Bilal Boulkenafet![]() | Assia Adbelouahed*
| Assia Adbelouahed*![]() | Houria Hebhoub
| Houria Hebhoub![]() | Alsayadi Hamid
| Alsayadi Hamid![]() | Karima Messaoudi
| Karima Messaoudi![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Waste recovery and environmental protection and the production of low-cost UHPFC are the most trends areas of current researchers. Ultrafine (silica fume) is the basic component of ultra-high-performance fiber concrete (UHPFC), which is very sophisticated and its manufacture is limited by the capacity of some industries. This work, which falls within this context, aims to recover waste (glass, ceramics, and granite) as recycled fillers partially substituted silica fumes in the composition of the UHPFC. The study consists of two parts, the first is to find a formulation based on local materials, the second is to replace the silica fumes by recycled fillers with the percentage of 10% and 20%. The tests carried out on the fresh state mixtures are density, workability and occluded air, and on hardened state are the compressive and flexural tensile strength, sclerometer, ultrasound regarding untreated concrete, and the performance in compressive and tensile strength concerning the concrete heat treated at 90℃, as well as durability parameters (water absorption and chlorides penetrations). The results show that recycled ceramic fillers and 20% of the recycled granite fillers present an acceptable compressive strength, the recycled fillers increase the flexural tensile strength of the UHPFC and the heat treatment improves the mechanical strength. Recycled fillers affect sustainability parameters.
UHPFC, recycled glass fillers, recycled ceramic fillers, recycled granite fillers, thermal treatment, formulation, mechanical performance, sustainability
The UHPFC is projected to be the most used concrete in the future, it has exceptional physical and mechanical characteristics and durability, it is used with prefabricated elements to minimize the impact of construction of structures on traffic; provides longer life, and reduces maintenance costs [1].
Their formulation uses specific materials, metallic or organic fibers, superplasticizing adjuvants, and specific aggregate compositions (ultrafine, fillers, and sand) which allows for obtaining maximum compactness [2].
At present there is no general method to formulate the UHPFC, but rather principles [3]. However, according to the literature, there are several formulations of the specific commercial UHPFC for each payroll provided by companies such as the different products of the Ductal® range developed by Lafarge; the BSI® developed by Eiffage; the BCV® developed by Vinci; CEMTEC® developed by IFSTTAR [3] used on exceptional works. All these formulations consist mainly of silica fumes as ultrafine, however this material is unavailable, very expensive, and highly demanded and their availability is limited by the production capacity of the silicon industries, which leads to an increase in its price [3, 4].
In addition to the partial or total replacement of ultrafine by other additions, particularly recycled additions, makes the formulations economic and ecological and it limits the use of silica fumes.
These additions have the function of filler effect, they fill the voids between the cement grains, the fibers, and the sand; they improve the rheology of the mixture and finally, they form hydration products by their pozzolanic effect [3].
Among the additions used as ultrafine in UHPFC research is crushed quartz, which has been used as a pozzolanic addition to replace silica fumes [5], and, more recently, metakaolin [6]. Crushed quartz is essential for heat treatments [7], this addition remarkably favors compressive strength by +8.2%, thanks to the appearance of new hydrated phases under high temperatures [6]. The metakaolin obtained by calcination of kaolinite at a temperature between 600 and 800℃, it contributes to the improvement of the mechanical resistances of the UHPFC thanks to the filler effect, the effect of acceleration of the hydration reactions of the cement by germination, and pozzolanic effect by consumption of portlandite [8].
According to Rougeau and Borys [9], the total replacement of silica fume by metakaolin makes compressive strengths vary from 155 MPa in the term medium and 175 MPa in the long term. Against Tafraoui [4] showed that use of metakaolin had a negative effect on the compressive strength, compared to a reference UHPFC and a slight improvement in the flexural tensile strength. Except for these works on the use of additions as a replacement for silica fume, there is no previous work on the partial replacement of silica fume with recycled additions. The objective of this work is to try to find a specific formulation based on local materials, then to replace the silica fumes of this formulation with recycled additions of three wastes (waste glass, waste ceramics and waste granite) with the aim of reducing the cost of concrete and protecting the environment from pollution by minimizing waste.
Siliceous dune sand (DS) of class 0/1, originated from Oued Zhor- Skikda, is fine sand with a good particle size distribution, clean and with low clay fines content; these properties are given in Table 1.
Table 1. Properties of dune sand
|
Properties |
Values |
|
Apparent density (g/cm3) |
1.541 |
|
Absolute density (g/cm3) |
2.650 |
|
Absorption (%) |
1.49 |
|
Methylene blue (%) |
1.10 |
|
Sand equivalent (%) |
75.29 |
|
Fineness modulus |
1.39 |
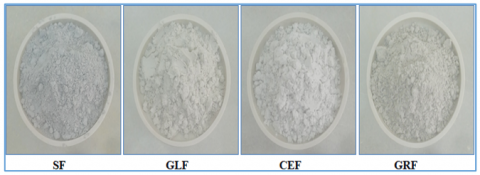
The grinding was done in a 10kg capacity ball mill for 8 hours. Figure 1 gives the different types of recycled fillers and silica fume.
Figure 1. Silica fume and recycled fillers
Table 2 presents the different properties of cement, silica fume and the three recycled fillers.
The results of the characterization tests are compared, as follows:
The three types of fillers have higher absolute densities than silica fume; the density of recycled ceramic waste fillers is lower compared to the density of glass and granite waste fillers which are similar. Low density makes the concrete lighter.
Table 2. Properties of cement, silica fume and recycled fillers
|
Properties |
CEM II |
SF |
GLF |
CEF |
GRF |
|
Absolute density (g/cm3) |
3.10 |
2.200 |
2.57 |
2.41 |
2.57 |
|
Blaine (m2/kg) |
360 |
22000 |
224.6 |
298.4 |
545.9 |
|
Absorption (%) |
-- |
-- |
5.67 |
7.33 |
6.67 |
|
CaO (%) |
62.30 |
0.5 |
8.09 |
1.24 |
1.05 |
|
SiO2 (%) |
19.20 |
95.00 |
68.43 |
63.15 |
71.19 |
|
Al2O3 (%) |
6.25 |
0.5 |
0.41 |
25.03 |
13.46 |
|
Fe2O3 (%) |
3.30 |
1 |
0.00 |
1.17 |
1.05 |
|
MgO (%) |
2.00 |
1 |
2.48 |
0.33 |
0.58 |
|
K2O (%) |
0.71 |
0.5 |
0.38 |
1.46 |
3.92 |
|
Na2O (%) |
0.10 |
-- |
17.32 |
1.97 |
5.02 |
|
Cl (%) |
0.1 |
-- |
0.00 |
0.01 |
0.00 |
|
SO3 (%) |
3.00 |
|
0.08 |
0.02 |
0.04 |
Ceramic waste fillers absorb more water compared to granite waste fillers (6.67%) and glass waste fillers (5.67%) respectively. A removed absorption coefficient increases water demand and negatively affects the durability of concrete [11].
The silica fume has a very high Blaine fineness which makes it able to capture and fix the hydrate of calcium (Ca(OH)) and to be transformed initially in hydrated silicate and successively in silicate of calcium-stable and insoluble [10].
Blaine’s fineness of granite waste fillers is higher than that of ceramic and glass waste fillers respectively, with a high fineness decreases porosity, accelerates the hydration reaction on the other hand increases the demand for water [11].
According to chemical analyses, it is found that recycled additions composed mainly of silica it is of the order of 71.19% for granite fillers, 68.43% for glass fillers, and 63.15% for ceramic fillers. These additions allow to slow the hardening and increase the resistance in the medium and long term and improve the durability of the concrete [11].
Glass fillers contain 8.09% of CaO, this element is responsible for the cohesion of the cementitious matrix and generates an increase in mechanical resistance at a young age, in addition to CaO there is 17.32% of Na2O, this element accelerates the hydration of cement at a young age [12]. Alkalis slow down the hydration of the main minerals and cause a decrease in resistance [13].
The presence of alumina in the fillers of ceramic 25.03% and granite 13.46% contributes to the setting of the concrete and negatively affects the chemical stability and promotes the attack by sulfates [14].
Other elements such as K2O, MgO, Cl and SO3, are found in small quantities and do not affect the quality of concrete.
The objective of this work is to fix a specific formula of a UHPFC based on cement and local aggregates, following the substitution of silica fumes of the formulation adopted by recycled additions (glass waste fillers, ceramics, and granite) with rates of 10 and 20%. The formulation of the control UHPFC is determined by preliminary tests of spreading, compression, and tensile bending on several mixtures based on the principles of the P 18-470 (2019) [15] standard and the AFGC (2013) [16] and some industrial formulations it (the formulation used in the Ormont-sur [17], Ductal® [2], the BSI® developed by Eiffage, etc.).
Table 3. Composition of mixtures
|
|
UHPFC0 |
UHPFCGL10 |
UHPFCGL20 |
UHPFCCE10 |
UHPFCCE20 |
UHPFCGR10 |
UHPFCGR20 |
|
DS (kg) |
980 |
980 |
980 |
980 |
980 |
980 |
980 |
|
CEMII (kg) |
900 |
900 |
900 |
900 |
900 |
900 |
900 |
|
SF (kg) |
225 |
202.6 |
180 |
202.6 |
180 |
202.6 |
180 |
|
GLF (kg) |
00 |
26.30 |
52.6 |
00 |
00 |
00 |
00 |
|
CEF (kg) |
00 |
00 |
00 |
24.7 |
49.3 |
00 |
00 |
|
GRF (kg) |
00 |
00 |
00 |
00 |
00 |
26.30 |
52.6 |
|
PF (kg) |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
|
SP (kg) |
178 |
178 |
178 |
178 |
178 |
178 |
178 |
|
W (kg) |
63 |
63 |
63 |
63 |
63 |
63 |
63 |
To obtain the control formulation, we have fixed the quantity of sand (DS) and cement (CEMII), the fume content of silica (SF) is about 25% and the content of polypropylene fiber (PF) is 1%, and 6% of superplasticizer (SP).
The selected formulations are obtained by the volumetric substitution of silica fume by 10 and 20% of recycled fillers. Seven formulations were selected (UHPFC0) reference formulation, UHPFCGL recycled glass filler formulation, UHPFCCE recycled ceramic filler formulation, and UHPFCGR recycled granite filler formulation. The compositions of the mixtures are given in Table 3.
The tests carried out on the different formulations:
4.1 Density
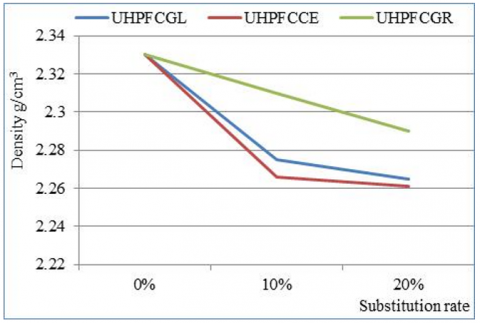
In general, the partial replacement of silica fume by recycled fillers of 10 to 20% (Figure 2) reduces the density of the control concrete and makes the concrete lighter whatever the rate and type of recycled fillers. This decrease is mainly due to the low fineness of the recycled fillers which makes the structure of the mixture a little porous and to the reduction of the porosity of the transition zone between the matrix and the aggregates in the control UHPFC [18]. The lowest density is given by the concretes based on ceramic fillers which is explained by the low density of these fillers by against the concretes based on the granite fillers give the highest densities which are due to the density and the high fineness of these fillers compared to recycled glass and ceramic waste fillers that play the role of a microfiller and makes the microstructure of the matrix more compact [19].
Figure 2. Variation in density by rate and type of recycled fillers
4.2 Workability
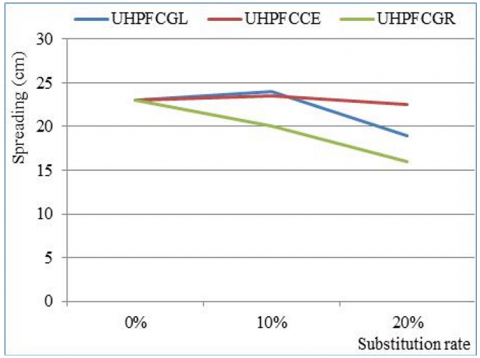
According to Figure 3, the partial replacement of silica fumes by recycled ceramic fillers leads to an improvement in workability compared to the control UHPFC with a maximum value of 10%. The substitution of silica fume fillers by 10% recycled glass fillers allows to increase the workability by a rate of variation of 9%, beyond 10% the effect of recycled glass fillers is negative, this behavior is attributed to the geometry of the particles and the reduction of the fineness modulus of the recycled glass fillers [20], this result is consistent with those found by Li et al. [21]. The introduction of granite fillers as a partial replacement of silica fumes in the formulation of UHPFC led to a decrease in the workability of mixtures regardless of the substitution rate, this decrease is due to the absorption of granite waste fillers.
The best workability is given by the UHPFC based on 10% glass fillers while the poor workability is given by the concrete of 20% granite fillers which has the fineness and high absorption of recycled granite filler particles [22].
Figure 3. Variation in workability by rate and type of recycled fillers
4.3 Occluded air
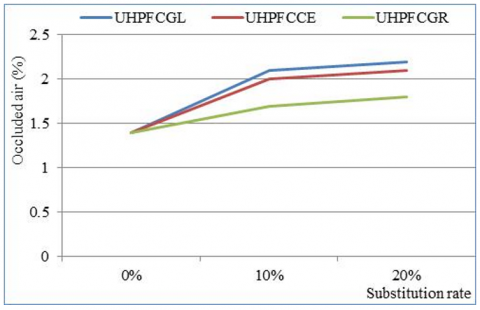
Silica fume based concrete gives off less air than other concrete based on recycled waste fillers (Figure 4), the size of silica fume particles is much smaller than that of recycled fillers allowing to clog the pores of the concrete and consequently a decrease in air bubbles [10].
We compare concrete based on recycled fillers; the air content increases with the increase in the substitution rate of recycled fillers whatever the type of fillers. The concrete based on recycled glass fillers has the highest air content, this is due to the particle size of glass fillers being slightly coarse compared with other recycled fillers [23], these results are consistent with the published work by Li et al. [21].
Figure 4. Variation in occluded air by rate and type of recycled fillers
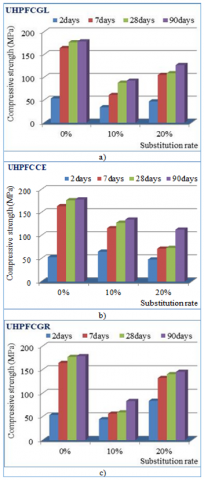
4.4 Compressive strength obtained on non-thermally treated concrete
The control concrete (Figure 5) based on silica fume shows the best compressive strength regardless of age, silica fume reacts with calcium hydroxide, to form hydrated calcium silicate hydrates (C-S-H) more resistant [3] that explains the high resistance of the control UHPFC.
Figure 5. Compressive strength obtained on non-thermally treated specimen
The partial replacement of silica fumes by recycled glass fillers (Figure 5 (a)) with rates of 10 and 20% results in a decrease in compressive strength compared to the control UHPFC, this decrease is a function of the increase in the substitution rate it is of the order of 50.36% for a replacement rate of 10% and 38.51% for a rate of 20% at age 28 days. This drop in strength can be explained by the low fineness of glass fillers on the one hand and by the alkali content in glass fillers on the other [21]. These results are consistent with the results of Zuo et al. [24], which reported that when Na2O was elevated the degree of reaction did not increase significantly over time, resulting in somewhat low compressive strengths. The maximum value is 126.73 MPa given by 20% concrete substitution rate at age 90 days.
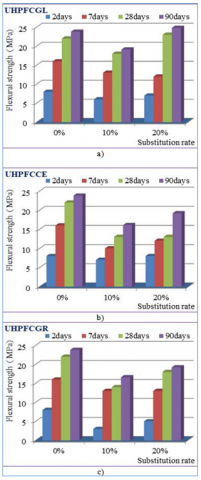
Figure 6. Flexural tensile strength obtained on non-thermally treated specimen
The same trend is observed when replacing silica fume with granite waste fillers (Figure 5 (c)) [25]. On the other hand, the substitution of 10% silica fume by recycled ceramic fillers shows the best compressive strengths compared to the UHPFCCE of 20% substitution rate (Figure 5 (b)).
We compare concretes based on recycled fillers, we can say that the maximum compressive strengths at age 28 days are given by the UHPFC of 20% recycled granite fillers (140.07 MPa), 10% recycled ceramic fillers (127.88 MPa) and 20% recycled glass fillers (108.68 MPa), this value is less than the value recommended by AFGC (2013) [16] and the compressive strength range (between 120 MPa and 180 MPa) given by Droll [26] and Deaux [27].
Recycled granite fillers have a high fineness compared to other recycled fillers which promotes hydration reaction makes the matrix more compacted and promotes the increase of resistances [19, 28].
4.5 Flexural tensile strength on non-thermally treated concrete
The UHPFC based on silica fume has the best flexural tensile strength (Figure 6), compared with other types of concrete, except for 20% concrete glass waste fillers which gives a maximum strength of 24.8 MPa at age 90 days.
The best tensile performances are given by concrete based on glass waste fillers in the medium and long term compared with concrete based on recycled fillers (Figure 6 (a)).
All concrete based on recycled fillers record flexural tensile strength at age 28 days higher than 6 MPa limit value given by the AFGC (2013) [16] and between 7 and 15 MPa values found by researcher [27].
The minimum value is 13 MPa given by the 20% concrete rate of substitution of silica fume with recycled ceramic fillers (Figure 6 (b)), this result can be explained by the high absorption of recycled ceramic fillers that influences the hydration reaction [29].
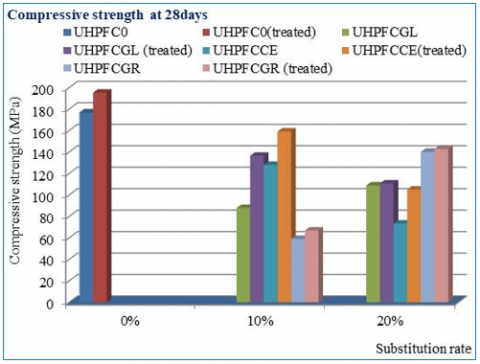
4.6 Compressive strength obtained on concretes heat treated at 90℃
Heat treatment helps to significantly change resistance in mean compression measured after application of this heat treatment deviates by more than 7% from the resistance in average compression, measured at the same time, of the same UHPFC which would not have suffered.
This thermal treatment started before taking (NF P18 470) aims to develop new hydrates to increase mechanical resistance.
Figure 7. Compressive strength at 28 days on heat treated specimens at 90℃ and untreated
In Figure 7, we present a comparison between the compressive strengths obtained on specimens treated at a temperature of 90℃ and not treated at age 28 days. As indicated in the standard NF P18 470 (2019) [15] and AFGC (2013) [16] and shown by Graybeal [30], all types of concretes after heat treatment display compressive resistances higher than those obtained on non-thermally treated specimens. The maximum strength is always given by the control concrete (UHPFC0 treated) with a rate of variation of 10.43% compared to the control concrete not heat treated (UHPFC0), this can be explained by the change of the crystal nature of hydrates with temperature [7].
The treated concrete (UHPFCCE treated) containing 10% ceramic records a gain of strength of the order of 24.37% compared to the concrete based of 10% of recycled fillers of untreated ceramic (UHPFCCE), this gain is close to the value found by Richard and Cheyrezy [7] which is around 26%.
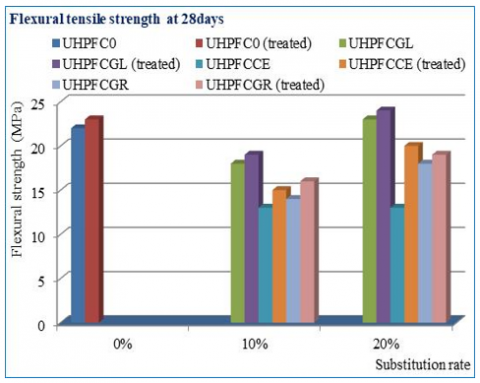
4.7 Flexural tensile strength obtained on concretes heat treated at 90℃
The tensile behavior is the same as in compression (Figure 8), the conducted heat treatment increased the tensile strengths by bending but with a low rate of variation in comparison with the results of the resistances in compression, except for 20% concrete ceramic waste fillers which displays maximum strength after heat treatment with a rate of variation compared to untreated concrete of 53.85%.
Figure 8. Flexural tensile strength at 28 days on heat treated specimens at 90℃ and untreated
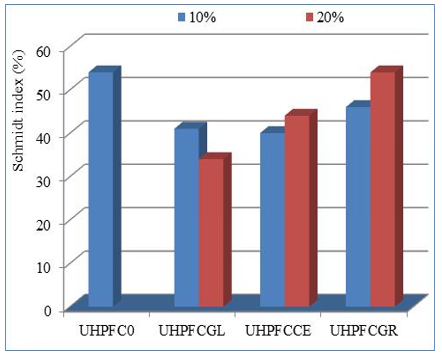
4.8 Schmid index
The control concrete has a rebound index similar to that of concrete based on 20% granite waste fillers (Figure 9). For the other types of concrete, there is a decrease in the rebound index compared to the control concrete and the minimum value is given by the concrete based on 20% recycled glass fillers.
Replacing silica fumes with recycled glass fillers increases the voids inside the concrete by the presence of alkalis [21] and consequently a decrease in its homogeneity and hardness.
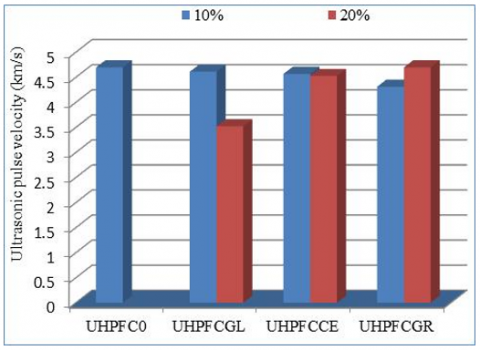
4.9 Ultrasonic pulse velocity
The study of the ultrasonic speed variation (Figure 10) indicates that it varies from one rate to another to reach maximum values of 4.695 km/s for the control concrete and 20% of the substitution rate of the fillers of silica fume by recycled fillers of granite. The incorporation of silica fume makes it possible to close the pores of the ultra-high performance hardened concrete on the one hand, and the C-S-H gel produced by its effect optimizes the distribution of the size of the pores of the ultra-high performance concrete and reduces porosity which promotes the rapid movement of sound waves which explains the high speed of the UHPFC witness [10].
The minimum value (3.521 km/s) is given by the 20% concrete rate of substitution of ultrafine silica fume by recycled glass fillers, this result is explained by the particles of recycled glass fillers which are slightly coarse compared to other recycled fillers and lead to a decrease in compactness and consequently the ultrasonic speed [23].
Figure 9. Change in Schmidt index as a function of rate and types of recycled fillers
Figure 10. Change in ultrasonic pulse velocity as a function of rate and types of recycled fillers
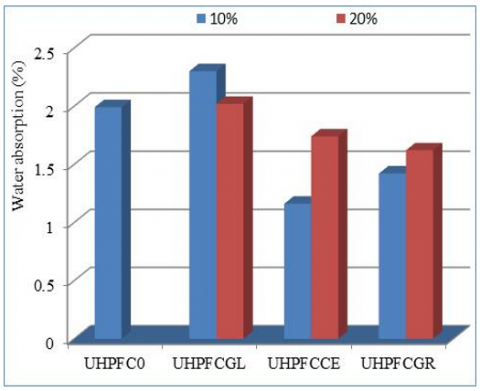
4.10 Water absorption by immersion
Figure 11 shows that the partial substitution of silica fume by recycled ceramic and granite fillers leads to a decrease in water absorption by immersion compared to the control concrete, this decrease is due to the lower fineness of the two additions in comparison with the fineness of the silica fume from a high absorption of the ultrafine silica fume. Prokopski et al. [19], showed that granite dust reduces the water absorption of concrete.
The maximum absorption was given by the concrete based on recycled glass waste fillers that contain a higher alkali level that increases permeable voids [21].
Figure 11. Variation in water absorption by immersion with rate and types of recycled fillers
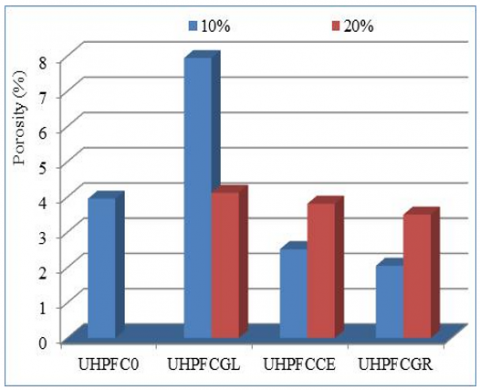
4.11 Porosity accessible to water
The substitution of silica fume by recycled fillers leads to a decrease in the porosity of concrete mixtures (Figure 12); the minimum porosity is given by concretes based on recycled granite fillers regardless of the substitution rate. The increase in the amount of silica fume increases the amount of reactive elements and also leads to an increase in porosity which explains the high porosity of the control concrete compared to the concretes based on recycled fillers of ceramic and granite waste [12].
Figure 12. Variation of porosity accessible to water as a function of rate and types of recycled fillers
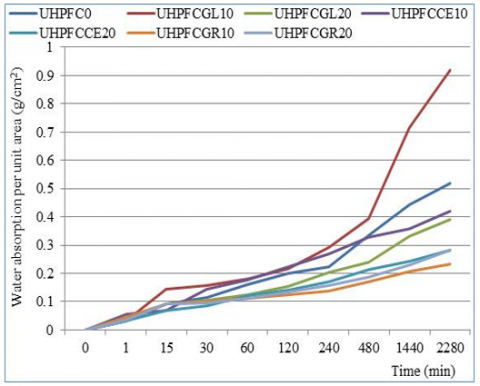
4.12 Capillary water absorption
Figure 13 shows an increase in the coefficient of water absorption by capillarity as a function of time, this increase is small in the first hour and then develops rapidly until 2280 min. The substitution of silica fume with 10% recycled glass fillers leads to increased capillary absorption of UHPFC by the presence of alkalis which makes the structure porous [21].
The curves UHPFCGR10, UHPFCGR20, and UHPFCCE20 show a similar and very close variation. Concretes containing 10% recycled glass and ceramic waste fillers have higher water absorption compared to UHPFC0, so the replacement of 10% of silica fume by recycled glass and ceramic fillers makes the porous network coarser so a higher absorption kinetics.
Figure 13. Effect of rate and type of recycled fillers on variation in capillary absorption over time
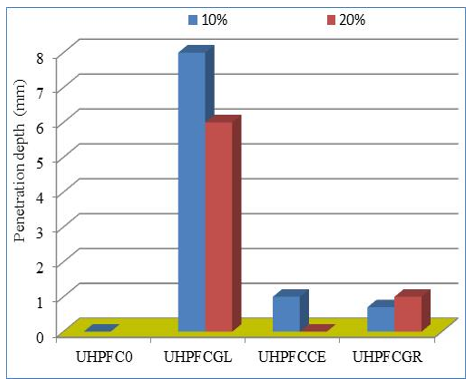
4.13 Chlorides penetrations
The penetration depth of chloride ions at age 28 days (Figure 14) is insignificant for all types of concrete. The depth is 0 mm in the sample UHPFC and 20% ceramic waste fillers, the maximum values are 8mm and 6mm given by concrete 10% and 20% recycled glass fillers respectively caused by the presence of alkalis which increases the volume of permeable voids [21].
Figure 14. Variation of chloride penetration depth at age 28 days depending on the rate and type of recycled fillers
This work on the recovery of recycled glass waste fillers, ceramics and granite in the formulation of a UHPFC as partial substitutes for ultrafine (silica fume) show that recycled ceramic fillers and 20% recycled granite fillers present acceptable compressive strength, the recycled fillers increase the flexural tensile strength of the UHPFC, the heat treatment improves the mechanical strength and recycled fillers affect sustainability parameters. From this study we can conclude that:
In general, it can be said that the partial substitution of silica fumes with recycled fillers has a beneficial effect. They provide both UHPC and HPC, and it is recommended to use a type of glass with low alkali content.
The use of recycled fillers reduces the environmental impact by minimizing waste and reducing storage sites on the hand and reducing the cost of manufacturing UHPC on the other hand by the reducing of the use of smoke from silica.
To complete this study, it is better to understand the internal phenomena a rheological and microstructural study is necessary.
The authors would thank the staff of LMGHU and LHC laboratory, LTP-East Laboratory and GICA Company (Hdjar-soud) for their assistance and support during this study’s course.
[1] Doiron, G., Eng, P. (2009). Béton Fibré à Ultra-Hautes Performances (BFUP) Et Les Ouvrages d’art en Amérique du Nord.
[2] Guiraud, P. (2018). BFUP (Bétons Fibrés à Ultra hautes Performances). Infociments. https://www.infociments.fr.
[3] Nguyen Phuong Amanjean, E. (2015). Développement de bétons fibrés ultra performants pour la réalisation d'éléments de structure préfabriqués, Doctoral dissertation, Toulouse 3.
[4] Tafraoui, A. (2009). Contribution à la valorisation du sable de dune de l’erg occidental (Algérie). Ph.D. dissertation. University of Toulouse 3 Paul Sabatier, Toulouse, France.
[5] Soliman, N. (2016). Développement de béton à ultra-hautes performances (BFUP) à base de verre - vers un béton écologique innovant. Ph.D. dissertation. Faculty of Engineering, Cherbrooke University, Canada.
[6] Tafraoui, A., Escadeillas, G., Lebaili, S., Vidal, T. (2009). Metakaolin in the formulation of UHPC. Construction and Building Materials, 23: 669-674. https://doi.org/0.1016/j.conbuildmat.2008.02.018
[7] Richard, P., Cheyrezy, M. (1995). Composition of reactive powder concretes. Cement and Concrete Research, 25(7): 1501-1511. https://doi.org/10.1016/0008-8846(95)00144-2
[8] Kinuthia, J., Wild, S., Sabir, B., Bai, J. (2000). Self-compensating autogenous shrinkage in Portland cement—metakaolin—fly ash pastes. Advances in Cement Research, 12(1): 35-43. https://doi.org/10.1680/adcr.2000.12.1.35
[9] Rougeau, P., Borys, B. (2004). Ultra high performance concrete with ultrafine particles other than silica fume. In Proceedings of the International Symposium on Ultra High Performance Concrete, 32: 213-225.
[10] Abrasifs supérieurs henan. Fumée de silice pour béton ultra-haute performance (BUHP). https://hsamaterial.com, accessed on September 17, 2022.
[11] Dreux, G., Feasta, J. (1996). Nouveau Guide du Béton et de Ses Constituants. Eyrolles, Paris, France.
[12] Schwarz, N., Neithalath, N. (2008). Influence of a fine glass powder on cement hydration: Comparison to fly ash and modeling the degree of hydration. Cement and Concrete Research, 38(4): 429-436. https://doi.org/10.1016/j.cemconres.2007.12.001
[13] Benguedouar, A., Bensaad, S. (2013). Synthèse et caractérisation de silicates de calcium hydrates (CSH) hybrides. Master's thesis in Chemistry, University of Constantine, Algeria.
[14] Rihia, C., Hebhoub, H., Kherraf, L. Djebien, R., Abdelouahed, A. (2020). Valorization of waste in sand concrete based on plant fibres. Civil and Environmental Engineering Reports, 29(4): 041-061. https://doi.org/10.2478/ceer-2019-0043
[15] NF P 18-470. Bétons - Bétons fibrés à ultra hautes performances - Spécifications, performance, production et conformité - Juillet 2016, accessed on February 27, 2019.
[16] AFGC. Bétons fibrés à ultra-hautes performances. https://www.afgc.asso.fr, accessed on June, 2013.
[17] Antille, F. (2012). Le BFUP - Béton Fibré Ultra Performant. TECHNI.CH, http://www.techni.ch, accessed on December, 2012.
[18] Amouri, C. (2009). Contribution à l’étude de l’influence des différents ajouts sur les propriétés des matrices cimentaires caractérisation, performances, durabilité, Ph.D. dissertation. University of Constantine, Algeria.
[19] Prokopski, G., Marchuk, V., Huts, A. (2020). The effect of using granite dust as a component of concrete mixture. Case Studies in Construction Materials, 13: e00349. https://doi.org/10.1016/j.cscm.2020.e00349
[20] Yamada, K., Ishiyama, S. (2005). Maximum dosage of glass cullet as fine aggregate mortar. In Achieving Sustainability in Construction: Proceedings of the International Conference Held at the University of Dundee, Scotland, UK. https://doi.org/10.1680/asic.34044.0022
[21] Li, Z., Afshinnia, K., Rangaraju, P.R. (2016). Effect of alkali content of cement on properties of high performance cementitious mortar. Construction and Building Materials, 102(1): 631-639.https://doi.org/10.1016/j.conbuildmat.2015.10.110
[22] Li, Z., Junying Lao, J., Wang,L., Lim,N.S., Tan, K.H., Qian, S. (2022). A review on substitution of natural sand with granite fines in sustainable concrete. Construction and Building Materials, 36(5): 128417. https://doi.org/10.1016/j.conbuildmat.2022.128417
[23] Douaissia, Z. (2021). Utilisation des additions minérales pour l'amélioration des propriétés mécaniques et le comportement vis-a-vis la réaction alcali silice des mortiers et des bétons. Ph.D. dissertation. University of Badji Mokhtar, Annaba, Algeria.
[24] Zuo, Y., Nedeljković, M., Ye, G. (2008). Coupled thermodynamic modelling and experimental study of sodium hydroxide activated slag. Construction and Building Materials, 188: 262-279. https://doi.org/10.1016/j.conbuildmat.2018.08.087
[25] Shwetha, K.G., Mahesh Kumar, C.L., Dalawai, V.N., Anadinni, S.B., Sowjanya, G.V. (2022). Comparative study on strengthening of concrete using granite waste. Materials Today: Proceedings, 62(8): 5317-5322. https://doi.org/10.1016/j.matpr.2022.03.389
[26] Droll, K. (2004). Influence of additions on ultra high performance concretes-grain size optimisation. In Proceedings of the International Symposium on Ultra-High Performance Concrete, Kassel, Germany.
[27] Deaux, O. (2018). Optimisation de bétons fibrés à ultra-hautes performances et caractérisation de leurs propriétés en contexte industriel. Ph.D. dissertation. Civil Engineering, Polytechnic Engineering University, Montréal, Canada. https://publications.polymtl.ca/3191/.
[28] Suresh, C., Sivaramakrishnan, S., Siddharthan, P., Babu, S.V., Neeraja, V.S., Dhanraj, J.A. (2022). Study on the characteristics of the ordinary concrete with the granite dust as a substitute for the fine aggregates. Materials Today: Proceedings, 69(3): 739-743. https://doi.org/10.1016/j.matpr.2022.07.154
[29] Alnour, M.A., Kambal, M.E.M., Mansour, M.I. (2021). Study the effect of using ceramic waste powder as partial replacement for cement on concrete properties. Journal of Karary University for Engineering and Science (JKUES), 1(1): 1-7. https://doi.org/10.54388/jkues.v1i1.125
[30] Graybeal, B.A. (2007). Compressive behavior of ultra-high-performance fiber-reinforced concrete. Materials Journal, 104(2): 146-152. https://doi.org/10.14359/18577