Minh Hue Pham Thi![]() | Quoc Manh Nguyen
| Quoc Manh Nguyen![]() | Anh Tuan Nguyen
| Anh Tuan Nguyen![]() | Van Thinh Nguyen
| Van Thinh Nguyen![]() | Minh Hung Vu
| Minh Hung Vu![]() | The Vinh Do*
| The Vinh Do*![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study presents a hybrid Response Surface Methodology (RSM) and Particle Swarm Optimization (PSO) framework to optimize hard turning of SKD11 steel under Minimum Quantity Lubrication (MQL) using a novel Al₂O₃–SiO₂ hybrid nanofluid in canola oil. Conducted with a CBN insert, experiments evaluated surface roughness (Ra) and material removal rate (MRR) across cutting speeds (60–100 m/min), feed rates (0.10–0.15 mm/rev), depths of cut (0.2–0.6 mm), and nanoparticle concentrations (Al₂O₃: 0–2 wt.%, SiO₂: 0–1 wt.%). A predictive RSM model (R² = 99.84%, p < 0.05) was developed for Ra. Single-objective PSO optimization yielded a minimum Ra of 0.5443 µm. Multi-objective optimization achieved a trade-off solution with Ra = 0.584 µm and MRR = 5230 mm³/min, demonstrating the balance between surface quality and productivity. These results confirm the potential of hybrid nanofluid-assisted MQL combined with a hybrid RSM–PSO optimization algorithm in enhancing machining performance and supporting sustainable manufacturing practices in die and mold applications.
hard turning, surface roughness, material removal rate, nanofluid Minimum Quantity Lubrication (MQL), Response Surface Methodology (RSM), Particle Swarm Optimization (PSO), Al₂O₃/SiO₂ nanoparticles
Hard turning of heat-treated steels has emerged as a cost-effective alternative to grinding for producing high-quality components with tight dimensional tolerances and superior surface finishes. SKD11 steel, a high-carbon, high-chromium cold work tool steel, is widely used in the mold and die industry due to its excellent hardness and wear resistance after heat treatment [1]. However, machining such hardened materials (≥ 55 Rockwell Hardness, Scale C (HRC)) remains challenging due to elevated cutting forces, rapid tool wear, and the risk of thermal damage to both tool and workpiece surfaces [2, 3].
To overcome these issues, Minimum Quantity Lubrication (MQL) has gained attention as an eco-friendly and efficient cooling-lubrication technique [4, 5]. The integration of nanoparticles into MQL fluids significantly enhances the lubrication and cooling properties by improving heat dissipation and reducing friction at the tool–chip interface [6, 7]. This method not only improves surface quality and tool life but also aligns with green manufacturing initiatives [8].
Recent studies have explored various strategies to improve the machinability of hardened steels under MQL conditions using nanofluids. Nanoparticles such as Al₂O₃, SiO₂, CuO, and TiO₂ have been reported to significantly reduce surface roughness (Ra) and cutting temperature while enhancing tool life and chip morphology [9-11]. Among them, Al₂O₃ is known for its high thermal conductivity [12, 13], while SiO₂ offers excellent dispersion stability and tribological behavior in the cutting zone [14, 15].
Building on these individual benefits, recent research has focused on hybrid nanofluids, which combine two or more nanoparticle types to achieve synergistic improvements in lubrication and heat dissipation. Kuntoglu [16] provided a comprehensive review on the application of hybrid nanofluids in machining, highlighting their superior performance in cutting temperature control, tool wear reduction, and surface finish enhancement. Experimental studies have confirmed these advantages in practice. For example, Merga et al. [17] reported significant improvements in Ra and tool life when turning AISI 4140 steel using an Al₂O₃–CuO nanofluid under MQL conditions. Likewise, Safiei et al. [18] demonstrated that a tri-hybrid nanofluid composed of SiO₂, Al₂O₃, and ZrO₂ effectively reduced Ra and cutting temperature in the end milling of aluminum alloys.
In grinding applications, Li [19] showed that an Al₂O₃/SiC hybrid nanofluid outperformed conventional coolants in achieving better surface integrity. Specifically for the Al₂O₃–SiO₂ combination, Salameh et al. [20] applied fuzzy modeling and Particle Swarm Optimization (PSO) to optimize its thermophysical properties, indicating its potential for high-performance machining environments. These findings collectively support the viability of hybrid nanofluids—particularly those combining Al₂O₃ and SiO₂ - for enhancing MQL-assisted machining operations. The Al₂O₃–SiO₂ hybrid was chosen due to the complementary properties of the two nanoparticles. Al₂O₃ offers high thermal conductivity, which enhances heat dissipation at the tool–chip interface, while SiO₂ provides excellent dispersion stability and tribological behavior, acting as a solid lubricant to reduce friction. This combination enables synergistic effects that improve both thermal control and surface finish.
Despite growing interest in hybrid nanofluids, there is a clear lack of research applying dual-nanoparticle MQL (particularly Al₂O₃–SiO₂) in hard turning of high-hardness steels (≥ 55 HRC). Moreover, most studies focus on single-response optimization, whereas few have explored integrated optimization of both Ra and MRR, which is essential for balancing quality and productivity in industrial machining.
While previous studies have demonstrated the benefits of hybrid nanofluids in various machining processes, the integration of dual-nanoparticle systems such as Al₂O₃ and SiO₂ in hard turning of high-hardness tool steels under MQL conditions remains limited. Moreover, most current research has mainly focused on assessing surface roughness or certain other machining criteria individually, without integrating both quality and efficiency objectives into a unified optimization framework.
Additionally, although Response Surface Methodology (RSM) has been widely employed to model the influence of cutting parameters, it is often constrained in global search capabilities, especially in complex or multi-objective optimization scenarios. To address this, hybrid RSM–PSO frameworks have been successfully applied in various machining contexts. For instance, Gupta et al. [21] combined RSM and PSO to optimize surface roughness and tool wear in MQL turning of titanium alloys. Malghan et al. [22] applied this hybrid approach for optimizing milling of aluminum matrix composites, while Nguyen et al. [23] compared RSM–DA and PSO–TOPSIS methods in optimizing MQL turning of 9XC steel. These studies highlight the effectiveness of RSM–PSO combinations in solving nonlinear and multi-response machining problems.
Building upon this foundation, the present study proposes a hybrid RSM–PSO optimization approach to enhance the performance of nanofluid-assisted hard turning of SKD11 steel. Al₂O₃ and SiO₂ nanoparticles are dispersed in canola oil to formulate an eco-friendly hybrid nanofluid used under MQL conditions. The main objectives are: to develop a predictive model for surface roughness using RSM based on experimental data; to optimize the machining parameters for minimum Ra using PSO; and to perform multi-objective optimization of both Ra and MRR to achieve a balance between surface quality and material removal efficiency. This study advances sustainable and high-performance machining by integrating a hybrid optimization algorithm based on RSM and PSO with environmentally friendly MQL techniques.
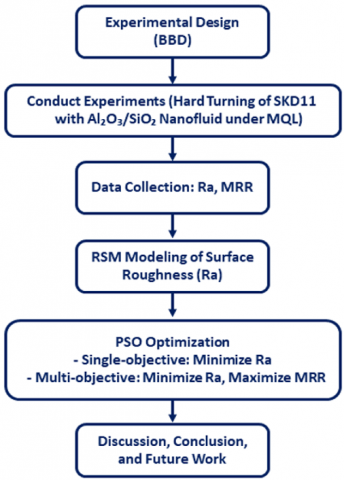
To systematically achieve these objectives, a research framework has been developed, as illustrated in Figure 1. The study begins with the description of the experimental setup and the preparation of the hybrid nanofluids. This is followed by the development of a predictive RSM model and the application of PSO for optimization. Finally, the results are discussed, and conclusions are drawn along with suggestions for future work.
Figure 1. Research framework of the present study
2.1 Workpiece material
The workpiece material used in this study was SKD11 tool steel, which was supplied in a pre-hardened condition by a certified manufacturer. No additional heat treatment was applied. The hardness of the material was verified using a Mitutoyo Rockwell hardness tester (Model: HR-521), yielding an average value of 55 ± 2 HRC, measured at three different locations.
The elemental composition of the SKD11 steel is summarized in Table 1 to ensure reproducibility. The cylindrical workpieces had a diameter of 40 mm and a length of 200 mm. During machining, each workpiece was securely clamped using a three-jaw chuck on a CNC lathe to ensure stability and minimize vibration.
Table 1. Chemical composition of SKD 11
|
C |
Si |
Mn |
Ni |
Cr |
Mo |
W |
V |
Cu |
P |
S |
|
1.4 - 1.6 |
0.4 |
0.6 |
0.5 |
11.0 -13.0 |
0.8 -1.2 |
0.2 - 0.5 |
≤ 0.25 |
≤ 0.25 |
≤ 0.03 |
≤ 0.03 |
2.2 Cutting tool and machine setup
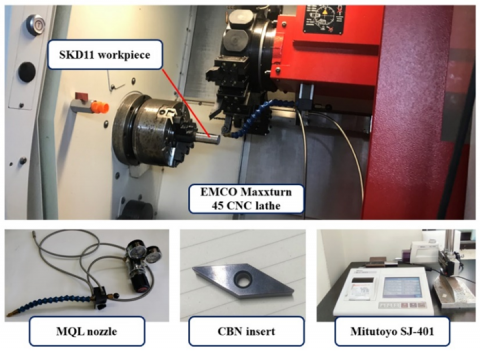
Hard turning experiments were performed on an EMCO Maxxturn 45 CNC lathe as shown in Figure 2. A CBN insert with a rhombic geometry (vertex angle: 35°, insert size: 16 mm, and nose radius: 0.4 mm) was used. The tool was rigidly mounted to minimize vibrations during machining.
Figure 2. Experimental setup for hard turning
2.3 Nanofluid preparation and MQL conditions
Al₂O₃ nanoparticles (average size: 20 nm; purity: 99.9%) and SiO₂ nanoparticles (average size: 100 nm; purity: 99.5%) were purchased from Zhuoer Chemistry Co., Ltd. (China), a commercial supplier of laboratory-grade nanomaterials.
The nanoparticles were dispersed into canola oil without the use of surfactants to avoid altering the tribological behavior of the lubricant. The nanofluids were prepared using magnetic stirring for 3 hours, followed by ultrasonication at 40 kHz for 30 minutes to ensure homogeneous dispersion and minimize agglomeration. The nanofluids were freshly prepared before each set of machining experiments to ensure stability throughout the process.
During machining, the nanofluid was applied using an MQL system equipped with a Noga precision nozzle. The nozzle was positioned at an angle of 45° relative to the cutting edge, with a distance of 20 mm from the tool–workpiece interface. The system was set to deliver the nanofluid mist at an air pressure of 4 bar and a flow rate of 50 mL/h, ensuring consistent lubrication and cooling during all cutting operations.
2.4 Experimental design
A Box-Behnken Design (BBD) was employed to systematically plan the experiments, enabling the evaluation of both linear, quadratic, and interaction effects of input parameters with a relatively small number of experimental runs. This design is particularly effective for optimizing responses in machining processes where extreme factor levels may cause instability or tool failure.
The primary input parameters considered in this study were cutting speed (Vc: 60–100 m/min), feed rate (f: 0.10–0.15 mm/rev), depth of cut (ap: 0.2–0.6 mm), concentration of Al₂O₃ nanoparticles (A: 0–2 wt.%), and concentration of SiO₂ nanoparticles (B: 0–1 wt.%). The selection of parameter ranges was based on the recommendations from the cutting tool manufacturer to ensure machining stability and tool life, relevant findings from previous studies on nanofluid-assisted hard turning, and the authors' prior research experience in machining high-hardness materials under MQL conditions.
A total of 46 experimental runs were conducted, including center points to estimate pure error and enhance the robustness of the RSM models. Surface roughness and material removal rate were selected as the output responses for analysis and optimization.
Although both Ra and MRR were selected as output responses for optimization, only Ra was modeled using RSM due to its complex dependency on process interactions. In contrast, MRR was calculated directly using a deterministic formula based on cutting parameters.
To minimize the effects of uncontrolled variation such as tool wear progression and ambient changes, the experimental run order was randomized.
2.5 Surface roughness measurement
Surface roughness was measured using a Mitutoyo SJ-401 surface profilometer in accordance with ISO 4287 standards. The cut-off length was set to 0.8 mm, and the evaluation length was 4 mm. The traverse speed of the stylus during measurement was set to 0.5 mm/s, as recommended by the manufacturer for general surface finish inspection.
The profilometer offers a vertical resolution of 0.01 μm, enabling precise detection of fine surface irregularities. The device was calibrated before the experiments using a standard calibration block provided by Mitutoyo to ensure measurement accuracy.
For each machined surface, Ra measurements were taken at three different locations, and the average value was used for analysis to account for surface variability and minimize random errors.
This section presents and discusses the results obtained from the hard turning experiments of SKD11 steel using hybrid Al₂O₃–SiO₂ nanofluids under MQL conditions. The experimental data were analyzed using RSM to develop regression models for surface roughness, followed by optimization using PSO. The effects of input parameters on machining performance and the optimal conditions for improving surface quality and productivity are discussed.
The complete set of experimental results is summarized in Table 2. Ra values ranged from 0.60 µm to 1.10 µm across the experiments. The lowest Ra of 0.60 µm was observed in Run 6 under a cutting speed of 100 m/min, feed rate of 0.1 mm/rev, depth of cut of 0.4 mm, with 2 wt.% Al₂O₃ and 0.5 wt.% SiO₂ concentrations. Conversely, the highest Ra value of 1.10 µm was recorded in Run 38 under a cutting speed of 80 m/min, feed rate of 0.15 mm/rev, and a depth of cut of 0.6 mm without nanoparticle addition.
Table 2. Experimental results for Ra and MRR
|
Run |
A (%wt) |
B (%wt) |
Vc(m/min) |
F (mm/rev) |
ap(mm) |
Ra (µm) |
MRR (mm³/min) |
|
1 |
0 |
0.5 |
60 |
0.1 |
0.4 |
0.8 |
2400 |
|
2 |
0 |
0.5 |
100 |
0.1 |
0.4 |
0.74 |
4000 |
|
3 |
0 |
0.5 |
60 |
0.15 |
0.4 |
1.04 |
3600 |
|
4 |
0 |
0.5 |
100 |
0.15 |
0.4 |
0.98 |
6000 |
|
5 |
2 |
0.5 |
60 |
0.1 |
0.4 |
0.66 |
2400 |
|
6 |
2 |
0.5 |
100 |
0.1 |
0.4 |
0.6 |
4000 |
|
7 |
2 |
0.5 |
60 |
0.15 |
0.4 |
0.9 |
3600 |
|
8 |
2 |
0.5 |
100 |
0.15 |
0.4 |
0.84 |
6000 |
|
9 |
1 |
0 |
80 |
0.1 |
0.2 |
0.7 |
1600 |
|
10 |
1 |
0 |
80 |
0.1 |
0.6 |
0.76 |
4800 |
|
11 |
1 |
0 |
80 |
0.15 |
0.2 |
0.94 |
2400 |
|
12 |
1 |
0 |
80 |
0.15 |
0.6 |
1 |
7200 |
|
13 |
1 |
1 |
80 |
0.1 |
0.2 |
0.68 |
1600 |
|
14 |
1 |
1 |
80 |
0.1 |
0.6 |
0.74 |
4800 |
|
15 |
1 |
1 |
80 |
0.15 |
0.2 |
0.92 |
2400 |
|
16 |
1 |
1 |
80 |
0.15 |
0.6 |
0.98 |
7200 |
|
17 |
0 |
0 |
80 |
0.125 |
0.2 |
0.88 |
2000 |
|
18 |
0 |
0 |
80 |
0.125 |
0.6 |
0.94 |
6000 |
|
19 |
2 |
0 |
80 |
0.125 |
0.2 |
0.74 |
2000 |
|
20 |
2 |
0 |
80 |
0.125 |
0.6 |
0.8 |
6000 |
|
21 |
0 |
1 |
80 |
0.125 |
0.2 |
0.86 |
2000 |
|
22 |
0 |
1 |
80 |
0.125 |
0.6 |
0.92 |
6000 |
|
23 |
2 |
1 |
80 |
0.125 |
0.2 |
0.72 |
2000 |
|
24 |
2 |
1 |
80 |
0.125 |
0.6 |
0.78 |
6000 |
|
25 |
1 |
0.5 |
60 |
0.1 |
0.2 |
0.72 |
1200 |
|
26 |
1 |
0.5 |
60 |
0.1 |
0.6 |
0.78 |
3600 |
|
27 |
1 |
0.5 |
100 |
0.1 |
0.2 |
0.66 |
2000 |
|
28 |
1 |
0.5 |
100 |
0.1 |
0.6 |
0.72 |
6000 |
|
29 |
1 |
0.5 |
60 |
0.15 |
0.2 |
0.96 |
1800 |
|
30 |
1 |
0.5 |
60 |
0.15 |
0.6 |
1.02 |
5400 |
|
31 |
1 |
0.5 |
100 |
0.15 |
0.2 |
0.9 |
3000 |
|
32 |
1 |
0.5 |
100 |
0.15 |
0.6 |
0.96 |
9000 |
|
33 |
0 |
0.5 |
80 |
0.1 |
0.2 |
0.82 |
1600 |
|
34 |
0 |
0.5 |
80 |
0.1 |
0.6 |
0.88 |
4800 |
|
35 |
2 |
0.5 |
80 |
0.1 |
0.2 |
0.68 |
1600 |
|
36 |
2 |
0.5 |
80 |
0.1 |
0.6 |
0.74 |
4800 |
|
37 |
0 |
0.5 |
80 |
0.15 |
0.2 |
1.06 |
2400 |
|
38 |
0 |
0.5 |
80 |
0.15 |
0.6 |
1.1 |
7200 |
|
39 |
2 |
0.5 |
80 |
0.15 |
0.2 |
0.92 |
2400 |
|
40 |
2 |
0.5 |
80 |
0.15 |
0.6 |
0.98 |
7200 |
|
41 |
1 |
0.5 |
80 |
0.125 |
0.4 |
0.82 |
4000 |
|
42 |
1 |
0.5 |
80 |
0.125 |
0.4 |
0.81 |
4000 |
|
43 |
1 |
0.5 |
80 |
0.125 |
0.4 |
0.83 |
4000 |
|
44 |
1 |
0.5 |
80 |
0.125 |
0.4 |
0.82 |
4000 |
|
45 |
1 |
0.5 |
80 |
0.125 |
0.4 |
0.81 |
4000 |
|
46 |
0 |
0 |
80 |
0.125 |
0.4 |
0.9 |
4000 |
Regarding material removal rate, values varied between 1200 mm³/min and 9000 mm³/min. The maximum MRR of 9000 mm³/min was achieved in Run 32 under high cutting speed and feed conditions, while the minimum MRR of 1200 mm³/min was obtained in Run 25 under lower cutting parameters. These variations highlight the strong influence of cutting conditions and nanoparticle concentrations on machining performance, which will be further analyzed in the following sections.
3.1 RSM modeling results
RSM was employed to develop a predictive model for Ra as a function of the cutting parameters and nanoparticle concentrations. The analysis of variance (ANOVA) results for Ra are summarized in Table 3.
Table 3. The ANOVA results for Ra
|
Source |
DF |
Adj-SS |
Adj-MS |
F-Value |
p-Value |
|
Model |
19 |
0.649833 |
0.034202 |
856.36 |
0.000 |
|
Linear |
5 |
0.622379 |
0.124476 |
3116.69 |
0.000 |
|
A |
1 |
0.120932 |
0.120932 |
3027.95 |
0.000 |
|
B |
1 |
0.002091 |
0.002091 |
52.35 |
0.000 |
|
Vc |
1 |
0.014400 |
0.014400 |
360.55 |
0.000 |
|
f |
1 |
0.456013 |
0.456013 |
11417.87 |
0.000 |
|
ap |
1 |
0.027612 |
0.027612 |
691.38 |
0.000 |
|
Square |
5 |
0.032458 |
0.006492 |
162.54 |
0.000 |
|
A*A |
1 |
0.003228 |
0.003228 |
80.83 |
0.000 |
|
B*B |
1 |
0.009089 |
0.009089 |
227.57 |
0.000 |
|
Vc*Vc |
1 |
0.009682 |
0.009682 |
242.43 |
0.000 |
|
f*f |
1 |
0.003966 |
0.003966 |
99.31 |
0.000 |
|
ap*ap |
1 |
0.007096 |
0.007096 |
177.68 |
0.000 |
|
2-Way Interaction |
9 |
0.000116 |
0.000013 |
0.32 |
0.960 |
|
A*B |
1 |
0.000049 |
0.000049 |
1.22 |
0.279 |
|
A*Vc |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
|
A*f |
1 |
0.000025 |
0.000025 |
0.63 |
0.436 |
|
A*ap |
1 |
0.000025 |
0.000025 |
0.63 |
0.436 |
|
B*f |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
|
B*ap |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
|
Vc*f |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
|
Vc*ap |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
|
f*ap |
1 |
0.000017 |
0.000017 |
0.42 |
0.524 |
|
Error |
26 |
0.001038 |
0.000040 |
- |
- |
|
Lack-of-Fit |
22 |
0.000758 |
0.000034 |
0.49 |
0.875 |
|
Pure |
Error |
4 |
0.000280 |
0.000070 |
- |
|
Total |
45 |
0.650872 |
- |
- |
- |
The ANOVA results indicate that the developed quadratic model is statistically significant at a 95% confidence level, with a p-value less than 0.05. The model exhibits a high coefficient of determination as shown in Table 4, with R² = 99.84%, adjusted R² = 99.72%, and predicted R² = 99.63%, demonstrating excellent agreement between the experimental and predicted values. The relatively low standard deviation (S = 0.0063 µm) further supports the precision of the model.
Table 4. Model summary
|
S |
R-sq |
R-sq(adj) |
R-sq(pred) |
|
0.0063197 |
99.84% |
99.72% |
99.63% |
The "Model" term and all linear and quadratic terms were found to be significant, while most of the two-way interaction terms were statistically insignificant (p > 0.05). The lack-of-fit test was also found to be insignificant, confirming that the model adequately fits the experimental data without systematic error.
The resulting regression equation for Ra (in uncoded form) is presented as follows:
Ra = 0.4818 – 0.1153A + 0.1281B + 0.01496Vc – 5.75f – 0.5181ap + 0.01713A² – 0.1552B² – 0.000103Vc² + 42.15f² + 0.8495ap² + 0.00473A*B + 0.0500A*f + 0.00625A*ap– 0.167f*ap
where, A and B are the concentrations of Al₂O₃ and SiO₂ nanoparticles, respectively (wt.%), Vc is the cutting speed (m/min), f is the feed rate (mm/rev), ap is the depth of cut (mm).
To improve the transparency and robustness of the RSM model, Table 5 presents the estimated coefficients and their corresponding 95% confidence intervals for the statistically significant terms (p < 0.05). The narrow CI ranges indicate high confidence in the regression estimates and further support the stability and accuracy of the developed model.
Table 5. Estimated regression coefficients and their 95% confidence intervals for significant terms in the RSM model for Ra
|
Term |
Coef. |
SE Coef. |
95% CI Lower |
95% CI Upper |
|
Constant |
0.81926 |
0.0028 |
0.81356 |
0.82496 |
|
A |
-0.06995 |
0.00127 |
-0.07254 |
-0.06736 |
|
B |
-0.01118 |
0.00155 |
-0.01435 |
-0.00801 |
|
Vc |
-0.03 |
0.00158 |
-0.03323 |
-0.02677 |
|
f |
0.11938 |
0.00112 |
0.11608 |
0.12268 |
|
ap |
0.02938 |
0.00112 |
0.02608 |
0.03268 |
|
A*A |
0.01713 |
0.00191 |
0.01323 |
0.02103 |
|
B*B |
-0.03879 |
0.00257 |
-0.04304 |
-0.03454 |
|
Vc*Vc |
-0.04116 |
0.00264 |
-0.04655 |
-0.03577 |
|
f*f |
0.02634 |
0.00264 |
0.02095 |
0.03173 |
|
ap*ap |
0.03398 |
0.00255 |
0.02877 |
0.03919 |
3.2 Effect of process parameters on surface roughness
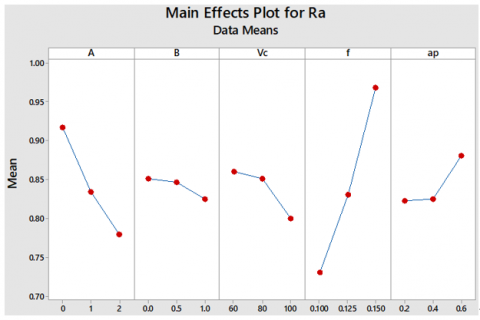
The main effects of cutting parameters and nanoparticle concentrations on Ra are illustrated in Figure 3.
The concentration of Al₂O₃ nanoparticles (A) exhibited a significant negative effect on Ra. As shown in Figure 3, increasing the Al₂O₃ concentration considerably decreased the surface roughness. This trend is consistent with previous studies, where Al₂O₃ nanofluids have been reported to enhance lubrication and cooling at the cutting zone, resulting in improved surface finish [12, 13].
Figure 3. Main effects plot for surface roughness
This stronger influence of Al₂O₃ can be attributed to its superior thermal conductivity, which facilitates efficient heat dissipation at the tool–chip interface. This in turn reduces adhesion, thermal softening, and built-up edge formation—ultimately producing smoother surfaces. These findings align with prior research on thermal-assisted lubrication in nanoparticle-enhanced MQL environments.
Similarly, the concentration of SiO₂ nanoparticles (B) also showed a slight negative effect on Ra. A moderate decrease in surface roughness was observed with increasing SiO₂ concentration, which can be attributed to the improved dispersion stability and friction-reducing effects of SiO₂ nanoparticles [14, 15]. The relatively smaller effect of SiO₂, despite its excellent tribological behavior, may be due to its lower thermal conductivity compared to Al₂O₃. The spherical morphology of SiO₂ particles may contribute a “ball-bearing” mechanism, acting as nano-rollers that reduce friction at the tool–workpiece interface.
Cutting speed (Vc) had a strong negative effect on Ra. As the cutting speed increased, the surface roughness decreased noticeably. This behavior aligns with the findings of Asiltürk and Akkuş [24] and Aouici et al. [25], who reported that higher cutting speeds reduce built-up edge formation and facilitate smoother chip flow, thereby enhancing surface finish quality during hard turning.
In contrast, the feed rate (f) exerted the most substantial positive effect on Ra. Increasing the feed rate significantly deteriorated the surface quality, which is consistent with earlier reports [25, 26]. Larger feed values increase the distance between consecutive tool paths, resulting in deeper valleys and rougher surfaces.
The depth of cut (ap) displayed a mild positive effect on Ra. Surface roughness slightly increased with greater depths of cut, possibly due to higher cutting forces and potential tool deflection or vibration [24, 25]. However, the overall influence of ap was limited. This is likely due to the high rigidity of the CNC lathe and the clamping setup, which minimized vibration and maintained machining stability even at higher cutting depths.
Overall, the results highlight that optimizing feed rate and cutting speed, along with careful selection of nanoparticle concentrations, are critical strategies for achieving superior surface finishes in nanofluid-assisted hard turning processes.
3.3 Optimization results using PSO
PSO was applied to determine the optimal machining parameters that minimize surface roughness while achieving a balanced trade-off with material removal rate. The optimization was conducted using regression models derived from the RSM analysis.
PSO was selected over the traditional desirability-based approach in RSM due to its superior capability in solving non-linear, multi-dimensional problems and avoiding local optima. PSO offers higher flexibility and better performance in exploring complex design spaces, which is particularly beneficial for simultaneous optimization of conflicting objectives like Ra and MRR.
3.3.1 Single-objective optimization for Ra
This section details the implementation of PSO in Python to achieve single-objective optimization of surface roughness in the hard turning of SKD11 steel under hybrid nanofluid-Al₂O₃/SiO₂ MQL conditions. Building on the regression model (1) for Ra developed through RSM in Section 3, PSO was employed to determine the optimal combination of Al₂O₃ concentration (A), SiO₂ concentration (B), cutting speed (Vc), feed rate (f), and depth of cut (ap) that minimizes Ra.
The PSO algorithm was implemented using Python 3.13 and the Pyswarm Library. A swarm consisting of 30 particles was initialized within the defined parameter bounds: A (0–2 wt.%), B (0–1 wt.%), Vc (60–100 m/min), f (0.10–0.15 mm/rev), and ap (0.2–0.6 mm). Each particle represented a potential solution, and its objective function value (Ra) was evaluated based on the developed regression equation. The PSO parameters were set as follows: inertia weight (w) = 0.7, cognitive coefficient (c₁) = 2.0, and social coefficient (c₂) = 2.0. The optimization process was performed over 100 iterations to ensure convergence.
The optimal machining parameters obtained for minimum Ra were: A = 2.0 wt.%, B = 1.0 wt.%, Vc = 100 m/min, f = 0.10 mm/rev, and ap = 0.307 mm. Under these conditions, the predicted minimum Ra was 0.5443 µm. These results indicate that a combination of high nanoparticle concentrations, high cutting speed, low feed rate, and moderate depth of cut is favorable for achieving superior surface finishes in hard turning operations.
While the predicted Ra was 0.5443 µm, the lowest experimentally observed Ra was 0.60 µm. This minor deviation (< 10%) confirms the accuracy of the RSM model and the effectiveness of the PSO-based optimization in identifying near-optimal machining parameters.
The effectiveness of the proposed RSM–PSO hybrid approach demonstrates its effectiveness in capturing the optimal parameter set for enhancing machining performance, providing a flexible and robust tool for improving surface quality under nanofluid-assisted MQL conditions.
3.3.2 Multi-objective optimization for Ra and MRR
Following the single-objective analysis, a multi-objective optimization was conducted to simultaneously minimize Ra and maximize MRR during the hard turning of SKD11 steel under hybrid nanofluid-Al₂O₃/SiO₂ MQL conditions. The regression equations developed in Section 3 for Ra and MRR were utilized as objective functions.
The multi-objective optimization was implemented using Python 3.13 and the Pyswarm Library. A swarm of 30 particles was initialized within the predefined parameter bounds: A (0–2 wt.%), B (0–1 wt.%), Vc (60–100 m/min), f (0.10–0.15 mm/rev), and ap (0.2–0.6 mm). Each particle represented a potential solution, and the objective function was defined as a weighted sum, minimizing 0.5×Ra + 0.5×(1/MRR), to balance the conflicting goals of achieving low surface roughness and high productivity. The PSO parameters were set as: inertia weight (w) = 0.7, cognitive coefficient (c₁) = 2.0, social coefficient (c₂) = 2.0, and a maximum of 100 iterations was used to ensure convergence.
The optimal machining parameters identified through the multi-objective PSO approach were: A = 2.0 wt.%, B = 1.0 wt.%, Vc = 100 m/min, f = 0.10 mm/rev, and ap = 0.523 mm. Under these conditions, the predicted Ra was approximately 0.584 µm, and the predicted MRR was approximately 5230 mm³/min.
This solution demonstrates a practical and balanced trade-off between achieving high surface integrity and maintaining reasonable machining productivity. The successful application of the RSM–PSO hybrid approach to multi-objective optimization underscores its effectiveness and flexibility in enhancing machining performance under nanofluid-assisted MQL conditions.
The weights of 0.5 for both Ra and MRR in the objective function were selected to reflect an equal emphasis on machining quality and productivity, which aligns with typical industrial trade-offs. The PSO algorithm typically converges within 100 iterations. Based on the problem size and swarm configuration, the total runtime is generally less than one minute on a standard laptop (e.g., Intel i7, 16 GB RAM), indicating the computational efficiency of the proposed approach.
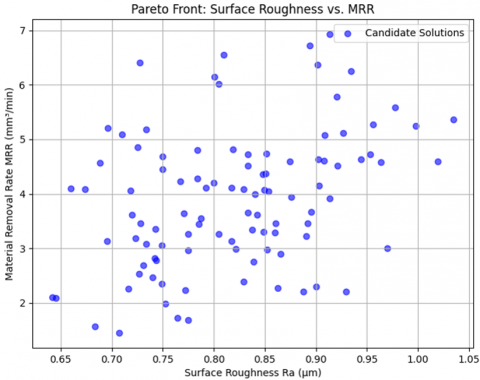
Figure 4. Pareto front showing the trade-off between Ra and MRR
Figure 4 illustrates the Pareto front generated from the multi-objective PSO optimization, depicting the trade-off relationship between surface roughness and material removal rate in the nanofluid-assisted hard turning of SKD11 steel. As shown, achieving lower Ra values generally corresponds to lower MRR values, while higher MRR levels are associated with increased surface roughness. This trend highlights the fundamental trade-off between surface integrity and machining productivity.
The Pareto front provides valuable insights into the selection of machining parameters based on specific production priorities. If superior surface finish is prioritized, solutions located toward the lower Ra region should be selected, albeit with a sacrifice in material removal rate. Conversely, for applications where higher productivity is essential, solutions with higher MRR and slightly higher Ra may be more appropriate. The RSM–PSO hybrid approach effectively captures this trade-off, offering practical flexibility for optimizing machining performance under various operational requirements.
For instance, in Table 2, Run 32 exhibits a high MRR but a relatively moderate Ra. This observation is consistent with the Pareto trade-off curve, where higher material removal rates tend to coincide with increased surface roughness. Such points lie along the mid to high MRR segment of the Pareto front and highlight the real-world compromise between performance metrics.
It is acknowledged that this study did not include an analysis of tool wear, which is an important factor in evaluating the long-term effects of nanoparticle-based lubrication. Future work should incorporate tool wear assessment to comprehensively validate the benefits of hybrid nanofluid-assisted MQL in hard turning.
This study demonstrated the effectiveness of hybrid nanofluid-assisted MQL using Al₂O₃ and SiO₂ nanoparticles in enhancing surface finish and machining efficiency during the hard turning of SKD11 steel. The hybrid nanofluid enabled high-speed cutting with improved thermal control and lubrication, allowing stable machining of hardened steel—a typically challenging task.
The integration of RSM with PSO proved to be a robust hybrid optimization framework. Unlike conventional RSM-based desirability optimization, RSM–PSO effectively captured complex interactions among process variables and delivered more optimal and flexible machining conditions.
The resulting Pareto front provides valuable guidance for industrial users, especially in the die and mold manufacturing sector, by offering a spectrum of optimal solutions that balance surface roughness and productivity based on specific priorities.
However, this study has several limitations. It did not consider tool wear behavior, temperature distribution, or the economic cost of nanofluid preparation and implementation. These factors are crucial for assessing long-term feasibility and should be addressed in future research.
Future work will focus on comparative analysis between hybrid and mono-nanofluids, integrating tool wear and temperature measurement, and validating the proposed method in industrial-scale machining environments.
The authors gratefully acknowledge the support provided by Thai Nguyen University of Technology for conducting this research.
[1] Ming, W., Xie, Z., Cao, C., Liu, M., Zhang, F., et al. (2022). Research on EDM performance of renewable dielectrics under different electrodes for machining SKD11. Crystals, 12(2): 291. https://doi.org/10.3390/cryst12020291
[2] Davim, J.P. (Ed.). (2011). Machining of Hard Materials. Springer Science & Business Media.
[3] Grzesik, W. (2008). Machining of hard materials. In Machining: Fundamentals and Recent Advances, London: Springer London, pp. 97-126. https://doi.org/10.1007/978-1-84800-213-5_4
[4] Do, T.V. (2020). Empirical model for surface roughness in hard milling of AISI H13 steel under nanofluid-MQL condition based on analysis of cutting parameters. Journal of Mechanical Engineering Research and Developments, 43(2): 89-94. https://www.researchgate.net/publication/340686251.
[5] Boubekri, N., Shaikh, V., Foster, P.R. (2010). A technology enabler for green machining: Minimum quantity lubrication (MQL). Journal of Manufacturing Technology Management, 21(5): 556-566. https://doi.org/10.1108/17410381011046968
[6] Günan, F., Kıvak, T., Yıldırım, Ç.V., Sarıkaya, M. (2020). Performance evaluation of MQL with Al2O3 mixed nanofluids prepared at different concentrations in milling of Hastelloy C276 alloy. Journal of Materials Research and Technology, 9(5): 10386-10400. https://doi.org/10.1016/j.jmrt.2020.07.018
[7] Sayuti, M., Sarhan, A.A., Salem, F. (2014). Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. Journal of Cleaner Production, 67: 265-276. https://doi.org/10.1016/j.jclepro.2013.12.052
[8] Kulkarni, H.B., Nadakatti, M.M., Patil, M.S., Kulkarni, R.M. (2017). A review on nanofluids for machining. Current Nanoscience, 13(6): 634-653. https://doi.org/10.2174/1573413713666170623094121
[9] Bui, G.T., Nguyen, Q.M., Thi, M.H.P., Vu, M.H. (2024). Multi-objective optimization for balancing surface roughness and material removal rate in milling hardened SKD11 alloy steel with SIO2 nanofluid MQL. EUREKA: Physics and Engineering, 2: 157-169. https://doi.org/10.21303/2461-4262.2024.003042
[10] Choi, S.U., Eastman, J.A. (1995). Enhancing thermal conductivity of fluids with nanoparticles (No. ANL/MSD/CP-84938; CONF-951135-29). Argonne National Lab. (ANL), Argonne, IL (United States). https://www.osti.gov/servlets/purl/196525.
[11] Azami, A., Salahshournejad, Z., Shakouri, E., Sharifi, A. R., Saraeian, P. (2023). Influence of nano-minimum quantity lubrication with MoS2 and CuO nanoparticles on cutting forces and surface roughness during grinding of AISI D2 steel. Journal of Manufacturing Processes, 87: 209-220. https://doi.org/10.1016/j.jmapro.2023.01.029
[12] Minh, D.T., The, L.T., Bao, N.T. (2017). Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Advances in Mechanical Engineering, 9(7): 1687814017710618. https://doi.org/10.1177/1687814017710618
[13] ST, P.K., HP, T.P., M, N., Siddaraju, C. (2022). Investigate the effect of Al2O3 & CuO nano cutting fluids under MQL technique in turning of DSS-2205. Advances in Materials and Processing Technologies, 8(3): 3297-3330. https://doi.org/10.1080/2374068X.2021.1948701
[14] Peng, D.X., Chen, C.H., Kang, Y., Chang, Y.P., Chang, S.Y. (2010). Size effects of SiO2 nanoparticles as oil additives on tribology of lubricant. Industrial Lubrication and Tribology, 62(2): 111-120. https://doi.org/10.1108/00368791011025656
[15] Nguyen, Q.M., Do, T.V. (2022). Optimal approaches for hard milling of SKD11 steel under MQL conditions using SIO2 nanoparticles. Advances in Materials Science and Engineering, 2022(1): 2627522. https://doi.org/10.1155/2022/2627522
[16] Kuntoglu, M. (2022). State of the art on hybrid nanofluids and their usage in machining processes. In Nanomaterials in Manufacturing Processes, CRC Press, pp. 1-30. https://doi.org/10.1201/9781003154884-1
[17] Merga, A., Gutema, E.M., Gopal, M. (2024). Multi-response optimization and the effect of parameters in turning of AISI 4140 steel using (Al2O3+ CuO) hybrid nanofluid under MQL approach. Research Square Preprint. https://doi.org/10.21203/rs.3.rs-5309897/v1
[18] Safiei, W., Rahman, M.M., Yusoff, A.R., Arifin, M.N., Tasnim, W. (2021). Effects of SiO2-Al2O3-ZrO2 tri-hybrid nanofluids on surface roughness and cutting temperature in end milling process of aluminum alloy 6061-T6 using uncoated and coated cutting inserts with minimal quantity lubricant method. Arabian Journal for Science and Engineering, 46(8): 7699-7718. https://doi.org/10.1007/s13369-021-05533-7
[19] Li, C. (2023). Performances of Al2O3/SiC hybrid nanofluids in minimum-quantity lubrication grinding. In Thermodynamic Mechanism of MQL Grinding with Nano Bio-Lubricant, Singapore, pp. 311-327. https://doi.org/10.1007/978-981-99-6265-5_12
[20] Salameh, T., Kumar, P.P., Sayed, E.T., Abdelkareem, M.A., Rezk, H., Olabi, A.G. (2021). Fuzzy modeling and particle swarm optimization of Al2O3/SiO2 nanofluid. International Journal of Thermofluids, 10: 100084. https://doi.org/10.1016/j.ijft.2021.100084
[21] Gupta, M.K., Sood, P.K., Sharma, V.S. (2016). Machining parameters optimization of titanium alloy using response surface methodology and particle swarm optimization under minimum-quantity lubrication environment. Materials and Manufacturing Processes, 31(13): 1671-1682. https://doi.org/10.1080/10426914.2015.1117632
[22] Malghan, R.L., Rao, K.M., Shettigar, A.K., Rao, S.S., D’souza, R.J. (2017). Application of particle swarm optimization and response surface methodology for machining parameters optimization of aluminium matrix composites in milling operation. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 39(9): 3541-3553. https://doi.org/10.1007/s40430-016-0675-7
[23] Nguyen, T.D., Nguyen, K.H., Ha, L.N. (2024). A comparison of RSM-DA and PSO-TOPSIS in optimizing the finishing turning of 9XC steel under MQL conditions. Engineering, Technology & Applied Science Research, 14(3): 14044-14048. https://doi.org/10.48084/etasr.7100
[24] Asiltürk, I., Akkuş, H. (2011). Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method. Measurement, 44(9): 1697-1704. https://doi.org/10.1016/j.measurement.2011.07.003
[25] Aouici, H., Yallese, M.A., Chaoui, K., Mabrouki, T., Rigal, J.F. (2012). Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization. Measurement, 45(3): 344-353. https://doi.org/10.1016/j.measurement.2011.11.011
[26] Sahu, S., Choudhury, B.B. (2015). Optimization of surface roughness using Taguchi methodology & prediction of tool wear in hard turning tools. Materials Today: Proceedings, 2(4-5): 2615-2623. https://doi.org/10.1016/j.matpr.2015.07.218