Huda M. Sabbar*![]() | Reem M. Khalaf
| Reem M. Khalaf![]() | Tasnim S. Mahdi
| Tasnim S. Mahdi![]() | Sami A. Al-Alimi
| Sami A. Al-Alimi![]() | Yahya M. Altharan
| Yahya M. Altharan![]() | Abdallah A. Abdellatif
| Abdallah A. Abdellatif![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Recycled aluminium AA6061 hybrid nanocomposites (AHNCs) ingots, when produced through hot extrusion, could reduce energy consumption and high processing temperature with expected superior properties. This study explores how to boost the properties of recycled aluminium AA6061 by reinforcing it with copper oxide (CuO) and silica oxide (SiO2). Specifically, it examines the impact of solution heat treatment (T6) at 530℃ for two hours, followed by aging for four hours at 175℃ on density, microhardness, tensile behavior, and thermal characteristics. The research revealed that solution heat treatment significantly improved the AA6061's mechanical and physical characteristics nanocomposite with minimal modification of its thermal behavior. The extruded profile with 541℃ extrusion temperature, 2.13 vol.% CuO, 1 vol% SiO2, and 2.25 hours of heat treatment exhibited the highest ultimate tensile strength. Solution heat treatment significantly enhanced the ultimate tensile strength (UTS) by 21%, microhardness by 45%, and density by 6%. Surface topography characterization using Atomic Force Microscopy (AFM) and field emission scanning electron microscopy (FESEM) revealed the adsorption of inhibitor molecules on the matrix surface, which likely contributed to these remarkable improvements.
AA6061, hybrid composite, hot extrusion, heat treatment, DSC
The widespread adoption of AA6061 as the matrix for aluminium composites stems from its advantageous balance of lightweight characteristics and impressive tensile strength. Furthermore, the alloy exhibits commendable stability at moderate-to-high temperatures and good machinery. The recent field of hybrid composites seeks to harness the synergies of combining multiple reinforcing phases within a single composite material. These reinforcements retain their individual identities, leading to the emergence of materials with properties surpassing those of its individual constituent materials [1, 2]. Previous research reported that compared to using a single material, such as SiO2, CuO, Al2O3 and etc., this approach offers both improved efficiency and excellent adaptability [3, 4].
Numerous factors influence the properties of MMCs, such as the characteristics of the reinforcement and matrix phases, aspect ratio and particle size, interphase compatibility, the placement, distribution, and alignment of the reinforcements. Additionally, techniques for modifying the matrix and reinforcements physically and chemically, as well as process parameters employed during fabrication, and post-processing heat treatments all contribute to the final properties of the composite [5]. Crafting a successful hybrid composite requires striking a delicate balance between mechanical, thermal, and physical properties while remaining mindful of production costs. Adding silica, for instance, enhances weldability and mechanical strength by forming heat-treatable compounds with aluminium [6]. The incorporation of copper oxide serves a dual purpose: It both decreases the melting point of aluminium and fosters the formation of the Al2Cu phase, leading to a substantial enhancement in the strength of the Al matrix [7, 8].
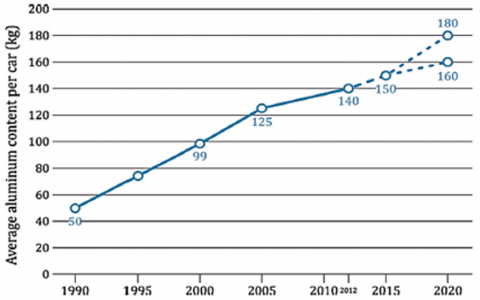
Adding CuO and SiO2 nanoparticles to the aluminium matrix proved challenging due to agglomeration within the composite [9]. Metal matrix composites (MMCs) reveal immense potential for car and truck components, as Figure 1 illustrates [10].
Figure 1. The promising future of MMCs in the automotive industry [10]
Unlike previous studies that primarily focused on primary AA6061 or single reinforcement systems, this study introduces T6 tempering, which significantly impacts the key properties of aluminium alloys. These properties include morphology (shape and arrangement of internal structures), microstructure (grain size and distribution), physical characteristics (density, thermal conductivity), and optimize mechanical performance and promote sustainable high-value recycling routes. By tailoring the heat treatment process, engineers can design and fabricate aluminium components with tailored properties for specific applications [11].
2.1 Preparation of material
In the current study, the Aluminum chip was produced using a high-speed milling machine (HSM). Table 1 shows the specifications of milling machine parameters used to produce the chips.
Table 1. Milling parameters and chip sizes
|
Chip Parameters Type |
Milling Chips |
|
|
Cutting speed (mm/min) |
1100 |
|
|
Feed (mm/tooth) |
0.05 |
|
|
Depth of Cut (mm) |
0.04 |
|
|
Chip Size (mm) |
Length |
3.10-3.20 |
|
Width |
1.097 |
|
|
Thickness |
0.091 |
|
To verify the chips size, their dimensions were precisely measured using a digital vernier caliper. A steady flow of lubricant kept both the machine and cutting tool cold, preventing overheating and preserving the quality of the AA6061 aluminium chips. These chips were then meticulously cleaned and dried in an Elmasonic S60H ultrasonic bath and a SOV140B oven. Following a precise mixing process to attain the desired volume fraction of reinforced oxide, the chips underwent cold compaction. This transformed them into semi-finished billets, ready for the final hot extrusion stage.
2.2 Experimental design and variable
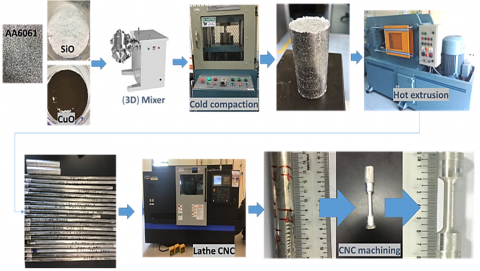
Experimental design has been used to investigate the key input factors in compliance with established standards. Three key variables which affect the composite's mechanical properties of the sample were altered. The first parameter varied was the preheat temperature (℃), followed by preheating time (Hour). Variations in the volume percent (%) of nanostructured silica oxide combined with copper oxide mixed with the aluminium chips were investigated. A maximum temperature of 550℃ was chosen to prevent the development of heated fissures on the extruded product surfaces [12]. However, it does not follow the same pattern with varying temperatures and time. The various effects of temperature and time are observed on the mechanical properties of the composite. Most importantly, the effect is reflected in the outcome of UTS, density and microhardness tests. They are both dependent on the treatment before the formation of the composite. The Artificial neural network (random forest) was used to optimize the selected parameters and the calculated p-value of the developed model was less than the standard (p < 0.05), the model was statistically significant. Figure 2 shows the production methodology for the aluminium by hot extrusion process.
Figure 2. Manufacturing process
The study employed a dog-bone shaped tensile test on a Universal Testing Machine (UTM) to measure the strength of the samples. Their hardness was assessed using a Vickers microhardness machine that indented the surface with a diamond tip, with average indentation values defining the final hardness. The UTM test continued until the force dropped to zero, indicating yield and subsequent fracture. Following ASTM E348, the microhardness test used a 0.1 kg load, and 10-second indentation time. The reported values represent the average of three tested samples (n = 3).
2.3 Heat treatment process
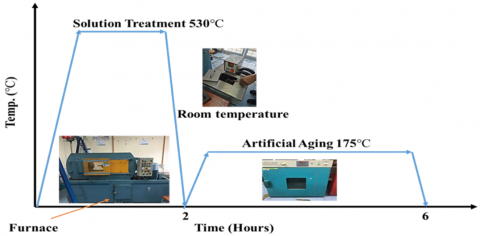
The aluminium hybrid composite was heat treated to enhance its mechanical characteristics. The process involved heating the material to a high temperature (530℃ for 2 hours in this case) to dissolve alloying elements into the aluminium matrix. The material was then cooled rapidly to room temperature (quenching), which traps the dissolved elements in the matrix. This creates a supersaturated solid solution that is unstable. Finally, the material was aged at a lower temperature (175℃ for 4 hours in this case) to allow the dissolved elements to precipitate out as fine particles. This precipitation strengthened the material by hindering the movement of dislocations (defects in the crystal structure that allow it to deform).
This two-step process, known as T6 heat treatment, is commonly utilized to increase the hardness and strength of aluminium alloys. It is particularly effective for hybrid composites, which combine the properties of aluminium with other materials, such as ceramic fibres or particles [13]. Figure 3 depicts the temperature profile during solution heat treatment.
Figure 3. Steps of heat treatment
3.1 Mechanical and physical properties
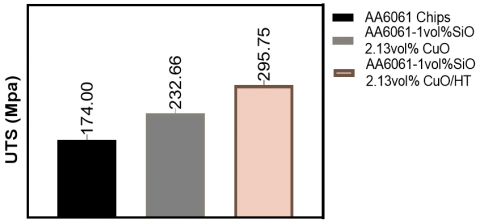
The mechanical properties of the composite’s nanomaterials were investigated. The results are presented in three (3) different categories as presented in Figure 4. An ultimate tensile strength of 295 MPa was observed in the specimens extruded using the optimum conditions after the heat treatment operations. The 21% increase in UTS is mainly due to precipitation hardening and grain refinement caused by the T6 heat treatment. The aging step promoted the formation of fine Mg₂Si phases, while the well-dispersed CuO and SiO₂ nanoparticles hindered dislocation motion and stabilized grain boundaries, resulting in improved strength. The justification for the observed maximum strength was reported in the work of Kumar et al. [14] to be as a result of the relieved residual stresses when the material was heat treated. On the other hand, the 174 MPa tensile strength observed in the sample that was prepared using the pure chips from the material-AA6061 was a manifestation of the effect of the heat treatment on the hybrid composite.
Figure 4. Pure AA6061 and hybrid composite samples UTS
The optimum hot extrusion and heat treatment combination led to a substantial 70% improvement in ultimate tensile strength compared to the untreated specimen [15]. During heat treatment of aged materials, CuO NPs' existence at grain boundaries hinders grain coarsening, leading to enhanced tensile properties [16].
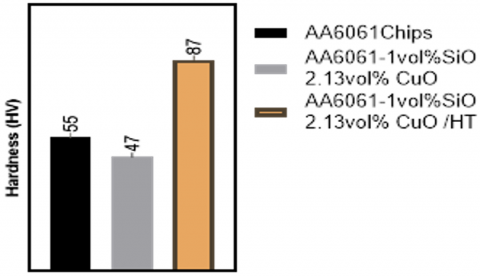
Microhardness for as-received material was 87 HV and 47 HV for the optimum case of recycled material, while it was 87 HV for the recycled specimen with heat treatment. The improvement after the heat treatment procedure, the material's ultimate tensile strength and microhardness were achieved [14]. The improvement in tensile strength ratio for the HCA was 33% before the heat treatment and 69% against the as-recycled AA6061 material. For microhardness, for HCA about 14% decrease was observed against the recycled material before heat treatment and 58% after treatment. The implication is that heat treatment enhanced the microhardness and ultimate tensile strength of the HCA. Figure 5 illustrates the specimen of microhardness.
Figure 5. Pure AA6061and hybrid composite samples Microhardness
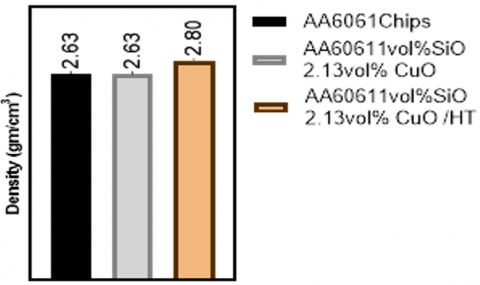
Additionally, the outcome shows that when the volume fraction of SiO2 was greater than 1% and 2.1% for CuO, it results in weak bonding, it is not flexible for the composite. between HCA boundaries. Figure 6 illustrates that the density did not change after reinforcement. However, heat increased the density by about 6% compared to the recycled AA6061 material.
Figure 6. Pure AA6061 and hybrid composite samples density
3.2 Thermal analysis
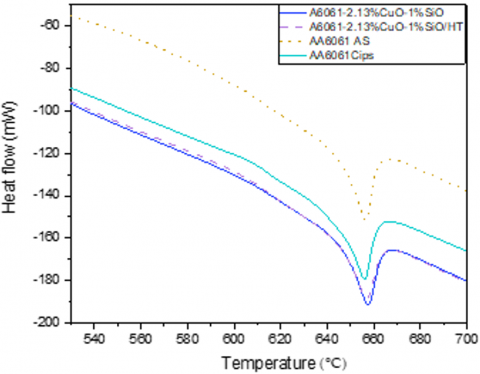
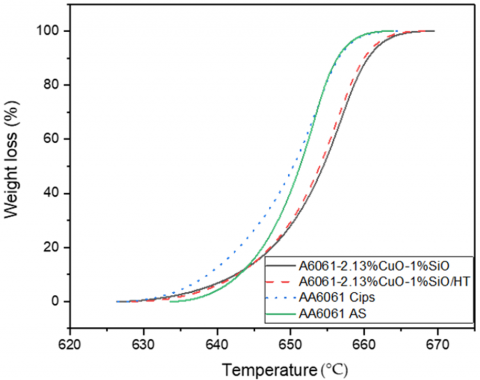
The thermal properties of the composites were further investigated using Differential Scanning Calorimetry (DSC). As shown in Figure 7(a), the heat flow decreased from −150 mW to −190 mW after reinforcement. Moreover, Figure 7(b) presents the curve of as-received 6061Al during the heating–cooling cycle. The endothermic peak shows that 6061 Al is melting at 633.5℃ and the melting temperature of hybrid composite is 621.6℃ for this purpose the reinforcement decreases the melting point. The endothermic properties are related to the dissolution of the equilibrium β phase. The dislocations caused by the mismatch of the thermal expansion coefficient between the ceramic reinforcement material and the matrix will cause the accelerated aging of the aluminium composite material without changing the precipitation sequence [17].
As a result, 450-550℃ has been selected as the sintering temperature to provide enough densification by grain shape accommodation and rearrangement [18]. Moreover, it can be seen that, the heat treatment has no effect on the thermal properties of the hybrid composite. Copper's alluring ability to lower melting points and enhance Al matrix strength comes with a caveat. Adding too much copper can backfire, leading to the formation of large, brittle Al2Cu phases and unwanted Si clusters, both stemming from silicon's tendency to clump. This, unfortunately, significantly undermines the mechanical properties of the aluminium composite, requiring a careful balancing act to reap the benefits of copper without falling prey to its downsides [8].
(a)
(b)
Figure 7. AA6061/Hybrid nano composite DSC analysis (a) heat flow vs temperature (b) weight loss vs temperature
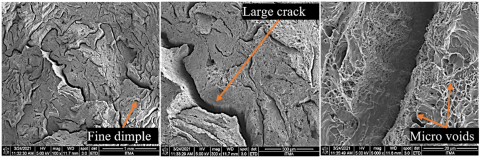
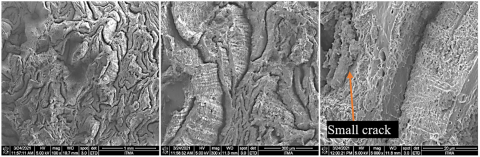
4.1 Analyzing the fracture surface of a tensile-tested sample using FESEM, or field emission scanning electron microscopy
A uniform distribution of the CuO and SiO2 contents without pores, indicates well bonded MMCs structures achieved by the hot extrusion process. It also contains fine dimples. During solution heat treatment, the reinforcement materials experienced high temperature that led to changes in the cracks for AA6061 chips extruded sample Figure 8(a), Furthermore microcracks appear in Figure 8(b) because the quenching process causes impurity atoms to obstruct an atom's dislocation, improving ductility but decreasing fracture mechanism, it also exhibits a regular distribution with high agglomeration which is a characteristic of conventional Al composites.
(a)
(b)
Figure 8. Fracture surface FESEM micrographs (a) AA6061 chips sample; (b) heat treated hybrid reinforcement sample
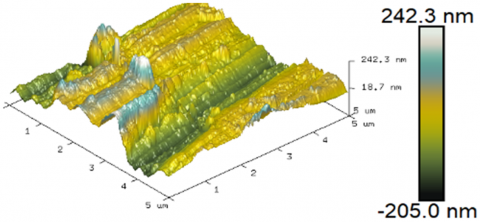
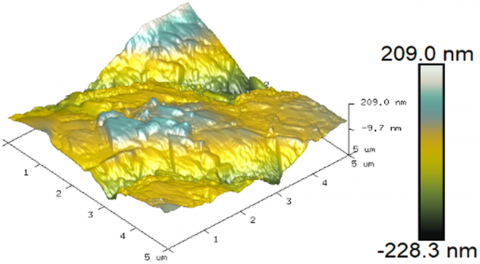
4.2 Atomic Force Microscopy (AFM)
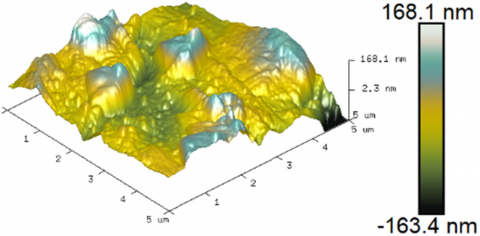
Atomic Force Microscope (AFM) is one of the most recognised methods used to investigate the surface roughness and grain size of materials in the form of thin films in a nanometre scale. However, during the extrusion process with the addition of enhancers, the result will change with multiple reinforcements. The smallest crystal grains are reported in Table 2, showing the smaller sizes from the AA6061 chip sample to the CuO nanoparticles, which help reduce the grain size [16]. Therefore, the test was performed based on the reduction of the image surface topography [19]. The effect of this process on the shape, characteristics, surface structure and description response of the material was studied. When comparing all samples with each other, the characteristics of the thermoforming process resulted in a softer and finer surface. Figure 9 presents the average surface roughness (Ra) and root mean square roughness (Rq) values for the hybrid composite before and after heat treatment, along with data for a composite with single reinforcement and an AA6061 alloy specimen. Strikingly, the heat-treated hybrid composite exhibits significantly lower surface roughness compared to the untreated AA6061 alloy. This suggests that the observed reduction in roughness on the treated surface stems from surface plastic deformation, leading to a smoother finish [20, 21].
Table 2. AFM mean grain size and surfaces roughness
|
No. |
Samples |
Mean Grain Size (nm) |
Ra (nm) |
Rq (nm) |
|
1. |
AA6061 chips |
235 |
88 |
117 |
|
2 |
AA6061-2 vol.% CuO |
199 |
141 |
170 |
|
3 |
AA6061-2 vol.% SiO2 |
211 |
158 |
179 |
|
4 |
AA6061-1 vol.%SiO2 2.13 vol.% CuO |
196 |
35 |
46 |
|
5 |
AA6061-1 vol.%SiO2 2.13 vol.% CuO /HT |
129 |
33 |
43 |
(a)
(b)
(c)
Figure 9. Three-dimension AFM topography image for (a) AFM topography image for AA60661; (b) AA6061-1vol%SiO2 2.13vol% CuO; (c) AA6061-1vol%SiO2 2.13vol% CuO /HT
Table 3 presents a comparison between the current study and selected recent works published in SCIE-indexed journals during 2023-2024. Unlike previous studies, which focused either on primary AA6061 alloys, single-phase reinforcements, or lacked systematic heat treatment, this work combines hybrid reinforcement (CuO + SiO₂) with solution heat treatment (T6) applied to recycled AA6061. This resulted in superior improvements in mechanical properties, notably a 21% increase in UTS and 45% enhancement in microhardness, while also supporting sustainable materials processing.
Table 3. Comparative analysis between the present study and recent SCIE-indexed articles (2023-2024)
|
Study |
Process |
Reinforcement |
Heat Treatment |
Difference from Present Study |
|
Present Study (2025) |
Hot extrusion |
CuO + SiO₂ (Hybrid) |
Solution Heat Treatment (530℃/2h + 175℃/4h) |
Hybrid reinforcement + T6 treatment led to superior improvements in both strength and hardness; sustainable approach |
|
[22] |
Hot extrusion |
CuO + SiC |
No detailed thermal treatment |
Lacked post-processing (e.g., T6); focused on modeling, not detailed microstructural improvements |
|
[23] |
Hot extrusion |
None |
T6 (typical) |
No reinforcement used; improvements due solely to T6; did not explore hybrid enhancement |
The aim of this work was to study the effect of solution heat treatment on surface morphology, mechanical and physical properties of a recycled aluminium AA6061 hybrid nanocomposite reinforced with copper oxide (CuO) and silica oxide (SiO2) to obtain the optimum properties. It was observed that:
The key contribution of this work is offering a viable and sustainable pathway for upgrading recycled aluminum alloys through microstructural refinement and hybrid reinforcement strategies. To gain a more comprehensive understanding of the strengthening mechanisms, future work will include TEM and EDS analyses to investigate the morphology and distribution of Al₂Cu and Mg₂Si precipitates. In addition, deeper statistical analysis and significance testing (e.g., ANOVA) will be incorporated to strengthen the reliability of the results. Schematic models will also be developed to illustrate dislocation-precipitate interactions more clearly.
The first author thanks the College of Technical Engineering, Al-Farahidi University for their financial support. We acknowledge the use of facilities within the Centre for Graduate Studies, Universiti Tun Hussein Onn Malaysia (UTHM), and Sustainable Manufacturing and Recycling Technology, Advanced Manufacturing and Materials Center (SMART-AMMC), Universiti Tun Hussein Onn Malaysia (UTHM). We equally acknowledge the Faculty of Engineering, Universiti Putra Malaysia, and the Faculty of Engineering, University of Malaya, Malaysia, for research collaborations.
[1] Thirumoorthy, A., Arjunan, T.V., Senthil Kumar, K.L. (2018). Latest research development in aluminum matrix with particulate reinforcement composites - A review. Materialstoday: Proceedings, 5(1): 1657-1665. https://doi.org/10.1016/j.matpr.2017.11.260
[2] Callister Jr, W.D. (2000). Materials science and engineering - An introduction (5th ed.). Anti-Corrosion Methods and Materials, 47(1). https://doi.org/10.1108/acmm.2000.12847aae.001
[3] Elanchezhian, C., Ramanth, B.V., Bhaskar, G.B., Vivekanandhan, M. (2019). An investigation of the mechanical properties of hybrid composites in applications of automotive industry. Materialstoday: Proceedings, 16: 875-882. https://doi.org/10.1016/j.matpr.2019.05.172
[4] Das, S., Chandrasekaran, M., Samanta, S. (2018). Comparison of Mechanical properties of AA6061 reinforced with (SiC/B4C) micro/nano ceramic particle reinforcements. Materialstoday: Proceedings, 5(9): 18110-18119. https://doi.org/10.1016/j.matpr.2018.06.146
[5] Singh, A.K., Soni, S., Rana, R.S. (2020). A critical review on synthesis of aluminum metallic composites through stir casting: Challenges and opportunities. Advanced Engineering Materials, 22(10): 2000322. https://doi.org/10.1002/adem.202000322
[6] Huo, H., Woo, K.D. (2006). In situ synthesis of Al2O3 particulate-reinforced Al matrix composite by low temperature sintering. Journal of Materials Science, 41(11): 3249-3253. https://doi.org/10.1007/s10853-005-5476-9
[7] Gangil, N., Siddiquee, A.N., Maheshwari, S. (2017). Aluminium based in-situ composite fabrication through friction stir processing: A review. Journal of Alloys and Compounds, 715: 91-104. https://doi.org/10.1016/j.jallcom.2017.04.309
[8] Cai, Z.Y., Zhang, C., Wang, R.C., Peng, C.Q., Wu, X. (2016). Effect of copper content on microstructure and mechanical properties of Al/Sip composites consolidated by liquid phase hot pressing. Materials & Design, 110: 10-17. https://doi.org/10.1016/j.matdes.2016.07.085
[9] Hassanzadeh-Aghdam, M.K., Mahmoodi, M.J., Ansari, R. (2018). A comprehensive predicting model for thermomechanical properties of particulate metal matrix nanocomposites. Journal of Alloys and Compounds, 739: 164-177. https://doi.org/10.1016/j.jallcom.2017.12.232
[10] Srivyas, P.D., Charoo, M.S. (2019). Application of hybrid aluminum matrix composite in automotive industry. Materialstoday: Proceedings, 18: 3189-3200. https://doi.org/10.1016/j.matpr.2019.07.195
[11] Rady, M.H., Mahdi, A.S., Mustapa, M.S., Shamsudin, S., Lajis, M.A., Msebawi, M.S., Siswanto, W.A., Al Alimi, S. (2019). Effect of heat treatment on tensile strength of direct recycled aluminium alloy (Aa6061). Materials Science Forum, 961: 80-87. https://doi.org/10.4028/www.scientific.net/MSF.961.80
[12] Kondoh, K., Luangvaranunt, T., Aizawa, T. (2002). Solid-state recycle processing for magnesium alloy waste via direct hot forging. Materials Transactions, 43(3): 322-325.
[13] Rady, M.H., Mustapa, M.S., Wagiman, A., Al-Alimi, S., Shamsudin, S., Lajis, M.A., Mansor, M.N., Harimon, M.A. (2020). Effect of the heat treatment on mechanical and physical properties of direct recycled aluminium alloy (AA6061). International Journal of Integrated Engineering, 12(3): 82-89.
[14] Kumar, A.V., Ratnam, C.H., Kesava Rao, V.V.S., Kumar, C.R. (2019). Study on influence of die angle in cold extrusion on properties of nano sic reinforced 6061 aluminum alloy. Materialstoday: Proceedings, 18: 4366-4373. https://doi.org/10.1016/j.matpr.2019.07.400
[15] Konopatsky, A.S., Yusupov, K.U., Corthay, S., Matveev, A.T., Kovalskii, A.M., Shtansky, D.V. (2019). High-strength aluminum-based composite materials reinforced by microstructures and nanostructures (mini review). Russian Journal of Non-Ferrous Metals, 60(3): 720-729. https://doi.org/10.3103/S1067821219060233
[16] Ferguson, J.B., Aguirre, I., Lopez, H., Schultz, B.F., Cho, K., Rohatgi, P.K. (2014). Tensile properties of reactive stir-mixed and squeeze cast Al/CuOnp-based metal matrix nanocomposites. Materials Science and Engineering A, 611: 326-332. https://doi.org/10.1016/j.msea.2014.06.008
[17] Birol, Y. (2005). The effect of sample preparation on the DSC analysis of 6061 alloy. Journal of Materials Science, 40(24): 6357-6361. https://doi.org/10.1007/s10853-005-2063-z
[18] Paidpilli, M., Verma, K., Pandey, R., Upadhyaya, A. (2017). Effect of lead addition and milling on densification and mechanical properties of 6061 aluminium alloys. Transactions of the Indian Institute of Metals, 70(8): 2017-2026. https://doi.org/10.1007/s12666-016-1024-3
[19] Robson, J.D., Prangnell, P.B. (2002). Predicting recrystallised volume fraction in aluminium alloy 7050 hot rolled plate. Materials Science and Technology, 18(6): 607-614. https://doi.org/10.1179/026708302225003622
[20] Teimouri, R., Amini, S., Bami, A.B. (2018). Evaluation of optimized surface properties and residual stress in ultrasonic assisted ball burnishing of AA6061-T6. Measurement (Lond), 116: 129-139. https://doi.org/10.1016/j.measurement.2017.11.001
[21] Al-Alimi, S., Lajis, M.A., Shamsudin, S., Yusuf, N.K., Altharan, Y., Didane, D.H., Saif, Y., Sadeq, S., Sabbar, H.M., Msebawi, M.S. (2023). Effects of preheating temperature on deformed AA6061 aluminium properties of hot equal channel angular pressing (ECAP) by using deform-3D software. Arabian Journal for Science and Engineering, 48(3): 3381-3389. https://doi.org/10.1007/s13369-022-07149-x
[22] Msebawi, M.S., Leman, Z., Shamsudin, S., Tahir, S.M., Jaafar, C.N.A., Ariff, A.H.M., Zahari, N.I., Abdellatif, A. (2021). Production of aluminum AA6061 hybrid nanocomposite from waste metal using hot extrusion process: Strength performance and prediction by RSM and random forest. Materials, 14(20): 6102. https://doi.org/10.3390/ma14206102
[23] Rady, M.H., Mahdi, A.S., Mustapa, M.S., Shamsudin, S., Lajis, M.A., Msebawi, M.S., Siswanto, W.A., Alimi, S.A. (2019). Effect of heat treatment on tensile strength of direct recycled aluminium alloy (AA6061). Materials Science Forum, 961: 80-87. https://doi.org/10.4028/www.scientific.net/MSF.961.80