Hardness Property Measurement, Grain Size Reduction and Heat Treatment of AA6061+CuO Composite with and without TiB2 Addition

Senthil Murugan Subramanian* | Maheswaran Karuppaiah
OPEN ACCESS
Aluminum composites are widely used in the aerospace applications for their outstanding properties. Through this study, Aluminum alumina composite was fabricated by in-situ process by adding 2 %, 4 % CuO (Cupric Oxide) powder with the AA6061 matrix alloy. The synthesized in-situ composites were evaluated using optical metallography, Image Analysis, and micro hardness testing. The phases produced in the in-situ process are like α-Al2O3, Mg2Si, Cu, CuAl3. For improving the hardness, the samples were solution heat treated at 535 °C for 4 hours and then aged at 175 °C for 8 hours. From the result, the heat treated samples had much more hardness compared with the as cast samples. In addition to that, the grain refinement study was also done on AA6061 matrix composite reinforced with in-situ alumina particle with TiB2. Al-5%Ti -1%B master alloy was proved to be a good grain refiner.
stir casting, metal matrix composite (MMC), master alloy, cupric oxide (CuO), heat treatment
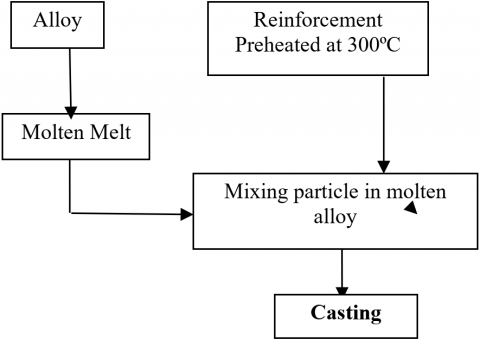
Composite materials are made from two or more constituent materials with significantly different physical, chemical or mechanical properties which remain separate and distinct on a macroscopic level within the finished structure. In case of Metal matrix composite, the matrix is usually a lighter metal such as aluminium, magnesium, titanium, and provides a complaint support for the reinforcement. The reinforcement material is embedded into the matrix. The reinforcement does not always serve a purely structural task (reinforcing the compound), but is also used to change physical properties such as wear resistance, friction coefficient, or thermal conductivity. MMC can be tailored to have superior properties than those of monolithic alloys [1, 2] and have become one of the most important advanced materials used for aerospace, automotive, defence and general engineering applications. For instance, aluminium matrix composite is widely used due its high strength even at elevated temperatures, high stiffness, Low density, high thermal conductivity and excellent abrasion resistance. The evolution of different metal matrix composite systems has led to the development of newer processing techniques, in addition to conventional metal processing techniques. The process of mixing cupric oxide particles (CuO) in aluminium melt is achieved by stir casting process with 1 gm/min. by creating vortex in the melt. Figure 1 shows the schematic diagram of liquid metal stir casting process. From the literature survey, it is well understood that the research with AA6061 and cupric oxide and this composite heat treatment is limited. This original contribution solved the above said problems successfully.
The objective of the present investigation is to fabricate and characterize AA6061 matrix composite by the addition of an oxide bearing compound such as copper II oxide or cupric oxide (CuO). The synthesized composites are evaluated using optical metallography, Image Analysis, micro hardness. In addition to that, AA6061 matrix composite reinforced with CuO particles with and without the addition of TiB2 is also studied.
Figure 1. Schematic diagram of liquid metal stir casting process
2.1 Material selection
In this work, 6061 aluminum alloy is used for preparing the composite. 6061 is a precipitation hardening aluminium alloy, containing magnesium and silicon as its major alloying elements. The chemical composition was checked by optical emission spectroscopy and the actual composition of the alloy used in this study is given in Table 1. The reinforcement material is embedded into the matrix. Cupric Oxide (CuO) powder is used as reinforcement. In addition, Al-5%Ti -1%B master alloy is used as the grain refiner, which is called as TiB2. The literature shows that Al-5%Ti -1%B master alloy gives the good results with the matrix alloy as compared to another master alloy Al-5%Ti -0.1%B. The addition of Al-5Ti-1B slightly reduced hot tears while Al-1Ti-3B addition significantly reduced hot tears [3]. The reason is the addition of Al-5Ti-1B does not lead to a reduction of hot tears because of large TiAl3 particles acting as stress risers during solidification.
Table 1. Chemical Composition of 6061 matrix Alloy
|
Element |
Si |
Fe |
Cu |
Mn |
Mg |
|
Weight % |
0.65 |
0.15 |
0.26 |
0.09 |
0.65 |
|
Element |
Cr |
Ni |
Zn |
Ti |
Al |
|
Weight % |
0.15 |
0.01 |
0.04 |
0.02 |
97.0 |
2.2 Fabrication of composites
Alloy processing was done by resistance heated furnace. The 6061 Al alloy was available as ingots. The required amount of the 6061 Al alloy was taken from the ingots and put into the furnace where the crucible was already kept. When the temperature reaches 659 ºC the alloy came to the liquid stage. At this temperature, the alloy losses its strength and at 720 ºC the fluidity is increased. Due to the lack of magnesium content (verified with optical emission spectroscopy) in 6061 Al. the required amount was added to tally it. By adding 1%wt. magnesium the wettability of the melt was also increased. At higher temperature about 730 ºC the alloy was undergone to the degassing process using hexa chloro ethane (C2Cl6) degassing tablets. These tablets of 0.7%wt. were plunged into the melt. And the alloy was maintained its temperature to 730ºC, then the preheated (300°C) cupric oxide powder was added (x% wt, x=2%, 4%) with the speed of 1gm per minute using the composite synthesis set up. The composite was left to the stirring process about 20 minutes for the in-situ production of reinforcement Al2O3 by the reaction between matrix (Al.) and CuO [4]. Furthermore, to improve the performance of the composite, the Al-5%Ti-1%B (TiB2) master alloy was added (0.4%wt.) with the reinforcement added composite to refine the composite structure. Finally, the molten metal mixture of reinforcement and alloy was poured into the preheated (150 °C) mould. The produced in-situ composite confirmed the different strength [5]. Figure 2 shows the mixing process during composite preparation and Figure 3, Figure 4 shows the images of mould used and the composites prepared respectively.
Figure 2. Mixing process
Figure 3. Mould
Figure 4. Prepared castings
3.1 Chemical composition analysis
The compositions present in the in situ composites prepared were identified using optical emission spectrometer and listed in the Table 2. From the table, it is clearly noted that when the addition of CuO increases the Al content decreases due to the increase of Cu content. In addition, it is proved that TiB2 also increases the value of Ti in the composites compared with non-TiB2 composites.
Table 2. Chemical composition of prepared composites
|
Specimen |
Si |
Fe |
Cu |
Mn |
Mg |
|
6061+2 % CuO |
0.75 |
0.13 |
1.6 |
0.09 |
1.0 |
|
6061+2 % CuO +TiB2 |
0.8 |
0.13 |
1.8 |
0.09 |
0.8 |
|
6061+4 % CuO |
1.0 |
0.8 |
3.5 |
0.1 |
1.2 |
|
6061+4 % CuO +TiB2 |
0.8 |
0.73 |
3.2 |
0.1 |
0.8 |
|
Specimen |
Cr |
Ni |
Zn |
Ti |
Al |
|
6061+2 % CuO |
0.13 |
0.05 |
0.03 |
0.02 |
96.5 |
|
6061+2 % CuO +TiB2 |
0.13 |
0.04 |
0.02 |
0.045 |
96.4 |
|
6061+4 % CuO |
0.12 |
0.04 |
0.01 |
0.03 |
93.0 |
|
6061+4 % CuO +TiB2 |
0.13 |
0.07 |
0.02 |
0.044 |
94.5 |
3.2 Microstructure characterization of samples
Optical microscope with image analysis was used to examine the microstructural features of the specimens. Keller’s etchant was used to etch the polished specimens for getting the clear view. Table 3 shows the content of Keller’s etchant.
Table 3. Keller’s etchant for aluminium alloys
|
Etchant |
Concentration (ml.) |
Conditions |
|
Keller’s Etch Distilled water Nitric acid Hydrochloric acid Hydrofluoric acid |
190 5 3 2 |
10-30 second immersion (Use fresh) |
3.2.1 Al 6061+ X CuO composite without TiB2 (X=2 %, 4 %)
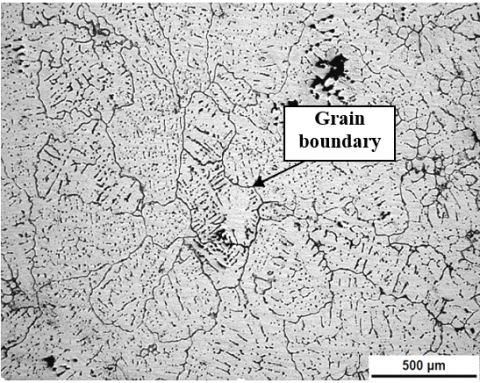
Metal matrix composite with Al 6061 aluminium alloy as matrix and alumina particles as reinforcement, generated by in situ reaction between CuO and molten 6061 without TiB2 was produced [6]. Figure 5 and 6 shows the optical microstructures of the in- situ composite produced through stir casting by the addition of 2 % CuO and 4 % CuO respectively without the addition of TiB2 under etched condition to identify the grain boundary. We can observe alumina particles and the formation of grain boundary in the microstructure. The intermetallics formed are also observed in the microstructures. The formation of alumina particles and the phases produced like CuAl2 are confirmed. From the Figure 5, grain values are calculated for the composite without TiB2 and the grain size is majorly around 100 µm-350 µm.
Figure 5. Microstructure of Al 6061+ 2 % CuO without TiB2, 5X, Etched
The Figure 6 is for the composite by the addition of 4 % CuO without TiB2. In the microstructure intermetallic of Cu, Θ=CuAl2, is formed like “Tree like-shape” that will improve the properties of the in situ composite castings. The grain boundaries can be visible by using the etchants. From the Figure the grain size is majorly 90 µm-280 µm.
Figure 6. Microstructure of Al 6061+ 4% CuO without TiB2, 20X, etched
3.2.2 Al. 6061+ X CuO composite with TiB2 (X=2 %, 4 %)
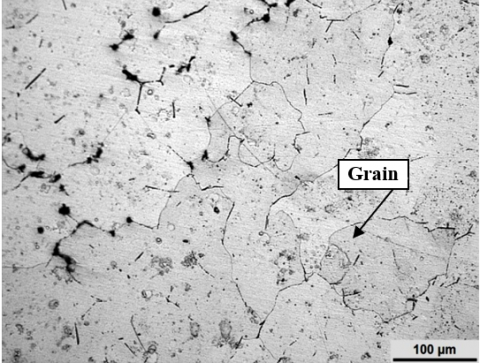
In order to reduce the grain size and to increase the properties the grain refiner Al-5Ti-1B master alloy (TiB2) was added with 0.4 % wt. to produce the 0.02 % Ti inside the in-situ composite which was already produced. Figure 7 is the microstructures of in-situ composite by the addition of 2 % CuO with TiB2. From the Figure, it is clearly shown that the TiB2 would reduce the grain size from 100 µm-350 µm (Figure 5) to 80 µm-100 µm. The high magnification of 20X of figures shows the grain boundaries of the grains.
The grain boundary of the composite casting specimen is well shown in the Figures 8 (B) the grain size is nearly 35-60µm. Alumina particles produced will improve the strength and hardness, Copper and the unmixed CuO powder are also shown in Figure 8 (A). It might be possible, if the quantity of CuO was more. The θ phase CuAl2 produced [7] inside the composite during solidification is shown in the Figure 8 (A) as the ring. The β formation is also possible that is clearly visible in the Figure 8 (B). These two phases may change the properties of the casting.
Figure 7. Microstructure of Al 6061 + 2 % CuO in-situ composite with TiB2, B-20X, etched
(a)
(b)
Figure 8. Microstructure of Al 6061+4 % CuO in-situ composite with TiB2, A-50X, B-100X, etched
Figure 8 shows the details that the TiB2 produced by adding Al-5Ti-1B acts as a good grain refiner for aluminum alloys and the grain refinement is well improved as compared with the castings without the addition of Al-5Ti-1B. That difference is well seen in the microstructure of with and without Al-%Ti-1B addition. The grains produced have average the size of 95 µm.
According to literatures, many optimisation techniques are used to get data about behaviour of the stir casting process. Among them, Taguchi method is widely used for the simple engineering problems [8].
3.2.3 Grain size values of composite
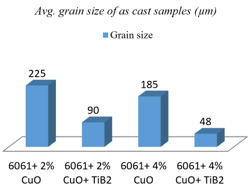
The TiB2 master alloy additions were the main factors to reduce the grain size. By reducing the grain size we can improve the properties of the composite casting. The grain sizes were identified using the image analyzer which was attached to the Leica optical microscope. The Table 4 gives the average grain size values observed while taking the microstructures using Leica optical microscope with image analyser. From the result, it is proved that the TiB2 addition refines the grains and reduces its sizes.
Table 4. Grain size values of as cast samples
|
Sl. No |
Sample description |
Avg. Grain size of as cast samples (µm) |
|
1 |
6061+ 2% CuO |
225 |
|
2 |
6061+ 2% CuO+ TiB2 |
90 |
|
3 |
6061+ 4% CuO |
185 |
|
4 |
6061+ 4% CuO+ TiB2 |
48 |
From the Figure 9, it is inferred that the grain sizes were much reduced by the addition of TiB2 with the composite. This is mainly due to the nucleation of the Titanium boride. The initial value of the grain size is 225 µm and was reduced to 90 µm with small amount of TiB2. Grain size was also further reduced with 4 % wt. of CuO and TiB2 with value of 48 µm. If grain size decreases, hardness will also increase [9].
Figure 9. Relationship between the type of specimen and grain size
3.3 Micro hardness testing (Vickers hardness)
The size, shape and distribution of phases, grain size all have a profound influence on the mechanical properties of metals. Precision microscopes were used to measure the indentations; these usually had a magnification of around 500 X and measurement to an accuracy of +0.5 micrometers. Also with the same observer differences of +0.2 micrometers can usually be resolved. Vickers hardness test was conducted on the composite to identify the hardness of the different phases. Table 5 gives the hardness values of composite samples in the heat treated condition (solution treated and age hardened) for various composite specimen and for as cast condition. Figure 10 also shows the relationship of hardness values and the type of specimens/samples. The samples were solution heat treated at 535°C for 4 hours and then aged at 175°C for 8 hours. The results show the formation of very fine precipitates and increase the strength/ hardness. The addition of master alloy Al-5Ti-1B had increased the hardness of Al 6061 thus releasing the fine intermetallic particles, which distributes uniformly in the melt and act as nucleating sites. These intermetallic particles (θ, θ1=CuAl2) are stable and aids in increasing the strength and hardness.
Therefore the hardness values obtained by micro hardness testing confirm that the addition of Al-5Ti-1B master alloy will improve the properties of the materials and increase the hardness value. The heat treatment process with solution treatment following age hardening also increases the hardness value to 25 Hv higher than the as condition.
Table 5. Hardness values of samples
|
Sl. No |
Sample description |
Vickers hardness values (HV) |
|
|
As cast condition |
Heat treated |
||
|
|
6061+ 2 % CuO |
97.3 |
141 |
|
|
6061+ 2 % CuO+ TiB2 |
138.5 |
166 |
|
|
6061+ 4 % CuO |
114.8 |
147 |
|
|
6061+ 4 % CuO+ TiB2 |
120.8 |
151 |
Figure 10. Vickers hardness values of specimens at various conditions
Aluminum Composite was successfully fabricated by stir casting process. The composite fabricated has the phases of α-Al2O3, Mg2Si, CuAl2, CuO and Cu. The β phases, θ phases and α- Al2O3 improves the mechanical properties of the castings. The addition of 0.4% TiB2 (through master alloy addition- Al-5Ti-1B) with the composite reduces the grain size and increases the hardness values from 141Hv to166Hv. The TiB2 acts as a good grain refiner and increases the strength and hardness values by nucleating particles. Age hardening for 175°C for 8hr. after solution treatment improves the hardness value nearly 30Hv - 40Hv as compared with the samples without ageing.
The authors would like to thank Dr T P D Rajan, Principal Scientist, Materials Science and Technology Division (MSTD), NIIST-CSIR, Thiruvananthapuram, India for his values guidance and support.
|
TiB2 |
Titanium boride |
|
CuO |
Cupric oxide |
|
C2Cl6 |
hexa chloro ethane |
|
Cu |
Copper |
|
Al |
Aluminium |
|
AA Ti |
Aluminium association Titanium |
[1] Vevecka-Priftaj A, Bohner A. (2008). Strain rate sensitivity of ultrafine grained aluminum alloy AA6061. Mat. Sci. Forum 584-586: 741-747. https://doi.org/10.4028/www.scientific.net/MSF.584-586.741
[2] Senthil Murugan S, Jegan V, Velmurugan M. (2018). Mechanical properties of SiC, Al2O3, reinforced aluminium 6061-T6 hybrid matrix composite. Journal of the Institution of Engineers (India): Series D 99(1): 71-77. https://doi.org/10.1007/s40033-017-0142-3
[3] Sklenicka V, Dvorak J. (2005). Effect of processing route on microstructure and mechanical behavior of ultrafine grained metals processed by severe plastic deformation. Mat. Sci. Forum 482: 83-88. https://doi.org/10.4028/www.scientific.net/MSF.482.83
[4] Maity PC, Chakraborty PN, Panigrahi SC. (1997). Al.– Al2O3 in situ particle composites by reaction of CuO particles in molten pure Al. Elsevier Materials Letters 30: 147-151. https://doi.org/10.1016/S0167-577X(96)00188-7
[5] Hoseini M, Meratian M. (2005). Tensile properties of in-situ aluminium–alumina composites. Materials Letters 59(27): 3414-3418. https://doi.org/10.1016/j.matlet.2005.06.006
[6] Zhang J, Yu HS, Chen HM, Min GH. (2010). Al-Si/Al2O3 In-situ composite preparedby displacement reaction of CuO/Al System. China Foundry 7(1): 19-23. https://doi.org/10.11890/1006-7191-101-72
[7] Chakrabartia DJ, Laughlinb DE. (2004). Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Progress in Materials Science 49: 389-410. https://doi.org/10.1016/S0079-6425(03)00031-8
[8] Vishnoi M, Veerendra Kumar AN, Murugan SS. (2018). Parameter optimisation of micro ECDM process of borosilicate glass. Environmental and Earth Sciences Research Journal 5(2): 48-52. https://doi.org/10.18280/eesrj.050203
[9] Murugan SS. (2018). Characterisation and heat treatment of AA6061 with and without TiB2. Journal of Recent Trends in Mechanics 3(3): 1-6.