Prediction of Temperature During Machinability of Al2O3 Reinforced Al7075

Varna Krishna* | Vijay K. Shankar | Lakshmidevamma Madarakallu Muniyappa | Mahagundappa M. Benal
© 2020 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Metal matrix composite Al2O3 particle reinforced Al have become useful engineering materials due to their properties such as low cost, wear-resistant, heat-resistant and low weight. The present study focused on prediction of temperature produced during machining of Al2O3 reinforced with Al7075. In this investigation the percentage of Al2O3 (mesh size of 100-300)was varied 1%, 3%, 5%, 7% and 9% to the base material of Al7075. The temperature was measured using thermal gun at machining tip of the tool at which maximum temperature were measured by varying operational parameters such as depth of cut (0.25, 0.5, 0.75, 1 and 1.25mm), spindle speed (80, 112, 140, 200 and 355rpm) and feed rate (0.10, 0.12, 0.16, 0.2 and 0.25mm/sec). Experimental results revels that the temperature increases with increase in feed rate and depth, whereas, in case of spindle speed there is a fluctuation in temperature for all the combinations considered. The percentage contribution of operational parameters on temperature was determined using ANOVA analysis. Overall analyses for all the combination considered shows that feed rate (45.07%), depth (33.75%) and spindle speed (5.2%) on temperature. The developed models with a P-value are less than 0.05 were considered to be a statistically significant with 95% of confidence interval. A good agreement between experimental and statistical modeling were achieved and comparison of experimental and statistical analysis were drawn.
Al7075, temperature, analysis of variance, regression analysis, prediction
In aluminium series composites Al7075 is one of the good qualities and high strength material for many applications. Many investigations were carried out to find out the mechanical and thermal properties of Al2O3 reinforced with Al7075. As the alumina particulates of average 150mm varying from 2% to 6% and wear rate were investigated. The experimental investigations revealed that loss of material increased with increase in load applied and sliding distance [1]. In case of 10%, 15% and 20% weight percentage variation of Al2O3 by varying speed and feed rate. There is a better quality of surface roughness were achieved for low feed rate with high speed [2]. Increase in Al2O3 and SiC with a wt% of 2 to 6% to Al7075 resulted in the increase in hardness, tensile strength and density of the material [3]. In case of hybrid composites (Al2O3+SiC+Mg) by increasing the Mg from 1 to 4 wt% with base metal of Al7075, the results reveled that the compressive strength, tensile strength and hardness of the material increases with increase in Al2O3 and SiC contents [4]. If 9 wt% of TiC and CNT by 0.5, 0.75 and 1.0 wt% to the Al7075, the material removal rate is low for 9% TiC with 0.75 wt% CNT [5]. To measure these optimum values of mixing and operational parameters, mathematical model was developed to optimize the turning process for better surface finish and to reduce the machining cost [6]. Due to the high level of shear strength the chip tool interface temperature increases, when the cutting conditions such as cutting speed, feed rate, depth of cut and cooling system increases [7]. When the process parameters i.e., depth of cut, spindle speed and feed rate increases, there is a proportional increase in cutting temperature [8]. To set the drilling parameters during dry drilling of Al7075-T651 material, Taguchi design method was used and analysis the effect of drilling parameters [9]. During turning of Al7075 with HSS tool, the maximum temperature was attained is around 44.7℃ at a depth of 1mm, speed of 710rpm and feed of 1mm/min and similarly minimum temperature was 35.5℃ at a depth of 0.4 mm, speed of 280rpm and feed rate of 0.4 mm/min respectively [10]. The thermal and mechanical behaviour of Al7075 using PDC and cemented carbide tool, it was concluded that cutting force and feed force is superior in case of PCD compare to cemented carbide [11]. Distribution of Al2O3 about 15% wt. with a particle size of 20mm to Al7075, the optimum cutting conditions for surface roughness is 80 m/min, 0.103 mm/rev and 0.9 mm depth of cut [12]. Heat generated during the process, dictates the tool life and residual stresses in the workpiece. Hence, transient temperature during FSW using different thermocouple layouts, and it yields 375 to 420℃ during the process [13]. The Al7075 has a high temperature resistance, high tensile strength and hardness was obtained about 69.51 N/mm2 and 148.09 VHN, also temperature distribution is superior at 10% reinforcement of aluminum oxide [14]. Investigation of aluminium metal matrix composites have been widely used in all the industrial applications, because it has an excellent wear resistance and mechanical properties and temperature resistance in nature but life of the tool is mainly dependent on the cutting temperature. Al7075 alloy reinforced with Al2O3 play a predominant role in all the streams of applications.
The present experimental investigations were carried out to perform the percentage variation of Al2O3 with the base metal of Al7075 to observe the temperature variations and identify the performance of machining process. Finally, comparisons were made to find out the percentage contribution of each factor on temperature produced during machining process. The observations were made based on the main effect plots and statistical analysis.
The Al2O3 of 100 to 300 mesh size was reinforced with Al7075 composite was prepared by using stir casting method and is shown in Figure 1. In order to obtain matrix, 99.9% pure aluminium was melted in the graphite crucible at 700℃ on furnace and is shown in Figure 1. Then the alumina was added in the crucible and stirred continuously. The prepared samples for testing with varying percentage of Al2O3 and dimension of the samples is 40mm in diameter and 300mm length is shown in Figure 2.
Figure 1. Stir casting method
Figure 2. Specimen preparation as per the standard
Investigations was run using L15 design and carried out using HMT Vikram lathe (Figure 3) by varying three major important operational parameters i.e., depth of cut, spindle speed, and feed rate on temperature. Cutting temperature has one of the important parameters in machining studies to find out the thermal aspects for Al2O3 reinforced with Al7075 alloy were identified and interface temperature gives the heat generated during turning operations (Figure 4). The heat is generated mainly due to friction between moving chip and tool face to measure the temperature using thermal gun and the continuous temperature was measured.
Figure 3. HMT Vikram lathe
Figure 4. Temperature measurement using FLUKE thermal gun
4.1 Experimental results
Figure 5. SEM analysis of AL7075 with varying percentage of Al2O3 (a) 1% (b) 3% (c) 5%
(d) 7% (e) 9% (f) 0%
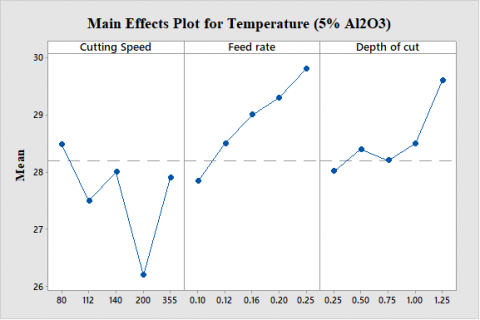
In the present study Al2O3 varies from 0% to 9% with an interval of 1% reinforced with the Al7075 using Taguchi method L15 design array. The temperature was measured using thermal gun to predict the turning interface temperature. The operational parameter such as feed rate, depth of cut and spindle speed were considered to perform the experimental investigations. SEM analyses were performed to identify the distribution of Al2O3 from 0% to 9% is shown in Figure 5. The results revealed that for 5% and 7% of Al2O3 the feed rate and the depth of cut increases linearly with increase in turning temperature and is show in Figure 9 & 10. Whereas in case of 0%, 1% & 3% there is a similar trend was obtained for feed rate, spindle speed and depth of cute and is shown in Figure 6, 7 & 8. But in case of 9% of Al2O3 there is a fluctuation in temperature for spindle speed and there is a gradual increase in temperature from 28.4° to 35.4° for 0.10 mm/sec to 0.20 mm/sec and 0.50 mm to 1.25 mm of feed rate and depth of cut respectively and is shown in Figure 11.
4.2 Main effect plots
Figures 6 to 11 shows that main effect plots of factor effecting on temperature during machining process. The maximum slope gives the significant in the model [15, 16]. The steeper the slope of the line in this investigation is penetration rate followed by depth of cut in all the 5 causes except for 3% of Al2O3 and is depicted in Figures 6, 7, 9, 10, and 11 respectively.
Figure 6. Effect of operational parameters on temperature for 0% Al2O3
Figure 7. Effect of operational parameters on temperature for 1% Al2O3
Figure 8. Effect of operational parameters on temperature for 3% Al2O3
Figure 9. Effect of operational parameters on temperature for 5% Al2O3
Figure 10. Effect of operational parameters on temperature for 7% Al2O3
Figure 11. Effect of operational parameters on temperature for 9% Al2O3
Regression analysis is carried out from the results obtained from the experimental investigations. The machining variables like speed, depth of cut, feed rate on temperature using multiple linear regression method to get a common equation. Using Taguchi method L15 array was used for the combined effect of operational parameters on temperature were carried out and results were drawn to identify the percentage contribution (ANOVA) of each parameter using Minitab-18 [16, 17]. The coefficient of correlation for all the fifteen trials is calculated. Thus, the machinability variables are correlated. The detailed results were given in Table 1. Mathematical models were developed based on multiple regression analysis for temperature using three independent variables and are given in Eqns. (1)-(6) respectively.
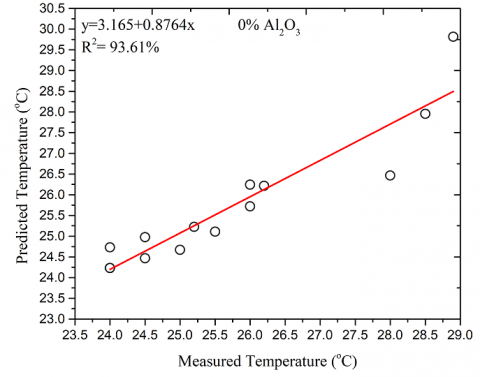
Temp. at 0% Al2O3 = 19.434 + 0.00731 CS + 37.20 FR + 1.981 DOC R2 = 87.64% (1)
Temp. at 1% Al2O3 = 23.270 + 0.00171 CS + 21.09 FR + 2.365 DOC R2 = 80.88% (2)
Temp. at 3% Al2O3 = 19.434 + 0.00731 CS + 37.20 FR + 1.981 DOC R2 = 87.64% (3)
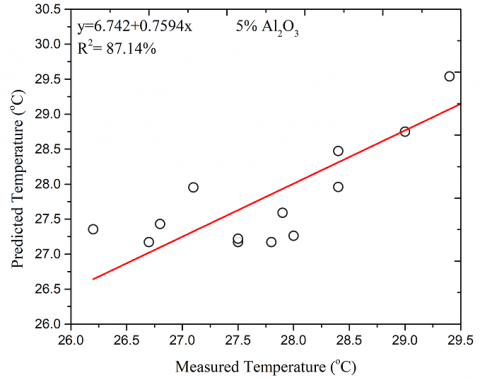
Temp. at 5% Al2O3 = 24.955 + 0.00153 CS + 13.03 FR + 3.159 DOC R2 = 75.95% (4)
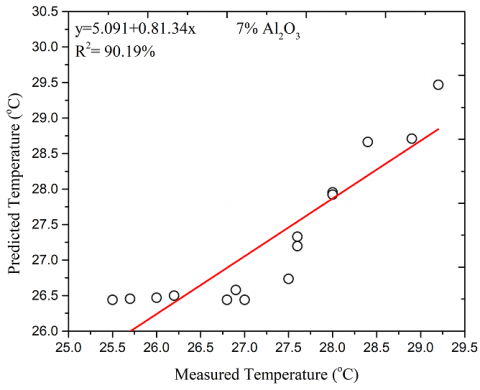
Temp. at 7% Al2O3 = 24.161 + 0.00050 CS + 14.82 FR + 3.027 DOC R2 = 81.34% (5)
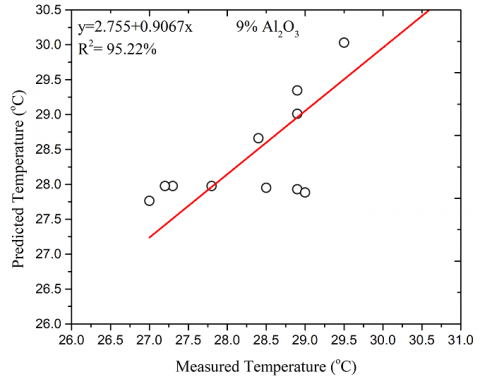
Temp. at 9% Al2O3 = 22.17 + 0.00077 CS + 51.81 FR + 2.740 DOC R2 = 90.67% (6)
5.1 Regression models
Regression models were developed based on the percentage variation of Al2O3 (0% to 9%) to the base metal Al7075. The independent operational parameters such as cutting speed, feed rate and depth of cut to predict the temperature were analyzed. Based on the combinations considered mathematical models were developed as is given in Eqns. (1)-(6). The Models clearly explain the effect of operations in terms of percentage contribution for all the combinations considered out of which P-values for feed rate and depth of cut are less than 0.05 where considered as statistically significant with the output parameters [18-20]. In some case such as 0% Al2O3 and 3% Al2O3 cutting speed also a signification factor with P-values are less than 0.05 and is shown in Table 1. Finally predicted vs measured temperature for all the combinations considered shown in Figure 12 (a)-(f).
Table 1. Analysis of Variance for varying Al2O3 reinforced Al7075 by varying operational parameters
|
0% Al2O3 |
||||
|
Source |
DF |
Contribution |
F-Value |
P-Value |
|
Regression |
3 |
87.64% |
26.01 |
0.000 |
|
CS |
1 |
0.01% |
8.23 |
0.015 |
|
FR |
1 |
75.35% |
77.89 |
0.000 |
|
DOC |
1 |
12.28% |
10.93 |
0.007 |
|
Error |
11 |
12.36% |
|
|
|
Total |
14 |
100.00% |
|
|
|
1% Al2O3 |
||||
|
Regression |
3 |
80.88% |
15.51 |
0.000 |
|
CS |
1 |
5.69% |
0.63 |
0.444 |
|
FR |
1 |
37.15% |
35.18 |
0.000 |
|
DOC |
1 |
38.04% |
21.88 |
0.001 |
|
Error |
11 |
19.12% |
|
|
|
Total |
14 |
100.00% |
|
|
|
3% Al2O3 |
||||
|
Regression |
3 |
87.64% |
26.01 |
0.000 |
|
CS |
1 |
0.01% |
8.23 |
0.015 |
|
FR |
1 |
75.35% |
77.89 |
0.000 |
|
DOC |
1 |
12.28% |
10.93 |
0.007 |
|
Error |
11 |
12.36% |
|
|
|
Total |
14 |
100.00% |
|
|
|
5% Al2O3 |
||||
|
Regression |
3 |
75.95% |
11.58 |
0.001 |
|
CS |
1 |
5.24% |
0.39 |
0.545 |
|
FR |
1 |
4.61% |
10.40 |
0.008 |
|
DOC |
1 |
66.09% |
30.22 |
0.000 |
|
Error |
11 |
24.05% |
|
|
|
Total |
14 |
100.00% |
|
|
|
7% Al2O3 |
||||
|
Regression |
3 |
81.34% |
15.98 |
0.000 |
|
CS |
1 |
9.49% |
0.06 |
0.816 |
|
FR |
1 |
9.09% |
17.92 |
0.001 |
|
Depth |
1 |
62.77% |
37.00 |
0.000 |
|
Error |
11 |
18.66% |
|
|
|
Total |
14 |
100.00% |
|
|
|
9% Al2O3 |
||||
|
Regression |
3 |
90.67% |
35.65 |
0.000 |
|
CS |
1 |
10.76% |
0.06 |
0.816 |
|
FR |
1 |
68.87% |
94.13 |
0.000 |
|
DOC |
1 |
11.04% |
13.02 |
0.004 |
|
Error |
11 |
9.33% |
|
|
|
Total |
14 |
100.00% |
|
|
(a)
(b)
(c)
(d)
(e)
(f)
Figure 12. (a)-(f) Predicted and measured temperature by varying Al2O3 reinforced Al7075
In the present investigation, the machining temperature of fabricated Al2O3 reinforced Al7075 was measured.
(1) Based on the L15 orthogonal array for all the combinations of Al2O3 reinforced Al7075 considered on temperature. The temperature increases with increase in feed rate, depth of cut and spindle speed.
(2) Bases on the results temperature increases with increase in feed rate and depth of cut whereas, spindle speed for 0% and 5% of Al2O3, there is a fluctuation in temperature was obtained. Out of three operational parameters considered, percentage contribution of feed rate is 45.07%, depth of cut is 33.75% and spindle speed is 5.2% respectively. Hence, feed rate and depth of cut is the most influencing parameters on temperature produced during machining process.
(3) The developed models are statistically significant with 95% confidence interval and good agreement between experimental and statistical modeling with an error of less than 10% error were observed.
|
CS |
Cutting speed |
|
FR |
Feed rate |
|
DOC |
Depth of Cut |
[1] Pramod, R., Veeresh Kumar, G.B., Shuvakumar Gouda, P.S., Mathew, A.T. (2018). A study on the Al2O3 reinforced Al7075 metal matrix composites wear behaviour using artificial neural networks. Materialstoday: Proceedings, 5(5): 11376-11385. https://doi.org/10.1016/j.matpr.2018.02.105
[2] Kanca, E., Günen, A. (2016). Investigations on machinability of Al2O3 reinforced Al6061 metal matrix composites. Journal of Natural and Applied Sciences, 20(3): 434-441. https://doi.org/10.19113/sdufbed.72984
[3] Veeresh Kumar, G.B., Rao, C.S.P., Selvaraj, N., Bhagyashekar, M.S. (2010). Studies on AL6061-SiC and Al7075- Al2O3 metal matrix composites. Journal of Mineral and Materials Characterization and Engineering, 9(1): 43-55. https://doi.org/10.4236/jmmce.2010.91004
[4] Suresh, S., Harinath Gowd, G., Deva Kumar, M.L.S. (2019). Mechanical and wear behavior of Al7075/Al2O3/SiC/mg metal matrix nano composite by liquid state process. Advanced Composites and Hybrid Materials, 2: 530-539. https://doi.org/10.1007/s42114-019-00101-y
[5] Gnana Sundari, K., Rishitosh Ranjan, B., Surekha. (2019). Performance evaluation of Al7075 hybrid metal matrix composites during non-convectional machining process. International Journal of Scientific and Technology Research, 8(12): 3871-3877.
[6] Prakash, M., Mohammed Iqbal, U. (2018). Parametic optimization in turning of AA2014/Al2O3 nano composites for machinability assessment using sensors. IOP Conference Series: Materials Science and Engineering, 402(1): 012013. https://doi.org/10.1088/1757-899X/402/1/012013
[7] Santos, M.C., Machado, A.R., Barrozo, M.A.S. (2018). Temperature in machining of aluminum alloys. Temperature Sensing, Chapter 5. Intech Open: 71-89. http://dx.doi.org/10.5772/intechopen.75943
[8] Ravindran, V.N., Babu, J. (2015). Thermal analysis of machining Al7075-T6 using carbide tipped tool. International. Journal of Innovation in Engineering and Technology, 5(4): 160-166.
[9] Bagci, E., Ozcelik, B. (2005). Analysis of temperature changes on the twist drill under different drilling conditions based on Taguchi method during dry drilling of Al 7075-T651. International Journal of Advance Manufacturing Technology, 25: 1061-1074. https://doi.org/10.1007/s00170-004-2569-6
[10] Bhanodaya Reddy, G., Venumurali, J., Sankara, Y., Sivaramudu, G. (2017). Parametric optimization of lathe turning for Al7075 alloy using Taguchi: An experimental study. IOSR Journal of Mechanical and Civil Engineering, 14(3): 39-45. https://doi.org/10.9790/1684-1403063945
[11] Paulo Davim, J., Maranhao, C., Jackson, M.J., Cabral, G., Gracio, J. (2008). FEM analysis in high speed machining of aluminium alloy (Al7075-0) using polycrystalline diamond (PCD) and cemented carbide (K10) cutting tools. International Journal of Advance Manufacturing Technology, 39: 1093-1100. https://doi.org/10.1007/s00170-007-1299-y
[12] Venkatesan, K., Ramanujam, R., Shanghag, V.V., Yalamoori, N.N., Vekatasubba Reddy, D. (2014). Preparation, characterization and machinability of Al7075- Al2O3 matrix composite using multi layer coated carbide insert. Procedia Materials Science, 5: 1819-1828. https://doi.org/10.1016/j.mspro.2014.07.469
[13] Shah, P.H., Badheka, V. (2016). An experimental investigation of temperature distribution and joint properties of Al7075-T651 friction stir welded aluminium alloys. Procedia Technology, 23: 543-550. https://doi.org/10.1016/j.protcy.2016.03.061
[14] Jacob, S., Shajin, S., Gnanavel, C. (2017). Thermal analysis on Al7075/ Al2O3 metal matrix composites fabricated by stir casting process. IOP conference series: Materials Science and Engineering, 183: 1-8. https://doi.org/10.1088/1757-899X/183/1/012010
[15] Shankar, V.K., Kunar, B.M., Murthy, C.S.N (2018). Experimental investigation and statistical analysis of operational parameters on temperature rise in rock drilling. International Journal of Heat and Technology, 36(4): 1176-1180. https://doi.org/10.18280/ijht.360403
[16] Nagamadhu, M., Vijay, K.S., Ravi Kumar, S., Suraj, R., Mohan Kumar, G.C. (2019). Dynamic mechanical analysis and thermal stability of neem wood veneer plastic composites. Materials Today Proceedings, 24(4): 2264-2273. https://doi.org/10.1016/j.matpr.2020.03.754
[17] Shankar, V.K., Kunar, B.M., Murthy, C.S.N. (2020). ANN model for prediction of bit–rock interface temperature during rotary drilling of limestone using embedded thermocouple technique. Journal of Thermal Analysis and Calorimetry, 139: 2273-2282. https://doi.org/10.1007/s10973-019-08646-2
[18] Shankar, V.K., Kunar, B.M., Murthy, C.S., Ramesh, M.R. (2020). Measurement of bit-rock interface temperature and wear rate of the tungsten carbide drill bit during rotary drilling. Friction, 8(6): 1073-1082. https://doi.org/10.1007/s40544-019-0330-2
[19] Shankar, V.K., Kunar, B.M., Murthy, C.S.N. (2020). Temperature measurement during rotary drilling of rocks - A statistical approach. In: Satapathy S., Raju K., Molugaram K., Krishnaiah A., Tsihrintzis G. (eds) International Conference on Emerging Trends in Engineering (ICETE). Learning and Analytics in Intelligent Systems, vol 2. Springer, Cham. https://doi.org/10.1007/978-3-030-24314-2_38
[20] Vijay Kumar, S., Murthy, C.S., Kunar, B.M. (2018). Effect of thermal response on physical properties during drilling operations-a case study. Materials Today Proceedings, 5(2): 7404-7409. https://doi.org/10.1016/j.matpr.2017.11.411