Jamasri | Ferriawan Yudhanto*
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The aim of this research is to investigate the effect of alkali treatment of ramie fibers and addition of MCC on the properties of ramie/polyester laminated composites. The alkali treatment was performed using NaOH solution at a room temperature. The laminated composites was manufactured using a vacuum infusion method for three layers of treated woven ramie fibers in the polyester matrix. The MCC (microcrystalline cellulose) powder 0.5 wt.% was added into the polyester resin and then mixed by a mechanical stirrer at a rotation speed of 350 rpm for 5 minutes. The physical characterization was evaluated using FTIR, XRD, and SEM methods. The tensile test of a single fiber and laminated composites was carried out according to the ASTM D3379 and ASTM D3039, respectively. The experimental results show that the XRD of treated fiber with 5 wt.% NaOH solution has the highest crystallinity index of 66.3%. It impacts the increase of tensile strength and elastic modulus of single ramie fiber by 18% and 55%, respectively. The addition of MCC into the polyester matrix of laminated composite can increase the tensile strength and elastic modulus by 18% and 21%, respectively, compared to the untreated laminated composite. In addition, the treated fibers laminated composite can improve the adhesion and chemical bonding between fibers and polyester as a matrix. The addition of MCC filler may prevent the initial propagation of cracks on interlaminar surfaces of laminated composite.
ramie fiber, microcrystalline cellulose, crystallinity index, polyester resin, laminated composites, tensile strength and elastic modulus
Composite materials have been used as one main improvement in the automotive industry due to their high specific strength anf stiffness. Recently, synthetic fibers such as glass and carbon have been widely used as reinforcement due to their high strength, durability, chemical stability, and high impact resistance [1]. However, the adverse impact of synthetic products is that they do not biodegradable, and are expensive to produce. In addition, they can lead to skin irritation, disorders upper respiratory tract, and in the long term, these materials could cause cancer [2]. In this concern, material scientists have put a lot of effort into replacing synthetic fibers with natural fibers.
One of the potential natural fibers is ramie fiber (Boehmeria nivea) which grows well in the tropical climate such as in Indonesia. The ramie fiber is produced from the stem of the Boehmeria nivea plant. Ramie fiber has good thermal stability and high specific strength. It has a low chemical content of lignin (0.6%-0.7%) and hemicellulose (9-16%) and high cellulose content of 68.6%-76.2% [3]. The high cellulose content in the ramie fiber is widely used in industry, especially in the textile and automotive industry. These advantages include high strength, elastic, resistance to bacteria, and good dimensional stability to other natural fibers like Cotton, Coconut coir, Jute, and Kenaf [4].
Composite materials with natural fiber reinforcement began to develop due to the advantages of their properties. These properties, such as bio-degradability, low density, lightweight, corrosion-resistant, inexpensive, and environmentally friendly, which is very potential to replace the synthetic fibers on the composite product. However, it has several disadvantages including weak adhesion to the hydrophobic matrix, low resistance to high temperatures, significant variability in mechanical properties, low maximum stress, low stretchability, and poor resistance to weathering [5]. In addition, the good interfacial bonding between reinforcement and the matrix could increase the mechanical strength of the laminated composites. Chemical treatment is one solution to enhance the interface bond between the fibers and matrix. Several chemical treatments such as alkalization (NaOH), bleaching with sodium chlorite (NaClO2) or hydrogen peroxide (H2O2), and silane treatment have been shown to improve the interface bonds between natural fibers and the matrix [6].
The alkalization process can eliminate or minimize amorphous structures such as lignin and hemicellulose. The eviden was shown by Sgriccia et al. [7], using the FTIR (Fourier Transform Infrared) test on ramie and kenaf fibers. The fiber peak after the alkalization process was indicated hemicellulose (ester group C=O) at 1730 cm-1 and lignin (the stretching vibration of C-O-C) at 1239 cm-1. Thus, the alkalization treatment successfully decreased the presence of lignin and hemicellulose in the fibers. As a result, it makes the crystallinity index (CI) higher than the raw material. The previous research performed by Senthamaraikannan and Kathiresan [8] shows that the crystallinity index (CI) of Coccinia Grandi's plant fiber increased from 52.17% to 57.64% after being given alkaline treatment. Furthermore, the morphology by SEM image of natural fiber (ramie fibers) after treated by alkali solution resulted the fibers looks like fine wrinkles of microfibrils [9].
Chikouche et al. [10] investigate the effect of alkalization of sugarcane fiber against the mechanical strength of sugarcane/polyester composites using various concentrations of 2, 4, 6, and 8 wt.% NaOH at room temperature with ratio solution is 1:25, for 24 hours. It reached an optimum at 6 wt.% concentration and decreased in 8 wt.% NaOH concentration. Wang et al. [11] developed his research using hemp fiber with various concentrations of 0, 2, 4, 6, 8, and 10 wt.%, also obtained maximum mechanical strength at a concentration of 6 wt.% and decreased at concentrations above 8 wt.%). These studies show that hydrogen (OH) in the fiber will be damaged at a high concentration. It makes Na+ ions form O-Na inclusion in the cellulose molecule structure. Thus, it causes degradation in the crystalline cellulose structure and changes from cellulose I to cellulose II [12].
Cellulose particles can be extracted from their natural plant resources through mechanical and chemical treatment, or a combination of these to classify into different groups depending upon their distinct size, shape, morphology, crystallinity, and source of extraction. Commonly, they are classified as microcrystalline cellulose (MCC), nano-crystalline cellulose (NCC), microfibrillated cellulose (MFC), and nano-fibrillated cellulose (NFC) [13].
Several studies dealing with the used of MCC in the biocomposite as matrix filler have been done by reseachers, for instance, Jabbar et al. [14] shows that the addition of the nano cellulose filler into woven jute fabric can increse the flexural and fracture toughness of bio-epoxy as matrix composite. Further research on the effect of MCC filler on the composites was conducted by Pichandi et al. [15]. They showed that the addition of 1 wt.% MCC filler to the epoxy matrix could increase tensile strength by 18% of ramie laminated composite. In addition, an excellent adhesion bonding on the interface between the matrix and fibers can occur because the MCC filler can reduce the interlaminar delamination of laminated composite [16, 17]. The addition of MCC into the hydrophobic matrix is still rarely done by researchers. The addition of MCC into the hydrophobic matrix is still rarely done; therefore, many studies are needed in this field of research.
Ramie fiber was obtained from BPTP (Balai Pengkajian Teknologi Pertanian) at Malang, West Java, Indonesia. Sodium Hydroxide (NaOH with ≥ 98% purity) and cellulose particle (C6H10O5) namely MCC MERCK with CAS No. 1.02330.0500 were purchased from Sigma Aldrich Chemical Co. The polyester used is UPR (unsaturated polyester resin) Yucalac BQTN 157-EX, and MEKPO (Methyl Ethyl Ketone Peroxide) as the hardener are produced by PT. Justus Kimia Raya.
2.1 Alkali treatments
The ratio of ramie fiber and the NaOH solution for the alkali process is 1:50. The ramie fibers were immersed in the 5, 6, and 7 wt.% NaOH solution at room temperature (27 ± 3℃). After alkalization treatment, the fiber was washed with destillated water until the pH was 7 (neutral). Next, it was dried in the atmospheric air for 24 hours and then dried again in the oven at a temperature of 100℃ for two hours; after that, ramie fiber was tested by physical and mechanical characterization to determine the best NaOH concentration.
2.2 X-Ray diffraction test
The instrument for the XRD test using a Shimadzu XRD-6000 was operated at a voltage of 40 kV, a current of 30 mA, and the use of Cu Kα radiation with a wavelength of 1.5406 Å. The range of scanning process was from 2θ= 3° to 90° with an increment angle is 0.02° in 0.3 seconds or 0.67° counts per second (cps). XRD test aim to obtain the CI (crystallinity index) value of ramie fiber after various treatments. The CI in organic material shows that the material has a single crystal structure, and it could be determined by the Segal equation, as follows [18],
$\mathbf{C I}=\frac{\mathbf{I}_{002}-\mathbf{I}_{\mathrm{amor}}}{\mathbf{I}_{002}}$ (1)
where, I002 is the crystalline structure at 2θ=22-23°, and Iamor is the amorphous region at 2θ=18°.
2.3 FTIR (Fourier Transform Infra-Red) test
FTIR characterization is used to present the functional groups in fiber through changes in intensity at a specific electromagnetic region on the molecules with the vibrational transition. The tested wavelengths are in the range of 400 to 4000 cm-1. The FTIR instrument model is Shimadzu prestige 21 with the sample first was mixed with KBr, pressed, and shaped to resemble pellets.
2.4 SEM (Scanning Electron Microscope)
The morphology of alkalized fiber and the surface fracture of laminate composites was observed using photo SEM (Scanning Electron Microscope). The observation was carried out at 500x and 5000x magnifications of the surface morphology of the ramie fiber after being given treatments and surface fracture. First, the sample was coated with a thin layer of Au to obtain conductive properties and operated at an accelerating voltage at 5-10 kV.
2.5 Tensile test of a single ramie fiber
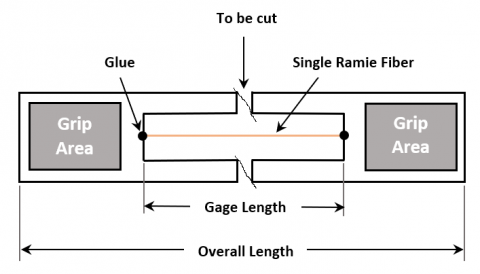
The tensile test of a single fiber was carried out to determine its tensile properties after alkalization treatment. First, the fiber diameter was measured using a microscope with a magnification of 100x to define a single ramie fiber. The specimen tensile test refers to ASTM D3379 standard shown in Figure 1. The tensile test was carried out using the Mesdan Tenso-Lab 168E with a 1 mm/minute tensile speed. The single fiber specimen is adhesively bonded to a thin paper [19].
Figure 1. Single fiber tensile test (ASTM D3379)
The dimension of a specimen includes:
The middle frame paper was cut off immediately when the machine is starting to pull the single fiber to get a failure; the load and elongation are recorded.
2.6 Ramie/polyester laminate composite fabrication
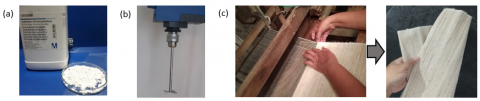
The laminated composites were manufactured at room temperature using a vacuum infusion method for three (3) layers of untreated and treated woven ramie fibers in a polymer matrix UPR and a MEKPO (methyl ethyl ketone peroxide) as a catalyst. The ratio between UPR and MEKPO is approximately 100:1. The MCC powder was added by 0.5 wt.% (Figure 2a) into polyester resin (Figure 2b) and then mixed by a mechanical stirrer at a rotation speed of 350 rpm for 5 minutes [11]. The laminated composite (LC) consists of three layers of woven ramie fibers (Figure 2c). Three kinds of variations of the LC include raw-LC, treated-LC, and treated + MCC-LC which 2.5 ± 3 mm thickness and the fraction volume of fiber (Vf) is 30%.
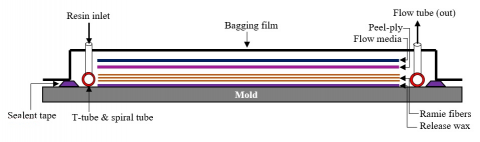
Figure 3 shows the manufactured laminated composite by vacuum infusion process. The release wax was applied to the molding surfaces to be easily removed between LC and molding. To produce LC, resin polyester flowed through the inlet and was distributed by T-connector and spiral tube to ramie fibers laminate. Sealant tape was used to adhere between bagging film and the molding. The pressure of reservoir tank and vacuum pump was set at 0.8 bar.
2.7 Tensile test of laminated composite
Figure 4 shows that specimen LC according to the ASTM D3039. The overall length, gage length, width dan grip length of the specimen test are 250 mm, 138 mm, 15 mm, and 56 mm, respectively. The samples were tested using a 2 mm/min displacement speed with a Universal Testing Machine (UTM). Then, the morphological surface fracture was observed using a photo SEM.
Figure 2. Materials and tools, (a) MCC, (b) mechanical stirrer, (c) weaving to produce woven ramie fiber
Figure 3. Schematic of vacuum infusion manufactured of laminated composite
Figure 4. Specimen Tensile Test of ramie/polyester composite (ASTM 3039) [20]
3.1 X-Ray diffraction analysis
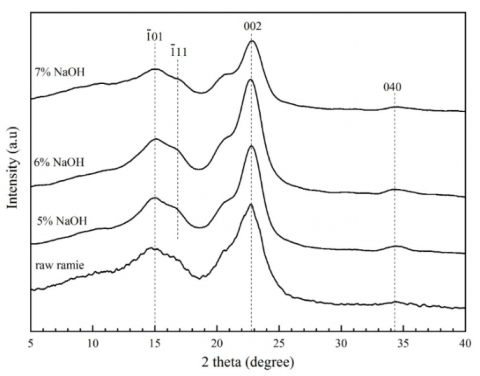
Figure 5 shows the XRD spectra intensity with two visible peaks around, i.e., 2θ = 15° (101), 2θ = 16.4° (111), and 2θ = 22.7° (002). These peaks represent the lattice plane for the crystalline structure in the form of type I (Iα and Iβ) cellulose [21]. Cellulose type I is the most common form in nature. In contrast, crystallinity index (CI) is high due to alkali treatment which releases hydrogen to bond with hydroxyl (OH) ion from cellulose fiber. Another peak at 2θ = 34.2° is the lattice plane for the cellulose type I [22]. In addition, there is also a small peak around 2θ = 20.2° which is the beginning of the opening to open molecule structure NaOH, which indicates cellulose type I changes into type II. It indicates degrades on crystalline region of cellulose chain [23]. Finally, the amorphous structure of the fiber is shown in the valley (Iam) at 2θ = 18°. Table 1 shows the results of untreated, treated ramie fibers and MCC crystallinity index (CI). The treated ramie fiber with 5% NaOH solution has a highest CI by 66.3% than raw fiber (CI = 61.8%). It is an optimum parameter for decreasing the amorphous content (lignin & hemicellulose) [24].
A high alkali concentration above 5 wt.% could fall the CI into 65.1% and 62.6 % (6 and 7 wt.% NaOH), respectively. The high concentration of NaOH affected causes the damage of cellulose crystalline structure. It is related to changes in the crystal size and swelling structure, which causes hydroxide ions to be more easily hydrated and react to damage the crystalline region [25]. In addition, the low crystallinity index has been impacted to decrease the mechanical properties of the ramie fiber. The MCC with high crystallinity index could improve the adhesion bonding between MCC and cellulose on treated ramie fiber.
Figure 5. Diffraction spectra of ramie fiber after alkali treatment
Table 1. Crystallinity index of ramie fibers
|
Materials |
I002 (cps) |
Iamor (cps) |
CI (%) |
|
Raw ramie |
849 |
324 |
61.8 |
|
5% NaOH |
885 |
298 |
66.3 |
|
6% NaOH |
941 |
328 |
65.1 |
|
7% NaOH |
589 |
220 |
62.6 |
3.2 FTIR (Fourier Transform Infrared) analysis of ramie fibers
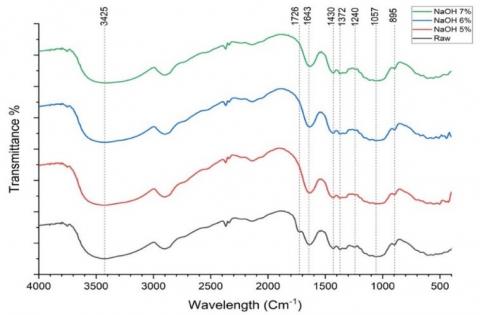
FTIR spectroscopy was used to identify the functional groups of the raw and treated fibers, as shown in Figure 6. Song et al. [26], Cui et al. [27], Hossain et al. [28] have analyzed the effect of the chemical treatment on the physical properties of ramie fiber. The peak of 3425 cm-1, 1057 cm-1, and 895 cm-1 were indicated the O-H, C-O, and β-1,4 glycosidic bond, which indicates the cellulose. However, the peak at 1726 cm-1 (C=O) and 1430 cm-1 (C-H2) suggest the hemicellulose structure, and the peak at 1240 cm-1 (C=C) and 1372 cm-1 were indicated lignin [29].
Figure 6. FTIR spectra of raw and after alkali treatment of ramie fibers
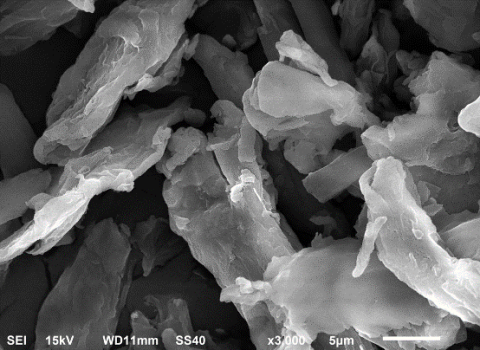
The change peaks of transmittance describe that the hemicellulose and lignin have been removed by alkali treatment. Therefore, the crystallinity index on treated fibers is increased. At the same time, the peak at 1643 cm-1 shows that the absorbed water (OH) reduces slightly after alkali treatment [30]. Figure 7 shows the SEM image of the diameter on MCC powder by 5-20 μm, with high crystallinity by 72.6% [16].
Figure 7. SEM image of Microcrystalline Cellulose (MCC)
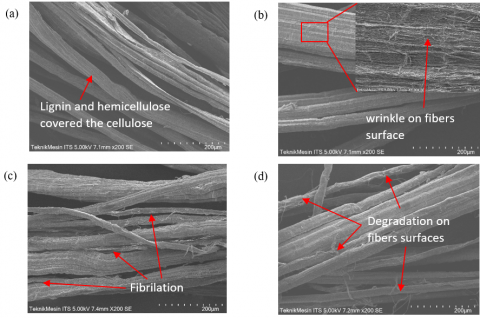
Figure 8 shows the observation images raw ramie fiber and after various alkalized treatments by photo SEM. Figure 8a shows lignin and hemicellulose on the fiber's cell walls. Figure 8b shows alkali treatment by 5 wt.% NaOH causes the impurities around the cell wall to disappear, and the surfaces on the ramie fibers appeared smooth wrinkle of microfibril. Figure 8c shows alkali treatment by 6 wt.% NaOH causes starting fibrillation process causes decrease diameter of ramie fibers. Figure 8d shows a concentration of 7 wt.% NaOH which causes the degradation on the cellulose fiber surfaces and makes some crystal regions damage and swelling around the fiber.
3.3 Tensile strength of single ramie fiber
The single fiber tensile tests were used simultaneously with the three physical characteristics analyzed by XRD, FTIR, and SEM to determine the suitable treatment for the ramie fiber before being used as reinforcement in the composite.
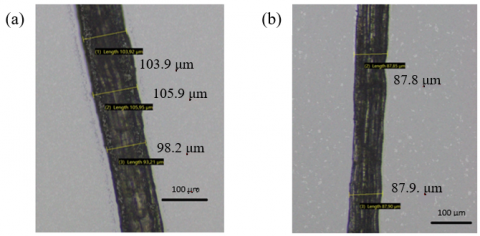
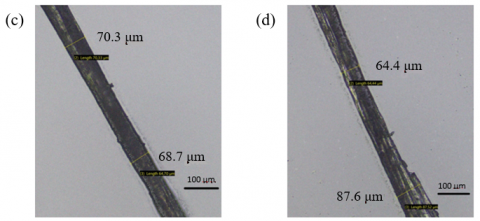
The ramie fibers were placed in a cross-section position in the microscope to find the diameter. Figure 9a shows that the diameter of a single raw fiber is 102±5 μm. Figure 9b shows the alkaline treatment of 5 wt.% with a diameter of 87±5 μm smaller than a raw fiber, causing the impurities (amorphous content) to be eliminated. Figure 9c, the diameter of treated alkali 6 wt.% is 70±5 μm smaller than treated 5 wt.%. In Figure 9d, the diameter of treated alkali fiber of 7 wt.% is 76±5 μm, causing the swelling and porosity after adding a concentration of NaOH. Similar phenomena were founded by Abral et al. [31] on treated Hyacinth fibers with high alkali concentrations. The diameter measurement aims to find the cross-section area of a single ramie fiber which is used to calculate the tensile strength of a single ramie fiber.
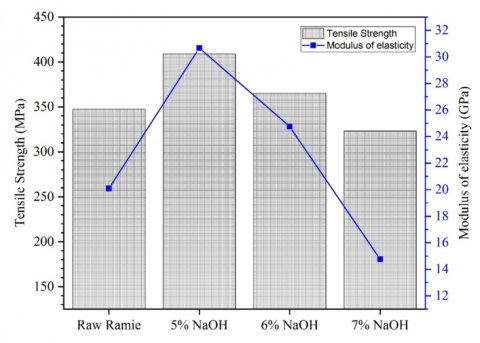
Figure 10 shows the tensile strength of the single ramie fiber. The untreated ramie fiber (raw) has tensile strength and modulus elasticity of 348 MPa and 20 GPa. The alkali treatment by 5 wt% NaOH causes the tensile strength and the modulus of elasticity to increase by 409 MPa and 31 GPa. It is similar to the previous study performed by Shanmugasundaram & Rajendran [32] in which the concentration of NaOH solution was varied 5, 10, and 15 wt.%. It has been founded that optimal immersing on Mulberry fibers by 5 wt.% resulted in the highest single fiber tensile strength and elasticity modulus are 605.6 MPa and 11.7 GPa, respectively. The alkali treatment by 6 and 7 wt.% NaOH causes a decrease in the tensile strength to 365 MPa and 323MPa, respectively, and it decreased the modulus elasticity to 25 GPa and 15 GPa. The low tensile strength indicates some crystalline structure in the cellulose has been damaged by a high concentration of NaOH [33, 34]. From the graph in Figure 10, the modulus elasticity has a similar pattern with tensile strength, which shows the damage in the crystal structure of cellulose causes a decrease in the mechanical properties of ramie fibers.
Figure 8. Photo SEM of ramie fiber (a) raw, (b) treated 5 wt.%, (c) treated 6 wt.%, (d) treated 7 wt.%
Figure 9. Photo Micro of single ramie fiber: (a) raw, (b) treated 5 wt.%, (c) treated 6 wt.%, (d) treated 7 wt.%
Figure 10. Tensile strength of single ramie fiber
3.4 Tensile strength of ramie/polyester laminate composites (LC)
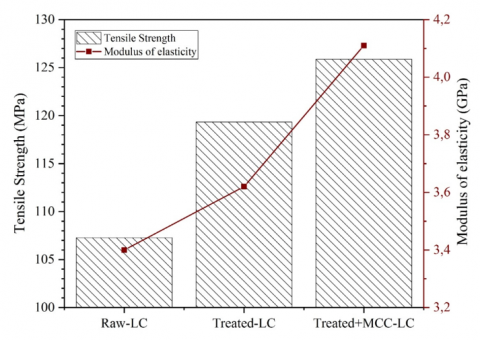
Figure 11 shows the tensile strength of ramie LC samples. The volume fraction of ramie fiber (Vf) in the composite is 30% with 2.5±3 mm thickness. The tensile strength of raw-LC is 107 MPa, which is about 11% lower than treated-LC (119 MPa). This result is similar to the previous studies conducted by Kusmono et al. [35] with woven palm fiber (WPF)/polyester. After alkalization, the tensile strength WPF/polyester composite is increased by 57%. An addition of MCC into treated-LC, the tensile strength (126 MPa) is increased up to 18% compared to the raw-LC. The Modulus of elasticity is increased from 3.4, 3.6 and 4.1 GPa respectively.
Figure 11. Tensile strength of ramie LC
The increase in tensile strength and elastic modulus indicates that the addition of filler MCC into treated fiber can be well dispersed in the polyester matrix and simultaneously increase the adhesion between the matrix and the fiber [16]. The initiation microcrack on laminate composite occurs in the voids, grows due to the stress concentration, and becomes fractured. The addition of MCC filler into the hydrophilics or hydrophobics polymer with right concentration can decrease the matrix's voids and increases the uniform stress transfer [36].
The elastic modulus on treated+MCC-LC increases by 14% compared to treated-LC and 21% of raw fibers. A similiar results has been founded by Rehman et al. [37] by adding MCC filler 5 wt.% into the epoxy matrix which increase the tensile strength and elastic modulus about 53% and 40%, respectively. The addition MCC filler with high concentration decreases the tensile strength and elastic modulus, which is caused by the MCC filler agglomeration and create voids.
Another research was done by Chabros et al. [30]. They added MCC into an unsaturated polyester resin. The addition of MCC filler can improve the mechanical properties. Futhemore, the small concentration of MCC filler could inhibit propagation initial crack. Whereas, the high concentration of filler can reduce miscibility in the resin and tend to form agglomerates.
3.5 Photo SEM of ramie/polyester laminate composite after tensile test
Figure 12. Photo SEM after Tensile Test fracture of: (a) raw-LC, (b) treated-LC, (c) treated+MCC-LC
Figure 12a shows a photo SEM of the tensile fracture of raw-LC. Many voids, debonding, and fiber pull-out can be seen, which indicates the brittle fracture. The debonding occurs due to the release of some fibers from the matrix causes poor interfacial bonding [38]. Fiber pull-out is initiated by some cracks in the matrix and then fiber coming out. Figure 12b shows the excellent adhesion bonding between treated fibers and matrix caused the treated fiber to have smooth wrinkle microfibril on the surfaces. Figure 12c shows photo SEM of the MCC-treated LC in which voids decrease significantly. It indicates an excellent intermolecular hydrogen bond between the carbonyl group in the unsaturated polyester resin and the hydroxyl group in the MCC. Therefore, debonding and fiber pull-out does not exist. It is similar to the previous study conducted by El-Wazery et al. [39]. It did not show fiber-pull out and debonding fracture shape on SEM's hybrid laminated composite of glass/carbon/sisal/flax.
The alkali treatment of 5 wt.% NaOH solution provides the best improvement of ramie fiber's physical and mechanical properties. It results in the highest crystallinity index by 66.3%, impacting the high tensile strength of single ramie fibers. Furthermore, the addition of MCC filler 0.5 wt.% into treated fiber/polyester resin results in the highest tensile strength and elastic modulus of the MCC-treated LC by 126 MPa and 4.1 GPa, respectively. It is due to excellent intermolecular bonding between the MCC, treated fiber, and polyester. It could be seen by SEM image that fiber pull-out and debonding shape do not exist in the fracture of tensile test.
This research is financially supported by the Research Program of Engineering Faculty, Universitas Gadjah Mada. Contract No: 14543/UN1.FTK/SK/HK/2021. The authors are also grateful to all colleagues who have contributed in performing this research.
|
MCC |
Microcrystalline cellulose |
|
I002 |
Maximum intensity (crystalline region) |
|
Iamor |
Minimum intensity (amorphous region) |
|
CI |
Crystallinity Index |
|
LC |
Laminate Composite |
|
Vf |
Volume fraction of fiber |
|
Greek symbols |
|
|
$\mathrm{I}_{\alpha}$ |
Alpha cellulose |
|
$\mathrm{I}_{\beta}$ |
Beta cellulose |
|
2Ɵ |
Angle between transmitted and reflected beam |
[1] Yang, H.S., Kim, H.J., Son, J., Park, H.J., Lee, B.J., Hwang, T.S. (2004). Rice-husk flour filled polypropylene composites; mechanical and morphological study. Compos. Struct., 63(3-4): 305-312. https://doi.org/10.1016/S0263-8223(03)00179-X
[2] Thakur, V.K., Kessler, M.R. (2015). Self-healing polymer nanocomposite materials: A review. Polymer, 69: 369-383. https://doi.org/10.1016/j.polymer.2015.04.086
[3] Lavoratti, A., Romanzini, D., Amico, S.C., Zattera, A.J. (2017). Influence of fibre treatment on the characteristics of buriti and ramie polyester composites. Polymers and Polymer Composites, 25(4): 247-256. https://doi.org/10.1177/096739111702500401
[4] Novarini, E., Sukardan, M.D. (2015). The potency of ramie fiber (Boehmeria Nivea S. Gaud) technical textile industries. Arena Tekstil, 30(2). https://doi.org/10.31266/at.v30i2.1984
[5] Gunturu, B., Vemulapalli, C., Malkapuram, R., Konduru, N. (2020). Investigation on mechanical, thermal and water absorption properties of banana/coir reinforced polypropylene hybrid composites. Revue des Composites et des Matériaux Avancés, 30(3-4): 123-131. https://doi.org/10.18280/rcma.303-402
[6] Narayana, V.L., Rao, L.B., Devireddy, S.B.R. (2020). Effect of fiber percentage and stacking sequence on mechanical performance of unidirectional hemp and palmyra reinforced hybrid composites. Revue des Composites et des Matériaux Avancés, 30(3-4): 153-160. https://doi.org/10.18280/rcma.303-405
[7] Sgriccia, N., Hawley, M.C., Misra, M. (2008). Characterization of natural fiber surfaces and natural fiber composites. Composites Part A: Applied Science and Manufacturing, 39(10): 1632-1637. https://doi.org/10.1016/j.compositesa.2008.07.007
[8] Senthamaraikannan, P., Kathiresan, M. (2018). Characterization of raw and alkali treated new natural cellulosic fiber from Coccinia grandis L. Carbohydrate Polymers, 186: 332-343. https://doi.org/10.1016/j.carbpol.2018.01.072
[9] Fatkhurrohman, Rochardjo, H.S.B., Kusumaatmaja, A., Yudhanto, F. (2020). Extraction and effect of vibration duration in ultrasonic process of cellulose nanocrystal (CNC) from ramie fiber. AIP Conference Proceedings, 2262(1): 030004. https://doi.org/10.1063/5.0015794
[10] Chikouche, M.D.L., Merrouche, A., Azizi, A., Rokbi, M., Walter, S. (2015). Influence of alkali treatment on the mechanical properties of new cane fibre/polyester composites. Journal of Reinforced Plastics and Composites, 34(16): 1329-1339. https://doi.org/10.1177/0731684415591093
[11] Wang, X., Chang, L.L., Shi, X.L., Wang, L.H. (2019). Effect of hot-alkali treatment on the structure composition of jute fabrics and mechanical properties of laminated composites. Materials, 12(9): 1386. https://doi.org/10.3390/ma12091386
[12] Yue, Y. (2011). A comparative study of cellulose I and II fibers and nanocrystals. LSU Master's Theses.
[13] Agwuncha, S.C., Anusionwu, C.G., Owonubi, S.J., Sadiku, E.R., Busuguma, U.A., Ibrahim, I.D. (2019). Extraction of cellulose nanofibers and their eco/friendly polymer composites. Sustainable Polymer Composites and Nanocomposites, 37-64. https://doi.org/10.1007/978-3-030-05399-4_2
[14] Jabbar, A., Militky, ́ J., Wiener, J., Kale, B.M., Ali, U., Rwawiire, S. (2017). Nanocellulose coated woven jute/green epoxy composites: Characterization of mechanical and dynamic mechanical behavior. Compos Struct., 161: 340-349. https://doi.org/10.1016/j.compstruct.2016.11.062
[15] Pichandi, S., Rana, S., Parveen, S., Fangueiro, R. (2018). A green approach of improving interface and performance of plant fibre composites using microcrystalline cellulose. Carbohydrate Polymers, 197: 137-146. https://doi.org/10.1016/j.carbpol.2018.05.074
[16] Jamasri, Yudhanto, F. (2021). Effect of addition microcrystalline cellulose on mechanical properties of jute/glass fibers hybrid laminated composite. International Journal of Automotive Engineering, 12(1): 1-8. https://doi.org/10.20485/jsaeijae.12.1_1
[17] Owolabi, A.F., Ghazali, A., Khalil, H.P.S.A., Hassan, A., Arjmandi, R., Fazita, M.R.N., Haafiz, M.K.M. (2016). Isolation and characterization of microcrystalline cellulose from oil palm fronds using chemomechanical process. Wood and Fiber Science, 48(4): 1-11.
[18] Rambo, M.K.D., Ferreira, M.M.C. (2015). Determination of cellulose crystallinity of banana residues using near infrared spectroscopy and multivariate analysis. Journal of the Brazilian Chemical Society, 26(7). https://doi.org/10.5935/0103-5053.20150118
[19] Yudhanto, F., Jamasri, Rochardjo, H.S.B. (2018). Application of taguchi method for selection parameter bleaching treatments against mechanical and physical properties of agave cantala fiber. IOP Conference Series: Materials Science and Engineering, 352(1). https://doi.org/10.1088/1757-899X/352/1/012002
[20] ASTM D3039. (2008). Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International, West Conshohocken, PA.
[21] Kuo, C.H., Lee, C.K. (2009). Enhancement of enzymatic saccharification of cellulose by cellulose dissolution pretreatments. Carbohydrate Polymers, 77(1): 41-46. https://doi.org/10.1016/j.carbpol.2008.12.003
[22] Ishak, W.H.W., Ahmad, I., Ramli, S., Amin, M.C.I.M. (2018). Gamma irradiation-assisted synthesis of cellulose nanocrystal-reinforced gelatin hydrogels. Nanomaterials, 8(10): 749. https://doi.org/10.3390/nano8100749
[23] Xu, Y., Wang, J., Qian, X., Zuo, L., Yue, X. (2016). Effects of supplementary alkali after alkaline peroxide treatment on the properties of Bleached kraft pine fluff pulp. BioResources, 11(1). https://doi.org/10.15376/biores.11.1.336-353
[24] Rochardjo, H.S.B., Jamasri, J., Yudhanto, F. (2019). Extraction of natural fibers by high-speed blender to produce cellulose sheet composite. International Review of Mechanical Engineering, 13(12). https://doi.org/10.15866/ireme.v13i12.17586
[25] Ishikura, Y., Abe, K., Yano, H. (2010). Bending properties and cell wall structure of alkali-treated wood. Cellulose, 17: 47-55. https://doi.org/10.1007/s10570-009-9360-7
[26] Song, Y., Jiang, W., Nie, K., Zhang, Y., Ben, H., Han, G., Ragauskas, A.J. (2019). An alkali-free method to manufacture ramie fiber. Textile Research, Journal, 89(17): 3653-3659. https://doi.org/10.1177/0040517518811946
[27] Cui, Y., Jia, M., Liu, L., Zhang, R., Cheng, L., & Yu, J. (2018). Research on the character and degumming process of different parts of ramie fiber. Textile Research Journal, 88(17): 2013-2023. https://doi.org/10.1177/0040517517703601
[28] Hossain, S.I., Hasan, M., Hasan, M.N., Hassan, A. (2013). Effect of chemical treatment on physical, mechanical and thermal properties of Ladies finger natural fiber. Advances in Materials Science and Engineering, 2013: 824274 https://doi.org/10.1155/2013/824274
[29] Goriparthi, B.K., Suman, K.N.S., Mohan Rao, N. (2012). Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites. Composites Part A: Applied Science and Manufacturing, 43(10): 1800-1808. https://doi.org/10.1016/j.compositesa.2012.05.007
[30] Chabros, A., Gawdzik, B., Podkościelna, B., Goliszek, M., Pączkowski, P. (2019). Composites of unsaturated polyester resins with microcrystalline cellulose and its derivatives. Materials, 13(1): 62. https://doi.org/10.3390/ma13010062
[31] Abral, H., Kadriadi, D., Rodianus, A., Mastariyanto, P., Ilhamdi, Arief, S., Sapuan, S.M., Ishak, M.R. (2014). Mechanical properties of water hyacinth fibers-polyester composites before and after immersion in water. Materials and Design, 58: 125-129. https://doi.org/10.1016/j.matdes.2014.01.043
[32] Shanmugasundaram, N., Rajendran, I. (2016). Characterization of raw and alkali-treated mulberry fibers as potential reinforcement in polymer composites. Journal of Reinforced Plastics and Composites, 35(7): 601-614. https://doi.org/10.1177/0731684415625822
[33] Xia, L., Zhang, C., Wang, A., Wang, Y., Xu, W. (2020). Morphologies and properties of Juncus effusus fiber after alkali treatment. Cellulose, 27: 1909-1920. https://doi.org/10.1007/s10570-019-02933-9
[34] Darmanto, S., Rochardjo, H.S., Jamasri, Widyorini, R. (2017). Effects of alkali and steaming on mechanical properties of snake fruit (Salacca) fiber. In AIP Conference Proceedings, 1788(1): 030060. https://doi.org/10.1063/1.4968313
[35] Kusmono, Hestiawan, H., Jamasri. (2020). The water absorption, mechanical and thermal properties of chemically treated woven fan palm reinforced polyester composites. Journal of Materials Research and Technology, 9(3): 4410-4420. https://doi.org/10.1016/j.jmrt.2020.02.065
[36] Yudhanto, F., Jamasri, J., Rochardjo, H.S.B., Kusumaatmaja A. (2021). Experimental study of polyvinyl alcohol nanocomposite film reinforced by cellulose nanofibers from agave cantala. International Journal of Engineering, 34(4): 987-998. https://doi.org/10.5829/ije.2021.34.04a.25
[37] Rehman, M.M., Zeeshan, M., Shaker, K., Nawab, Y. (2019). Effect of micro-crystalline cellulose particles on mechanical properties of alkaline treated jute fabric reinforced green epoxy composite. Cellulose, 26: 9057-9269. https://doi.org/10.1007/s10570-019-02679-4
[38] Hestiawan, H., Jamasri, Kusmono. (2018). Effect of chemical treatments on tensile properties and interfacial shear strength of unsaturated polyester/fan palm fibers. Journal of Natural Fibers, 15(5): 762-775. https://doi.org/10.1080/15440478.2017.1364203
[39] EL-Wazery, M.S., EL-Kelity, A.M., Elsad, R.A. (2020). Effect of water absorption on the tensile characteristics of natural/synthetic fabrics reinforced hybrid composites. International Journal of Engineering, 33(11): 2339-2346. https://doi.org/10.5829/ije.2020.33.11b.24