Shereen A. Abdulrahman | Alaa A. Mohammed![]() | Mayyadah S. Abed*
| Mayyadah S. Abed*![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study investigated how adding different types of reinforcements affect the mechanical strength of epoxy composites. These reinforcements included glass fibers, electrospun PVA nanofibers (tiny fibers made from a polymer solution), and a combination of both. Electrospinning is a simple technique for creating these nanofibers. The researchers used a hand-layup method to create samples and compared the mechanical properties (tensile strength, bending strength, impact strength, and hardness) of unreinforced epoxy, glass fiber composites, and composites containing PVA nanofibers (either alone or combined with glass fibers). A total of three samples were tested for each composition, and the average value was calculated to provide a reliable representation of the results. Importantly, the results showed that adding PVA nanofibers, especially when combined with glass fibers, significantly improved the mechanical properties of the composite. For example, the tensile strength and impact strength of glass fiber/epoxy composites increased from 58 MPa and 40 kJ/m² to 62 MPa and 50 kJ/m², (a 6.9%, and 25% improvement) respectively, with the addition of a PVA layer. This finding suggests that nanocomposites, combining electrospun nanofibers with traditional reinforcements, have the potential to be strong, lightweight materials for various applications.
epoxy, electrospinning, glass fiber, mechanical properties, PVA
Nowadays, fiber reinforced polymer composites (FRPCs), are thought to be the most interesting structural materials for engineering sections due to their high strength/weight ratio and stiffness. In fiber reinforcement composites (FRPCs), the matrix materials can be thermosets, thermoplastic, or even bio polymers, and the reinforcement can be either natural (sisal, banana, hemp, jute, bamboo, kenaf, coir, etc.) or synthetic (carbon, glass, aramid, steel, etc.). Glass fibers reinforced composites are the most popular type of FRPCs and utilized in a wide range of industries, including the automotive, aerospace, construction, and military due to their unique characteristics including high strength/weight ratio, high modulus and toughness, heat resistance, weight and dimensional stability, availability, recyclability, and ease of processing [1]. While epoxy resin is the common thermoset polymers because of a number of advantages involving easy room-temperature processing, low curing time, high rigidity, superior mechanical capabilities, and low moisture absorption [2, 3]. The composite performance is affected by many factors as fiber type, dimensions, properties, orientation, quantity, surface roughness, surface treatment, and resins composition [4]. Composite laminates reinforced with nanofibers may possess better properties. Nanofibers can be created using a variety of techniques, including as electrospinning, co-extrusion, jet blowing, melt blowing, and interfacial polymerization. Among these methods, polymer nanofibers and nanocomposites have been produced extensively by electrospinning [5]. Studies have shown that nanofibers don't interfere with the penetration of epoxy resin into reinforcement materials [6, 7]. This allows them to be used by themselves or combined with traditional fabric reinforcement in composite manufacturing processes. Dzenis and Reneker [8] created a revolutionary composite strengthening method with the introduction of nanotechnology, which has subsequently attracted a lot of scientific interest. In order to improve the mechanical characteristics of the resin-rich regions, they used an approach that included introducing unoriented electrospun nanofiber mats between the reinforcement layers. According to Liu et al. [9], the mechanical characteristics of glass/epoxy composites are influenced by the type and thickness of the nanofiber mat. Lasenko et al. [5] examined the effects of adding nanofibers made from polyamide (PA6) to an epoxy matrix on thermal and tensile behavior of the produce nanocomposite. As was previously noted, there have been various attempts to use electrospun nanofibers in laminates to improve the mechanical properties of composites (GFRP and CFRP). Additional study is needed to determine the effects of nanofiber mats placed with just epoxy, as this could help to increase the structural integrity of composites. Through the use of epoxy and spun nanofibers, the authors created laminated composites [10]. Electrospun nanofiber mats' mechanical properties and structure depend on several variables, one of which is the type of collector, rotating drum speed [11], syringe diameter, flow rate of solution via the syringe, and collector distance [12]. Strength is increased as the diameter of the nanofiber is reduced [13]. Beylergi̇l et al. [14] modified carbon fiber/epoxy composites by spinning polyvinyl alcohol (PVA) nanofibers on carbon fiber before adding epoxy. While PVA nanofibers enhanced the mechanical properties of unidirectional carbon/epoxy laminates under in-plane stress, they caused a slight decrease in the material's resistance to crack growth (Mode-I fracture toughness). However, the nanofibers did promote a more stable crack propagation process.
This study explores how electrospun polyvinyl alcohol (PVA) nanofibers can enhance the mechanical properties of traditional glass fiber/epoxy composites. The aim is to develop novel composites with reduced delamination, resin pockets, voids, fiber pull-out, and anisotropy. PVA was chosen for its water solubility, lack of toxicity, affordability, and ease of processing. Woven glass fiber complements the PVA due to its low density, high strength, and ready availability. This work expands on this idea by examining how electrospun polyvinyl alcohol (PVA) nanofibers might improve the mechanical properties of conventional glass fiber/epoxy composites. In addition to assessing if the addition of PVA nanofibers can lessen delamination, resin pockets, and voids in the composite structure, it focuses on comprehending how these nanofibers affect the tensile, bending, and impact characteristics of glass fiber-reinforced epoxy composites. This approach offers a promising route towards lightweight and cost-effective composite materials suitable for structural applications in aerospace, automotive, and construction industries. To evaluate the impact of using these two types of reinforcement (PVA nanofibers and glass fiber) on the final composite, tensile, bending, impact, and hardness tests were employed.
2.1 Materials
This study employed E-Glass random fibers (Tenax, England) as reinforcement and Sikadur 52 LP epoxy resin (matrix) to create laminated composites. Polyvinyl alcohol (PVA, CAS NO. 25213-24-5, MW 67000, Germany) was electrospun into nanofibers using distilled water as the solvent.
2.2 Fabrication of the nanofibers
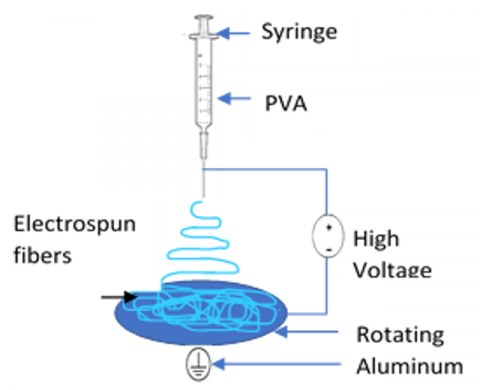
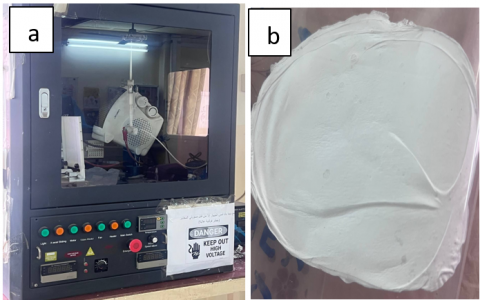
A 15% w/v PVA solution was prepared by dissolving PVA granules in distilled water at 70℃ with continuous magnetic stirring for 2 hours until the solution became homogenous. Ultrasonication for 30 minutes at a frequency of 40 kHz to degas and stabilize the solution, ensuring its uniformity and readiness for electrospinning. Electrospinning was then performed at room temperature using a NaBond device with the following parameters: 10 mL PVA solution in a syringe, 24 kV voltage, 1 mL/h flow rate, 15 cm needle-collector distance, and a 14.5 × 14.5 cm aluminum collector plate, the “needle-collector distance” represents the separation between the electrospinning syringe tip and the collector plate, a parameter crucial for controlling fiber morphology. Figure 1 shows the schematic system and Figure 2 shows the real device. Three specimens were fabricated for each type of composite to ensure repeatability. All experimental steps, including PVA solution preparation, ultrasonication, and electrospinning, were carefully replicated under identical conditions to maintain consistency and reproducibility.
Figure 1. Schematic representation of electrospinning device with PVA fibers mat
Figure 2. a) Electrospinning device, b) The electrospun PVA fibers mat
2.3 Fabrication of the multilayered composites
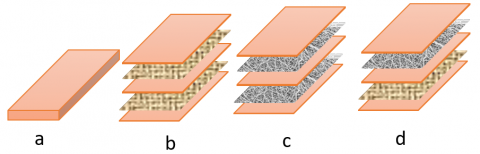
Hand layup was used to create the composite samples with fibers reinforced within the epoxy matrix, the “hand layup” method mentioned in the fabrication section refers to manually layering reinforcement fibers and epoxy resin in a mold, which is a commonly used process for producing laminated composites. First, the mold was cleaned, and its inner surface was coated with a thin layer of Vaseline to prevent adhesion and ease removal of the finished composite. The silicone mold dimensions were chosen according to the required tests. Epoxy resin and hardener were mixed in a 2:1 ratio following the manufacturer's instructions. Layers of both glass and PVA fibers were cut to match the mold shape. The fabrication process involved pouring the mixed epoxy resin into the mold, followed by placement of the reinforcing fiber layers, layer by layer with epoxy. The remaining resin was then poured on top and this process was done at room temperature. After 24 hours, all samples were removed from the mold, and the curing process was carried out at 50℃ for one hour to complete polymerization process and vaporized the remaining hardener. After that, the resultant composites were left at room temperature for 2 days before starting tests. The volume fraction for each component in resultant composites was calculated according to the rule of mixture which is represent the basic rule for prepared composites. Four composite compositions were prepared:
1. Pure epoxy (control)
2. Epoxy with added glass fibers
3. Epoxy with added PVA fibers
4. Epoxy with combined glass and PVA fibers
Three specimens were fabricated for each composite type. Table 1 summarizes the composition of the polymer composites. All tests were conducted at room temperature. Figure 3 illustrates the samples designs.
Table 1. The composition of samples polymer composite
|
Composition |
Symbol |
Volume Fraction |
|
Pure epoxy |
Epo. |
100% Epo. |
|
Epoxy+ Glass fiber |
Epo. + G.F |
83% Epo + 17% G.F |
|
Epoxy/Polyvinyl alcohol fiber |
Epo. + PVA |
98% Epo + 2% PVA |
|
Epoxy/Glass fiber/ Polyvinyl alcohol fiber |
Epo. + G.F + PVA |
82% Epo. + 16% G.F + 2% PVA |
Figure 3. Design of samples: a) Pure epoxy, b) Epoxy/Glass fibers, c) Epoxy/PVA fibers, and d) Epoxy/Glass fiber/PVA fibers
3.1 FESEM
The morphology and diameter of the electrospun PVA nanofibers were characterized using a scanning electron microscope (FESEM), model Tescan VEGA-SB, with acceleration voltage 15kV and magnification range 5-35 kX. To enhance image clarity, the samples were sputter-coated with a thin layer of gold prior to SEM analysis.
3.2 Mechanical tests
3.2.1 Tensile test
This test is carried out according to ASTM D638 by utilizing tensile machine (universal testing machine), type (Instron) at a cross head speed (strain rate) of (5mm/min) and load was applied equal to (5 kN) until the specimen fractured. The test process involves placing the test specimen in the testing machine and slowly extending it until it fractures. During this process, the elongation of the gauge section was recorded against the applied force, and the engineering strain was calculated from the elongation measurement. The tensile force is used to calculate the engineering stress by divided it by the normal cross-section area of the specimen. The (stress–strain) curve was obtained [15]. Each test was performed on three specimens to ensure repeatability.
3.2.2 Bending test
This test is performed at ambient temperature in accordance with ASTM D790. A flexural test was done using a universal test machine dependent upon three-point bending. In this test, the sample’s ends were fixed on the instrument’s supports, applying a vertical force which increased gradually at the center of the sample until the fracture of the specimen occurred, and getting the curve that illustrates between displacement (mm) and the force (N) for each specimen. The obtained properties of each composite sample prepared are the flexural modulus and flexural strength [16]. Each sample was tested three times, and average values were reported.
3.2.3 Impact test
This test is carried out at room temperature according to ASTM D4812 or ISO-180 by using an Izod impact tester (XJU series pendulum Izod/Charpy impact tester). Energy absorption is essential for the fracturing of the sample, which provided directly from the apparatus. Using the Izod method, the sample was mounted vertically, and the pendulum raising to its maximum point according to the instrument’s testing method, fixing it tightly, and then letting it hit the sample so that its potential energy is converted into kinetic energy. Three specimens were tested and the final results represented the average of three tested specimens [17].
3.2.4 Hardness test
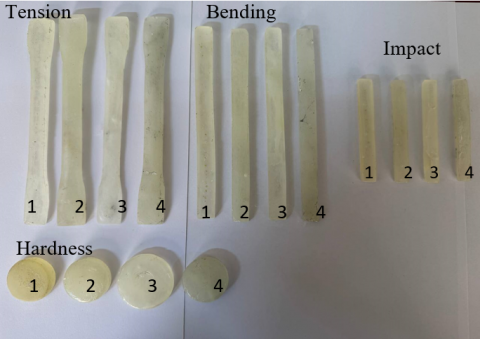
The surface of the sample must be smooth, flat and plain for the hardness to be tested. The dimensions of the sample are a diameter of 50 mm and a thickness 4 mm in accordance with ASTM D2240 by Dorumeter hardness test [18]. This test is carried out with utilize hardness device type (Shore D) with a load of 50 N was added and the depressing time of measuring was about (15) Sec. Every sample was examined five or seven times simultaneously at various places, and the average value was determined. The average value and standard deviation were calculated to represent the hardness of each composite and this test done at room temperature. All the prepared samples of these tests are shown in Figure 4.
Note: 1) Epoxy, 2) Epoxy/GF, 3) Epoxy/PVA, 4) Epoxy/GF/PVA
Figure 4. The prepared samples
4.1 Field emission scanning electron microscopy (FE-SEM)
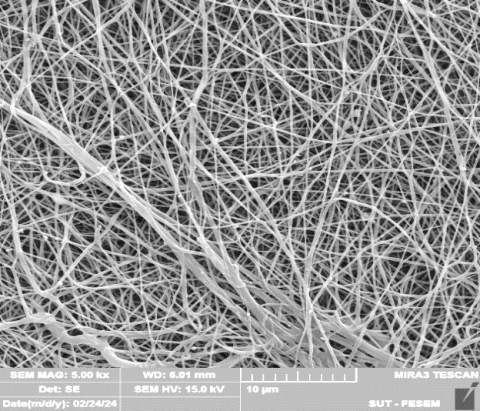
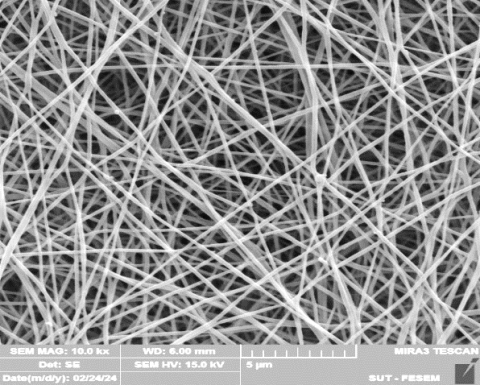
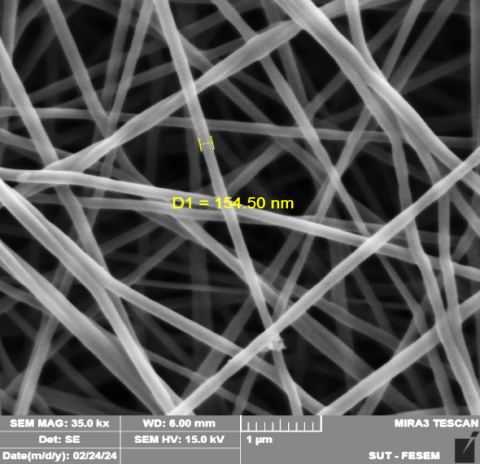
Field emission scanning electron microscopy (FE-SEM) was employed to examine the morphology of the electrospun PVA membrane. FE-SEM offers valuable insights into various aspects of the nanofibers, including fiber size, presence of aggregates, particle distribution within the polymer matrix, homogeneity, void existence, and potential fiber orientation [19-21]. Figure 5 showcases the morphology of the fibrous structure of the pure PVA sample at various magnifications. The resulting fibers exhibit a highly porous structure and appear smooth, bead-free, regular, and continuous. The average diameter of these nanofibers is 154.50 nm, with a range of 60 to 210 nm, as illustrated in Figure 5c. Scanning electron microscope (SEM) images were used to measure the fibre diameters. Following the acquisition of SEM pictures of the fibres, the pictures were loaded into ImageJ for examination. Multiple fibres were manually chosen using the software's measuring tools, and measurements of their diameters were taken at different intervals along their lengths. To guarantee a representative sample, the diameters of a number of fibres were measured. The mean fibre diameter was then calculated by averaging the individual readings.
4.2 Mechanical results
4.2.1 Tensile test results
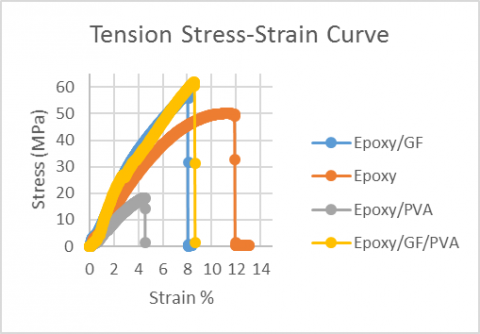
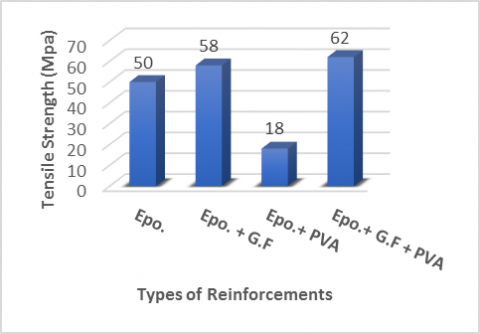
It has been examined how PVA nanofibers influence the strength of epoxy composites, comparing them to composites reinforced with glass fibers. It had been used tensile testing (Figures 6 and 7) to measure the ultimate tensile strength (maximum stress before breaking) for composites with different reinforcements: glass fiber only, PVA nanofiber only, and a combination of both. Adding any fibers increased the strength compared to unreinforced epoxy. This is because fibers improve the material's internal bonding, allowing it to distribute stress more evenly under tension and prevent weak points. Notably, glass fiber composites (58 MPa) were significantly stronger than those with just PVA nanofibers (18 MPa). Interestingly, combining both types of reinforcement (glass fiber with PVA nanofibers) led to an even higher ultimate tensile strength (62 MPa) compared to glass fiber alone. This suggests that PVA nanofibers, despite being weaker themselves, play a role in strengthening the composite. It appears they help transfer the load more effectively to the stronger glass fibers, possibly due to their close interaction.
(a)
(b)
(c)
Figure 5. Field emission scanning electron microscope images for PVA nanofibers electrospun at various magnifications: (a) 5000x (b) 10000x (c) 35000x
Figure 6. Stress-strain curves in tension of composites
Figure 7. Ultimate tensile strength of composites
Overall, the study suggests that incorporating PVA nanofibers can improve the mechanical properties of epoxy composites, particularly their tensile strength.
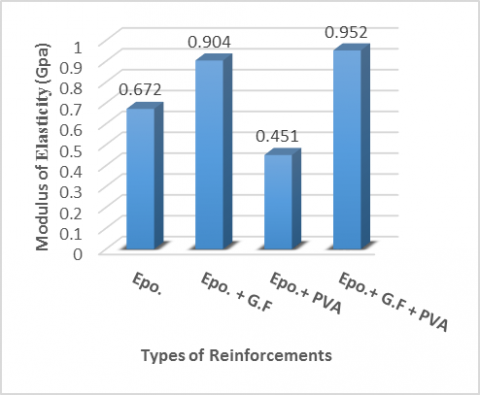
Figure 8 shows how the stiffness (modulus of elasticity) of epoxy composites is impacted by the type of reinforcement added (glass fiber, PVA nanofibers, or both). The figure clearly demonstrates that adding any type of reinforcement increases the stiffness compared to unreinforced epoxy (0.672 GPa). Glass fiber reinforcement seems to be the most effective, raising the modulus of elasticity to 0.904 GPa. Interestingly, even though PVA nanofibers themselves are not very stiff (Epo+PVA is 0.451 GPa), their presence improves the stiffness of the glass fiber composite (Epo+Glass) to 0.952 GPa. This suggests that PVA nanofibers, despite their lower stiffness, contribute to a more effective load transfer within the composite, leading to overall increased stiffness. In essence, the addition of reinforcements, especially in combination, significantly enhances the stiffness of the epoxy composite.
Figure 8. Modulus of elasticity of composites
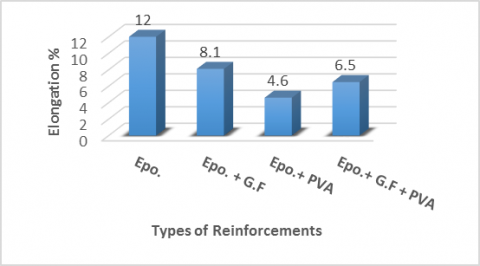
Adding fibers to the epoxy resin makes the material less flexible. This was measured by the elongation percentage at break (how much it stretches before breaking) in Figure 9. Pure epoxy, with no fibers added, is the most flexible material (12% elongation). Including any type of fiber reinforcement, whether it's stiffer glass fiber (8.1% elongation) or more flexible PVA nanofibers (4.6% elongation), reduces this flexibility. Imagine the fibers acting like tiny rods inside the composite. Since they're stiffer than the epoxy, they restrict its ability to bend and stretch freely. Interestingly, even though PVA nanofibers themselves are more flexible, their presence in the composite with glass fibers (Epo+G.F+PVA) slightly reduces flexibility compared to glass fiber alone (6.5% elongation). This suggests there might be other factors at play, like the fibers limiting the movement of the epoxy around them.
Figure 9. Elongation percentage of composites
4.2.2 Flexural test results
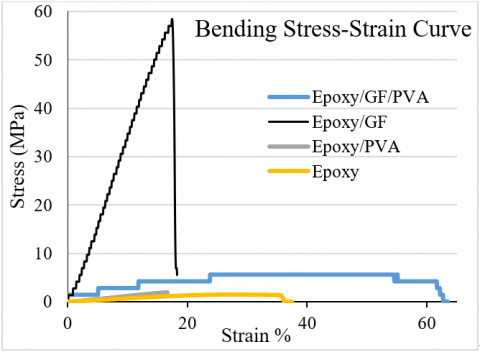
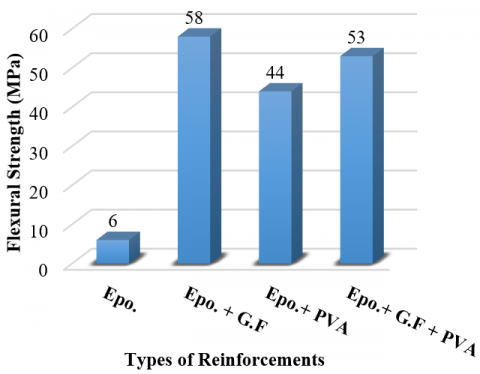
Figures 10 and 11 shows how adding fibers (glass or PVA nanofibers, or both) significantly improves the flexural strength (bending resistance) of epoxy composites. This happens because the fibers absorb most of the applied force and distribute it throughout the material, strengthening the composite [22, 23]. While pure epoxy has a low flexural strength of 6 MPa, adding a layer of glass fiber increases it to 58 MPa. Interestingly, PVA nanofibers on their own provide a smaller improvement (44 MPa), suggesting they are not as strong for bending. In fact, the combined (Epo+G.F+PVA) composite reaches 53 MPa, indicating that the PVA fibers don't significantly enhance the strength gained from the glass fibers.
Figure 10. Flexural strength of composites
Figure 11. Flexural strength of composites
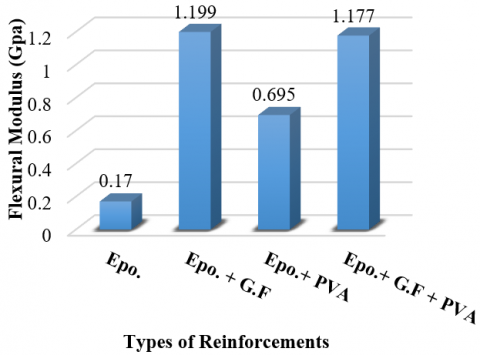
Figure 12. Flexural modulus of composites
Adding fibers significantly enhances the bending resistance (flexural strength) and stiffness (flexural modulus) of epoxy composites, as shown in Figures 11 and 12. This is because the fibers act like tiny reinforcements, absorbing force and distributing it throughout the material. Pure epoxy is weak in bending (6 MPa flexural strength, 0.17 GPa flexural modulus). However, adding a layer of glass fiber dramatically increases both properties (58 MPa flexural strength, 1.199 GPa flexural modulus). Interestingly, PVA nanofibers offer some improvement in flexural strength (44 MPa) but to a lesser extent, and their stiffness (0.695 GPa) is higher than pure epoxy but lower than glass fiber. The combined composite (Epo+G.F+PVA) reaches 53 MPa in flexural strength, suggesting the PVA fibers don't significantly enhance the strength gained from glass fibers. This aligns with the findings in references [23, 24], those stiffer fibers lead to greater stiffness in the composite.
4.2.3 Impact test results
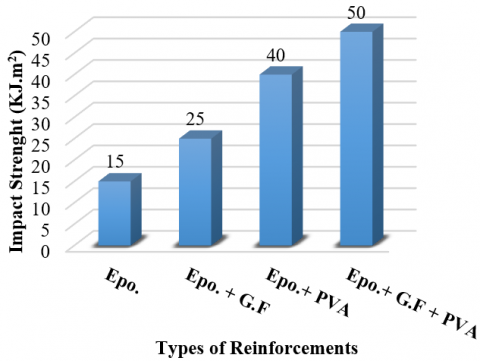
Figure 13 shows the impact strength (resistance to sudden forceful impacts) of epoxy composites with different fiber reinforcements. Interestingly, adding any type of fiber, whether glass (25 kJ/m²) or PVA nanofibers (40 kJ/m²), increases impact strength compared to pure epoxy. While these fibers act as stress concentration points, their presence seems to outweigh this drawback [25]. The highest impact strength (50 kJ/m²) is achieved with the combined glass fiber and PVA nanofiber composite (Epo+G.F+PVA). This suggests that the strong bonds between the epoxy matrix and both types of fibers might prevent cracks from spreading within the material, leading to superior impact resistance.
Figure 13. Impact strength of composites
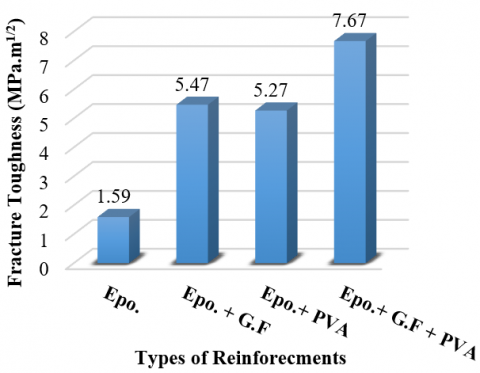
Figure 14 builds upon the findings from previous figures to explain the fracture toughness (resistance to crack growth) of the composites. As expected from the impact strength results, adding fibers (glass or PVA nanofibers) improves the fracture toughness of the epoxy composites compared to pure epoxy. This is likely because the strong interfacial bonding between the fibers and the epoxy matrix hinders crack propagation within the material. Similar to impact strength, the combined (Epo+G.F+PVA) composite exhibits the highest fracture toughness (7.67 MPa.m1/2) compared to glass fiber (5.47 MPa.m1/2) or PVA nanofibers alone (5.27 MPa.m1/2). This further supports the idea that both types of fibers working together create a more robust network that effectively absorbs energy and restricts cracks [26-28].
Figure 14. Fracture toughness of composites
4.2.4 Hardness test results
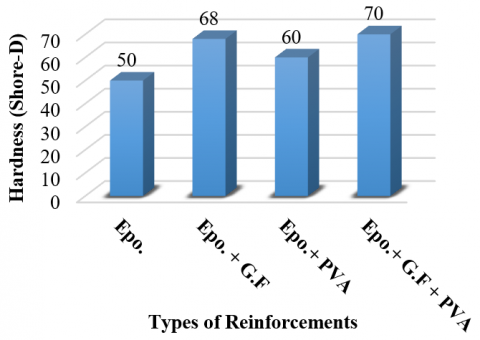
Figure 15 shows how adding any type of fiber reinforcement, whether glass or PVA nanofibers, increases the hardness of the epoxy composite compared to pure epoxy (50 Shore D). This makes sense because the fibers are inherently harder than the epoxy resin. Glass fibers, being the stiffer material, provide the most significant improvement in hardness (68 Shore D). Interestingly, even though PVA nanofibers themselves are softer (Epo+PVA is 64 Shore D), their presence in the composite with glass fibers (Epo+G.F+PVA) slightly increases hardness (70 Shore D) compared to glass fiber alone. This suggests that both fiber types contribute to a denser, more rigid structure, leading to overall increased hardness.
Figure 15. Hardness values of composites
This study investigated how adding electrospun PVA nanofibers affects the mechanical properties of glass fiber/epoxy composites. The nanofibers were incorporated using a hand layup technique, and importantly, they did not hinder the epoxy's ability to saturate the reinforcement layers. Additionally, the nanofibers were well-distributed throughout the resin. The resulting composites with PVA nanofiber interlayers exhibited improved mechanical performance: tensile strength (62 MPa) approximately 24%, modulus of elasticity (0.952 GPa), impact strength (50 kJ/m²), and fracture toughness (6.67 MPa.m1/2). These enhancements can be attributed to the high surface area of the PVA nanofibers, which promoted strong interfacial bonding with the epoxy matrix, effectively reducing delamination and distributing stresses more uniformly throughout the composite. The findings underscore the potential of electrospun PVA nanofibers as a cost-effective and efficient reinforcement strategy for developing lightweight, high-performance composites suitable for aerospace, automotive, and structural applications.
The authors would like to express their gratitude to the University of Technology-Iraq for its support of this research.
[1] Gupta, M.K. (2018). Investigations on properties of glass fibre reinforced polymer composite. American Journal of Polymer Science & Engineering, 6: 31-44.
[2] Ajayan, P.M., Schadler, L.S., Giannaris, C., Rubio, A. (2000). Single‐walled carbon nanotube-polymer composites: Strength and weakness. Advanced Materials, 12(10): 750-753. https://doi.org/10.1002/(SICI)1521-4095(200005)12:103.0.CO;2-6
[3] Foruzanmehr, M., Elkoun, S., Fam, A., Robert, M. (2016). Degradation characteristics of new bio-resin based-fiber-reinforced polymers for external rehabilitation of structures. Journal of Composite Materials, 50(9): 1227-1239. https://doi.org/10.1177/0021998315590262
[4] JyotiKalita, J., Singh, K.K. (2018). Tribological properties of different synthetic fiber reinforced polymer matrix composites-A review. In 2nd International Conference on Advancements in Aeromechanical Materials for Manufacturing, Telangana, India. https://doi.org/10.1088/1757-899X/455/1/012134
[5] Lasenko, I., Sanchaniya, J.V., Kanukuntla, S.P., Ladani, Y., Viluma-Gudmona, A., Kononova, O., Lusis, V., Tipans, I., Selga, T. (2023). The mechanical properties of nanocomposites reinforced with PA6 electrospun nanofibers. Polymers, 15(3): 673. https://doi.org/10.3390/polym15030673
[6] Kelkar, A.D., Mohan, R., Bolick, R., Shendokar, S. (2010). Effect of nanoparticles and nanofibers on Mode I fracture toughness of fiber glass reinforced polymeric matrix composites. Materials Science and Engineering: B, 168(1-3): 85-89. https://doi.org/10.1016/j.mseb.2010.01.015
[7] Özden-Yenigün, E., Bilge, K., Sünbüloğlu, E., Bozdağ, E., Papila, M. (2017). High strain rate response of nanofiber interlayered structural composites. Composite Structures, 168: 47-55. https://doi.org/10.1016/j.compstruct.2017.02.007
[8] Dzenis, Y.A., Reneker, D.H. (2001). U.S. Patent No. 6,265,333. Washington, DC: U.S. Patent and Trademark Office.
[9] Liu, L., Huang, Z.M., He, C.L., Han, X.J. (2006). Mechanical performance of laminated composites incorporated with nanofibrous membranes. Materials Science and Engineering: A, 435: 309-317. https://doi.org/10.1016/j.msea.2006.07.064
[10] Hassan, T., Salam, A., Khan, A., Khan, S.U., Khanzada, H., Wasim, M., Khan, M.D., Kim, I.S. (2021). Functional nanocomposites and their potential applications: A review. Journal of Polymer Research, 28(2): 36. https://doi.org/10.1007/s10965-021-02408-1
[11] Sanchaniya, J.V., Kanukuntla, S.P., Simon, S., Gerina-Ancane, A. (2022). Analysis of mechanical properties of composite nanofibers constructed on rotating drum and collector plate. In 21st International Scientific Conference "Engineering for Rural Development", Jelgava, Latvia, pp. 737-744. https://doi.org/10.22616/ERDev.2022.21.TF227
[12] Beachley, V., Wen, X. (2009). Effect of electrospinning parameters on the nanofiber diameter and length. Materials Science and Engineering: C, 29(3): 663-668. https://doi.org/10.1016/j.msec.2008.10.037
[13] Lasenko, I., Grauda, D., Butkauskas, D., Sanchaniya, J.V., Viluma-Gudmona, A., Lusis, V. (2022). Testing the physical and mechanical properties of polyacrylonitrile nanofibers reinforced with succinite and silicon dioxide nanoparticles. Textiles, 2(1): 162-173. https://doi.org/10.3390/textiles2010009
[14] Beylergil, B., Tanoğlu, M., Aktaş, E. (2016). Modification of carbon fibre/epoxy composites by polyvinyl alcohol (PVA) based electrospun nanofibres. Advanced Composites Letters, 25(3). https://doi.org/10.1177/09636935160250030
[15] ASTM D638-14. (2014). Standard test method for tensile properties of plastics. ASTM International. https://doi.org/10.1520/D0638-14
[16] ASTM D790-17. (2017). Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM International. https://doi.org/10.1520/D0790-17
[17] ASTM D4812-11. (2014). Standard test method for unnotched cantilever beam impact resistance of plastics. ASTM International. https://doi.org/10.1520/D4812-11
[18] ASTM D2240-15. (2015). Standard test method for rubber property-durometer hardness (D2240). ASTM International. https://doi.org/10.1520/D2240-15
[19] Oleiwi, J.K., Hamad, Q.A., Rahman, H.J.A. (2018). Tensile properties and morphological test of heat cured acrylic resin reinforced by natural powders. International Journal of Mechanical and Production Engineering Research and Development, 8(6): 325-334. https://doi.org/10.24247/ijmperddec201837
[20] Kadhim, N.N., Hamad, Q.A., Oleiwi, J.K. (2020). Tensile and morphological properties of PMMA composite reinforced by Pistachio Shell powder used in denture applications. In 2nd International Conference on Materials Engineering & Science (IConMEAS 2019), Baghdad, Iraq. https://doi.org/10.1063/5.0000181
[21] Hamad, Q.A., Oleiwi, J.K., Abdulrahman, S.A. (2023). Tensile properties of laminated composite prosthetic socket reinforced by different fibers. Materials Today: Proceedings, 80: 2353-2359. https://doi.org/10.1016/j.matpr.2021.06.348
[22] Mohammed, A.A. (2022). Evaluation of the properties of poly-methyl methacrylate reinforced with titanium dioxide for denture application. Journal of Engineering Science and Technology, 17(4): 2765-2775.
[23] Mohammed, A.A. (2022). Effect of zirconium oxide addition on some mechanical and physical properties of acrylic resin. In Technologies and Materials for Renewable Energy, Environment and Sustainability: TMREES21Gr, Athens, Greece. https://doi.org/10.1063/5.0093141
[24] Al-Mosawi, A.I., Dakina, S.M., Salaman, A.J., Hadi, A.S. (2024). Using of reinforcing by hybrid fibers to increase efficiency of unsaturated polyester resin (SIROPOL 8340-Pi) to resisting mechanical loads. The Iraqi Journal for Mechanical and Material Engineering, 89-94.
[25] Oleiwi, J.K., Hamad, Q.A., Abdulrahman, S.A. (2022). Flexural, impact and max. shear stress properties of fibers composite for prosthetic socket. Materials Today: Proceedings, 56: 3121-3128. https://doi.org/10.1016/j.matpr.2021.12.368
[26] Abed, M.S., Ahmed, P.S., Oleiwi, J.K., Fadhil, B.M. (2020). Low velocity impact of Kevlar and ultra high molecular weight polyethylene (UHMWPE) reinforced epoxy composites. Multidiscipline Modeling in Materials and Structures, 16(6): 1617-1630. https://doi.org/10.1108/MMMS-09-2019-0164
[27] Hassoon, O.H., Abed, M.S., Oleiwi, J.K., Tarfaoui, M. (2022). Experimental and numerical investigation of drop weight impact of aramid and UHMWPE reinforced epoxy. Journal of the Mechanical Behavior of Materials, 31(1): 71-82. https://doi.org/10.1515/jmbm-2022-0008
[28] Ahmed, P.S., Abed, M.S., Saleem, I.A. (2023). Ballistic impact of alumina/woven fabric-epoxy/aluminum hybrid composite as body armour: Experimental and simulation. Journal of Applied Mechanics and Technical Physics, 64(4): 555-563. https://doi.org/10.1134/S0021894423040016