Sawsan D.A. Shubbar*![]() | Mohammed Ali Diwan
| Mohammed Ali Diwan![]() | Ameer A. Kadhim
| Ameer A. Kadhim![]() | Abbas Ali Diwan
| Abbas Ali Diwan![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research was aimed to perform a symmetric investigation regarding the influence of two types of nanoparticles, on some mechanical and morphological behaviors of the Kevlar/epoxy nanocomposites. Composites were prepared by dispersing nanoparticles of nano ZnO and TiO2 at loading of 1, 2 and 4 wt.% of each in (Kevlar/epoxy) composite using high speed mechanical mixer followed by sonication, then injecting them inside the cavity of a two plates glass mold. After curing they were characterized by tensile tests, flexural test, creep test and SEM. The results showed that the maximum increase of mean stress (41%) and the maximum flexural strength was obtained for system containing 4 wt.% of both nano ZnO and TiO2 particles, i.e., EKZ4 and EKT4 . SEM images for processed specimens were taken to observe the analogy distribution of both nanoparticles through the fiber/epoxy system. The improvement in the mechanical properties of nanocomposite EKT2 (2% TiO2)and EKZ2 (2% ZnO) attributed by the homogeneity of the nanoparticles distribution inside the epoxy which appear in SEM images. Also, the semispherical shape of nanoparticles led to uniform distribution of the nano particles inside Epoxy-keflar resin.
nanoparticles, fiber reinforced, polymer, Kevlar fiber, epoxy, mechanical properties
Epoxy resins are an intrinsic thermoset polymer due to its good adhesion with other materials, excellent mechanical properties, superior resistance for chemicals, high stiffness, and low shrinkage upon curing. It possesses highly significant design flexibility, and also is compatible with a broad variety of reinforcement materials. Therefore, it is used in a wide scale as a matrix in high-performance epoxy-based composites that have many industrial applications, as in automotive, aerospace, structural components, and electronics fields. Due to its high crosslinking density, the main epoxy problem is its brittleness and poor resistance to impact and crack propagation [1-4]. Fiber reinforced polymer (FRP) composites are more efficient than traditional composites, because the fiber reinforcement provides the structural performance required of the final part. Dimensional stability, flexibility, ease of installation, and longer service life are some of the main advantages of FRP composites. Among the tremendous types and forms of fibers, aramid fibers (Kevlar) are considered one of the primary contributors to the stiffness, strength and other critical properties of the polymer composite. Because Kevlar fibers have 5-10% higher mechanical properties such as tensile strenght, impact energy and flexural strength than other synthetic fibers, it had been utilized in advanced technology like armor, ballistic, helicopter blades, and pneumatic reinforcement [5-9].
Most recently, nano-scaled particles are implemented as filler material for epoxy due to their ability to provide unique properties to the matrix polymer material as a result of their nanometer dimension. Epoxy Nano Composite particles may consist of inorganic particles of nanometer scale in the range between 1 and 100 nm that are dispersed in Epoxy matrix. One of the main reasons of implementing nanoparticles is to decrease some problems like poor adhesion caused by using ordinary particle reinforcement. It has been found that, nano-sized particles can produce fewer negative defects on mechanical properties of polymer composite due to their relatively large surface area per unit volume [10-13]. Nanoparticles of ZnO, and TiO2 exhibit superb antibacterial properties; thus, composites containing these nanoparticles may be used for the microbiological domination and purification of water, disinfection of surfaces, and creation of protective films [14, 15].
Ramezanzadeh and Attar [16] explained that the main problem of using nano fillers is the particle aggregation and agglomeration that can be overcome by using low loading of these nanoparticles. The effect of adding 2% wt. ZnO nanoparticles (ZnO NPs) for epoxy was examined. It was stated that, this percentage loading increased the modulus of elasticity by 25%. From other hand, Boumaza et al. [17] stated that during the application of 2% ZnO nanoparticles filler into the epoxy matrix, there was a 56% increase in the hardness, and the modulus had been increased 25%. Mostafavi [18] found that applying silane-treated epoxy nanocomposites nano zinc dioxide up to 0.5% wt., will provide higher impact strength and fracture toughness than the neat epoxy. Some authors [19, 20] prepared ZnO-epoxy nanocomposites at different contents, and studied their surface morphology and curing behavior. It was revealed that the micro-hardness of epoxy-nanocomposites was significantly reduced at the loading which the epoxy curing was not complete. Mohan and Renjanadevi [21] prepared Zinc oxide nanoparticles with average particle size of 25 nm, and mentioned that when adding 2% of these nanoparticles, the tensile strength of the nanocomposite was twice its original value for the pure epoxy at the same composition.
Now for titanium dioxide nanocomposites, Ng et al. [22] prepared a reinforced epoxy with nano TiO2 and noticed an enhancement at 10% loading of nano titanium dioxide in modulus and an increase in percentage elongation 15% higher than pure epoxy. Xian et al. [23] studied the incorporation of TiO2 nano fillers into epoxy and indicated that a loading percentage of 4 vol.% have upgraded both the impact strength and flexural strength by 50% and 13% respectively in comparison to epoxy alone. While Carballeira and Haupert [24] observed that adding 10% vol. of TiO2 nano fillers improved the modulus by 48%, and reported a raise in strength approximated by 10% at 6% vol. incorporation of TiO2. Al-Turaif [25] practiced adding TiO2 nanoparticles with different diameter sizes at varied addition levels to epoxy composites, and indicated that maximum tensile strength was obtained at 3 wt.% whereas the maximum flexural strength was gained at 1%wt. Papanicolaou et al. [26] Noticed that adding of nano TiO2 in the epoxy matrix led to a decrease in the flexural modulus, and the flexural strength decreases with the increase of filler weight fraction. Abass et al. [27] showed that the addition of 3% wt. TiO2 nanoparticles to the epoxy composite reinforced with unidirectional carbon and glass fibers enhances its mechanical strength. Bogdanova et al. [28] found that the addition of TiO2 nanoparticles at a concentration more than 3% wt. led to a decrease in tensile strength at break, apparently because of secondary aggregation processes. At concentrations of TiO2 nanoparticles above 1% wt., it was found an increase in the elastic modulus, and a drop in the elongation at break of the epoxy nanocomposite.
From the above survey, it can be noticed that there was no specific study focusing on the effect of using nano ZnO and TiO2 particles for improving laminated Kevlar.
In this work the epoxy resin would be reinforced with different nano particulate fractions of ZnO and TiO2 with one ply of Kevlar fiber and the effect of these nanoparticles on some mechanical and morphological properties were investigated in order to evaluate the best loading percent of these two nanoparticles. The novelty in this research is concentrated in the possibility of mixing nanomaterials with epoxy in the presence of fibers such as Kevlar fibers to obtain good mechanical specifications compared to composite materials devoid of nanomaterials.
2.1 Materials and chemicals
Epoxy Resin and Hardener: Low viscosity, solvent free Epoxy resin (Sikadur-52), manufactured from epichlorohydrin and (bisphenol -A) purchased from Sika, was used in this study. The epoxy had a viscosity of 130 mPa.s at 30℃, a density of 1.10 g/cm3, and Pot life equal to 30 min at 30℃. The curing agent had a density of 1.0 g/cm3. The mixing ratio of the epoxy to hardener was 2:1 by weight. Kevlar: bidirectional woven Kevlar fiber mat produced by Twaron, England, (STYLE 281) aramid fiber type 2200-1210 dtex, HM polyester 22, with thread count 6.6 ends/cm (ISO 4602), mass per unit area 172g/m2, thickness (0.17mm) and weight distribution 86 g/cm2 was used for the preparation of hybrid composites.
Nano fillers: Zinc oxide and TiO2 was used in this study which properties listed in Table 1 was provided from U.S nanoparticles INC company.
Acetone, purchased from LOBA CHEMIE PVT.LTD., was used as a solvent to dilute the main resin and reduce the viscosity during the mixing process.
Table 1. Some physical properties of the nanoparticles used in the study
|
Nanoparticle Types |
Purity |
APS [nm] |
Specific Surface Area [m2/g] |
True Density [g/cm3] |
|
ZnO |
99.9+% |
150 |
4.8-6.8 |
5.606 |
|
TiO2 |
99.9% |
18 |
200-240 |
3.900 |
2.2 Manufacturing of nanocomposite sheets
2.2.1 Matrix preparation
Epoxy resin was put inside an oven for 30 minutes at 70℃ in order to decrease its viscosity. Kevlar mat was cut into patches of 35×25 cm. Both the nanoparticles powder and Kevlar mat was dried in an oven to get rid of any possible existing moisture. Then, the nano particles (ZnO and TiO2) were introduced to the required volume of epoxy resin in the determined percentage. After mixing with epoxy resin by mechanical mixer at 200 rpm, acetone was added to prevent nanoparticles agglomeration [17]. Then, it was dispersed in a high shear laboratory mixer at 800 rpm for 30 minutes. Stirring was carried on until the total weight reached the initial weight of epoxy and nano-filler to ensure the solvent evaporation. After weight reduction, the mixture was kept in an ultrasonic processor 1200W type MSK-USP-12N/ MTI Corporation for mixing, dispersing and homogenizing for 30 min. Afterwards, the content was cooled to 30℃ and the equivalent weight of hardener 1:2 (as specified by suplier) was added to the resulted mixture and stirred for 5 min manually to avoid bubble formation. The mixture including nano fillers was now ready to be poured and shaped in the prepared mold.
2.2.2 Nanocomposite laminates preparation
The epoxy-hardener mixture was injected inside the cavity of a two plates glass mold release agent to enable easy removal of polymer from the mold after curing. The dimensions of glass plates were (35 × 25 cm). A glass boarder of 4 mm thickness was fitted as a frame around one of the plates, and the two plates were joined with a sealing compound to prevent the epoxy/hardener from leaking. Initially, the dry Kevlar layer was centered inside the mold then it was fitted with the sealing paste and then the mixture of nanoparticles with epoxy and hardener were injected inside the mold through a flexible pipe.
The samples were left at 35℃ for 24 hours to ensure its curing. After opening the glass mold, a flat composite plate was obtained. This mold was very useful because when it was placed vertically for the curing, all the bubbles formed during injection the resin, moved up to the top of the mold and this enable obtaining a bubble free and uniform thickness cured laminates of the samples [29]. The epoxy resin filled by 1, 2, and 4 wt.% of nano ZnO and nano TiO2 particles was casted. Notice that 0% nanoparticles concentration is used as a reference sample for comparison purposes.
The samples are coded and mentioned in this paper as shown below in Table 2. The samples were cut from the laminates with CNC machine according to the test type, as discussed in the next section. The samples were used to measure the mechanical properties and morphological analysis.
Table 2. Laminate codes of the Kevlar – epoxy samples
|
Specimen Code |
ZnO Nanoparticles wt.% |
TiO2 Nanoparticles wt.% |
|
EK0 |
0 |
0 |
|
EKZ1 |
1 |
0 |
|
EKZ2 |
2 |
0 |
|
EKZ4 |
4 |
0 |
|
EKT1 |
0 |
1 |
|
EKT2 |
0 |
2 |
|
EKT4 |
0 |
4 |
3.1 Mechanical properties
3.1.1 Tensile test
In the present study, the tensile specimens are prepared according to ASTM D3039 [30] with (250 × 25 × 4 mm) rectangular section. Samples consisting of combination of woven roving fabric Kevlar fibers with or without nano fillers (ZnO and TiO2) in the determined percentage were prepared and tested. The test was carried out using a microcomputer controlled electronic universal testing machine model (WDW-1001-50 KN) at room temperature until reaching the specimen fracture. The applied load was (9KN) with strain rate of (2 mm/min). Test was repeated five times and the average value was taken to determine the average values of tensile strength and young’s modulus of the examined composites.
3.1.2 Flexural test
In order to determine the capability of the composites to withstand the bending prior failure, Three -point bending test was done according to ASTM D790 [31] standard using the same tensile machine equipped with a three-point bending rig. Samples with the dimensions (80 ×10 × 4 mm) and span extent of 40 mm were used for this test.
The load was applied at a constant head feed of 2 mm/min until the sample’s failure. The results of flexural strength in three-point bending method were determined by using the Formula (1), while flexural modulus was calculated from Formula (2). Four samples of each type of composites were tested and the average values of flexural strength and modulus were determined.
Flexural strength $=\frac{3 P_{\max }\;\, L}{2 b h^2}$ (1)
Flexural modulus $=\frac{\mathrm{L}^3 \mathrm{~m}}{4 \mathrm{bd}^3}$ (2)
where, P is maximum load, L is support span, b is specimen’s width, m= slope of the tangent, while h is specimen’s thickness.
3.1.3 Creep test
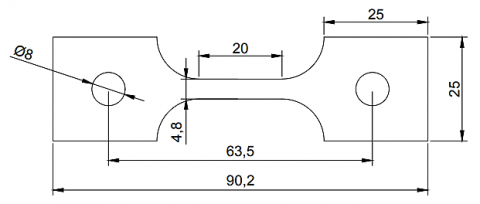
In order to prevent failure, studying of the long-term behavior of the material under sustained loading is an important concept for design structures for long - term operation. The Creep was performed by a creep device type Tec-Equipment "SM1006" at the University of Basrah. As shown in Figure 1, an aluminum beam with L/D ratio equals (1:8) was used as a balancing arm of device. Creep and recovery tests were done at 25°. Depending specified dimension of the creep device as shown in Figure 2, four specimens of each composition were shaped by CNC machine. The samples were tested, by applying stress equal to 0.5 of ultimate tensile strength on the specimen. The time for both recovery tests and creep experiment was 60 minutes.
Figure 1. Creep apparatus type Tec-Equipment
Figure 2. Geometry of creep specimens according to SM1006 creep device user guide (all dimensions in mm)
3.2 Morphological properties
Scanning electron microscopy (SEM)-images were taken with a Leo FE-SEM 1530 at different acceleration voltages (0.9–1.5 kV). The samples were investigated without gold-sputtering to avoid covering of the nano-scaled reinforcements.
4.1 Mechanical test results analysis
4.1.1 Tensile tests
The effect of adding nanomaterials to the epoxy resin reinforced with Kevlar fibers or other type fibers gives additional reinforcement because the nanomaterials act as filling materials for the voids that may result from the molding process. Some researchers such as Al-Shawi et al. [32] considered that the use of nanomaterials increases the interface between the nanoparticles, which leads to the formation of a link chain between the bonding particles which responsible for the increase in tensile load. The effect of adding a large percentage of nanomaterials as used by the researchers [32] leads to a decrease in the mechanical properties due to the tendency of nanomaterials to agglomerate, which makes there weak areas in which stresses are concentrated and others that are strong.
Tables 3 and 4 present comparisons of the ultimate tensile stress, young modulus, and maximum strain among the examined composites. From the first sight, according to the technical data sheet supplied by Sika Company for the properties of the epoxy matrix [33], the tensile strength of the pure epoxy system is 25 MPa, while in this study, the reference sample EK0 has achieved a flexural strength 93.4 MPa. This increase in tensile strength was due to potential properties owned by Kevlar fabric. Also, noticing the effect of adding ZnO nanoparticles (ZnO NPs) on the maximum mean stresses for EKZ1, EKZ2 and EKZ4 composites, an improvement in stress by 12%, 23% and 41% were found respectively. Whereas; the mean young modulus was improved by 25, 44, and 23% for EKZ1, EKZ2 and EKZ4 in comparison with the reference Kevlar/epoxy specimens EK0.
Table 3. Tensile stress of Epoxy/Kevlar Fiber –nano fillers
|
Type of Composite |
Ultimate Stress (MPa) |
% Improvement in Ultimate Stress |
|
EK0 |
93.4 |
0 |
|
EKZ1 |
104.52 |
12% |
|
EKZ2 |
114.613 |
23% |
|
EKZ4 |
131.25 |
41% |
|
EKT1 |
113.4 |
21% |
|
EKT2 |
127.64 |
37% |
|
EKT4 |
123.4 |
32% |
Table 4. Young modulus of Epoxy/Kevlar Fiber –nano fillers
|
Type of Composite |
Young Modulus (GPa) |
%Improvement Young Modulus |
Maximum Strain |
|
EK0 |
1.547 |
0 |
0.06 |
|
EKZ1 |
1.930 |
25% |
0.052 |
|
EKZ2 |
2.22 |
44% |
0.048 |
|
EKZ4 |
1.8963 |
23% |
0.0694 |
|
EKT1 |
1.7670 |
14% |
0.0657 |
|
EKT2 |
2.0732 |
34% |
0.0634 |
|
EKT4 |
1.8083 |
17% |
0.07 |
On the other hand, incorporating TiO2 nanoparticles (TiO2 NPs) caused an improvement in ultimate stress by 21%, 37%, and 32% for 1%, 2% and 4% addition, respectively. But for the modulus, the increase was 14%, 34% and 17% in the same order. This decrease in improvement in both the stress and modulus when using 4% (TiO2 NPs) may be due to the agglomerations that may take place in the nanomaterials in this loading, which causes the presence of weak areas that lead to early breakage.
It can be observed that the neat epoxy /Kevlar composite resin has a tensile strength of 93 MPa whereas the composite with a ZnO nano filler loading of 4% appeared a tensile strength of 131.25 MPa i.e., more than 40% increase. While in the case of TiO2 nano filler addition the improvement in tensile stress reached 32% at the same loading. The improvement in tensile stress and young modulus is due to the cohesion strength between the fiber and the epoxy caused by the both nanoparticles. In addition to that, the nanoparticles increased the interface region between fibers and resin.
The tensile stress–strain curves of Kevlar/epoxy specimens with and without the two different nanoparticles are presented in Figure 3 and Figure 4. The two different composites exhibited the same linear trend up to fracture. Figure 5 shows the variation of tensile strength with different weight fractions (1%, 2%, and 4% wt.) of (ZnONPs). It can be shown that the resistance of the composite material to the tensile loading increased with adding of ZnONPs to epoxy up to 4% wt. This can be referred to the increase in surface area correlated with quantum effects detected by the reduction in diameter size of the added nano particles.
On the other hand, from noticing Figure 6, it’s clear that the composites displayed well tensile strength upgrade at lower composition up to 2% TiO2 nanoparticles (TiO2 NPs) addition, but when increasing TiO2 NPs up to 4% there was a slight decrease in tensile stress. This may be caused by the imperfect dispersion of the particles in the resin because the nanoparticles have a tendency to get interact with each other compared to the epoxy molecules lead to percolated tunnel of interacting nano fillers.
Figure 3. Stress- strain curves of Kevlar/ Epoxy with various weight fractions of TiO2 NPs
Figure 4. Stress- strain curves of Kevlar/ Epoxy with various weight fraction of ZnONPs
4.1.2 Three-point bending test
Flexural strength of the composites is a function of two properties, tensile and compressive strengths. Figure 5 shows the load versus deformation curves for all Kevlar/epoxy composites with and without the two used nanocomposites. According to the technical data sheet of Sika [32], the flexural strength of the pure epoxy system is 0.05 GPa. While, EK0 sample (Kevlar/epoxy) has attained a flexural strength 9 GPa, which denote the reinforcing role of Kevlar ply. It is observed that almost all the curves have a linear part at low deformations, regardless of the nano filler kind and content. This part explains the elastic deformation of the composites. During testing, no full specimen fracture was observed, as demonstrated. The specimen’s failure took place because of a severe bending and a permanent deformation as seen from Figure 6 a and b.
Figure 5. Load – deflection curves of Kevlar/ Epoxy with various weight fractions of ZnONPs and TiO2 NPs
Figure 6. (a) Flexural test setup, and (b) samples shape after bending failure test
Table 5 lists the flexural strength, strain and flexural modulus of the samples. It is noticeable that the Flexural strength of was decrease at EKZ1 sample compared with EK0 and then increase for other samples. From another hand, EKT4 shows the highest modulus. So, it is clear that the addition of these two nano fillers has developed the flexural properties of the Kevlar/epoxy samples. In addition, as filler loading increases, an increase in flexural modulus is also monitored.
The increase in the surface area and its roughness of the nano fillers boost the interaction of the epoxy matrix and the Kevlar layers and lead to such apparent upgrade in the flexural modulus. In addition, it causes improvement in the chemical interaction between the nano fillers and the matrix. Also, as nano filler loading increases, there is an additional load sharing in the epoxy matrix [34, 35].
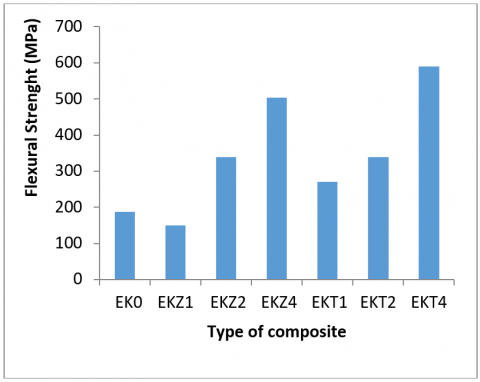
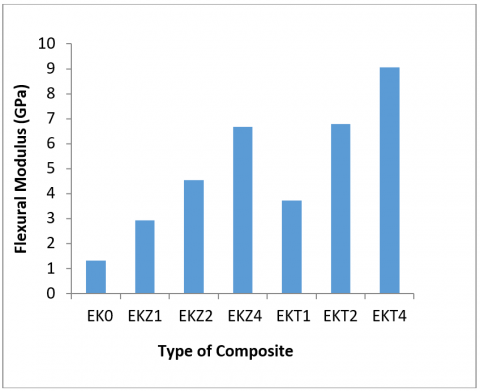
Table 5 shows that the highest flexural modulus and the highest flexural strength were obtained with 4% loading of each of ZnO NPs and TiO2 NPs. Both the flexural modulus and flexural strength for EKT4 was higher than that for EKZ4. This improving is distinctly possible due to the bridging of NPs between the matrix and the Kevlar laminates.
It can be seen also, that the flexural strain increased as the ZnO NPs loading was increased reach to 4%. But for TiO2 NPs the strain raised for 1% loading then it decreased at 2% followed by a slight increase at 4% loading of TiO2 NPs. This condition may be caused by the agglomeration of TiO2 nanoparticles in the composites. Figure 7 and Figure 8 clarify the flexural strength and flexural young modulus when using ZnONPs and TiO2 NPs at different weight fractions with Kevlar /epoxy composites.
Figure 7. Flexural strength of Kevlar/ Epoxy with various weight fractions of ZnONPs and TiO2 NPs
Figure 8. Flexural moduli of Kevlar/ Epoxy with various weight fractions of ZnONPs and TiO2 NPs
Table 5. Flexural bending results
|
Type of Composite |
Flexural Strength (MPa) |
Flexural Strain |
Flexural Young Modulus (GPa) |
% Improvement of Flexural Modulus |
|
EK0 |
188.25 |
0.0975 |
1.34 |
0 |
|
EKZ1 |
249.85 |
0.105 |
2.94 |
120 |
|
EKZ2 |
338.8 |
0.1425 |
4.53 |
239 |
|
EKZ4 |
504 |
0.15 |
6.67 |
399 |
|
EKT1 |
271.05 |
0.1425 |
3.73 |
179 |
|
EKT2 |
338.4 |
0.12 |
6.80 |
409 |
|
EKT4 |
589.7 |
0.135 |
9.06 |
579 |
4.1.3 Creep resistance and recovery
By noticing Table 6 and Figure 9 it is clear that there is a good creep resistance and recovery of 4% wt. loading of each ZnO and TiO2 nanoparticles compared to the other samples of 1% wt. and 2% wt. loading of the both used nanoparticles and with the reference sample EK0.
The reason for this improvement is due to the presence of close bonding between the nanoparticles and the epoxy under the elastic region. The effect of the presence of nanomaterials is appearing at high loads tests. In the beginning of rising loads, the fibers are responsible for transferring the load through the interface region between the fibers. But at higher loads, the interface region is more prone to stretching, allowing nanomaterials to take the largest role in cohesion these areas.
Table 6. Creep resistance and recovery results
|
Displacement |
Test Type |
||
|
Filler Type |
Creep |
Recovery |
|
|
Minimum displacement (mm) at time at time (1 sec) for creep and 60 min for recovery |
EK0 |
1.6 |
0.7 |
|
EKZ1 |
1.42 |
0.65 |
|
|
EKZ2 |
1.24 |
0.54 |
|
|
EKZ4 |
0.95 |
0.35 |
|
|
EKT1 |
1.53 |
0.85 |
|
|
EKT2 |
1.2 |
0.4 |
|
|
EKT4 |
0.97 |
0.29 |
|
|
Maximum displacement (mm) at time (60 min) for creep and 120 min at time recovery |
EK0 |
1.65 |
0.6 |
|
EKZ1 |
1.5 |
0.61 |
|
|
EKZ2 |
1.44 |
0.39 |
|
|
EKZ4 |
1.00 |
0.31 |
|
|
EKT1 |
1.62 |
0.8 |
|
|
EKT2 |
1.28 |
0.37 |
|
|
EKT4 |
1.03 |
0.26 |
|
4.2 Electron microscopy (SEM)
SEM images are shown in Figures 10 a-f for the epoxy reinforced by Kevlar and TiO2, ZnO NPs. From images, it can be seen that there is a clear lack of distribution of nanoparticles in 1% wt. which coded as EKT1 and EKZ1 for both type of epoxy and Kevlar with titanium oxide and zinc oxide nanoparticles. While there was a uniform distribution of nanoparticles with concentration of 2% wt. which was coded as EKT2 and EKZ2. This homogeneity may be responsible of the noticed improvement in the mechanical properties at this concentration for both nano fillers. As for the percentage of 4%, coded as EKT4 and EKZ4, it was noted that there is nanoparticle agglomeration as a result of the increase in their concentration in the epoxy. This agglomeration led to the emergence of areas saturated with nanomaterials at the expense of other areas. This agglomeration led to the emergence of areas saturated with nanomaterials at the expense of other areas. inspite of the agglomeration in 4% there is increase in ultimate tensile of EKZ4 compared with other weight fraction. The increase in the maximum stress did not lead to an increase in the Young's modulus, but rather to a decrease in it because the addition of the nanomaterials at this rate increased the ductility of the composite.
Figure 9. Creep- recovery curves of Kevlar/ Epoxy with various weight fractions of ZnO and TiO2 NPs
Figure 10. a. SEM image of EKT1
Figure 10. b. SEM image of EKZ1
Figure 10. c. SEM image of EKT2
Figure 10. d. SEM image of EKZ2
Figure 10. e. SEM image of EKT4
Figure 10. f. SEM image of EKZ4
In this work, two different nano fillers: Zinc oxide (ZnO), and Titanium dioxide (TiO2) -reinforced Kevlar /epoxy-laminated nanocomposites have been prepared. From the above results, the following conclusions can be reached:
1- The maximum improvement in ultimate stress occurred for the samples encoding EKZ4 and EKT2 and reached 41% and 37% respectively compared to the rest of the composite samples.
2- The maximum percentage improvement in the Young's modulus occurred for the samples encoded EKZ2 and EKT2 and reached 44% and 34% respectively compared to the rest of the composite samples.
3- An increase in zinc nanoparticles by 4% leads to a relative ductility of the composite material, which causes an increase in the ultimate stress corresponding to a decrease in the Young's modulus compared to 2%.
4- Increased in ultimate flexural stress and flexural modulus in both EKZ4 and EKT4 compared to the rest of the lineages.
5- During the first 60 minutes of the creep test, it was found that there was a decrease in the creep rate in the composite samples from 1.6 to 0.97 and the recovery rate from 0.7 to 0.29.
6- During the second hour of the creep and recovery test, it was found that there was a decrease in the creep rate in the composite samples from 1.65 to 1.03 and the retrieval rate from 0.6 to 0.26.
7- There is a clear homogeneity and uniform distribution shown by the SEM images in the images of the composite materials in EKZ2 and EKT2.
8- SEM images showed that there are poor areas of nanomaterials for EKZ1 and EKT1.
9- In spite of the presence of some agglomerations in EKZ4, EKT4 there is some obvious improvement in flexural stress in EKZ4, EKT4.
[1] Ahmadi, Z. (2019). Epoxy in nanotechnology: A short review. Progress in Organic Coatings, 132: 445-448. https://doi.org/10.1016/j.porgcoat.2019.04.003
[2] Gu, H., Ma, C., Gu, J., Guo, J., Yan, X., Huang, J., Zhang, Q., Guo, Z. (2016). An overview of multifunctional epoxy nanocomposites. Journal of Materials Chemistry C, 4(25): 5890-5906. https://doi.org/10.1039/C6TC01210H
[3] Shubbar, S.D.A. (2018). Experimental investigation of rice husk particles as filler in hybrid composites. Journal of University of Babylon for Engineering Sciences, 26(4): 307-315.
[4] Agwa, M.A., Youssef, S.M., Ali-Eldin, S.S., Megahed, M. (2022). Integrated vacuum assisted resin infusion and resin transfer molding technique for manufacturing of nano-filled glass fiber reinforced epoxy composite. Journal of Industrial Textiles, 51(3_suppl): 5113S-5144S. https://doi.org/10.1177/1528083720932337
[5] Tham, C.Y., Tan, V.B.C., Lee, H.P. (2008). Ballistic impact of a KEVLAR® helmet: Experiment and simulations. International Journal of Impact Engineering, 35(5): 304-318. https://doi.org/10.1016/j.ijimpeng.2007.03.008
[6] Ghouti, H.A., Zegaoui, A., Derradji, M., Cai, W.A., Wang, J., Liu, W.B., Dayo, A.Q. (2018). Multifunctional hybrid composites with enhanced mechanical and thermal properties based on polybenzoxazine and chopped kevlar/carbon hybrid fibers. Polymers, 10(12): 1308. https://doi.org/10.3390/polym10121308
[7] Chinnasamy, V., Subramani, S.P., Palaniappan, S.K., Mylsamy, B., Aruchamy, K. (2020). Characterization on thermal properties of glass fiber and kevlar fiber with modified epoxy hybrid composites. Journal of Materials Research and Technology, 9(3): 3158-3167. https://doi.org/10.1016/j.jmrt.2020.01.061
[8] Hallad, S.A., Banapurmath, N.R., Dhage, V., Ajarekar, V.S., Godi, M.T., Shettar, A.S. (2018). Kevlar reinforced polymer matrix composite for structural application. In IOP Conference Series: Materials Science and Engineering, 376(1): 012074. https://doi.org/10.1088/1757-899X/376/1/012074
[9] Bhanupratap, R., Chittappa, H.C. (2018). Morphological study of the flexural behaviour of nanoclay filled jute/kevlar reinforced epoxy hybrid composite. In IOP Conference Series: Materials Science and Engineering, 376(1): 012082. https://doi.org/10.1088/1757-899X/376/1/012082
[10] Mathews, F.L., Rawlings, R.D. (1994). Composite Materials: Engineering and Science. Cambridge Wood Head Publication. https://doi.org/10.1016/C2013-0-17714-8
[11] Domun, N., Hadavinia, H., Zhang, T., Liaghat, G., Vahid, S., Spacie, C., Paton, K.R., Sainsbury, T. (2017). Improving the fracture toughness properties of epoxy using graphene nanoplatelets at low filler content. Nanocomposites, 3(3): 85-96. https://doi.org/10.1080/20550324.2017.1365414
[12] Balguri, P.K., Samuel, D.H., Thumu, U. (2021). A review on mechanical properties of epoxy nanocomposites. Materials Today: Proceedings, 44: 346-355. https://doi.org/10.1016/j.matpr.2020.09.742
[13] Rostamiyan, Y., Fereidoon, A. Mashhadzadeh, A. (2015). Experimental study on the mechanical properties of an epoxy-based nanocomposite using polymeric alloying and different nano-reinforcements: Nanofiber, nanolayered and nanoparticulate materials. Science and Engineering of Composite Materials, 22(6), 591-598. https://doi.org/10.1515/secm-2013-0305
[14] Raju, B.N., Ramji, K., Prasad, V.S.R.K. (2015). Mechanical properties of glass fiber reinforced polyester ZnO nanocomposites. Materials Today: Proceedings, 2(4-5): 2817-2825. https://doi.org/10.1016/j.matpr.2015.07.294
[15] Ramdani, N. (Ed.). (2019). Nanotechnology in Aerospace and Structural Mechanics. IGI Global. https://doi.org/10.4018/978-1-5225-7921-2
[16] Ramezanzadeh, B., Attar, M.M. (2011). Characterization of the fracture behavior and viscoelastic properties of epoxy-polyamide coating reinforced with nanometer and micrometer sized ZnO particles. Progress in Organic Coatings, 71(3): 242-249. https://doi.org/10.1016/j.porgcoat.2011.03.004
[17] Boumaza, M., Khan, R., Zahrani, S. (2016). RETRACTED: An experimental investigation of the effects of nanoparticles on the mechanical properties of epoxy coating. Thin Solid Films, 620: 160-164. https://doi.org/10.1016/j.tsf.2016.09.035
[18] Mostafavi, S.M. (2015). Enhancement of mechanical performance of polymer nanocomposites using ZnO nanoparticles. Chemistry, 39(3): 2269-2278.
[19] Albozahid, M., Diwan, A.A., Habeeb, S.A. (2021). The effect of addition graphite filler on mechanical properties of epoxy material. Egyptian Journal of Chemistry, 64(10): 5747-5754. https://doi.org/10.21608/ejchem.2021.73645.3638
[20] Ramezanzadeh, B., Attar, M.M., Farzam, M. (2011). Effect of ZnO nanoparticles on the thermal and mechanical properties of epoxy-based nanocomposite. Journal of Thermal Analysis and Calorimetry, 103(2): 731-739. https://doi.org/10.1007/s10973-010-0996-1
[21] Mohan, A.C., Renjanadevi, B. (2016). Effect of zinc oxide nanoparticles on mechanical properties of diglycidyl ether of bisphenol-A. Journal of Material Sciences & Engineering, 5(6): 1000291. https://doi.org/10.4172/2169-0022.1000291
[22] Ng, C.B., Schadler, L.S., Siegel, R.W. (1999). Synthesis and mechanical properties of TiO2-epoxy nanocomposites. Nanostructured Materials, 12(1-4): 507-510. https://doi.org/10.1016/S0965-9773(99)00170-1
[23] Xian, G., Walter, R., Haupert, F. (2006). A synergistic effect of nano-Tio2 and graphite on the tribological performance of epoxy matrix composites. Journal of Applied Polymer Science, 102(3): 2391-2400. https://doi.org/10.1002/app.24496
[24] Carballeira, P., Haupert, F. (2010). Toughening effects of titanium dioxide nanoparticles on TiO2/epoxy resin nanocomposites. Polymer Composites, 31(7): 1241-1246. https://doi.org/10.1002/pc.20911
[25] Al-Turaif, H.A. (2010). Effect of nano TiO2 particle size on mechanical properties of cured epoxy resin. Progress in Organic Coatings, 69(3): 241-246. https://doi.org/10.1016/j.porgcoat.2010.05.011
[26] Papanicolaou, G.C., Manara, A.E., Kontaxis, L.C. (2019). Experimental and prediction study of displacement-rate effects on flexural behaviour in nano and micro TiO2 particles-epoxy resin composites. Polymers, 12(1) https://doi.org/10.3390/polym12010022
[27] Abass, B.A., Hunain, M.B., Khudair, J.M. (2021). Effects of titanium dioxide nanoparticles on the mechanical strength of epoxy hybrid composite materials reinforced with unidirectional carbon and glass fibers. In IOP Conference Series: Materials Science and Engineering, 1094(1): 012159. https://doi.org/10.1088/1757-899X/1094/1/012159
[28] Bogdanova, L.M., Lesnichaya, V.A., Volkova, N.N., Shershnev, V.A., Irzhak, V.I., Bukichev, Y.S., Dzhardimalieva, G.I. (2020). Epoxy/TiO2 composite materials and their mechanical properties. Вестник Карагандинского университета. Серия: Химия, (3): 80-87. https://doi.org/10.31489/2020Ch3/80-87
[29] Bajpai, A., Wetzel, B. (2019). Tensile testing of epoxy-based thermoset system prepared by different methods. Preprints.org, 2019: 2019070143. https://doi.org/10.20944/preprints201907.0143.v1
[30] ASTM D3039/D3039M-00. (2000). Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International, West Conshohocken, PA, USA.
[31] ASTM D790–10. (2010). Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials.
[32] Al-Shawi, S.A., Alansari, L.S., Diwan, A.A., Alkhatat, A. (2021). Enhancement tensile strength, creep resistance and hardness of an epoxy resin by adding SiO2 nanoparticles. IOP Conference Series: Materials Science and Engineering, 1094: 012142. https://doi.org/10.1088/1757-899X/1094/1/012142
[33] Product Data Sheet. https://www.cwid.com.au/assets/uploads/18/productcatalogue/datasheets/Sikadur52.pdf.
[34] Zhai, L., Ling, G., Li, J., Wang, Y. (2006). The effect of nanoparticles on the adhesion of epoxy adhesive. Materials Letters, 60(25-26): 3031-3033. https://doi.org/10.1016/j.matlet.2006.02.038
[35] Guo, D., Xie, G., Luo, J. (2013). Mechanical properties of nanoparticles: Basics and applications. Journal of Physics D: Applied Physics, 47(1): 013001. https://doi.org/10.1088/0022-3727/47/1/013001