Hanaa Khaleel Al. AL-Bayati*![]() | Abimbola Grace Oyeyi
| Abimbola Grace Oyeyi![]() | Susan L. Tighe
| Susan L. Tighe![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The availability of high-quality aggregate for infrastructure development in Canada has significantly decreased. This reduction has posed significant challenges, particularly in large urban areas across Canada. Moreover, exploring the potential of incorporating innovative by-products into pavement structures has displayed potential advantages in technical, economic, and environmental aspects. The methodology presented in this paper is based on several research projects from over the past twenty years. This case study is based on the several research projects that have been conducted at the Centre for Pavement and Transportation Technology (CPATT) in Canada. The focus of this paper is developing a framework that can be used to evaluate the use of recycled materials in asphalt pavement. These include recycled concrete aggregate (RCA); recycled asphalt roof shingles (RAS); recycled crumb rubber (RCR); and recycled asphalt roof shingles (RAS) in asphalt pavement. In addition, the use of RCA in concrete pavement will also be evaluated. In addition, the use of RCA in concrete pavement will also be evaluated. A methodology and strategy for implementing these materials and designs into specifications, while also managing risk, are outlined. Finally, the work presents a life cycle assessment analysis, including the analysis of cost and sustainability. Overall, the paper illustrates the process of evaluating products, technologies, and designs from technical, economic, and environmental viewpoints, and then implementing them in a robustly engineered way. Generally, the collected data results from the lab, field performance of the test sites, and sustainability and Life Cycle Cost Assessment (LCCA) analyses are very promising. For example, the Hot Mix Asphalt (HMA) pavement design with a 40% RAP was the most environmentally friendly. Meanwhile, it was determined that the HMA mix comprising 20% RAP and 20% Crumb Rubber Modifier (CRM) was found to be the most creative and environmentally friendly option. According to another study, higher storage durations were shown to improve RAP and virgin binders' blending, thereby raising the general quality of HMA and RAP mixtures. Furthermore, the study discovered that mixtures containing various types of untreated CRCA in different amounts had higher Indirect Tensile Strength (ITS), rutting resistance, and stiffness modulus than the control mix, which contained 0% coarse recycled concrete aggregate (CRCA). This suggests that the effective utilization of recycled materials is a viable approach with the capacity to significantly enhance the adoption of recycled components in asphalt pavements.
recycled pavement materials, management framework, life cycle assessment, microstructure of pavement materials, pavement mixtures
Globally, transportation agencies find themselves progressively more concerned with environmental questions. These agencies were increasingly aware that transportation infrastructure and systems needed to be developed with environmental sustainability in mind. The asphalt industry has recognized that finding solutions to the problems of resource depletion, waste generation, and environmental sustainability is essential. Consequently, the industry has been experimenting with new technological approaches and new materials. The industry aims to develop sustainable alternatives that will solve numerous problems, ranging from the development of replacements for raw materials that are increasingly difficult to extract, to ways to cut back on waste that ends up simply being dumped in landfills, and developing more efficient ways to use materials in order to decrease waste and environmental impact [1].
In Canada and around the world, the pressure to build infrastructure in urban areas over the past century has resulted in the challenge to find economical and high-quality materials for road construction. This is practically related to the fact that the good quality aggregate is located far away from urban areas where the demand is high, and this subsequently results in the high costs associated with trucking the materials to the sites. The outcome of the Ontario Stone, Sand & Gravel Association's (OSSGA) recent (March 2022) survey found how unpopular quarries are as community development initiatives. Because of this, high-quality aggregate is located particularly far from cities. This has prompted many Canadian Departments of Transportation (DOT's) to evaluate the role of recycling and the opportunity to evaluate alternative materials in our traditional road-building projects. In practice, several barriers must be addressed before recycled materials can be accepted. Initially, there can be a high investment cost required by the private and/or public sector to process the materials. Physical and behavioral barriers, lack of knowledge, and attitudes and perceptions represent some of these barriers [2].
The concept of 'recycling' encompasses nearly any procedure involving the reuse of waste materials instead of their disposal in landfills or destruction. These materials, frequently of excellent quality, hold the potential to diminish the need for other finite resources. As a result, the quest for greater value in terms of technology, economics, and environmental considerations emerges as a fresh challenge. While the reasons for recycling may vary, the recognition of the necessity for sustainable development has significantly shaped the practice of materials recycling [2].
Therefore, this study presents recommendations for improving the sustainable use of recycled concrete aggregate (RCA); recycled asphalt pavement (RAP); recycled crumb rubber (RCR); and recycled asphalt shingles (RAS) in rigid and flexible pavement construction. These recommendations include the best way to incorporate RAP, the type of binder to use, how to integrate crumb rubber, how much RCA is the right amount, treatment techniques that have been proven to improve the quality of recycled materials before applying them to the pavement, the pertinent tests that should be initiated for each type of recycled material, and the right amount of each material for typical asphalt mixtures in Ontario. To help engineers and managers assess creative designs involving material modifications, a framework has been developed to improve sustainability and make and effectively use recycled materials above and beyond current industry norms. There are advantages to this framework; it can be applied and modified for use in colder nations.
The ever-growing worldwide demand for the raw materials used for constructing transportation infrastructure and systems is complicated by the fact that the non-renewable resources and natural aggregates (NAgs) essential for construction are diminishing quickly [3].
An estimated 3 billion tonnes of raw materials are needed each year by the construction industry worldwide, which is twice the amount needed by any other industry [3]. In Ontario, Canada, from 2000 to 2009, aggregate usage averaged about 179 million tonnes per year, and between 2020 and 2029, this is expected to rise to approximately 191 million tonnes per year, according to the Ontario Ministry of Natural Resources [4]. Hence, this high demand has the potential to create a significant shortage of NAgs in Ontario and may pose similar challenges in other Canadian provinces and around the globe. Furthermore, during the industrial production of concrete mixtures, in which Portland cement (PC) is the main component, significant emissions of various pollutants, such as compounds of sulphur, nitrogen, and carbon dioxide, are produced. These emissions cause substantial pollution in the environment [5]. As an example, according to the manufacturing process, creating one tonne of PC can cause almost one tonne of carbon dioxide to be released into the atmosphere [6].
Simultaneously, large volumes of construction and demolition (C&D) waste are generated from various human endeavours, including but not limited to construction, renovation of existing ones, and the demolition of old buildings and civil engineering works. In recent years, it has been estimated that the annual global production of construction and demolition (C&D) waste amounts to 1,183 million tonnes [7].
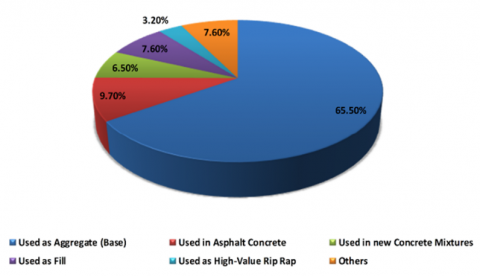
Crushed concrete debris from building and demolition sites is used to make RCA. This procedure produces a useful product out of waste material. As shown in Figure 1, RCA is primarily used in pavement subbase materials, but it has also been applied in other paving applications.
In base and sub-base construction purposes, the use of RCA has become an appealing and effective choice of materials due to its attributes of strong durability and non-expansive properties [8], but at the same time, it has also been used in other paving applications as presented in Figure 1. Strength, durability, cost-effectiveness, waste reduction, and environmental sustainability are some of the advantages of using RCA. The main challenges facing RCA were limited applications, transportation costs, the presence of contaminants, and quality variability, all occurring at the same time.
Figure 1. Crushed cement concrete's final applications [9]
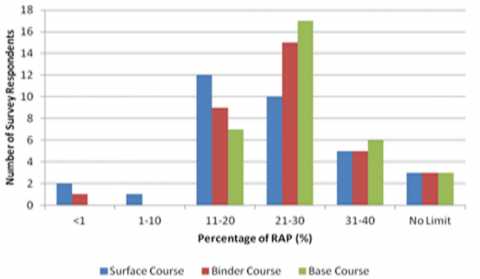
Asphalt pavement meets the definition of a renewable resource because it can be recycled for use in new construction projects, road maintenance, and rehabilitation. With respect to recycled asphalt pavements, RAP stands out as the most frequently recycled product in North America. It comprises well-graded aggregates coated with asphalt cement or binder [10]. RAP is the substance left over after asphalt pavement layers are removed or milled. This procedure is used in projects involving road reconstruction, resurfacing, or demolition. Usually, it is made up of asphalt binder and aggregates, like sand and gravel. RAP is a sustainable pavement construction method that balances economic advantages and environmental benefits, but it also presents some technical and regulatory issues that require careful handling. While the use of RAP is widespread in Canada, particularly in Hot Mix Asphalt (HMA) mixtures for surface courses, it is restricted to 20%. This approach is viewed as cautious when contrasted with the abundance of RAP available in the province. Figure 2 illustrates the findings of the survey carried out by the Subcommittee on Materials under AASHTO (American Association of State Highway and Transportation Officials) [11]. The outcomes represent the maximum allowable RAP percentage for different pavement courses.
Figure 2. Histogram of maximum permissible percentage of RAP for various pavement layers [11]
Moreover, in Canada, the desire to utilize RAP is primarily motivated by rising expenses related to substances and conveyance. The charges associated with producing asphalt pavement are included in this., the scarcity of high-quality aggregates accessible locally, and the shift towards eco-friendly pavement maintenance, preservation, rehabilitation, and reconstruction methods that prioritize low energy consumption and reduced emissions. In 1980, the Ontario Ministry of Transportation commissioned a task force to study recycling practices in the United States, which impacted the province's first concerted efforts to recover and reuse asphalt pavement materials [12]. This initiative set a maximum recycling threshold of 70%, and it was found to be effective in producing economic benefits by avoiding the need for about 126,000 tonnes of new aggregate materials that would have been required in the absence of RAP [12, 13].
In 1982, Alberta Province initiated its recycling initiative through a laboratory study that explored various mix formulations incorporating RAP ranging from 50% to 75% [14]. In New Brunswick, the utilization of 40% RAP in base courses during the period of 1985 to 1987 resulted in savings of nearly forty thousand metric tonnes of asphalt binder, as shown in Figure 2 [15]. Table 1 provides an overview of recycling rates employed in different Canadian provinces as of 1991 [16].
Used rubber tires represent another recyclable commodity. With various uses, including rubberized asphalt, playgrounds and sports fields, and building materials, crumb rubber offers a helpful way to dispose of tire waste. Crumb rubber provides several advantages, including reduced noise, cost-effectiveness, durability, safety features, and environmental benefits. But it also has to contend with issues like market acceptability, processing complexity, and environmental and health safety. Ontario has gathered more than sixty million discarded rubber tires since the Ontario Used Tires Program began in 2009 [17]. The Government of Ontario initiated this program, which is managed by Ontario Tire Stewardship (OTS). At present, the discarded tire inventory in Ontario undergoes recycling processes to produce top-notch items like crumb rubber, tire-derived aggregates (TDA), and manufactured goods. Table 2 furnishes information about the characteristics and applications of each product within Canada. Used rubber tyres are broken down and ground into particles ranging in size from 3.36 mm (No. 6 mesh screen) to 0.075 mm (No. 200 mesh screen) to produce rubber crumbs. While integrating crumb rubber into HMA can be advantageous and has the capacity to utilize significant quantities of discarded rubber tires, its utilization in Canada is restricted due to a lack of experience, early failures in pilot projects, difficulties in the blending process, and limited cost-effectiveness [2].
Table 1. The RAP percentages incorporated into new HMA in 1991 [16]
|
Province/Territory |
RAP Integrated (Yes/No) |
Percentage of RAP Usage |
|
British Columbia |
Yes |
20% to 40% |
|
Alberta |
Yes |
Up to 40% |
|
Saskatchewan |
Yes |
30% to 70% |
|
Manitoba |
Yes |
30% to 50% |
|
Ontario |
Yes |
15% to 50% |
|
Quebec |
Yes |
15% to 30% |
|
Prince Edward Island |
No (Trial) |
- |
|
New Brunswick |
Yes |
Up to 45% |
|
Nova Scotia |
Yes |
Up to 35% |
|
Newfoundland |
No |
- |
|
Yukon |
Yes |
Not known |
|
Northwest Territories |
No |
- |
Table 2. Recycled products from scrap tires and their applications across Canada [2, 18]
|
The Production |
Description of the Product |
Uses |
|
Crumb Rubber |
Discarded tires that undergo processing and are subsequently crushed into various dimensions to create a coarse sand or a product resembling small gravel. |
- Playgrounds instead of sand - Mulch in landscaping applications - After blending the product with epoxy, install it directly on-site. - Raw materials are the primary constituents in molded items such as engine components. - Asphalt road mixtures |
|
Tire Derived Aggregate (TDA) |
Discarded tires are sliced into dimensions that span from 25 mm to 300 mm. |
- Fill material for the subgrade and embankments - Filling materials that are used to support walls and bridge abutments - Projects of landfill - Filling is light in weight. - Drainfields for septic systems. |
|
Fabricated products |
Items are created by sectioning different segments of the discarded tire and repurposing them. |
- Base of traffic cones - Blasting mats |
Asphalt shingle roofs, for both residential and commercial use, are produced in Millions of tonnes every year. Unfortunately, once their intended 15 to 20-year lifespan is over, most of these shingles are disposed of in landfills [19].
An estimated 1.5 million tonnes of waste shingles for roofing are produced in Canada each year, according to a 2007 study by Natural Resources Canada titled "Enhancing the Recovery of End-of-Life Roofing Materials." These are well-made shingles that hold value as a secondary product, even though they might eventually need to be replaced as roofing materials. When these shingles are processed and undergo quality testing, they can be incorporated into asphalt pavements.
For over twenty years, newly manufactured shingles have been employed in asphalt pavements. These shingles are brand new but have been deemed unsuitable for use on roofs due to defects. Nonetheless, they are able to be broken down and classified for utilization on asphalt roads [20].
As is commonly known, there are several environmental advantages to using recycled materials when constructing pavement, including decreased waste in landfills, preservation of natural resources, decreased energy use, reduced greenhouse gas emissions, and mitigation of resource depletion. There are also some possible trade-offs, including issues with durability and quality, costs associated with the economy, obstacles to regulations and standards, and technical difficulties [1].
After a thorough analysis of the literature, it was discovered that most earlier studies on integrating various recycled materials into concrete and asphalt pavements had focused on the consequences of distinct recycled materials on the pavement's properties. A few studies have examined the effects of combining two various materials that have been recycled. Based on the authors' knowledge, none have thoroughly explored a framework similar to this case study, which looks at these combinations in detail. Therefore, a framework has been created to assist engineers and managers in evaluating innovative designs concerning material changes, aiming to enhance sustainability and efficiently utilize recycled materials beyond the existing industry standards. Therefore, this paper presents a methodology that has been established based on several research projects conducted at the Centre for Pavement and Transportation Technology in Canada over the past twenty years. The current study is primarily concerned with the development of the assessment framework for using different types of recycled substances like RCA, RAP, RCR, and RAS either in asphalt pavement or concrete pavement. To achieve this goal, a wide range of data has been used such as recycled material properties, characterization, benefits, and challenges for each recycled material; mix design requirements; performance tests requirements and life cycle assessment. This research attempts to enhance existing knowledge by providing an assessment methodology and developing a strategy related to how these designs and materials can be utilized to meet specifications and, at the same time, manage risk. Lastly, the paper presents a life cycle assessment that encompasses both a cost analysis and a sustainability analysis.
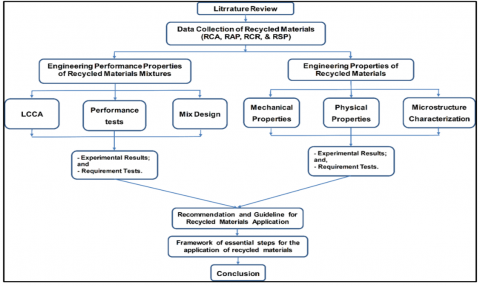
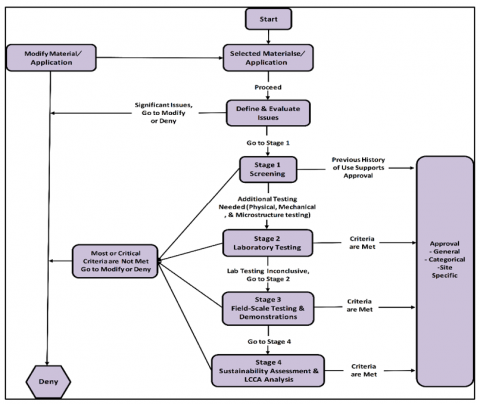
This research's main goal is to create an assessment framework for adding different recycled materials to pavements made of both concrete and asphalt. This framework is derived from several research projects carried out at the Centre for Pavement and Transportation Technology (CPATT) in Canada during the past two decades. This goal is accomplished by gathering engineering and performance information on the recycled materials (RAP, RCA, RCR, and RSP). The physical, mechanical, and microstructure properties are among the engineering attributes of recycled materials. In the meantime, performance tests, mixed design, and LCCA serve as representations of the performance attributes. Presenting the experimental findings and the engineering and performance data tests that were completed is another aspect of the research. Furthermore, one of the most important components of this study was the guidelines and recommendations for using recycled materials. The framework for critical actions in using recycled materials is established at the conclusion. The research approach is detailed in Figure 3. Furthermore, the following sections provide a detailed description of the methodology.
Figure 3. Methodology for the research
Using recycled materials in pavement mixtures goes beyond simply incorporating lower-quality materials. Achieving successful utilization involves considering various factors. Some of these factors pertain to the recycled material itself, including its physical, mechanical, and microstructural characteristics, while others are associated with pavement mixtures such as asphalt cement type, W/C ratio, Portland cement type, NAg types, and volumetric properties of the recycled pavement mixtures.
This part offers the outcomes of ten case studies conducted using different recycled materials. The methodology proposed for assessing the appropriateness of using RCA, RAP, RCR, and RAS in pavement and the results are documented herein.
5.1 Engineering properties of recycled materials
It is well known that most of the pavement mixture's volume is composed of aggregate particles. In asphalt mixtures, the aggregate particles act as the mixture’s skeleton, whereas the asphalt binder functions as an adhesive substance. Therefore, the physical and mechanical properties of both coarse and fine aggregates significantly influence the performance of the pavement. The same behavior was registered for the aggregate particles in the concrete pavement mix. Therefore, based on previous research, the framework or the summary of the required tests for each recycled material could be considered as a guideline to help future studies, as seen in Table 3.
For the evaluation of the consensus properties of the aggregate combination in RAP materials, the asphalt cement was extracted from the RAP, and the aggregates recovered were then utilized.
The outcomes of the studies demonstrated that there was a strong connection between various engineering properties. Figure 4 illustrates a network of interactions between the characteristics of RCA.
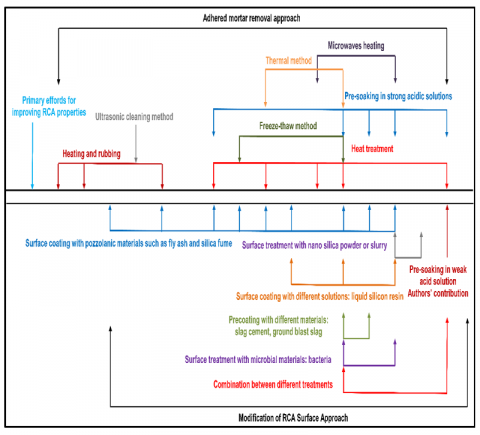
The results obtained also suggested that recycled materials exhibit lower physical and mechanical characteristics in comparison to NAg. For example, RCA displays reduced Bulk Relative Density (BRD), elevated absorption of water, and increased porosity when contrasted with NAg. Therefore, to improve the mechanical and physical characteristics of various types of RCA before utilizing them in pavement construction, multiple treatment approaches have been utilized to improve the structural performance of both concrete and asphalt pavements.
Figure 5 depicts a chronological representation of treatment techniques sourced from literature that have been used to improve the attributes of RCA. The results showed that incorporating RCA following various treatment approaches has been highly effective in meeting all the stipulated Ministry of Transportation criteria, or the required specifications of given province. In the next section, the effect of the utilization of different types of recycled materials on the mechanical performance properties of pavement mixtures will be discussed.
Table 3. Framework' summary of the engineering properties tests of recycled materials of some studies
|
RAP Material [2, 21, 22] |
|||||
|
Aggregate Physical Properties |
Rheological and Physicochemical Properties of Binder |
Binder Microstructure |
|||
|
Test |
Properties |
Test |
Properties |
Test |
Properties |
|
Coarse Aggregate Angularity (ASTM, 2006) |
The percentage of particles with at least one crushed face in the aggregates retained on the No. 4 (4.75mm) sieve |
Direct Tension Test (DTT) |
To predict at what temperature Thermal Cracking would occur |
Environmental Scanning Electron Microscope (ESEM). |
The composition and microstructure of the blending regions. The purpose of this study is to investigate the kinematics of combining aged and virgin binders by taking into account the time-temperature impact that occurs during handling and storage in silos |
|
Uncompacted Void Content of Fine Aggregate (ASTM, 2006) |
Measures the angularity in the portion of aggregates that passes the No. 8 (2.36 mm) sieve |
Bending Beam Rheometer (BBR) |
|||
|
Flat or Elongated Particles in Coarse Aggregate (ASTM, 2010) |
The particles' shapes |
Dynamic Shear Rheometer (DSR) |
At an intermediate temperature for Fatigue Cracking, -Evaluate high temperature performance permanent deformation (rutting) |
|
|
|
Sand Equivalent Test (ASTM, 2009) |
The proportion of clay in the aggregate passing the No. 4 (4.75 mm) sieve. |
Pressure Aging Vessel (PAV) |
Simulate the extended-term aging of the asphalt |
|
|
|
Aggregate Gradation |
Quality of the mix (meet the mix design gradation) |
The Rolling Thin-Film Oven (RTFO) |
Simulate the asphalt's short-term ageing |
|
|
|
Dust Proportion (DP) |
Dust to binder ratio |
Rotational Viscosity (RV) |
Evaluate the workability during construction (select a binder that is sufficiently stiff to resist rutting, but not too stiff to contribute to fatigue cracking) |
|
|
|
|
|
Asphalt binder recovery, using trichloroethylene (TCE). (ASTM D2172), (ASTM D1856), X-ray Fluorescence spectroscopy |
Asphalt binder recovery from RAP samples and silo-stored samples |
|
|
|
RCA Material [23-25] |
|||||
|
Aggregate Physical Properties |
Aggregate Mechanical Properties |
Microstructure Properties |
|||
|
Water Absorption & specific Gravity (ASTM C127) |
To find the bulk, apparent specific gravity and absorption of water |
Abrasion resistance ASTMD6928-10 |
The aggregate's resistance to abrasion and degradation |
-Scanning Electron Microscopy (SEM) |
-The microstructure surface morphology -Interfacial transition zone (ITZ) microcracks (Interface Gap) -The size of pores on the mortar's surface -Matrix crack width and length -Matrix (Macro) cracks density |
|
Porosity [26] |
Porosity of RCA |
-Aggregate crushing value (ACV) British Standard (BS) (812-110 |
Evaluating the aggregate's relative durability Assess the typical stress-strain reaction of loosely compacted bulk aggregate |
Dispersive X-ray Analyzer (EDAX) |
Chemical and mineral composition of RCA Ratio of calcium to silicon (Ca/Si) |
|
Fractured Particles, %, (ASTM D5821) |
Determines the amount (percent) of fracture faced rock particles |
Adhered Mortar Loss [27] |
Determine the quantity of attached mortar in Recycled Concrete Aggregate (RCA) |
X-Ray Diffraction Analysis (XRD) |
Evaluation of Calcium silicate hydrate (CSH) Compounds |
|
Flat & Elongated, %, (LS-608) |
The shape of the particles |
-Freezing and Thawing (LS-614, 2012) |
The ability of coarse aggregate to withstand deterioration due to repetitive freezing and thawing impacts |
|
|
|
Aggregate gradation |
Quality of the mix (meet the mix design gradation) |
|
|
|
|
|
RAS Material [19] |
|||||
|
Aggregate Physical Properties |
Binder Properties |
|
|
||
|
Aggregate gradation |
Quality of the mix (meet the mix design gradation) |
Asphalt cement content |
Shingle asphalt content |
|
|
|
|
|
The asphalt hardness |
Viscosity/penetration |
|
|
Figure 4. The aggregate properties' relationships [23]
Figure 5. Schematic diagram depicting a range of treatment methods aimed at improving the characteristics of RCA [25]
5.2 Engineering performance properties of recycled materials mixtures
This study is presented to provide more knowledge, solve the technical challenges related to recycled pavement mixtures, and advance the current state-of-the-art practice while leading the paving industry towards improved sustainability and effective usage of recycled materials and designs. This research comprised an extensive program of laboratory and field tests conducted to assess the behavior and mechanical attributes of the mixtures that include various recycled materials with different proportions.
Recycled materials have been used in highway projects since the 1970s by the Ontario Ministry of Transportation (MTO) for several reasons such as: engineering, economic, and environmental reasons. In an effort to provide a comprehensive program for individuals engaged in the production, management, and use of recycled aggregates, Aggregate Recycling Ontario (ARO) was established in 2011. This initiative seeks to reduce the mounting debris piles and increase the amount of old concrete that can be recycled [28].
To promote the adoption of recycled materials in Ontario, the CPATT at the University of Waterloo has emerged as a prominent institution in researching and implementing various recycled materials in new pavement construction, conducting numerous successful studies. Table 4 outlines the structure of several literature reviews concerning the application of recycled materials in asphalt and concrete mixtures.
Table 4. Structure of existing literature reviews on the use of recycled materials in pavement mixtures
|
RCA Materials in Pavement Mixtures |
|||||
|
Ref. |
Type of RCA and % Application Type |
The Properties of RCA |
Treatments of RCA |
Test |
Results and Notes |
|
[29] |
(0%, 15%, 30% and 50%) coarse RCA (Lab work and field case study) |
BRD= 2379Kg/m3 W. A%= 4.41 Moisture content%=1.4 |
- |
-Compressive and flexural strength, -Freeze-thaw durability, coefficient of thermal expansion - visual surveys for the field section |
-The findings indicated that concrete mixtures incorporating RCA perform similarly to or outperform conventional concrete in categories such as flexural and compressive strength, freeze and thawing durability and thermal expansion coefficient. -Visual surveys revealed that every test segment was in perfect condition, with a pavement condition index (PCI) value higher than (85). This examination took place following two years of service and approximately 300,000 ESXLs. |
|
Twelve initial blends use three different cementitious content levels in total (315, 330, and 345) kg per m3 were developed. These were used to identify four suitable mixes with RCA contents of varying coarseness, specifically 0%, 15%, 30%, and 50%. to place at the CPATT test track. On the 28-day, the preliminary mixes exceeded the 30 MPa design strength. In June 2007, four testing segments were constructed, each with a different proportion of coarse recycled concrete aggregate (RCA) materials, specifically 0%, 15%, 30%, and 50%. The sections all had identical cross-sections which consisted of a mix of (250) mm Portland cement concrete (PCC), (100) mm asphalt stabilized OGDL and a (450) mm granular base. |
|||||
|
[23] |
Three types of coarse RCA with 100% replacement by volume of virgin coarse aggregate (lab work) |
A.M %= (20.4, 32.1, 36.1) % for RCA*#1,2, &3 A.M %= (29.6, 41.1, 24.5) % for RCA**#1,2, & 3 A.M%= (46.4 ,55.7, & 49.6) % for RCA***#1,2, & 3 BRD = (2.66,2.37, 2.31, & 2.23) for NA, RCA#1,2, &3 W.A5 = (1.52,4.66, 6.15, & 7.81) % for NS, RCA#1,2, &3 Resp A.R%= (11.9, 15.1, 22.1, & 25.0) for NA, RCA#1,2,3 Resp. Mean ACV= (18.2, 23.1, 26, 28.5) for NA, RCA#1,2,3 Resp |
-Nitric acid dissolution method* -Freeze-thaw method** -Thermal treatment method*** |
-Compressive strength, -Slump, -Tensile strength splitting, The elasticity modulus, -Poisson's ratio, -linear coefficient of thermal expansion (LCTE), - The energy of fracture and the modulus of rupture |
The results obtained suggested that concrete incorporating pre-soaked RCA might exhibit higher compressive strengths when compared to regular concrete with equivalent water-cement ratios. Additionally, the findings indicated that it is feasible to use 100% RCA in concrete production throughout the manufacturing process to achieve changing compressive strengths within the range of 30–60 MPa while keeping slump values from 75 to 125 mm by modifying water content, cement content, and the ratio of water to cement. |
|
24 mixtures of concrete were developed. These were classified into three groups: control, direct replacement, and strength-based mixtures. The combinations (mixtures) assigned control were designated with proportions having slump values between (75 -125) mm and compressive strengths of 30 MPa, 40 MPa, 50 MPa, and 60 MPa. These mixtures were used as a reference to compare the mixtures that included RCA. The mixes classified under the "direct replacement" category were utilized to investigate the results attainable through the complete substitution of virgin coarse aggregate with RCA. Virgin coarse aggregate was entirely substituted with RCA, representing a 100% replacement by volume, to evaluate the effect on the concrete's hardened and fresh properties. In the third group, the study used strength-based blends to examine the effect of aggregate properties on the bonding of reinforcement in concrete mixture with identical compressive strength. Furthermore, there were two distinct experimental phases. These tested concretes with varying ranges of compressive strength, different sources for the RCA materials used, and various providers of the same kind of GU cement. |
|||||
|
[24] |
Two RCA types 30% to 100% CRCA by volume of coarse NA (Lab work) |
A. M %= (40.3, 44.3) % RCA#1,2 W.A %= (1.53, 4.72, 6.9) % For (NA, CRCA#1&2) BRD= (2.66, 2.36, 2.28) For (CNA, CRCA#1&2) BRD (FNA)= 2.51 A.R %= (10.8, 16.1, 23.4) % For (CNA, CRCA#1&2) ACV%= (17.9, 25.8, 28) % For (CNA, CRCA#1&2) |
-At different proportions, including 0%, 60%, and 100%, the internal curing capacity of recycled concrete aggregates (RCA) in concrete was evaluated. |
-Aggregate Saturation -Air content -Slump -Fresh density - Compressive strength, - Tensile strength splitting -Linear Coefficient of Thermal Expansion - Modulus elastic, & Permeable porosity |
The study's results revealed that a fully saturated mixture containing RCA leads to higher early-age compressive strength when compared to NA mixtures. Additionally, the findings showed that including 30% RCA in the mix had no substantial impact on the tensile strength values, permeable porosity, and modulus of elasticity of the concrete mixtures. Porous porosity was higher in concrete with RCA than the concrete with NA; conversely, RCA concrete mixes had a lower elastic modulus and tensile strength than NA concrete mixes. |
|
[1] |
Two RCA types (0, 15, 30, & 60) % CRCA by weight of coarse CNAg (Lab work) |
A.M %= (20.4, 32.1, 36.1) % for RCA1#1 & 2 A.M %= (29.6, 41.1, 24.5) % for RCA**#1,2, & 3 A.M%= (46.4 ,55.7, & 49.6) % for RCA***#1,2, & 3 BRD = (2.66,2.37, 2.31, & 2.23) for NA, RCA#1,2, &3 W.A5 = (1.52,4.66, 6.15, & 7.81) % for NS, RCA#1,2, &3 Resp. A.R%= (11.9, 15.1, 22.1, & 25.0) for NA, RCA#1,2,3 Resp. Mean ACV= (18.2, 23.1, 26, 28.5) for NA, RCA#1,2,3 Resp. |
-Heat TRE. @ (250,350,500, & 700°C) -Pre-soaking TRE. with (HCl & C2H4O2) -Mechanical TRE. |
-The test of Indirect tensile strength test (ITS), -Tensile Strength Rati -Dynamic modulus test, -Rutting -Shear Flow, and -Thermal stress restrained specimen test (TSRST) |
The study's results indicated that: -The incorporation of CRCA (Coarse recycled concrete aggregate) in different proportions has proven incredibly effective for CRCA that has been treated and untreated, as it complies with all requirements set by the MTO regarding the volumetric properties of HMA. On the other hand, applying treated CRCA using a variety of treatment techniques seems to produce even better outcomes than using untreated CRCA. -Adding different types of CRCA that has not been treated in varying ratios results in improved resistance to rutting and greater stiffness modulus compared to the control mixture. The kind of CRCA used the asphalt mixtures' permeate deformation properties. Utilizing CRCA after applying various treatments, such as thermal, soaking, and short-mechanical ones, enhances rutting resistance, reduces total rut depth, and slightly increases the stiffness modulus of asphalt mixes based on the type of CRCA. -The results revealed that the mixes incorporating CRCA that had not been treated exhibited significantly higher ITS (Indirect Tensile Strength) than the control mixture. -The TSR (Tensile Strength Ratio) values for all mixtures containing different types and percentages of CRCA that have not been treated exceed the minimum value specified in MTO regulations. -The approach of combining prior to soaking technique with a weak acid treatment, subsequently to a brief mechanical treatment, proved to be notably effective in improving the moisture resistance of asphalt mixtures, surpassing the performance of other combination methods. -According to the TSRST test results, adding CRCA reduces the fracture temperature compared to the control mixture. -Moreover, implementing a combination of different treatment methods results in a notable decrease in the fracture temperature, signifying the effective use of CRCA that has been treated in Hot Mix Asphalt mixes, particularly in colder climates. |
|
Designs for fourteen HMA Superpave mixes were developed in conformity with AASHTO R 30-2 (2006). The design equivalent to a single-axle load varied from 10 to 30 million. The design gyration level (Ndes) was set at 100, while the maximum gyration level (Nmax) was established at 160. To specify the temperatures of both compaction and mixing, viscosity values of 1.7 Poises and 2.8 Poises were determined, respectively. |
|||||
|
[2, 21] |
-DGAC with (15, 20, & 40%) RAP -DGAC RCR terminal-blend HMA mix containing 20% RAP -GGAC RCR field-blend with 20% RAP (Field & lab) |
-Crushed faces %= (99.1, 98.5, 97.8%) two crushed faces for (0, 20, 40%) RAP -Uncompacted Voids= (44.5, 45.8, 44.7%) for (0, 20, 40%) RAP -F&E= (0.2, 0.1, 0.4%) for (0, 20, 40%) RAP Sand Equivalency%= (67, 73.5, 90.5%) for (0, 20, 40%) RAP |
- |
-Rheological Characterization of Asphalt Binders -Shear Modulus (DSR) -Tensile Strength Rati -Dynamic modulus, - Rutting -Flow Number, and -Thermal stress restrained specimen test (TSRST) |
-The results from the Rheological analysis of binders demonstrated that the influence of RAP variation is significantly influenced by the original asphalt binder's PG (performance grade). -The experimental findings also indicated that, apart from the recovered binders from 20% and 40% RAP (Reclaimed Asphalt Pavement) in HMA mixtures with PG 52-40 and 52-34 asphalt cement types, all other recovered asphalt binders from various PG types and different RAP proportions exhibited greater flexibility at lower and moderate temperatures. This characteristic contributes to enhancing the resistance against fatigue failure in RAP HMA. -The results indicate that there were significant enhancements in both the complex shear modulus (G*) and phase angle (δ) parameters of the binder when modified with CRM (Chemical Recycling Method). Consequently, the use of CRM-modified binder helps in achieving a balance between the asphaltenes and maltenes components in the aged-RAP (Reclaimed Asphalt Pavement) binder, leading to a substantial impact on the resistance to rutting and thermal cracking in the evaluated Hot Mix Asphalt (HMA) mixtures. -The experimental findings showed that increasing the RAP (Reclaimed Asphalt Pavement) content or incorporating CRM into HMA (Hot Mix Asphalt) led to mixtures that were more rigid and had greater elasticity. These mixtures also demonstrated improved resistance to low-temperature cracking, fatigue cracking, and permanent deformation impacts. -In conclusion, it was established that the performance of recycled HMA regarding issues like low-temperature cracking, rutting, stiffness, and susceptibility to fatigue was influenced by both the RAP content and the PG of the virgin asphalt binder concurrently. |
|
[22] |
20% & 40% RAP (Lab work) |
|
- |
-Dynamic modulus, -Rutting -Thermal stress restrained specimen test (TSRST), & -Four-point bending test |
-The results indicated that longer interaction periods and higher temperatures between the aged and virgin asphalt binders result in more effective mixing and blending. -The results reveal that RAP-HMA samples obtained after 12 hours of storage in a silo exhibited decreased stiffness, which was attributed to enhanced blending between the aged and virgin binder. -The experiential results indicated that an increase in the silo-storage time leads to a slight reduction in VMA and Vbe of all RAP-HMA samples. -According to data collected, RAP-HMA mixture stiffness significantly decreased following 8 and 12 hrs of storage. In addition, the findings demonstrated that silo-storage duration of up to 4 hrs did not significantly influence the RAP-HMA stiffness. |
|
|
The asphalt mixtures were manufactured and gathered from two distinct asphalt plants. Various times were used to gather the mix samples to investigate the impact of storage duration on the blending process and achieve a cohesive outcome. (0, 4,8, 12, and 24) hrs of storage in the silo. To reduce any additional blending between the virgin and aged binder, all the RAP HMA samples were stored in a particular chamber at (7˚C) till the compaction day of the samples. |
||||
|
RAS & RAP Materials in Pavement Mixtures |
|||||
|
[14] |
-(1.5, 3, 6) % RAS -(12, 13.5, 25) % RAP in all HL3, SP12.5 FC1 &2, & SP19 (laboratory & field work) |
- |
- |
-Surface distress evaluation – visual analysis -Surface texture – sand patch method -Friction – British pendulum tester -Deflection measurement – PFWD -Friction – British pendulum tester -Dynamic Modulus and properties of binders (MEPDG) |
-The field assessments indicated that the road surfaces remained in satisfactory condition during the research monitoring period, the study, which ended up lasting for four years for all three of the residential streets used in Markham (town) and lasted for two years on the CPATT Test Track -The structural analysis data, executed using MEPDG, showed Mix 3 as the highest performer in terms of Life-Cycle Assessment, followed by Mix 2. Mix 3 consists of 3% RAS and 25% RAP, while Mix 2 is comprised of 6% RAS and SP19 asphalt binder. |
|
|
This study aimed to assess the incorporation of discarded shingles into six standard Hot Mix Asphalt (HMA) mixtures commonly used in Ontario; firstly, (5 and 13.5) % RAS and RAP, respectively, make up HL 3. The two mixtures, SP19 with 6% RAS and SP19 with 3% RAS and 25% RAP, comprise the binder layer. Two mixes are also present in the surface layer: SP12.5 FC1 with 3% RAS and 17% RAP and SP12.5 FC2 with 6% RAS and 3% RAS along with 12% RAP. The six HMA formulations were also crafted to incorporate RAP, adding complexity to the study as RAP and RAS were presented. |
||||
|
[30] |
-(1.4, 3, 6) % RAS -13.5, 17, 25) % RAP (laboratory & field work) |
- |
- |
-Dynamic modulus, -Resilient modulus, -Flexural fatigue, and -Thermal stress restrained specimen test (TSRST) -Portable falling weight deflectometer (PFWD) |
The outcomes of the research found that: -The dynamic modulus and TEST testing indicated that Mix 3-SP12.5 FC2, which has 3% RAS with 12% RAP, performed better. -Mix 1(HL 3), which included 1.5% RAS with 13.5% RAP, exhibited the highest resilient number, whereas Mix 2 (SP12.5 FC1), comprising 3% RAS with 17% RAP, displayed superior performance in the flexural fatigue test. -In general, the findings from laboratory experiments and field performance tests provided strong encouragement for the incorporation of RAS into HMA, provided that it is appropriately integrated into the mixture. |
|
|
The six distinct asphalt mixture types included in this study were designed to be used in pavements' surface and binder courses. The following are the formulations for Surface Layer HMA: 13.5% RAP and 1.4% RAS are combined with HL 3 to make Blend 1. Blend 2 contains SP12.5 FC1 with 17% RAP with 3% RAS. Blend 3 consists of SP12.5 FC2, 12% RAP, with 3% RAS. SP12.5 FC2 with 6% RAS make up Blend 4. The formulations for the Binder Layer HMA are as follows: Blend 1 is SP19 E and contains 25% RAP and 3% RAS. Blend 2, which is SP19 E, contains 6% RAS. |
||||
BRD = Bulk Relative Density; W.A = Water absorption; ESXLs = Equivalent Single Axle Loads; A.M = Adhered mortar; * Nitric acid dissolution method; ** Freeze-thaw method; *** Thermal treatment method; A.R = Abrasion resistance; CAN = coarse natural aggregate; FNA = fine natural aggregate; ACV = Aggregate crushing value; TRE = Treatment; HCl = Hydrochloric acid; C2H4O2 = Acetic acid; DGAC = Dense-graded Asphalt Concrete Mixtures; GGAC = Gap-graded Asphalt Concrete Mixtures; F&E= Flat and Elongated Particles.
5.3 Sustainability and cost assessment
“A sustainable pavement is one that achieves its specific engineering goals, while, on a broader scale, (1) meets basic human needs, (2) uses resources effectively, and (3) preserves/restores surrounding ecosystems” [31].
The central agreement concerning sustainability primarily pertains to its interconnection and advantages concerning the economy, the environment, and society. Taking these elements into account in the context of constructing a sustainable pavement necessitates that the road is long-lasting, economical, environmentally efficient, and demonstrates performance that is equal to or better than one constructed using new materials. Consequently, the key criteria for assessing the sustainability of a pavement should encompass the following aspects [2]:
• Reduce the utilization of the natural resources;
• Minimize consumption of energy;
• Reduce emissions of greenhouse gases (GHG);
• Reduce pollution in the environment (noise, water, air, etc.);
• Improve safety, health, and risk reduction; and
• Ensure that user comfort and safety are held at a high level.
Applying crumb rubber (CR) to pavements' surface layer, for example, demonstrates energy requirements that are comparable to those of conventional pavements. However, compared to standard mixes, it produces fewer greenhouse gas emissions. Based on these initial findings, adding CR to the surface layer of pavement may be a more environmentally friendly option. It provides a workable way to dispose of old tires while enhancing pavement performance [32]. The results indicate that a large amount of steel slag (SS) is substituted for natural aggregates in pavement concrete and blocks. The fact that this substitution uses a lot less cement means that it is better for the environment overall. Unfortunately, there are adverse environmental effects from the increased use of asphalt and the heavier transportation weight of SS during the mixing process. However, using SS greatly lowers the risks related to landfill overflow and stops the environmental damage caused by exploitation. These benefits are significant, albeit difficult to measure exactly [33].
Tables 5 and 6 summarize some general approaches to improving sustainability concerning pavement recycling at the end of its life & Concrete Materials Production, alongside the related environmental advantages and trade-offs [34].
Various assessment tools have been created to evaluate the sustainability of different options for pavement design, for example: Leadership in Energy and Environmental Design (LEED), GreenLITES, GreenGuide, INVEST, GreenRoads, GreenPave, Sustainable Highways Self-Evaluation Tool, and Envision [2].
Life Cycle Cost Assessment (LCCA) is an analytical method built upon established economic analysis principles, used to evaluate the long-term economic viability among different competing investment alternatives [35]. Table 7 provides a summary of the six primary components affecting pavement life cycle costs and their respective degrees of impact.
LCCA proves highly advantageous in cases where project options meet similar performance standards but exhibit variations in costs relevant to the agency, owner, and pavement users. It allows for a comparison aimed at selecting the project that optimizes net savings.
To increase the usage of recycled materials in the Province of Ontario and to remove hesitation from using them. The University of Waterloo's CPATT had worked on adopting the responsibility of studying HMA LCCL with different types of recycled materials in the new pavement through many successful investigations. Table 8 reveals the framework of some literature studies involving the use of recycled materials in pavement mixtures.
Table 5. Strategies for increasing pavement sustainability through the production of concrete materials [31]
|
Concrete Materials Objective |
Approach to Sustainability Improvement |
Economic Effects |
Impact on the Environment |
Impact on Society |
|
Reduce non-renewable energy consumption and GHG emission in cement manufacturing |
Increased efficiency of cement plants through improved energy harvesting and grinding |
High capital cost but lower cost of manufacturing |
Decreased energy use and GHG emissions |
Less fuel is used, and fewer emissions are produced |
|
Utilization of renewable energy including wind and solar |
High capital cost but lower cost of manufacturing |
Reduced non-renewable energy consumption and GHG emissions |
Less non-renewable fuel consumed and GHG generated |
|
|
Utilization of more efficient fossil fuels |
lower manufacturing costs |
Reduced emissions per unit of energy used |
Cleaner buming fuel |
|
|
Utilization of waste fuels |
lowers manufacturing costs |
Beneficial use of waste material |
Reduces materials in landfills |
|
|
Utilization of biofuels |
Reduces cost to cost neutral |
Reduced GHG emissions |
Reduces dependency on fossil fuels |
|
|
Minimize clinker content in portland cement through allowable limestone additions and inorganic processing additions |
Reduces cost to cost neutral |
Reduced GHG emissions and consumption on fuel |
Reduces dependency on fossil fuels and lowers emissions |
|
|
Increased output of blended cements containing SCMs or limestone |
Reduce cost |
Significant reductions in energy use and greenhouse gas emissions. takes RCWMs away from the landfill |
Reduces dependency on fossil fuels and less material sent to landfill |
|
|
Reduce energy consumption and emission in concrete production |
Increase concrete mixing plant efficiency and reduce emissions |
Increased capital cost but decrease production costs |
Reduce emissions |
Reduced local emissions including noise and particulate |
|
Utilization of renewable energy |
Cost neutral to increase cost |
Reduced emissions |
Reduced emissions |
|
|
Use electrical energy from the grid |
Depends on proximity to grid; should save cost |
Reduced emissions, better emission controls |
Reduced local emissions |
|
|
Use less cement in concret mixtures without compromising performance |
Reduce cost of concrete |
Reduced emissions and energy |
Longer lasting pavements; less delays |
|
|
Use more blended cements without compromising performance |
No impact on cost |
Reduce emissions and energy |
Longer lasting pavements; less delays |
|
|
Increase addition rate of SCms at concrete plant without compromising performance |
Reduce cost of concrete |
Reduced emissions and energy |
Longer lasting pavements; less delays |
|
|
Reduce water use in concrete production |
Recycle washout water |
Cost neutral to slightly added cost |
Use less water resources |
Improved water quality |
|
Recycle water used to process aqqreqates |
Cost neutral to slightly added cost |
Use less water resources |
Improved water quality |
|
|
Increase use of RCWMS and marginal materials as aggregate in concrete |
Change specifications to allow greater amounts of RCWMS to be used in concrete without compromising performance |
Reduced cost |
Less landfill material, less transportation |
|
|
Use RCWMS and marginal aggregate in lower lift of two-lift pavement |
Cost neutral to slightly added initial cost; potential for reduced life cycle costs |
Less landfill material, less transportation |
|
|
|
Improve the durability of concrete |
Lower w/cm through admixture use |
Cost neutral to slightly added cost |
Longer lasting pavements |
Less delays over life cycle |
|
Utilize an effective QA program throughout material production phase |
Slightly added initial cost; save cost on litigations |
Longer lasting pavements |
Less delays over life cycle |
Table 6. Strategies to enhance the sustainability of asphalt pavement recycling within the context of pavement sustainability [34]
|
Objective of Recycling Asphalt Pavement |
Approach to Sustainability Improvement |
Economic Effects |
Impact on the Environment |
Impact on Society |
|
Increase central plant recycling rate of pavements |
Enhance plant technology through the improvement of elements like heating effectiveness, positive dust control, dual-barrel mechanisms, and other pertinent features. |
Requires the producer to make an initial capital investment. can possibly lower the price of making pavement |
If the burden of transport is not offset, can reduce GHG emissions. |
Protects pristine natural resources. Decreases the need for landfills |
|
Improve the initial quality of the materials and construction of the pavement. |
Might lower life-cycle costs while increasing initial costs. |
Can use more energy during material production, but overall life-cycle energy and emissions may decrease. |
Decline in natural resources. |
|
|
Use softening agents or rejuvenators. |
Can increase material production costs. |
Improved pavement quality can lower GHG emissions over the course of a project. |
Protects pristine natural resources. Lessens the need for landfills |
|
|
Maintain and manage RAP stockpiles (reduce moisture, fractionation). |
Can slightly raise the cost of producing materials, but life-cycle costs could go down. |
Can use more energy during the production of materials, but overall life-cycle emissions and energy use could go down. |
Protects pristine natural resources. Lessens the need for landfills |
|
|
Increase the rate of in-place recycling for paving |
Use the proper type and amount of additive or stabilizers. |
Can raise material production costs while possibly lowering life-cycle costs. |
Life-cycle energy and emissions could be reduced. |
Protects pristine natural resources. Lessens the need for landfills |
|
To increase weathering, cracking, and fatigue resistance, use structural asphalt overlays. |
||||
|
To increase quality, create standards for mixture design and QA. |
No costs. |
As a result of the higher quality, life-cycle energy and emissions could be reduced. |
Table 7. Pavement cycle cost components [2]
|
The Six major Life-Cycle Cost Components |
Influence on Life-Cycle Costs |
|
|
Initial costs |
-Design, build and construct. -Cost of hot mix (standard mixes or enhanced pavement designs like stone mastic asphalt or modified / engineered asphalt) |
Moderate to high |
|
Maintenance costs |
Routine maintenance such as crack sealing and patching to extend pavement service life |
Moderate |
|
Rehabilitation costs |
Resurfacing and reconditioning to restore pavement to acceptable service levels |
Moderate |
|
User costs |
Cost of delays due to construction and maintenance |
Low to moderate |
|
Residual value |
Value of the remaining service life of the road (the economic analysis may cover 40 years compared to the road’s expected life of 50 years) |
Low |
|
Salvage value |
Value of reusable components at the end of the analysis period |
Low |
Table 8. Framework of available literature studies of sustainability and LCCA for recycled materials application in pavement mixtures
|
RAP & RCR Materials in Pavement Mixtures (2) |
||||
|
Mix Types |
Sustainability Assessment |
LCCA |
||
|
Tools |
Results & Conclusions |
Tools |
Results & Conclusions |
|
|
-Case A – Rubberized -RAP: 20% RAP + 20% CRM in surface course -Case B - 20% RAP in surface course - Case C - 40% RAP in surface course - Case D - Control Mix with no recycled components in the surface and binder course |
GreenPave assessment |
This simple sustainability analysis registered a scorecard of 13.2 points for Case A - Rubberized-RAP, so it is awarded a GreenPave “Silver” certification. Based on points earned and GreenPave rankings, Case B - 20% RAP and Case C – 40% RAP are awarded the “Bronze” certification, respectively, while Case D – Control Mix is certified unsustainable. |
-Mechanistic-empirical pavement design guide (MEPDG). -PaLATE for environmental analysis |
-The results indicate that building a 1-kilometer pavement section using Case A (Rubberize-RAP HMA) is costlier in comparison to Case D (Control HMA) mix or mixtures involving Case B (20% RAP HMA) and Case C (40% RAP HMA). Nevertheless, Case C and Case B appear to be more economical than Case A, in terms of initial pavement construction cost. -Also, the outcomes showed that Case A (Rubberized-RAP HMA) consistently returned the least expensive total maintenance and rehabilitation cost throughout the analysis period for all discount levels considered. -The analysis for Case A (Rubberized-RAP) is seen to return salvage values higher than Cases B, C and D across all discount levels considered -In conclusion, Case A (Rubberized-RAP HMA) registered a reduction of 8% of the total cost than the Control HMA (Case D) over the 20 years of analysis. While Case B (20% RAP HMA) and C (40% RAP HMA) respectively are approximately 2% and 3% less expensive compared to Case D (Control HMA) over the same period. In terms of an average relative environmental percentage savings (RPS), the obtained analysis results show that the Case C mix has the highest RPS of 26.7% compared to the control mix (Case D). Then followed by Case B- mix with 12.6%, and Case A with 3.4% in total environmental savings compared to the control mix (Case D). |
|
-Green Pave evaluates the sustainability of pavements in four categories. These categories are; pavement design technologies, materials & resources, energy & atmosphere, and innovation & design process with a point for each category (9, 11,8, & 4) respectively, up to a total of 32 points. -The GreenPave framework, which divides assessments into four categories: Bronze (7–10 points), Silver (11–14 points), Gold (15–19 points), and Trillium (20 or more points), has been used to evaluate the sustainability of pavements. -Assessments were carried out for a 20-year anticipated lifespan in the context of maintenance and rehabilitation design strategies. -Using discount rates of 3%, 4%, 5%, and 7%, the preliminary costs for constructing the pavement as well as the schedules for maintenance and rehabilitation were calculated and then annualized over the 20-year analysis period. -Excavation expenses were omitted from calculating the initial pavement construction expense because their inclusion is not consistently essential in a Life Cycle Cost Analysis (LCCA). -Initial pavement construction cost was determined at year zero for all case designs. -Based on the outcomes of the evaluated HMA mixtures in this study, it is considered reasonable and practical to conclude that RAP and CRM are valuable components of typical Ontario Superpave HMA mixtures |
||||
|
RCA Materials in Pavement Mixtures [29] |
||||
|
Mix Types |
Sustainability Assessment |
LCCA |
||
|
Tools |
Results & Conclusions |
Tools |
Results & Conclusions |
|
|
Test section with (0%, 15%, 30%, and 50% coarse RCA) |
Mechanistic – empirical pavement design MEPDG |
The ME-PDG analysis results showed that the long-term performance modelling of percent cracked slabs, joint faulting, and pavement roughness registered an improvement in the performance with increased coarse RCA percentage for all measures. |
Mechanistic – empirical pavement design MEPDG |
-According to the results of the life cycle cost analysis (LCCA), recycled concrete aggregate (RCA) can be used to achieve cost-effective measures as the supply of new aggregate resources decreases. -There is no substantial gap between the coarse RCA amounts observed for each scenario on a per-kilometer basis; nonetheless, the savings become substantial over the length of the whole roadway. |
|
-The pavement configuration included a 250 mm Jointed Plain Concrete Pavement (JPCP) with various percentages of Recycled Concrete Aggregate (RCA), a 100 mm Open-Graded Drainage Layer (ODGL) stabilized with asphalt, then, a 450 mm-sized granular base substance rests on a subgrade consisting of clay. The analysis covered fifty years. -In the context of LCCA, three different pricing scenarios were implemented to model the cost fluctuations of virgin aggregate as its availability diminishes. In Scenario One, costs rise as the quantity of RCA increases, while Scenario Two maintains uniform costs for all RCA mixtures. Third Scenario, on the other hand, sees costs decreasing as the amount of RCA in the mix grows. -A probabilistic LCCA was conducted to assess these scenarios, using Latin Hypercube sampling (LHS) to determine the Present Worth (PW). |
||||
|
RAS Material in Pavement Mixtures [20] |
||||
|
Mix Types |
Sustainability Assessment |
LCCA |
||
|
Tools |
Results & Conclusions |
Tools |
Results & Conclusions |
|
|
-Mix 1: HL 3 1.5% RAS and 13.5% RAP. - Mix 2: SP 19 6% RAS. - Mix 3: SP 19 3% RAS and 25%RAP. - Mix 4: SP12.5 FC1 3% RAS and 12%RAP. - Mix 5: SP12.5 FC2 6% RAS. - Mix 6: SP12.5 FC2 3% RAS and 12% RAP. |
MEPDG Software |
Overall, the results indicate that Mix 2 (SP 19 6% RAS), the binder layer, performed better in all analyses of distress resistance, followed by Mix 5 (SP 12.5 6% RAS), the surface layer. - While, the analysis results revealed that the performance properties of Mix 3 (SP 19 3% RAS, 25% RAP), Mix 4 (SP 12.5 3% RAS, 17% RAP) and Mix 6 (SP 12.5 3% RAS, 12% RAP) were similar to Mix 1: HL 3 1.5% RAS, 13.5% RAP. |
PaLATE |
-Based on the PaLATE outcomes, Mix 3: SP19 3% RAS and 25% RAP had a lower quantity of environmental emissions as well as consuming less water and energy. -In terms of an average relative environmental percentage savings (RPS), the finding indicated that Mix 3: SP19 3% RAS, 25% RAP had the highest average percentage savings of 18% followed by Mix 4: SP12.5 FC1 3% RAS, 17% RAP (11.3%) when compared to Mix 1. -Overall, the optimal sustainable Mix from PaLATE analysis was registered for Mix (3), the specifications include (3%) (RAS) and (25%) (RAP) intended for application in HMA pavement, in contrast to Mix (1). -In conclusion, the structural analysis, life-cycle assessment, and field and laboratory studies collectively suggest that RAS can be a valuable supplement in HMA mixtures, provided it is integrated correctly into the mixture. Moreover, this integration has the potential to result in cost savings. |
|
-This study was conducted to assess the potential utilization of discarded shingles in six typical HMA mixtures commonly used in Ontario. The compositions that are discussed are as follows: HL 3, which has 1.5% and 13.5% Recycled Asphalt Shingles (RAS); binder layer mixes SP19 with 6% RAS or a mix of 3% RAS and 25% RAP; and surface layer formulas SP12.5 FC 1, which has 3% RAS and 17% RAP, and SP12.5 FC2, which has 6% RAS and, in another variation, 3% RAS with 12% RAP. It's important to note that all six HMA mixtures were also designed to incorporate RAP, which added complexity to the research, given that RAP and RAS were both present. - In this study, only the construction phase was examined within the context of LCCL. -Employing life-cycle assessment (LCA), an assessment was conducted to analyze the environmental and economic benefits over a 20-year evaluation timeframe for all blends that contain RAP and/or RAS. The aim was to identify the most economically efficient mixture. -To gauge the cost reductions, two standard mixtures were employed: Control Mix, representing the typical HL 3 combination, and Mix 1, consisting of HL 3 with 1.5% RAS with 13.5% RAP. Mix 1 was used to evaluate the effects of a higher RAS percentage in Hot Mix Asphalt (HMA), and Control Mix was used to evaluate the long-term viability of adding recycled material to HMA. |
||||
5.4 Recommendation and guideline for recycled materials application
Derived from the findings of this study, here is a valuable set of suggestions that can provide assistance in the incorporation of recycled materials into road pavement.
Generally, the recommendations and guidance herein are designed to do the following:
The provisions of guidelines for how recycling can potentially be applied. Assistance in the preliminary analysis of how recycling can be used as an alternative mode of pavement rehabilitation, as well as in setting methodology that is convenient. The provision of guidelines and standards that can be applied when making a detailed analysis of cost, energy, materials design, structural design, construction specifications, and quality control. A recommended methodology for the evaluation of project results in order to compare recycling alternatives with conventional methods of rehabilitation [36].
Figure 6 demonstrates the framework of the guidelines.
Figure 6. Schematic diagram of essential steps for the application of recycled materials in the pavement
This research briefly summarizes the guidance of the utilization of recycled materials in pavement. This research has been established based on the obtained results and recommendations of several case studies presenting various innovative research projects that have been conducted at the Centre for Pavement and Transportation Technology in Canada with the utilization of recycled materials over the past 20 years. This endeavor has examined the possibility of creating traditional asphalt or concrete mixtures in Ontario that incorporate different recycled materials while maintaining pavement performance. The aim is to inspire Ontario's paving sector to progress toward a more sustainable and economically viable path, particularly by enhancing pavement recycling methods.
The experimental test results and the test sites' field performance are generally very positive. This indicates that RAS, RAP, RAC, and RCA can serve as effective supplements in concrete and asphalt pavement blends for roads with low to moderate traffic volumes, provided it is integrated into the mixture correctly.
The physical properties, mechanical properties, and microstructural characteristics of recycled materials should be taken into account before using them in pavement mixes and field applications. Additionally, work on treatment methods for enhancing the properties of inferior quality materials should be encouraged. Consequently, the selection of a suitable performance test regarding the type and proportion of recycled materials can be made. Finally, a comprehensive study of sustainability and LCCA for each recycled material should be conducted before real application.
Regarding which non-Canadian regions that are best suited for using recycled materials in pavement, there is no universally applicable solution. Thus, it depends upon a thorough evaluation of the local environment, the characteristics of the materials, and the particular project needs. However, the application of recycled materials can be appropriate for a variety of regions with proper quality control and design, supporting resource efficiency and sustainable building methods. The summary tables in this study illustrating pavement performance using various recycled materials show that a range of temperatures and environmental factors were used during the experimental tests. These tests evaluated performance in a range of scenarios that simulated different environmental conditions, including higher and lower temperatures.
Appropriate material characterization, quality control and testing, as well as design and engineering modifications, are essential to efficiently using recycled materials in any traffic situation. Therefore, areas with low to moderate traffic loads are the best places to use recycled materials because high-traffic areas require materials with high durability, strength, and resistance to deformation. To ensure they can handle the demands, recycled materials are used in these situations after thoroughly and accurately evaluating their performance characteristics.
The main conclusions are shown below:
1. The experimental and field results indicated that the utilization of untreated RCA in concrete mixtures was promising in terms of performance (flexural and compressive strength, freeze and thawing durability, thermal expansion coefficient, and PCI).
2. The outcomes revealed that using pre-soaked RCA in concrete mixtures shows higher compressive strengths when compared to regular concrete mixes with equivalent water to cement ratios.
3. In terms of the HMA's volumetric characteristics, the incorporation of CRCA (coarse recycled concrete aggregate) in various proportions has shown to be extremely effective in varying amounts for both untreated and treated CRCA. However, treating CRCA appears to produce even more favorable results than using untreated CRCA when using a variety of treatment techniques.
4. Adding various kinds of both treated and untreated CRCA in varying ratios results in enhanced rut resistance and increased stiffness modulus, ITS, and TSR than the control mixture.
5. The kind of CRCA used influences the HMA characteristics.
6. combining the pre-soaking treatment technique with a weak acid treatment and then a short mechanical treatment worked better than other combination methods to increase the moisture resistance of asphalt mixtures.
7. The findings of the rheological analysis of binders showed that the original asphalt binder's performance grade (PG) significantly impacted the influence of RAP variation.
8. It was found that the RAP content and the virgin asphalt binder's PG simultaneously affected recycled HMA's performance, with problems like low-temperature cracking, rutting, stiffness, and susceptibility to fatigue.
9. The findings showed that more effective mixing and blending occurs when the aged and virgin asphalt binders are exposed to longer contact times and higher temperatures.
10. As long as RAS is appropriately mixed into the mixture, the results of field performance tests and laboratory experiments generally strongly supported the addition of RAS to HMA.
11. Regarding initial pavement construction, the case study results (20% RAP HMA and 40% RAP HMA) were more economical than the control mix (0.0% RAP).
12. Throughout the analysis period, for all discount levels considered, the results demonstrated that Rubberized-RAP HMA consistently returned the least expensive total maintenance and rehabilitation cost.
13. According to the case study findings, Rubberized-RAP HMA saw an 8% decrease in overall costs during the 20-year analysis compared to Control HMA. In contrast, 20% and 40% of RAP HMA over the same period are roughly 2% and 3% less expensive than Case-Control HMA.
14. The findings of life-cycle assessment, structural analysis, and field and laboratory studies suggest that RAS can be a valuable addition to HMA mixes when properly incorporated. This integration may also result in cost savings.
The following are potential areas for further research based on the research work presented in this study.
-Examining how the use of recycled materials in asphalt pavements influences the frequency and practices of maintenance and rehabilitation, as well as the efficacy of standard repair methods on these pavements.
-Evaluating the obstacles posed by policy and public perception of using recycled materials in asphalt pavements. Identifying and resolving issues with performance, safety, and environmental effects could be the main goals of research.
-Investigating the foundation of various recycled material kinds (such as broken electronics, glass, brick, and ceramic waste, etc. Think of the data as more international and worldwide).
|
LCCA |
life cycle cost assessment |
|
RCA |
recycled concrete aggregate |
|
RAP |
recycled asphalt pavement |
|
RCR |
recycled crumb rubber |
|
RAS |
recycled asphalt shingles |
|
Nags |
natural aggregates |
|
PC |
Portland cement |
|
C&D |
construction and demolition |
|
HMA |
hot mix asphalt |
|
AASHTO |
American association of state highway and transportation officials |
|
OTS |
Ontario tire stewardship |
|
TDA |
tire-derived aggregates |
|
DTT |
direct tension test |
|
BBR |
bending beam rheometer |
|
DSR |
dynamic shear rheometer |
|
PAV |
pressure aging vessel |
|
RTFO |
the rolling thin-film oven |
|
DP |
dust proportion |
|
RV |
rotational viscosity |
|
SEM |
scanning electron microscopy |
|
ITZ |
interfacial transition zone |
|
ACV |
aggregate crushing value |
|
EDAX |
dispersive x-ray analyzer |
|
XRD |
x-ray diffraction analysis |
|
CSH |
calcium silicate hydrate |
|
BRD |
bulk relative density |
|
CPATT |
pavement and transportation technology |
|
ARO |
aggregate recycling Ontario |
|
MTO |
ministry of transportation |
|
PCI |
pavement condition index |
|
LCTE |
linear coefficient of thermal expansion |
|
ITS |
indirect tensile test |
|
TSRST |
thermal stress restrained specimen test |
|
CRCA |
coarse recycled concrete aggregate |
|
GHG |
greenhouse gases |
|
MEPDG |
empirical pavement design guide |
[1] Al-Bayati, H. (2019). Evaluation of various treatment methods for enhancing the properties of recycled concrete aggregate for hot mix asphalt. UWSpace. http://hdl.handle.net/10012/14579.
[2] Ambaiowei, D. (2014). Innovative evaluation of crumb rubber asphalt and recycled asphalt pavement. UWSpace. http://hdl.handle.net/10012/8962.
[3] Pacheco-Torgal, F., Labrincha, J.A. (2013). The future of construction materials research and the seventh UN Millennium Development Goal: A few insights. Construction and Building Materials, 40: 729-737. https://doi.org/10.1016/j.conbuildmat.2012.11.007
[4] Ministry of Natural Resources (MNR). (2010). State of the aggregate resource in Ontario study. Retrieved May 2013, from Ontario Ministry of Natural Resources: http://www.mnr.gov.on.ca/stdprodconsume/groups/lr/@mnr/@aggregates/documents/document.
[5] Mukharjee, B.B., Barai, S.V. (2014). Influence of incorporation of nano-silica and recycled aggregates on compressive strength and microstructure of concrete. Construction and Building Materials, 71: 570-578. https://doi.org/10.1016/j.conbuildmat.2014.08.040
[6] Demie, S., Nuruddin, M.F., Shafiq, N. (2013). Effects of micro-structure characteristics of interfacial transition zone on the compressive strength of self-compacting geopolymer concrete. Construction and Building Materials, 41: 91-98. https://doi.org/10.1016/j.conbuildmat.2012.11.067
[7] Purushothaman, R., Amirthavalli, R.R., Karan, L. (2014). Influence of treatment methods on the strength and performance characteristics of recycled aggregate concrete. Journal of Materials in Civil Engineering, 27(5): 04014168. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001128
[8] Da Conceição Leite, F., dos Santos Motta, R., Vasconcelos, K.L., Bernucci, L. (2011). Laboratory evaluation of recycled construction and demolition waste for pavements. Construction and Building Materials, 25(6): 2972-2979. https://doi.org/10.1016/j.conbuildmat.2010.11.105
[9] Snyder, M.B., Cavalline, T.L., Fick, G., Taylor, P., Klokke, S., Gross, J. (2018). Recycling concrete pavement materials: A practitioner’s reference guide. https://intrans.iastate.edu/app/uploads/2018/09/RCA_practioner_guide_w_cvr.pdf.
[10] NAPA. (2011). The Asphalt Paving Industry: A Global Perspective. 2nd edition. National Asphalt Pavement Association.
[11] AASHTO. (2010). Recycling Materials Survey. Washington, D.C.: American Association of Strategic Highway and Transportation Officials (AASHTO), Subcommittee on Materials.
[12] Wrong, G.A., Oliver, R.E. (1981). Hot Mix recycling demonstrated economics. In Proceedings of the 26th Annual Canadian Technical Asphalt Association (CTAA) Conference, Montreal, Canada, pp. 122-144.
[13] Lynch, D.F., Evers, R.C. (1981). Ontario’s experience with hot-mix recycling in 1980. In Proceedings of the 26th Annual Canadian Technical Asphalt Association (CTAA) Conference, Montreal, Canada, pp. 70-83.
[14] Anderson, K.O., Palsat, D.P. (1982). Recycling of asphalt pavements in Alberta. In Proceedings of the 26th Annual CTAA Conference, Manzini, Swaziland, pp. 188-206. http://worldcat.org/isbn/0620143959.
[15] Fleming, H.B. (1987). Hot mix recycling of asphalt concrete pavements in the province of new Brunswick. In Proceedings of the 32nd Annual CTAA Conference, Morin Heights, Quebec, Canada, pp. 204-222. http://worldcat.org/isbn/0921317069.
[16] Emery, J. (1993). Asphalt concrete recycling in Canada. Transportation Research Record, 38-46.
[17] OTS. (2014). Ontario Tire Stewardship. Retrieved from Ontario's Disappearing Used Tires: http://rethinktires.ca/ontarios-disappearing-used-tire-piles/#sthash.em2BAgCq.dpbs.
[18] Tighe, S. (2011). Crumb rubber research proposal for Ontario tire stewardship (OTS). Waterloo, Ontario: Center for Pavement and Transportation Technology (CPATT), University of Waterloo.
[19] Tighe, S., Hanasoge, N., Eyers, B., Essex, R., Damp, S. (2008). Who thought recycled asphalt shingles (RAS) needed to be landfilled: Why not build a road? In 2008 Annual Conference of the Transportation Association of Canada. https://trid.trb.org/View/877090.
[20] Ddamba, S.J. (2011). Evaluation of the effect of recycled asphalt shingles on Ontario hot mix pavement. Master’s thesis, University of Waterloo. http://hdl.handle.net/10012/6285.
[21] Sanchez, X. (2014). Effect of reclaimed asphalt pavement on Ontario hot mix asphalt performance. http://hdl.handle.net/10012/8961.
[22] Kadhim, H. (2019). Improving durability of asphalt mixes produced with reclaimed asphalt pavement (RAP) by enhancing binder blending. http://hdl.handle.net/10012/14581.
[23] Butler, L. (2012). Evaluation of recycled concrete aggregate performance in structural concrete. http://hdl.handle.net/10012/6737.
[24] Pickel, D. (2014). Recycled concrete aggregate: Influence of aggregate pre-saturation and curing conditions on the hardened properties of concrete. Master’s thesis, University of Waterloo. http://hdl.handle.net/10012/8439.
[25] Al-Bayati, H.K.A., Tighe, S.L., Achebe, J. (2018). Influence of recycled concrete aggregate on volumetric properties of hot mix asphalt. Resources, Conservation and Recycling, 130: 200-214. https://doi.org/10.1016/j.resconrec.2017.11.027
[26] Abbas, A., Fathifazl, G., Fournier, B., Isgor, O.B., Zavadil, R., Razaqpur, A.G., Foo, S. (2009). Quantification of the residual mortar content in recycled concrete aggregates by image analysis. Materials Characterization, 60(7): 716-728. https://doi.org/10.1016/j.matchar.2009.01.010
[27] Ismail, S., Ramli, M. (2013). Engineering properties of treated recycled concrete aggregate (RCA) for structural applications. Construction and Building Materials, 44: 464-476. https://doi.org/10.1016/j.conbuildmat.2013.03.014
[28] Aggregate Recycling Ontario (ARO). (2014). Working with Stakeholders to Increase the Use of Recycled Aggregate. Ontario Good Roads Association, Municipal Roads Technologies Workshop.
[29] Smith, J.T. (2009). Recycled concrete aggregate–A viable aggregate source for concrete pavements. Doctoral dissertation, University of Waterloo. http://hdl.handle.net/10012/4900.
[30] Islam, R.U. (2011). Performance evaluation of recycled asphalt shingles (RAS) in hot mix asphalt (HMA): An Ontario perspective. Master’s thesis, University of Waterloo. http://hdl.handle.net/10012/5834.
[31] FHWA-HIF-16-013. (2016). Strategies for Improving Sustainability of Concrete pavements. https://www.fhwa.dot.gov/pavement/sustainability/hif16013.pdf.
[32] Farina, A., Zanetti, M.C., Santagata, E., Blengini, G.A. (2017). Life cycle assessment applied to bituminous mixtures containing recycled materials: Crumb rubber and reclaimed asphalt pavement. Resources, Conservation and Recycling, 117: 204-212. https://doi.org/10.1016/j.resconrec.2016.10.015
[33] Liu, J., Wang, W., Wang, Y., Zhou, X., Wang, S., Liu, Q., Yu, B. (2023). Towards the sustainable utilization of steel slag in asphalt pavements: A case study of moisture resistance and life cycle assessment. Case Studies in Construction Materials, 18: e01722. https://doi.org/10.1016/j.cscm.2022.e01722
[34] Babashamsi, P., Yusoff, N.I.M., Ceylan, H., Nor, N.G.M. (2016). Recycling toward sustainable pavement development: End-of-life considerations in asphalt pavement. Jurnal Teknologi, 78(7-2): 25-32. https://doi.org/10.11113/jt.v78.9470
[35] Walls, J., Smith, M. (1998). Life cycle cost analysis in pavement design: In search of better investment decisions. https://rosap.ntl.bts.gov/view/dot/41999/dot_41999_DS1.
[36] Epps, J.A., Little, D.N., Holmgren, R.J., Terrel, R.L. (1980). Guidelines for recycling pavement materials. NCHRP Report 224. https://trid.trb.org/View/160685.