, V.R. (2017). Evaluation of fatigue life of Al2024/Al2O3 particulate nano composite fabricated using stir casting technique. Materials Today: Proceedings, 4(2): 3188-3196. https://doi.org/10.1016/j.matpr.2017.02.204
[25] Kareem, A., Qudeiri, J.A., Abdudeen, A., Ahammed, T., Ziout, A. (2021). A review on AA 6061 metal matrix composites produced by stir casting. Materials, 14(1): 175. https://doi.org/10.3390/ma14010175
[26] Reza, H.E., Sajjadi, S.A., Sabzevar, M.H., Huang, Y. (2014). Investigation of microstructure and mechanical properties of Al6061-nanocomposite fabricated by stir casting. Materials and Design, 55: 921-928. https://doi.org/10.1016/j.matdes.2013.10.060
[27] Chandrashekar, A., Ajaykumar, B.S., Reddappa, H.N. (2018). Mechanical, structural and corrosion behaviour of AlMg4.5/Nano Al2O3 metal matrix composites. Materials Today: Proceedings, 5(1): 2811-2817. https://doi.org/10.1016/j.matpr.2018.01.069