Muhanad Nazar Mustafa Al-Sabbagh![]() | Mustafa K. Hussein*
| Mustafa K. Hussein*![]() | Nagham Ali Hameed
| Nagham Ali Hameed![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The current study deals with the influence of changing volume fractions and particle sizes on the fracture behavior of three different types of composite materials. Two various kinds of natural materials (cow and sheep bones) were employed to reinforce the polyester resin and manufacturing three types of composites made of cow, sheep, and hybrid (cow/sheep) bones reinforced polyester. Maximum fracture loads were measured experimentally using a standard destructive method of tensile and flexural testing. A variety of sieves (425 μm, 600 μm, 710 μm, 850 μm, 1180 μm, and 1700 μm) were utilized in order to examine its impact on the samples under both tests. The eight volume fractions which were adopted to fabricate the specimens were (20%, 25%, 30%, 35%, 40%, 45%, 50% and 55%). Many samples were examined for each test and type. For all three types of the specimens, the findings revealed that the lowest particle size causes an increase of the tensile and flexural loads. These results of loads decrease with increasing particle size. The results also detected that the smallest ratio of the volume fraction gives the highest fracture load for both tests. The comparison between the cow/ polyester, sheep/ polyester and hybrid (cow-sheep/polyester) composites showed that the tensile and flexural loads are organized in a descending order as follows: Sheep/polyester, hybrid/polyester, and cow/polyester.
sheep bone, cow bone, tensile, flexural, composite material
Due to their unique characteristics, composites play an indispensable role in the fabrication domain. Some of these characteristics are its light weight, good compressible, resistance to corrosion, outstanding tensile strength, and good hardness, hence composite materials are utilized in diverse scopes of applications and industries, such as aircraft, automobiles and other designs in the engineering fields [1].
Composite materials can be specified as a mixture of two or more materials to give a new material having different chemical and physical properties which is acceptable for the requested application [2]. For the time being, the use of hybrid composite materials in a structural dominion and in the field of transportation offers significant advantages regarding the strength, stiffness, and cost. However, these advantages can be extended and used in several fields such as campsites, marine and aviation [3]. The term hybrid means using two or more reinforcing materials in a composite which helps to give several advantages [4].
Recently, critical reviews regarding recycling and natural resources protection have led to rejuvenate more interest of biomaterials such as jute palm and sisal fibers because of the sustainability concept and environmental issues [5, 6]. Polymer matrix composites (PMCs) have exceedingly utilized in many engineering implementations in the automotive, nuclear, biotechnology, aerospace, and electronic industries [7]. Using natural materials reinforced polymer has received enormous interest as it provides coveted considerable enhancement properties as it shows such as their high strength and stiffness and applies in a variety of tasks [8, 9].
Different kinds of reinforcements such as glass fibers, natural materials, copper, carbon nanotubes, clay, iron, silica, zinc oxide, titanium oxide, cobalt, etc. have been applied to develop the polymer-based composite.
Because of environmental concerns, making a product being sustainable from biodegradable and renewable resources is important. Using of renewable resources helps to reduce the requirement of non-renewable resources.
Bone technology is very important to researchers and authors whose interests lie in this field. Since its environmental friendliness and low cost, renewable resources such as cow and sheep bones which are a sub-product of animals and are to some extent causing damage to the environment, they can be used as reinforcements instead of using non-renewable petrochemical resources [10, 11].
Evaluation of particle sizes and volume fractions influence on cow, sheep and hybrid (cow-sheep) bones reinforced polyester under tensile and flexural tests is the main aim of this study.
For the purpose of inspecting the influences of bone particles, many researches have been managed upon the mechanical properties of the polymer composite materials. In the study executed by Oladele and Adewole [12], animal fiber-based particles were used to explore the influence of the size distribution of the particles on such kind of properties. Rufai et al. [13] assessed the microstructure and mechanical properties of groundnut shell and cow bones reinforced epoxy based on the extension of particulate bone of cow and groundnut shell to evaluate the possibility of employing them in engineering purposes. The results obtained by them pointed out that there is no increase in the mechanical properties with filler additions, but they exhibited high properties at the additions of the particular filler. Adegbola et al. [14] developed an automobile braking system by utilizing cow bone reinforced resin composite as a friction material. The interfacial bonding between particles increases in the case of decreasing cow bone particle size from 850 μm to 250 μm as the authors monitored.
The impact of the addition of natural materials with animal and vegetal sources in the particulate matter and short fibers forms was examined by Chlob and Fenjan [15] on the mechanical and thermal properties of epoxy. In their investigation, they studied various weight ratios (5%, 15%, and 25%) for epoxy matrix - based composites. Their outcomes demonstrated that the mechanical and thermal properties depend on the additives of the material and its origin and the weight ratio. Hybrid polymer composites were employed by Mekonen et al. [2] to investigate the mechanical properties of ox bone particulate and fiber (E- glass) reinforced epoxy. The authors considered (20%, 30%, and 40%) as weight percent of bone and E-glass with weight percent of 60% epoxy. They applied compressive, tensile, and flexural tests. Their results showed that the highest tensile and compressive strengths is in 40% and 60% E-glass and epoxy respectively. They also discovered that E-glass reinforced epoxy specimen has the maximum flexural strength.
Attempts were performed by Bayode et al. [16] to improve the production of the composite materials by applying the cow bone and snail shell particles to reinforce the epoxy matrix. These authors acquired an increase of the mechanical properties at certain ratio of filler addition. Water absorption, impact, flexural, and tensile strength were estimated by Dakarapu et al. [17] using powder of animal bone reinforced epoxy. They used 0%, 5%, 10%, 15% and 20% weight of reinforcement. Their work applied various compression loads at a fixed cure time. The results showed a significant improvement of the mechanical properties. In order to determine the suitability for biomedical applications, Owa and Olubambi [18] conducted a dog-bone reinforced epoxy. Tensile strength, percentage elongation, Young’s modulus, and flexural strength were defined. The results demonstrated an enhancement of the mechanical properties. The findings elucidated that the particulates distribution of the dog bone is homogeneous.
As natural materials, cow and sheep rib bones were used.
3.1 Bone particle preparation
Bones are considered as one of the most important environmental issues. Preparation of the cow and sheep ribs powder which is shown in Figure 1 involves crushing after acquiring the rib bones from the abattoir. A hammer was used during the crushing process. To remove any dirt particles, the ribs pieces were washed. Two weeks was the duration taken to dry the bone pieces. After that, a milling machine was utilized to grind the bones. In order to get the different sizes of bone powder, a set of sieves was utilized which were (425 μm, 600 μm, 710 μm, 850 μm, 1180 μm and 1700 μm).
Figure 1. Preparation process of powder
3.2 Polyester resin and hardener
Unsaturated polyester which is a thermal resin was utilized in this study. It is characterized by its wide application range and its low-cost, rigidity, weather resistance, flexibility, flame retardancy and ease of handling. Polyester is a viscous liquid substance which is mixed with the hardener (Methyl Ethyl Keton Peroxide "MEKP") to produce a foundation material. The percentage of adding the hardener to the polyester is (100 part by volume resin, 1.5-2 MEK Peroxide) while the percentage of the Cobalt Octoate Accelerator to the polyester is 0.2-0.5 [19].
3.3 Mould and specimens’ fabrication
Two steel moulds of (200×40×5mm) and (150×40×3mm) were created to manufacture the tensile and flexural samples respectively. ASTM D638 [20] and ASTM D790 [21] were applied to produce the tensile and flexural test specimens respectively as manifested in Figure 2.
Figure 2. Tensile and flexural samples
Eight different volume fractions (20%, 25%, 30%, 35%, 40%, 45%, 50% and 55%) and six various particle sizes (425 μm, 600 μm, 710 μm 850 μm, 1180 μm, and 1700 μm) were employed. The samples were produced by casting the materials into the mould.
4.1 Volume fraction (Vf)
The following equations were applied to calculate the volume fraction (Vf) [22]:
$V_f=\frac{1}{1+\left(\frac{1-\psi}{\psi}\right)\left(\frac{\rho_p}{\rho_m}\right)}$ (1)
where, $\rho_p, \rho_m$ and $\psi$ are the density of powder, density of matrix and the weight fraction respectively.
$\psi=\frac{W_p}{W_C}$ (2)
where, WC$~$and Wp are the composite and powder weights respectively.
To produce the hybrid samples, the following equations were used [19]:
$V_1=\frac{W_1 / \rho_1}{W_1 / \rho_1+W_2 / \rho_2+W_3 / \rho_3 \ldots \ldots \ldots}$ (3)
$W_1=\frac{\rho_1 V_1}{\rho_1 V_1+\rho_2 V_2+\rho_3 V_3 \ldots \ldots \ldots}$ (4)
where,
$V_1, V_2, V_3$ etc. explain the constituents’ volume fractions.
$W_1, W_2, W_3$ etc. explain the constituents’ weight fractions.
$\rho_1, \rho_2, \rho_3$ etc. explain the constituents’ densities.
4.2 Preparation of the samples
The specimens shown in Figure 3 were manufactured for each test applying a hand lay-up moulding process. Having prepared the polyester, the hardener was added and then mixed continuously using a glass rod to prohibit the forming of bubbles. After that, the powder of the bones was added promptly into the mixture and moved for about (10-15) minutes to obtain the homogeneity. Thereafter, the specimens were left in the mould for (24) hours to bring the hardening process to a close. Finally, the specimens were extracted from the steel mould and left for three weeks at room temperature to get furthermore cured before conducting the mechanical tests.
Figure 3. Tensile and flexural test specimens
4.3 Equipment
Universal tensile and bending machines are the two-equipment used in this study.
4.4 Mechanical test
4.4.1 Tensile test
The machine used to perform this test was a universal testing machine (INSTRON) (Figure 4 (a)). The load cell, gauge length, and crosshead speed are of (5 KN, 50 mm, and 5 mm/min) respectively. Each type of the composite material was examined and repeated many times and the mean value was registered.
4.4.2 Flexural test
A universal testing machine (SHIMADZU (model AG-1)) shown in Figure 4 (b) was conducted. (10 mm/min, 20 mm and 1 KN) were the speed of the crosshead, the support and static load-cell respectively. The test was repeated and experimented many times. After that, the average value was recorded.
Figure 4. (a) Tensile and (b) Flexural devices
5.1 Tensile test
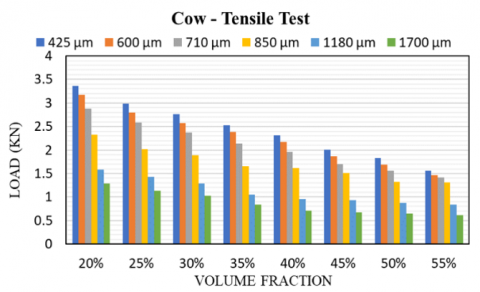
Having applied the tensile test on the specimens being fabricated at the existing volume fractions (20%, 25%, 30%, 35%, 40%, 45%, 50% and 55%) of natural cow ribs at various sizes (425 μm, 600 μm, 710 μm, 850 μm, 1180 μm, and 1700 μm), the maximum tensile loads at the break point were measured as elucidated in Figure 5. It can be noticed that decreasing the particle sizes gives rise to the values of the fracture tensile load as displayed in the same figure. This behaviour is obvious for all the ratios of volume fractions, where the smallest particle sizes have an important influence on the fracture loads. The reason for this attitude is related to the increasing of the contact surfaces which cause an increase of the bonding forces between the matrix and the filler particles which is the highest in the case of the smallest particles. As a result, the probability of forming of the internal defects (cracks) becomes very weak [23-25].
Moreover, the powder of the fine particles has a higher density when compared with the coarse ones which enhances the value of the tensile load. This refers to the fact that the finer particles set more homogeneity in the entire phase of the composites [26]. Regarding the differences among the results of the tensile loads, it was discovered that the differences between the load at 1700 μm and other particle sizes (425 μm, 600 μm, 710 μm, 850 μm, and 1180 μm) are as follows: At 20% Vf, they are (61.9%, 59.6%, 55.45%, 44.76% and 19.16%) respectively, at 25% Vf, they are (62.1%, 59.48%, 56.16, 43.82% and 20.56%) respectively at 30% Vf, they are (62.77%, 59.9%, 56.67%, 45.41% and 19.92%) respectively, at 35% Vf, they are (66.58%, 64.55%, 60.47%, 48.94 and 20.14%) respectively, at 40% Vf, they are (69.52%, 67.48%, 64.1%, 56.56% and 26.25%) respectively, at 45% Vf, they are (66.08%, 63.65%, 59.97%, 55.18% and 27.47%) respectively, at 50% Vf, they are (64.16%, 61.26%, 57.88%, 50.6% and 25.6%) respectively, at 55% Vf, they are (60.8%, 58.42%, 57.13%, 53.36% and 26.93%) respectively, which means that reducing the size of the particle has a massive impact on the load.
Figure 5. Effect of volume fractions and particle sizes on the tensile load of cow/polyester
Figure 6. Effect of volume fractions and particle sizes on the tensile load of sheep/polyester
Figure 7. Effect of volume fractions and particle sizes on the tensile load of the hybrid (cow-sheep/polyester)
In addition, it is evident in Figure 5 that the lowest ratio of the volume fraction enhances the tensile load when the particle size is constant. This makes the structure more compatible. The low density of the particles compared with the polyester is the reason for this conductance. It was exposed that the differences of the load values between Vf of 55% and other Vf (20%, 25%, 30%, 35%, 40%, 45% and 50%) are as follows: At 425 μm, load differences are (53.76%, 47.86%, 43.71%, 38.35%, 32.73%, 22.36% and 14.74%) respectively, at 600 μm, they are (53.77%, 47.5%, 42.94%, 38.34%, 32.33%, 21.54% and 13.1%) respectively, at 710 μm, they are (50.56%, 44.88%, 40.1%, 33.32%, 27.55%, 16.2% and 8.37) respectively, at 850 μm, they are (43.65%, 35.1%, 30.62%, 20.84%, 19.42%, 13.74% and 1.22%) respectively, at 1180 μm, they are (47.36%, 41.42%, 35.04%, 20.9%, 12.68%, 10.9% and 5.03%) respectively, at 1700 μm, they are (52.42%, 46.11%, 40.72%, 27.68%, 13.48%, 10.24% and 6.73%) respectively. This means that the load is influenced by changing the volume fraction.
On the other hand, producing the sheep/polyester composite with the same ratios of volume fractions (20%, 25%, 30%, 35%, 40%, 45%, 50% and 55%) and the same sieve sizes (425 μm, 600 μm, 710 μm, 850 μm, 1180 μm, and 1700 μm) under the tensile test introduced similar attitude of the cow/polyester samples. The bar chart illustrated in Figure 6 explicates this trend, where the maximum values of the tensile load computed at the break point is at the finer particle and the smallest ratio of the volume fraction. It can be seen that the specimen made at a particle size of 1700 μm supplies the lowest tensile load and this value decreases with increasing the volume fraction and vice versa. The increasing of the contact surfaces among the fine particles is the reason for this attitude which increases the bonding forces between the particles and the polyester. Consequently, the cracks will not be formed [23-26]. For this case, the differences between the load at 1700 μm and other particle sizes (425 μm, 600 μm, 710 μm, 850 μm, and 1180 μm) are as follows: At 20% Vf, they are (62.86%, 61.84%, 55.54%, 48.03% and 20.63%) respectively, at 25% Vf, they are (65.68%, 62.06%, 55.47%, 45.76% and 23.58%) respectively, at 30% Vf, they are (63.9%, 62.17%, 57.1%, 46.9% and 19.78%) respectively, at 35% Vf, they are (66.51%, 63.26%, 60.58%, 51.13% and 22.1%) respectively, at 40% Vf, they are (70.67%, 66.4%, 62.27%, 53.61% and 31.28%) respectively, at 45% Vf, they are (69.1%, 64.8%, 58.72%, 53.17% and 27.5%) respectively, at 50% Vf, they are (64.33%, 62.27%, 56.9%, 51.15% and 25.9%) respectively, at 55% Vf, they are (65.48%, 59.87%, 59.57%, 50.33% and 24.52%) respectively.
Furthermore, a higher density which the fine particle has compared with the coarse ones can achieve more homogeneity. For this reason, the values of the tensile load will be enhanced [26].
Moreover, as explained in Figure 6, the highest value of the tensile test can be noticed in the lowest volume fraction. The differences of the load values between Vf of 55% and other Volume fractions of (20%, 25%, 30%, 35%, 40%, 45% and 50%) are as follows: At 425 μm, they are (48.9%, 45.7%, 39.47%, 31%, 28.88%, 21.5% and 4.22%) respectively, at 600 μm, they are (54.86%, 48.5%, 45.45%, 34.9%, 30%, 23.2% and 12.86%) respectively, at 710 μm, they are (47.8%, 40%, 38.6%, 30.67%, 21.9%, 10.63% and 1.33) respectively, at 850 μm, they are (50.34%, 40.52%, 38.23%, 30.1%, 21.8%, 17.5% and 8.87%) respectively. At 1180 μm, they are (50.1%, 44.85%, 38.5%, 26.6%, 23.81%, 15.9% and 9.12%) respectively, at 1700 μm, they are (52.53%, 45.53%, 42.13%, 28.8%, 16.31%, 12.47 and 7.34%) respectively.
It can be also found from Figures 5 and 6 that the values of the tensile loads of the sheep bones are higher than that in the cow bones. The higher density of the sheep bones compared with the cow bones is the reason for this conduct.
The tensile load results of the hybrid (cow-sheep/polyester) are explained in Figure 7. This type of sample was manufactured using the same volume fractions and the same sieve sizes. The same tendency was obtained where the tensile load increases when the particle size and volume fraction decrease. The differences between the load at 1700 μm and other particle sizes (425 μm, 600 μm, 710 μm, 850 μm, and 1180 μm) of the hybrid/polyester specimens are as follows: At 20% Vf, they are (62.27%, 61.03%, 55.8%, 46.4% and 21.22%) respectively, at 25% Vf, they are (63.15%, 60%, 55.1%, 44.55% and 21.38%) respectively, at 30% Vf, they are (63.17%, 61.63%, 56.33%, 46.9% and 21.1%) respectively, at 35% Vf, they are (66.3%, 63.74%, 60.17%, 49.27% and 24.9%) respectively, at 40% Vf, they are (70.33%, 67.93%, 63.9%, 54.52% and 30.45%) respectively, at 45% Vf, they are (68.53%, 64.46%, 59.15%, 51.25% and 28.9%) respectively, at 50% Vf, they are (62.9%, 60.33%, 56.82%, 47.63% and 24.67%) respectively, at 55% Vf, they are (62.3%, 58.28%, 55.9%, 43.66% and 24.25%) respectively. While the differences of the load values between Vf of 55% and other Vf (20%, 25%, 30%, 35%, 40%, 45% and 50%) are as follows: At 425 μm, they are (51.12%, 46.8%, 41.85%, 34.7%, 31.04%, 24.81% and 8.91%) respectively, at 600 μm, they are (54.37%, 47.85%, 45.24%, 36.44%, 32.64%, 23.26% and 11.77%) respectively, at 710 μm, they are (51%, 44.52%, 41%, 33.9%, 28.35%, 16.5% and 9.1%) respectively, at 850 μm, they are (53.52%, 46.44%, 43.9%, 34.17%, 29.27%, 22.06% and 13.75%) respectively, at 1180 μm, they are (49.2%, 43.5%, 38%, 27.56%, 19.54%, 15.56% and 7.73%) respectively, at 1700 μm, they are (51.15%, 45.56%, 40.47%, 26.88%, 12.36%, 9.92% and 7.21%) respectively.
It can be also observed that tensile loads of the hybrid composite specimens are greater than that in the cow/polyester specimens, but are smaller than the sheep/polyester specimens if they are examined at the same circumstances regarding the particle sizes and volume fractions.
5.2 Flexural test
The maximum loads of the cow bones reinforced polyester specimens resulted from the flexural test measurements are demonstrated in Figure 8. This figure listed the specimen manufactured at volume fractions of (20%, 25%, 30%, 35%, 40%, 45%, 50% and 55%), and (425 μm, 600 μm, 710 μm, 850 μm, 1180 μm, and 1700 μm) particle sizes. It is obvious that the flexural load increases with decreasing particle sizes, where the break point of the specimen during the test was considered.
In addition, it is evident that the level of the activity of the thinner particles as a reinforcing material is higher than that of the larger particles. This attitude refers to the fact that the thinner particles exhibit a noteworthy effect on the flexural load than the bigger ones, where the interfacial bonding force between the polyester and filler particles is the strongest. Thus the adhesion constructed between the powder and the matrix increases due to the uniform distribution of the addition of the powder fillers [27]. Therefore, there is no probability for the internal cracks to be initiated [23, 27]. In this test , the differences between the load at 1700 μm and other particle sizes (425 μm, 600 μm, 710 μm, 850 μm, and 1180 μm) are as follows: At 20% Vf, they are (69.48%, 65.34%, 61.72%, 53.2% and 35.25%) respectively, at 25% Vf, they are (73.11%, 69.7%, 66.42%, 59.56% and 39.9%) respectively, at 30% Vf, they are (73.17%, 70.13%, 66.52%, 60.71% and 37.67%) respectively, at 35% Vf, they are (72.83%, 69.81%, 66.04%, 59.52% and 41.9%) respectively, at 40% Vf, they are (74.11%, 70.83%, 67.9%, 60.34% and 39.68%) respectively, at 45% Vf, they are (73.5%, 70.67%, 67.64%, 58.16% and 35.78%) respectively, at 50% Vf, they are (72.17%, 70.12%, 66.75%, 58.17% and 38.25%) respectively, at 55% Vf, they are (67.42%, 64.76%, 60.53%, 57% and 38.57%) respectively, These values of differences confirm that reducing the size of the particle has a formidable impact on the load.
On the other hand, the lowest ratios of the volume fractions enhance the flexural load. Thus, the structure becomes more compatible. The small density of the particles compared with the polyester is the reason for this attitude. In the cow/polyester, the differences of the load registered at Vf of 55% and other Vf (20%, 25%, 30%, 35%, 40%, 45% and 50%) are as follows: At 425 μm, they are (55.83%, 48.54%, 42.93%, 36.72%, 32.07%, 27.3% and 17.02%) respectively, at 600 μm, they are (53.61%, 46.38%, 41.26%, 35%, 29.24%, 25.61% and 17.6%) respectively, at 710 μm, they are (54.25%, 46.95%, 41.21%, 34.72%, 30.66%, 26.72% and 18.13%) respectively, at 850 μm, they are (48.65%, 41.36%, 36.66%, 28.57%, 21.14%, 13.04% and 5.48%) respectively, at 1180 μm, they are (50.28%, 39.02%, 29.67%, 28.28%, 16.05%, 6.57% and 2.32%) respectively, at 1700 μm, they are (52.83%, 37.65%, 30.68%, 24.12%, 14.5%, 10.62% and 2.93%) respectively.
The results of the sheep/polyester specimens are elucidated in Figure 9. The same volume fractions and particle sizes were utilized to fabricate the samples and then examined. The maximum flexural load was computed at the break point. The results demonstrated a similar trend as in the cow bones where the biggest size of the particles causes a decrease of the flexural load at constant volume fraction. The reason for this demeanor is due to the increasing of the contact surfaces among the smallest particles which make the bonding forces between the particles and the polyester larger. At this substance, the cracks will not be created [23-25].
Furthermore, it was found that the finer particle has a higher density than the larger ones. Thus, the homogeneity of such size is much more than that in the big particle. As a result, the flexural load will increase [26]. The differences between the load at 1700 μm and other particle sizes (425 μm, 600 μm, 710 μm, 850 μm, and 1180 μm) are as follows: At 20% Vf, they are (71.68%, 67.31%, 62.9%, 53.77% and 38.73%) respectively, at 25% Vf, they are (73.82%, 69.68%, 65.67%, 58.85% and 39.41%) respectively, at 30% Vf, they are (74.9%, 70.63%, 66.25%, 60.79% and 39.45%) respectively, at 35% Vf, they are (74.59%, 68.67%, 66.6%, 60.3% and 43.57%) respectively, at 40% Vf, they are (74.84%, 70.23%, 66.9%, 58.83% and 37.3%) respectively, at 45% Vf, they are (74.9%, 70.6%, 67.23%, 58.68% and 37.11%) respectively, at 50% Vf, they are (71%, 69.17%, 66.11%, 56.9% and 39.56%) respectively, at 55% Vf, they are (68.62%, 64.87%, 60.5%, 54.42% and 41%) respectively. Moreover, the lowest volume fraction can enhance the value of the flexural load which makes the structure more compatible as shown in Figure 9. This type showed that the differences of the load values between Vf of 55% and other Vf (20%, 25%, 30%, 35%, 40%, 45% and 50%) are as follows: At 425 μm, they are (56.57%, 49.35%, 44.66%, 39.26%, 33.31%, 28.9% and 14.41%) respectively, at 600 μm, they are (55.23%, 47.61%, 42.06%, 33.13%, 29.53%, 25.56% and 18.75%) respectively, at 710 μm, they are (54.93%, 47.26%, 40.78%, 36.58%, 30.46%, 26.21% and 20.55%) respectively, at 850 μm, they are (51.2%, 45.2%, 40.38%, 34.68%, 24.9%, 19.37% and 12.53%) respectively, at 1180 μm, they are (50.03%, 37.65%, 28.86%, 28.25%, 11.62%, 5.18% and 5.12%) respectively, at 1700 μm, they are (51.88%, 39.3%, 30.68%, 24.9%, 16.85%, 11.05% and 7.38%) respectively. This means that the load is influenced by changing the volume fraction.
Figure 8. Effect of volume fractions and particle sizes on the flexural load of cow/polyester
Figure 9. Effect of volume fractions and particle sizes on the flexural load of sheep bones
Figure 10. Effect of volume fractions and particle sizes on the flexural load of the hybrid (cow-sheep/polyester)
On the other hand, a comparison between the powder of the cow and the sheep bone clarifies that the latter has a higher value of the flexural load than the former one as the density of the sheep bones is higher than that in the cow bones.
The results of the hybrid (cow-sheep/polyester) composites are expounded in Figure 10. This figure detects that decreasing the particle size and the volume fraction causes an increase of the flexural load.
The differences between the load at 1700 μm and other particle sizes (425 μm, 600 μm, 710 μm, 850 μm, and 1180 μm) of the hybrid/polyester specimens are as follows: At 20% Vf, they are (70.5%, 66.23%, 61.85%, 52.7% and 36.37%) respectively, at 25% Vf, they are (73.33%, 69.27%, 65.73%, 58.58% and 40.3%) respectively, at 30% Vf, they are (73.9%, 70.78%, 65.96%, 60.9% and 38.38%) respectively, at 35% Vf, they are (74.48%, 69.2%, 66.14%, 60.88% and 42.11%) respectively, at 40% Vf, they are (73.9%, 70%, 67.14%, 59.38% and 38.03%) respectively, at 45% Vf, they are (74.62%, 72.02%, 68.77%, 60.9% and 39.56%) respectively, at 50% Vf, they are (71.93%, 69.82%, 67.02%, 58.7% and 38.27%) respectively, at 55% Vf, they are (69.56%, 66.66%, 62.85%, 57.9% and 40.2%) respectively. While the differences of the load values between Vf of 55% and other Vf (20%, 25%, 30%, 35%, 40%, 45% and 50%) are as follows: At 425 μm, they are (56.68%, 49.47%, 44.37%, 40.1%, 32.9%, 26.58% and 16.88%) respectively, at 600 μm, they are (54.73%, 46.85%, 43.07%, 33.9%, 29.57%, 26.1% and 18.4%) respectively, at 710 μm, they are (54.11%, 46.78%, 40.47%, 34.87%, 30.77%, 26% and 20%) respectively, at 850 μm, they are (49.8%, 43.27%, 39.78%, 33.63%, 24.52%, 18.33% and 11.58%) respectively, at 1180 μm, they are (52.46%, 42.44%, 33.08%, 30.85%, 18.9%, 11.02% and 6.97%) respectively, at 1700 μm, they are (55.31%, 42.33%, 35.04%, 28.55%, 21.75%, 12% and 9.87%) respectively.
It can be also observed that flexural loads of the hybrid are greater than that in the cow/polyester, but are smaller than that in the sheep/polyester one.
The major conclusions of the present work are registered in the following points:
6.1 Tensile test
1. Decreasing volume fractions of the filler cow, sheep and hybrid bone particles reinforced polyester increases failure loads.
2. Reducing particle sizes of sheep, cow and hybrid bones composite materials increases failure loads.
3. The highest value of failure loads for the three materials used was on the sheep/polyester and then on hybrid (cow-sheep/polyester), while the lowest value registered was on the cow/polyester specimen.
4. The use of many different volume fractions and particle sizes gives an indication of the tremendous influence that they have on the values of fracture loads.
6.2 Flexural test
1. For all the materials used, volume fraction has a substantial influence on the flexural load where its low ratio increases the flexural load at the break point.
2. Increasing the particle sizes of the bones regarding sheep, cow and hybrid composite reduces the failure load and vice versa.
3. The comparison among the three materials disclosed that the lowest value of failure load was on the cow/polyester specimens. The highest failure load value was on the sheep reinforced polyester, while the hybrid (cow-sheep/polyester) comes in between.
4. Regarding this test, using many volume fractions and particle sizes helps to understand that when the volume fractions and the particle sizes decrease, the failure loads increase.
The authors would like to acknowledge Mustansiriyah University (www.uomustansiriyah.edu.iq) for their continuous support.
[1] Flayyih, H.A., Abdulla, F.A., Almansoori, A. (2024). Studying the hygrothermal effects on the impact responses of composite materials under various environmental conditions. Journal of Engineering and Sustainable Development, 28(5): 681-690. https://doi.org/10.31272/jeasd.28.5.14
[2] Mekonen, S.W., Palani, S., Ravi, B., Atnaw, S.M., Desta, M., Regassa, Y. (2022). Mechanical properties of bone particulate and E-glass fiber reinforced hybrid polymer composite. Advances in Materials Science and Engineering, 2022(1): 5902616. https://doi.org/10.1155/2022/5902616
[3] Sadashiva, M., Kumar, S.P., Yathish, M.K., Satish, V.T., Srinivasa, M.R., Sharanraj, V. (2021). Experimental investigation of bending characteristics of hybrid composites fabricated by hand layup method. Journal of Physics: Conference Series, 2089(1): 012033. https://doi.org/10.1088/1742-6596/2089/1/012033
[4] Fukuda, H., Chou, T.W. (1983). Stress concentrations in a hybrid composite sheet. Journal of Applied Mechanics, 50(4a): 845-848. https://doi.org/10.1115/1.3167155
[5] Salman, S.D. (2021). Partial replacement of synthetic fibres by natural fibres in hybrid composites and its effect on monotonic properties. Journal of Industrial Textiles, 51(2): 258-276. https://doi.org/10.1177/1528083719878843
[6] Nayeeif, A.A., Hamdan, Z.K., Metteb, Z.W., Abdulla, F.A., Jebur, N.A. (2022). Natural filler based composite materials. Archives of Materials Science and Engineering, 116(1): 5-13. https://doi.org/10.5604/01.3001.0016.0972
[7] Omah, A.D., Aigbodion, V.S., Madu, S.C., Oji, E.O., Uyor, U.U., Ude, S. (2019). Experimental correlation between the production parameter and mechanical properties of functional epoxy-cow bone particulate composites. The International Journal of Advanced Manufacturing Technology, 101: 2465-2474. https://doi.org/10.1007/s00170-018-3141-0
[8] Ward, H.S., Mostafa, N.H. (2024). Tensile and impact properties of woven glass fibers/epoxy composites filled with short glass fibers. Journal of Engineering and Sustainable Development, 28(5): 637-644. https://doi.org/10.31272/jeasd.28.5.9
[9] Rahmah, N.M., Owaid, K.M. (2020). Temperature effect on physical and mechanical properties of epoxy composite specimens. IOP Conference Series: Materials Science and Engineering, 870(1): 012137. https://doi.org/10.1088/1757-899X/870/1/012137
[10] Hanny, A., Islam, M.R., Sumdani, M.G., Rashidi, N.M. (2019). The effects of sintering on the properties of epoxy composites reinforced with chicken bone-based hydroxyapatites. Polymer Testing, 78: 105987. https://doi.org/10.1016/j.polymertesting.2019.105987
[11] Oladele, I.O., Isola, B.A. (2016). Development of bone particulate reinforced epoxy composite for biomedical application. Journal of Applied Biotechnology & Bioengineering, 1(1): 66. https://doi.org/10.15406/jabb.2016.01.00006
[12] Oladele, I.O., Adewole, T.A. (2013). Influence of cow bone particle size distribution on the mechanical properties of cow bone-reinforced polyester composites. Biotechnology Research International, 2013(1): 725396. https://doi.org/10.1155/2013/725396
[13] Rufai, O.I., Lawal, G.I., Bolasodun, B.O., Durowaye, S.I., Etoh, J.O. (2015). Effect of cow bone and groundnut shell reinforced in epoxy resin on the mechanical properties and microstructure of the composites. International Journal of Materials and Metallurgical Engineering, 9(2): 353-359.
[14] Adegbola, J.O., Adedayo, S.M., Ohijeagbon, I.O. (2017). Development of cow bone resin composites as a friction material for automobile braking systems. Journal of Production Engineering, 20(1): 69-74. https://doi.org/10.24867/JPE-2017-01-069
[15] Chlob, H.A., Fenjan, R.M. (2021). Investigation the compression strength and thermal properties of composites using natural additives with epoxy. In Journal of Physics: Conference Series, 1973(1): 012093. https://doi.org/10.1088/1742-6596/1973/1/012093
[16] Bayode, A.B., Oluwole, O.I., Omotayo, A.B., Samson, I.A., Oluwakemi, O.A., Opeyemi, O. (2023). Development of agro-based particulate reinforced epoxy composites for helmet application. International Journal of Advanced Academic Research, 9(5): 94-108. https://doi.org/10.46654/IJ.24889849
[17] Dakarapu, S.R., Karri, S.R., Ampolu, L.S.P. (2023). Mechanical and water absorption properties of polymer composites reinforced with animal bone powder. In Journal of Physics: Conference Series, 2604(1): 012004. https://doi.org/10.1088/1742-6596/2604/1/012004
[18] Owa, A.F., Olubambi, P.A. (2024). Development and structural evaluation of dog bone particle–reinforced epoxy composites for biomedical applications. Advances in Materials Science and Engineering, 2024(1): 2259630. https://doi.org/10.1155/2024/2259630
[19] Clyne, T.W., Hull, D. (2019). An Introduction To Composite Materials. Cambridge University Press.
[20] ASTM Subcommittee D20. 10 on Mechanical Properties. (1998). Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials.
[21] Standard, A.S.T.M. (1997). Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM D790. Annual book of ASTM standards.
[22] Kleinholz, R., Molinier, G. (1986). Aramid carbon and glass fiber specialized reinforcement materials for composites. Vetrotex Fiber World, 1986(22): 13.
[23] Wood, W.A. (2014). The Study of Metal Structures and Their Mechanical Properties: Pergamon Unified Engineering Series. Elsevier.
[24] Uhlig, K., Bittrich, L., Spickenheuer, A., Almeida Jr, J.H.S. (2019). Waviness and fiber volume content analysis in continuous carbon fiber reinforced plastics made by tailored fiber placement. Composite Structures, 222: 110910. https://doi.org/110910.10.1016/j.compstruct.2019.110910
[25] Dahale, M., Neale, G., Lupicini, R., Cascone, L., McGarrigle, C., Kelly, J., McIlhagger, A. (2019). Effect of weave parameters on the mechanical properties of 3D woven glass composites. Composite Structures, 223: 110947. https://doi.org/10.1016/j.compstruct.2019.110947
[26] Elakhame, Z.U., Alhassan, O.A., Samuel, A.E. (2014). Development and production of brake pads from palm kernel shell composites. International Journal of Scientific & Engineering Research, 5(10): 735-744.
[27] Wan Ramli, W.M.A., Abdul Majid, M.S., Ridzuan, M.M., Sultan, M.T.H., Amin, N.A.M., Gibson, A.G. (2020). The effect of nanomodified epoxy on the tensile and flexural properties of Napier fiber reinforced composites. Polymer Composites, 41(3): 824-837. https://doi.org/10.1002/pc.25413