Seema V. Yerigeri* | Shantisagar K. Biradar
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
One of the most important metal forming process includes forging. Estimating wear, coefficient of friction and frictional force on Al6082 and Al7075 alloys has become widely considerable and research factor in industries. In this paper, a mathematical model is proposed to estimate the required forging force to be applied on a pin-on-disc machine during the actual forging process. Cold forging process experiments are conducted on a pin-on-disc machine with different loads from 40N to 70N. Experiments are carried out for a time period of 5 mins at 150 rpm at temperatures such as 50℃, 100℃ and 150℃. Outcomes exhibit that the friction force fluctuates constantly with time. The experimental investigation revealed that the wear changed with temperature, and it was distinctive for various alloys. The chemical composition of aluminum can also affect the performance of Al alloys. Furthermore, it also proven that there is a decrease in the wear of Al alloys with a decrease in the real area of contact due to the formation of wear debris as well as an increase in the content of silicon and zinc that is added to form the alloy.
cold forging, frictional force, frictional stress, pin-on-disc, wear
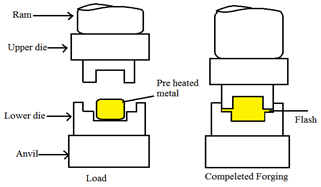
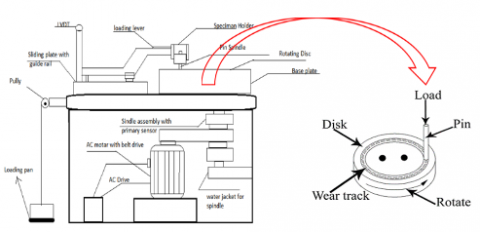
Forging industries have made a huge contribution in manufacturing firms. The cold forging process as shown in Figure 1 is a widely used forming process, mostly requiring drilling with no other machining. This process has greater dimensional accuracy than hot forming as it mostly does not produce scale. This process requires a high forging force because of the low plastic flow of the workpiece. Cold forging can be used to manufacture a small part to 50 kg billet metals.
Figure 1. Cold forging process
In a cold forging process, a key parameter is friction, because it has an effect on the metal flow in the die, applied forming load to punch, strain distribution of tool and die life, surface quality of the product. When the billet goes through the compression test various tribological changes are induced which lead to wear and friction. If the material is harder, then lubrication is required as compared with softer materials. In forging, the tool and workpiece are subjected to temperature differences. This affects tribological properties; therefore, lubrication properties are required to be considered. During deformation, the applied force results in induction of heat which indirectly increases the temperature of the metal in cold forging. The primary concern is adhesive wear due to the interaction of the hot material with the die material [1].
In this work by using the pin-on-disc apparatus with an estimated forging load using the proposed mathematical model and with temperature as input, the cold forging process is simulated to study the tribological behavior. To understand material behaviour and effect of chemical composition and temperature during forging, numerical and experimental investigation is important for cold forging. This paper focuses on tribological investigation to estimate wear and friction characteristics of aluminium alloy during cold forging process.
In the process of bulk metal forming, tribological conditions are characterized by high contact pressure and very big relative moments at high velocities between the tool and the workpiece [2]. The methodology, experimentation, wear and friction of helical gear is studied by using the coulomb friction model (f=µ×q) and the results are compared with analysis software. The friction between the die and the work piece is studied by utilizing various friction models like the Coulomb and constant friction models of cold forging complex shaped components [3]. The coefficient of friction may change during the actual process. The constant coefficient of friction that is considered or evaluated may not simulate the actual friction condition in the cold forging process [4]. One of the cold forging processes is the double cup extrusion process. Under a high-pressure condition, the reduction of the lubricant film often breaks down the operation which causes poor metal flow and wear. High interfacial friction is the main of cause for adhesion pickups in cold forging [5].
The result of spike forging tests shows that geometric parameters affect the forging, wear and friction properties of spike forged components. A finite element analysis method is used for the simulation of forging and the simulated results are compared experimentally for different values of the friction factor [6]. Simulation is done on CAD and the load is decided for forming conditions of the clutch hub. An analysis of how the shear friction factor affected the forming process of the clutch hub was undertaken using the most suitable die and work piece geometries [7]. Aluminum alloys such as Al1100-0, Al2024-T3, Al6061-T4, Al7075-T4 are studied with respect to their defect factor of work hypothesis [8]. During the compression test, as the strain rate changes, the flow stress changes. The strength coefficient is also a factor which differs from metal to metal. The flow stress of the aluminum alloy depends on the temperature of the metal working condition [9]. Aluminum alloys 6061, 2024, and 7075 were heat treated to different temperatures and the loading condition affected the plastic strain on tribological properties [10]. Abrasive wear mechanism is related to adhesion. The application is studied on a pin-on-disc wear test to obtain results, in which a tribological study is done on UNS Al2024-T3 Aluminum-Copper alloy and tungsten carbide (WC–Co) [11]. A frictional stress model for aluminum, steel and stainless steel is studied with useful lubricants for cold forging. Friction models are verified by taking measurements of friction at differing reductions in a cold forward rod extrusion process. Mathematical and experimental analysis comparison shows satisfactory results [12]. Compression test and tensile test observations also show the behavior of the flow stress in the metal forming process. Flow stress can be calculated from observational results [13]. The friction and temperature effect on forming of metal or cold or hot working process is studied. Cold rolling process steps of Al6063 alloy were employed for recrystallization studies. Non heat treatable alloys have more strength than heat treatable alloys [14]. Quenching or annealing is required for reducing or removing residual stresses produced during the manufacturing of pins and to regain hardness of metals [15]. Strength coefficient and strain exponent are significant factors for the calculation of flow stress values. Forging force and frictional force are further calculated from flow stress [16]. In the cold forging process soft materials like aluminum do not require lubrication because the wear is less. But some of its alloys with a high wear rate necessitate lubrication through cold forming. The results of the conventional ring compression test were used in the pin-on-disc testing [17].
Temperature and lubrication are the chief tribological properties in any forming process and the tribometers for various metals in the forming processes at elevated temperatures are primarily dependent on experimentation [18]. Sticking mechanism and sliding phenomenon cause more wear in the forming process. Variation in the temperature of die and metal causes wear which is produced by the sticking phenomenon. In the cold compression test the sliding phenomenon occurs because of the shearing force. To avoid it, surface treatment of the dies is needed [19]. From a cold forward extrusion process reduction in area the right lubrication and sliding speed (RPM) can be selected. In order to characterize performances, three differing criteria have been proposed. Since the friction coefficient has two types of surface defects, it results in a roughness of the specimen. The frictional test depends upon physical and chemical properties such as forging temperature, type of heating, deformation and material [20]. Making use of numerical and experimental methods, a pin-on-disc tribometer was developed in order to observe the rise in the temperature during the sliding operation. High frictional contacts show such changes [21]. A study of tribometers is a must for various applications such as ring compression test, double cup extrusion, spike test and pin-on-disc test [22]. The sliding compression test is one of the tribological tests or setups manufactured to study the tribological behavior in the bulk deformation process [23]. Coefficient of friction, temperature, wear and friction are indirectly dependent upon each other. In the extrusion process the coefficient friction changes with a change in the temperature and forging force [24]. Finite element analysis simulations can also be used to study the effect of lubrication in the cold forging process. Results such as deformation force, energy exchange due to friction, Von-mises stress and equivalent strain factors are the main parameters [25] that can be obtained. Limits and input parameters such as temperature and load are determined to study wear loss in Al7075 and are dependent upon its chemical composition and physical properties [26].
As per literature, it is seen that the tribological behavior of different types of cold forging operations such as forging, rolling, drawing, extrusion are studied and friction factors
By applying compressive stresses through dies, the forging process carries out plastic deformation of material. Friction, wear and lubrication in hot and cold forging processes are studied by different tribometers. The forging process is used to increase ductility and to reduce elastic modulus and flow stress. The process of hot forging is conducted at temperatures above 0.6 Tm, which is the temperature above recrystallization. Here Tm is the melting temperature. The cold forging process is done at below recrystallization temperature or at room temperature. The cold forging process can result in good surface finish. The forging force required in the cold forging process is high because the temperature is lower than the hot forging process. The aim of this work is to simulate the cold forging process to estimate the tribological characteristics during the process. Adhesive friction arises during the process because of the shearing of micro welds at contacting asperities between the tool and the workpiece. In metal forming, the pressure is adequate to bring about plastic deformation as well as nascent surface generation. This is frequently done at higher temperatures and hence it is not possible to avoid adhesion between the tool material and the workpiece in case of a bad design of the lubrication.
4.1 Cold forging pressure during the deformation
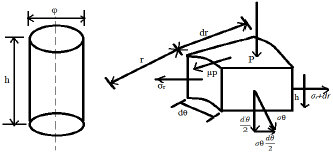
It is complicated to do an analysis of a forging process because of the large variation in strains in different parts of the workpiece. Consider the entire forging part in a simplified shape like a cylinder or a cube. Figure 2 shows the forging cylinder part (e.g., billet) with a sliding design. Considering the cylindrical height of the billet as ‘h’, P as the load applied on the billet due to which the sliding starts in a radial direction (i.e. r direction). In order to evaluate the required forging force and the subsequent induced stresses, the following assumptions are made:
Considering equilibrium in r direction,
$\sum d F_{r}=0=-\sigma_{r} . h . r . d \theta-2 \mu p r d \theta . d r-$
$2 \sigma_{\theta} h . d r . \frac{d \theta}{2}+\left(\sigma_{r}+d \sigma_{r}\right) .(r+d r) . h . d \theta . \sin \left(\frac{d \theta}{2}\right)$ (1)
$\sin \frac{d \theta}{2}=\frac{d \theta}{2}$ (2)
By solving the above equilibrium equations and neglecting the small terms:
$2 \mu p r . d r+h \sigma_{\theta} d r-h \sigma_{r} . d r-h r . d \sigma_{r}=0$ (3)
Figure 2. Forging cylindrical part with sliding design
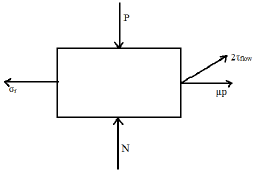
Figure 3. Free body diagram of cylindrical part
4.2 Axisymmetric flow and yield
$\varepsilon_{r}=\frac{d r}{r}$ (4)
$\varepsilon_{\theta}=\frac{2 \pi(r+d r)-2 \pi r}{2 \pi r}=\frac{d r}{r}$ (5)
$\varepsilon_{r}=\varepsilon_{\theta}$ (6)
$\sigma_{r}=\sigma_{\theta}$ (7)
The above axisymmetric flow and yield equation shows plastic flow behavior of cylinderical rigid body. Axisymmetric flow describes the strain and stress fields of a perfectly rigid body by using the continuity equation. σr and εr are the radial stress and strain produced in the r direction and σθand εθ are the angular stress and strain. Radial and angular stresses and strains are equal during an axisymmetric flow.
As per the Tresca criteria for flow stress:
$\sigma_{r}+p=\sigma_{\text {flow }}=2 K=2 \tau_{\text {flow }}$ (8)
where, k = flow stress constant.
By taking the derivative of Eq. (8):
$d \sigma_{r}=-d p$ (9)
4.3 Forging pressure during plastic flow
The forging pressure equation from Eq. (3) can be rewritten as:
$2 \mu p . d r+h \sigma_{r} . d r-h \sigma_{r} . d r+h r . d p=0$ (10)
$2 \mu p .t d r=-h r . d p$ (11)
Rearranging Eq. (11)
h is the initial height of the billet or workpiece. P is the forging pressure produced during plastic deformation. μ is the friction coefficient in the cold forging process.
$\frac{d p}{p}=-2 \frac{\mu}{h} d r$ (12)
Integrating Eq. (12) to estimate the forging pressure on sliding.
During the forging process, when a surface tends to slide against another stationary surface, for example, a die surface, a shear stress is induced at the interface which opposes the flow of the material. This condition is called sliding friction.
$\int_{p_{r}}^{2 \tau_{\text {flow }}} \frac{d p}{p}=-\int_{r}^{R} \frac{2 \mu}{h} d r$ (13)
$2 \tau_{\text {flow }}$ is represented as the flow stress in the material. The parameter value changes as the temperature of the metal increases. Pr is the pressure in the r direction. The initial radius of the billet is less than the final radius after forging. After integration is calculated the forging force is:
For r<R
$\frac{P_{r}}{2 \tau_{\text {flow }}}=\exp \left[\frac{2 \mu}{h}(R-r)\right]$ (14)
Average pressure at the initial radius is much lower than the final radius, so it is negligible. By removing the initial radius from the Eq. (14) we get:
$\frac{p_{a v g}}{2 \tau_{\text {flow }}}=\left[1+\left(\frac{2 \mu R}{3 h}\right)\right]$ (15)
Eq. (15) represents the average cold forging pressure during the process.
Forgingforce $=2 \tau_{\text {flow }}\left[\frac{2 \mu}{h}(R)\right] \pi R^{2}$ (16)
Eq. (16) represents the forging force in the forging process.
The primary purpose of this research is to simulate the cold forging process. The effect of temperature on different alloys with varying loads results in a change in the wear and friction forces. All the tests are performed for three temperatures, namely, 50℃, 100℃ and 150℃. The applied forging load as 40N, 50N, 60N, 70N is taken as per Eq. (16).
5.1 Test scheme
A standard test method is adopted as per rules. The diameter of the disk is 165 mm and the thickness is 8 mm. The diameter of the wear track can be taken between 50mm and 135 mm. The disk is made of EN31 hardened to 60 HRC and 1.6 Ra. The disc speed varies from 0 to 2000 rpm. For the cold forging process, the wear track diameter is taken as 50mm and the speed of rotation is 150 rpm as per literature survey and discussions with an expert from the forging industry working in the same domain.
5.2 Chemical composition of pin material
To discover the hardness and wear properties of various Al alloys, it becomes necessary to discover the chemical composition of materials used for testing. Chemical compositions of the alloys were examined at Dutech India Laboratories and the test method used was ASTM E 1251. Table 1 represents the chemical composition of the Al Alloys.
5.3 Sample preparation
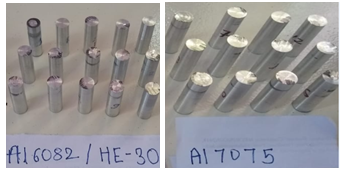
To simulate the cold forging process as discussed, pins were fabricated from Al alloys with a 10mm diameter and were 30 mm long (Figure 4). 12 pins were fabricated and used from each material. The pins were held in a clamping device for testing.
5.4 Load
The load was decided as per literature survey and discussions with an expert working in the same domain to measure the wear resistance. So, the range of the load was selected as 40 N to 70 N with 10 N increments and a constant speed of the disk at 150 rpm. During the experiment, tests were performed under three different conditions. At first a total of 12 tests was carried out at a temperature of 50℃ for all the alloys with varying loads of 40N, 50N, 60N, 70N. Then the second and third sets of tests with all 24 alloy samples were carried out at 100℃ and 150℃ respectively, with the same varying load as applied during the first test.
Table 1. Chemical composition
|
Chemical Composition |
Samples |
|
|
Al6082 |
Al7075 |
|
|
Al |
97.40 |
89.27 |
|
Cu |
0.027 |
1.77 |
|
Mg |
0.77 |
2.70 |
|
Si |
0.96 |
0.054 |
|
Fe |
0.128 |
0.259 |
|
Mn |
0.58 |
0.030 |
|
Zn |
0.027 |
5.62 |
|
Ti |
- |
0.022 |
|
Cr |
0.009 |
0.180 |
Figure 4. Aluminum alloys pins
5.5 Experimental setup
Figure 5(a) exhibits the setup which is made up of a pin along with a circular rotating disk. The pin and the disk are perpendicular to each other. A flat gyrating disk as well as a calibrated dead weight loaded cylinder make up the device. In order to conduct the measurement of the vertical movement of the pin as well as the friction force, a load cell and a linear variable differential transformer (LVDT) are utilized. A variable speed motor is made use of to rotate the disk in a manner such that the trembling of the motor causes no disturbance to the results of the test. In order to hold the stationary cylinder specimen in the fixture a level arm that included a pivot was utilized. An external application of a test force was undertaken. This test force was proportionate to the mass of the weight and met the load requirements during the actual process of cold forging. In order to achieve the requisite outcome, three items, namely, a data acquisition system, a controller and WINDUCOM 2010 software are attached to the machine. To do the pin heating process the pin heating module is used which can heat the metal up to 200℃. By giving temperature input to the machine, the machine normalizes the range of the temperature and indicates it on the module which is connected to the pin through the thermometer. After normalized temperature inputs such as rpm and time are given to the machine the testing is started.
Figure 5(b) shows the pin that needs to be tested. It is clamped in a pin holder and makes contact with the disk. A wear track of 50 mm is fixed. 150 rpm is the speed at which the disk is set. Each trial is set up for a length of 5 min and a digital display displays the readings directly. Varying loads of 40N, 50N, 60N and 70N are applied on the pin. A pin-on-disc machine is utilized to test all the specimens of 10mm in order to examine the tribological behavior of the different alloys of aluminum.
(a) (b)
Figure 5. (a) Pin-on-Disc Machine (b) Wear track with pin
The primary goal of this study is to examine how wear and friction affect the behavior of aluminum alloys that have been cold forged. Experiments are conducted for various metals such as Al6082 and Al7075 at differing load conditions from 40N to 70N with various temperatures from 50℃, 100℃ up to 150℃ at a constant sliding speed of 150 rpm. The duration of the tests on the pin-on-disc machine was 5 min. The results obtained are summarized in Tables 2-4 to show the working principle of the pin-on-disc at different temperatures.
Table 2. Experimental results for 50℃
|
Sample |
Al6082 |
Al7075 |
||||
|
Load(N) |
Wear |
FF |
COF |
Wear |
FF |
COF |
|
40 |
583.112 |
9.3 |
0.23 |
252.56 |
11.87 |
0.29 |
|
50 |
334.83 |
17.12 |
0.34 |
230.85 |
17.78 |
0.355 |
|
60 |
254.86 |
20.04 |
0.334 |
198.06 |
20.33 |
0.338 |
|
70 |
406.10 |
21.55 |
0.307 |
151.88 |
23.49 |
0.335 |
Table 3. Experimental results for 100℃
|
Sample |
Al6082 |
Al7075 |
||||
|
Load(N) |
Wear |
FF |
COF |
Wear |
FF |
COF |
|
40 |
13.73 |
15.157 |
0.378 |
66.81 |
14.71 |
0.367 |
|
50 |
108.58 |
16.49 |
0.329 |
188.25 |
16.81 |
0.336 |
|
60 |
50.56 |
17.9 |
0.298 |
57.35 |
19.67 |
0.327 |
|
70 |
193 |
23.6 |
0.337 |
181.46 |
22.69 |
0.324 |
Table 4. Experimental results for 150℃
|
Sample |
Al6082 |
Al7075 |
||||
|
Load(N) |
Wear |
FF |
COF |
Wear |
FF |
COF |
|
40 |
69.87 |
14.24 |
0.356 |
247.77 |
14.58 |
0.364 |
|
50 |
109 |
20.49 |
0.4098 |
192.5 |
16.58 |
0.331 |
|
60 |
128.6 |
20.54 |
0.342 |
42.30 |
18.94 |
0.315 |
|
70 |
258.13 |
18.44 |
0.263 |
31.62 |
21.96 |
0.313 |
6.1 Variation of wear, FF and COF with load at 50℃ for Al6082, Al7075
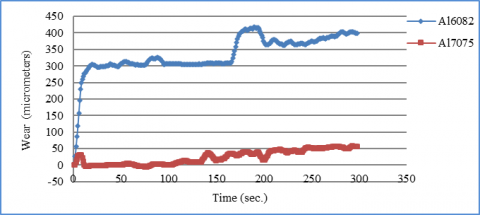
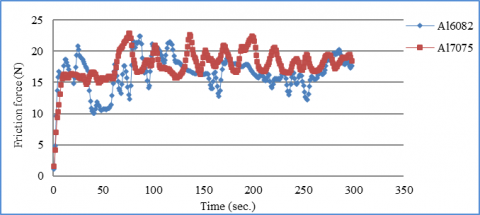
Figure 6 and Figure 7 show variations of wear and friction force with time for Al6082 and Al7075 under the load of 50N at 50℃. A graph is plotted by using experimental data from WINDUCOM software. Figure 6 shows that the wear increases with time and remains almost constant after 4 min. Al7075 shows less wear than Al6082 at 50℃. The wear characteristics depend on the chemical composition, load, temperature, the speed of the disc and the area of contact. In Figure 6 as per observations, it is clear that Al6082 shows more wear because of its chemical composition and the area of contact. Al6082 contains 98% of pure aluminum and almost 1% (0.96) of silicon (Si). Study shows that silicon increases the strength and hardness of the alloy. Silicon does not directly affect the wear properties of alloys, but it increases the strength and results in an increase of wear. Al6082 shows more wear at 50ºC because in Al6082 the surface contact between the pin and the disc is more and Al7075 shows less wear due to the formation of wear debris between the two bodies (i.e., pin and disc). On the other hand, Figure 7 shows a similar trend of variation of the friction force with time because the friction force depends upon the COF and load. From Figure 8 it can be seen that the friction force suddenly rises and then it fluctuates with time continuously.
Figure 6. Variation of wear with time
Figure 7. Variation of friction force with time
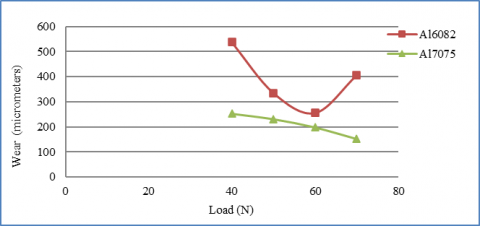
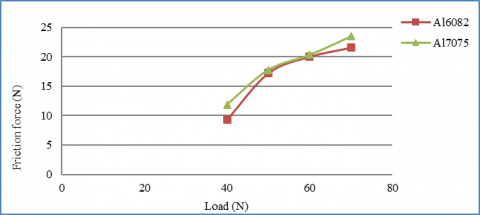
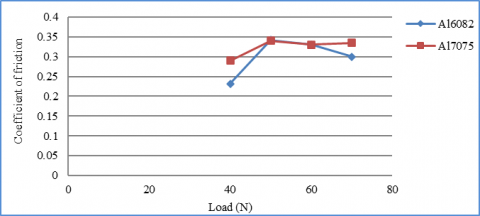
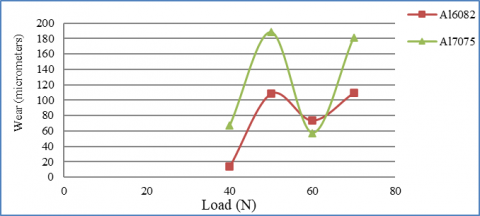
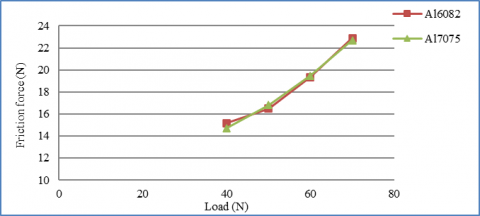
Figure 8 exhibits change in the wear with the load varying from 40 N to 70 N at 50℃. From Figure 8, it can be clearly noted that Al6082 shows more wear rate for all loading conditions as compared to Al7075. Al6082 and Al7075 show varying wear rate with an increasing load, which is mainly because of the chemical composition and the real area of contact. As the temperature increases the wear rate decreases. The alloy Al6082 contains more Si percentage as compared to Al7075. Hence the strength and hardness of Al6082 are more as compared to Al7075. Generally, as the load goes up, the wear rate also goes up. But as the load increases, the wear rate accordingly decreases, specially at 50℃ in the considered case because wear debris results in less area of contact. In this condition the wear rate is high comparatively at 100℃ (Figure 11) and 150℃ (Figure 14). As the load increases, the wear rate decreases because of formation of more wear debris at the contact area between the pin and the disc which leads to reduction in the area of contact. From Figure 9, it can be noted that there is an increase in the friction force with the load. Al7075 has a slightly high friction force than Al6082. The friction force is dependent on the loading condition and the flow stress which later decides the coefficient of friction. Figure 10, represents a graph of the COF versus the load. If the averages of COF values are taken for each metal, the results are almost the same. From Figure 10 at 50N and 60N loads, the coefficient of friction values are alike.
Figure 8. Variation of load with wear at 50℃
Figure 9. Variation of load with friction force at 50℃
Figure 10. Variation of load with COF at 50℃
6.2 Variation of wear, FF and COF with load at 100℃ for Al6082, Al7075
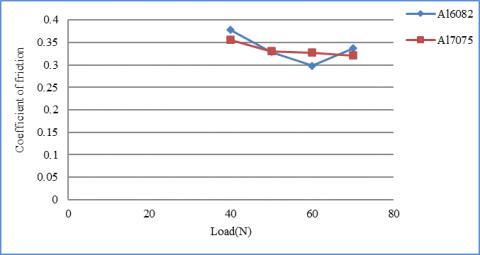
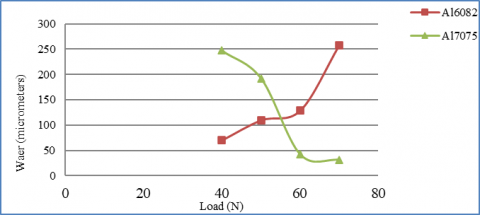
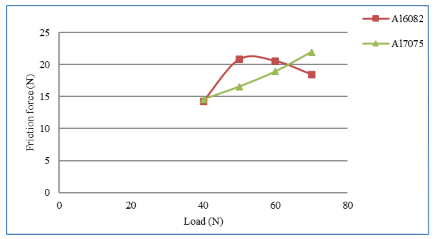
Figure 11 displays the change in wear for all aluminum alloys under the load changing from 40 N to 70 N at 100℃. From Figure 11, it is observed that with an increase in the load, there is an increase in the wear as well. At 100℃ the wear in Al7075 is high as compared with Al6082 but there is comparatively less wear than Al7075 at 50℃. It can be noted that with an increase in the load, there is an increase in the wear as well. All the values of wear are the average values obtained from the collected measured data. Al6082 shows a higher wear rate at 50℃ than at 100℃. Wear also depends upon temperature, since as the temperature increases the wear rate decreases. A variation in the friction force that includes load is shown in Figure 12. It can be noted that with an increase in the load, there is a drastic increase in the friction force for all the alloys i.e. Al6082, Al7075. Again, it is observed that the friction force is almost the same in all the alloys. Values of the friction force are the average of the values obtained from the measured collected data. Therefore, it can be noted and concluded that with an increase in the temperature, there is a decrease in the wear. Figure 13 shows the variation in the COF with load. The COF continuously fluctuates, but with load it is quite steady and hardly changes. Values of COF increase more at 100℃ than at 50℃ with even the slightest increment of 0.01.
Figure 11. Variation of load with wear at 100℃
Figure 12. Variation of load with friction force at 100℃
Figure 13. Variation of load with COF at 100℃
6.3 Variation of wear, FF and COF with load at 150℃ for Al6082, Al7075
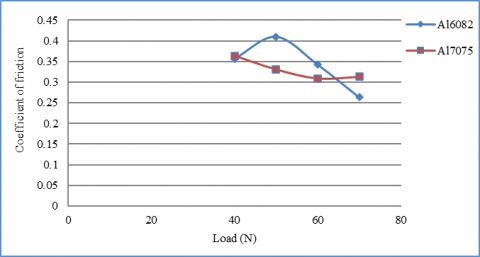
Figure 14 shows the change in the wear under a load varying from 40 N to 70 N at 150℃. It is observed that Al7075 initially shows a much higher amount of wear than Al6082. From Figure 11 and Figure 14 it is seen that at 100℃ wear is less as compared to wear at 150℃. There is an increase in the friction force (Figure 15) with respect to the load for Al7075 and it is constantly fluctuating for Al6082. Again, it can be seen that Al6082 shows a much higher friction force than Al7075. Hence it can be concluded that as the temperature rises there is a decrease in the wear. The increase in the friction force results in less amount of wear. Figure 16 shows the variation of COF with load. As the load increases the COF decreases.
Figure 14. Variation of wear with load at 150℃
Figure 15. Variation of friction force with load at 150℃
Figure 16. Variation of load with COF
6.4 Effect of chemical composition on wear in Al alloys
The aluminum alloys contain silicon (Si) and zinc (Zn) alloying elements which help to enhance or modify wear resistance. The iron or Fe level in the aluminum alloys can be tolerated up to a level of 1.5 to 2.0%. The presence of the iron modifies the percentage of silicon in the AL-Fe-Si alloys. During the cold forging process or any heat-treated forming process, in order to reduce the sticking and sliding phenomenon, iron plays an important role. Magnesium is the second most alloying element in aluminum alloys. Inclusion of magnesium helps to provide strength through precipitation of Mg2Si in the matrix. Magnesium can combine with insoluble aluminum-iron resulting in a loss of strengthening potential. In the present study Al7075 contains 2.7% of magnesium which is the maximum as compared to silicon which gives more strength. Again, inclusion of copper in Al7075 leads to an increase in the yield strength, hardness and decreases the elongation as compared to Al6082. As Al7075 contains Zn which replace some amount of Al and silicon results in increased strength and the tensile properties as compared to Al6082. Al7075 contains Cu which also leads to increased hardness and strength. Though Al6082 and Al7075 have the same hardness, but due to different contents of the alloying elements, they show different wear during different temperature tests and applied loads.
As part of the research in this paper to examine how wear, COF and friction affect various aluminum alloys the pin-on-disc apparatus has been used. The proposed mathematical model is capable of estimating the required approximate value of the forging force to be applied on the pin-on-disc machine as it is vital during actual forging process. From experimental investigations the following conclusions have been drawn:
[1] Schmid, S.R., Selles Canto, M.A., Pasang, T. (2013). Tribology in forging, E In: Wang Q.J., Chung YW. (eds), ncyclopedia of Tribology, Springer, Boston, MA. http://doi.org/10.1007/978-0-387-92897-5_618
[2] Velkavrha, I., Luchingerb, M., Kernb, K., Kliena, S., Ausserera, F., Voyera, J., Diema, A., Schreinerb, M., Tillmannc, W. (2017). Using a standard pin-on-disc tribometer to analyse friction in a metal forming process. Tribology International, 114: 418-428. https://doi.org/10.1016/j.triboint.2017.04.052
[3] Kiener. C., Neher. R., Merklein. M. (2018). Influence of tribological conditions on cold forging of gears. Production Engineering, 12(3-4): 367-375. http://dx.doi.org/10.1007/s11740-017-0785-9
[4] Cora, O.N., Akkok, M., Darendeliler, H. (2008). Modelling of variable friction in cold forging. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 222(7): 899-908. https://doi.org/10.1243/13506501JET419
[5] Erinosho. M.F., Akinlabi. E.T. (June 29 - July 1, 2016), Study of Friction during Forging Operation. Proceedings of the World Congress on Engineering, London, U.K, 2.
[6] Hu, C., Ou, H., Zhao, Z. (2015). Investigation of tribological condition in cold forging using an optimized design of spike forging test. Advances in Mechanical Engineering, 7(5): 1-11. https://doi.org/10.1177/1687814015587212
[7] Hussain, P.B., Cheon, J.S., Kwak, D.Y., Kim, S.Y., Im, Y.T. (2002). Simulation of clutch hub forging. Journal of Materials Processing Media Technology, 123(1): 120-132. https://doi.org/10.1016/S0924-0136(02)00061-4
[8] Khaleed, H.M.T., Samad, Z., Abdul Mujeebu, M., Abdullah, A.B. (2013). Flash-less cold forging of AUV Propeller Blade: Work-piece optimization and thermal analysis. Arabian Journal for Science and Engineering, 38(9): 2509-2519. https://doi.org/10.1007/s13369-012-0511-z
[9] Dohda, K., Boher, C., Rezai-Aria, F., Mahayotsanun, N. (2015). Tribology in metal forming at elevated temperatures. Friction, 3(1): 1-27. https://doi.org/10.1007/s40544-015-0077-3
[10] Andreasa, K., Merkleina, M. (2014). Influence of surface integrity on the tribological performance of cold forging tools. Procedia CIRP, 13: 61-66. https://doi.org/10.1016/j.procir.2014.04.011
[11] Ortiz, D., Abdelshehid, M., Dalton, R., Soltero, J., Clark, R., Hahn, M., Lee, E., Lightell, W., Pregger, B., Ogren, J., Stoyanov, P., Es-Said, O.S. (2007). Effect of cold work on the tensile properties of 6061, 2024, and 7075 al alloys. Journal of Materials Engineering and Performance, 16(5): 515-520. https://doi.org/10.1007/s11665-007-9074-7
[12] Salguero, J., Vazquez-Martinez, J.M., Sol, I.D., Batista, M. (2018). Application of pin-on-disc techniques for the study of tribological interferences in the dry machining of A92024-T3 (Al–Cu) alloys. Materials, 11(7): 1-11. https://doi.org/10.3390/ma11071236
[13] Bay, N., Eriksen, M., Tan, X., Wibom, O. (2011). A friction model for cold forging of Aluminium, steel and stainless steel provided with conversion coating and solid film lubricant. CIRP Annals, 60(1): 303-306. https://doi.org/10.1016/j.cirp.2011.03.143
[14] Chandramouli. R. Material behavior in metal forming. SASTRA University, NPTEL - Mechanical Engineering – Forming, 1-13. https://www.coursehero.com/file/24529104/Lecture-5pdf/, accessed on Jan. 5, 2022.
[15] Monteiro, W.A., Espósito, I.M., Ferrari, R.B., Buso, S.J. (2011). Micro structural and mechanical characterization after thermo mechanical treatments in 6063 aluminum alloy. Materials Sciences and Applications, 2(11): 1529-1541. https://doi.org/10.4236/msa.2011.211206
[16] Groover. M. (2014). Principle of Modern Manufacturing, Book: SI version, Wiely, 5th Ed.
[17] Čatipović, N., Avdušinović, H., Grgić, K., Ljumović, P., Živaljić, J., Dadić, Z. (2014). The influence of subsequent high temperature tempering on tensile strength and elongation of austempered ductile iron. Proc. of International Conference on Mechanical Technologies and structural materials, faculty of electrical Engineering, University of Split, Split. http://www.strojarska-tehnologija.hr/img/pdf/Conference_Proceedings_MTSM_2021.pdf.
[18] Wang, L., Zhou, J., Duszczyk, J., Katgerman, L. (2012). Identification of a friction model for the bearing channel of hot aluminium extrusion dies by using pin on disc. Tribology International, 50: 66-75. https://doi.org/10.1016/j.triboint.2012.01.010
[19] Hu, C., Yin, Q., Zhao, Z. (2017). A novel method for determining friction in cold forging of complex parts using a steady combined forward and backward extrusion test. Journal of Materials Processing Technology, 249: 57-66. http://doi.org/10.1016/j.jmatprotec.2017.06.001
[20] Felde, E., Montagu, J.L. (1980). Friction and wear during the hot forging of steels. Tribology International, 13(2): 61-68. http://doi.org/10.1016/0301-679X(80)90011-0
[21] Matsumoto, R., Hayashi, K., Utsunomiya, H. (2014). Identification of friction coefficient in high aspect ratio combined forward-backward extrusion with pulse ram motion on servo press. Procedia Engg., 81: 1854-1859. http://doi.org/10.1016/j.proeng.2014.10.245
[22] Lazzarotto, L., Dubar, L., Dubois, A., Ravassard, B.P., Bricout, P., Oudin, J. (1998). A selection methodology for lubricating oils in cold metal forming processes. Wear, 215(1-2): I-9. http://doi.org/10.1016/s0043-1648(97)00297-4
[23] Jackson, M., Morrell, J. Tribology in manufacturing, Y12 National Security Complex, USA. https://www.oreilly.com/library/view/tribology-for-engineers/9780857091147/xhtml/B9780857091147500050.htm, accessed on Jan. 5, 2022.
[24] Abdullah, O.I., Schlattmann, J. (2016). Temperature analysis of a pin-on-disc tribology test using experimental and numerical approaches. Friction, 4(2): 135-143. https://doi.org/10.1007/s40544-016-0110-1
[25] Nilsson, M., Olsson, M. (2011). Tribological testing of some potential PVD and CVD coatings for steel wire drawing dies. Wear, 273(1): 55-59. https://doi.org/10.1016/j.wear.2011.06.020
[26] Yang, Z.R., Sun, Y., Li, X.X., Wang, S.Q., Mao, T.J. (2015). Dry sliding wear performance of cold forging 7075 Al alloy under different temperatures and load conditions. Rare Metals, 41: 1057-1062. https://doi.org/10.1007/s12598-015-0504-7
[27] Jawalkar, C.S., Kant, S., Kashik, Y. (2015). A review on use of aluminium alloys in aircraft components. i-Manager’s Journal on Material Science, 3l(3): 33-38. https://doi.org/10.26634/jms.3.3.3673