Swetha Manukonda*![]() | Ramgopal Reddy Bijjam
| Ramgopal Reddy Bijjam![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Austenite stainless steel materials find vast applications in nuclear power plants due to their excellent corrosion resistance, but they have relatively poor wear resistance due to their low hardness. The wear resistance of these materials can be improved by modifying surface characteristics, which is achieved by adopting different coating techniques. This paper study the wear resistance of stellite-6/TiC (Titanium Carbide) coated on a Stainless Steel 316L (SS316L) base material prepared from laser cladding technique. The samples are cladded with particles of stellite-6 and a reinforcement coating with TiC to base material to improve wear resistance. Experiments are carried out with varying Titanium carbide percentages of 0, 10, 20, 30, 40 and 50 with respect to stellite-6 composition which has been varied up to 100%. Wear test is carried out by using Pin-on-Disc method at room temperature. The entire study has been carried out at a cladding thickness of 1.6mm. The micro-structural behavior of wear samples has been captured using Scanning Electron Microscope (SEM) and EDAX spectra. The results show that, stellite-6 with TiC 10% and 20% coating is more effective than other compositions to improve the wear resistance.
SS316L, stellite-6/TiC, laser cladding, wear resistance
Nowadays, austenite stainless steels find wide spread applications in many industrial areas especially in nuclear power plants due to their high corrosion resistance, but still, it has some disadvantages such as low hardness and poor wear resistance. These drawbacks will decrease the service life of mechanical components. Not only that, but it will have a major impact on the reliability of mechanical components, and will cause significant economic losses. Now there is a new way of surface strengthening. The laser cladded ceramic coatings are being used to improve the performance of stainless steel [1]. Laser cladding is a sophisticated technique when compared to conventional methods to produce uniform, smooth, flawless coatings over the other metallic substrates without causing any damage to the base material or substrate. Laser cladding uses a laser beam as an energy source to melt the required cladding powder materials and a thin layer of substrate, to deposit the molten cladding powder [2-5]. Among other methods, laser surface treatment has attracted greater interest because laser process parameters (laser power, laser scanning speed, feed rate etc.) provides negligible Heat Affected Zone (HAZ), precise heat input, low residual stress, low distortion, high speed and productivity, good accuracy and surface finish, strong metallurgical bond with minimal dilution, near zero wastage material, greater flexibility and reliability without effecting the material, mechanical and chemical properties of the base material [6-9].
SS316L is an austenite stainless steel which is generally soft when it is welded and hardens only after weld metal is worked. It is well known for good corrosion resistance and moderate abrasion resistance. Stellite-6 is a purely cobalt (Co) based powder which provides excellent wear resistance over a wide range of materials. It has wider range of applications in pharmaceutical, thermal and marine industries.
Stellite alloy is highly used hard alloy in Co-based alloys. It has a hard phase in the lower eutectic or solid solution matrix, which can be used in non-lubricated wear conditions [10]. Gholipour et al. [11] has studied the microstructure and mechanical properties of laser cladding Stellite-6 coating on 17-4 PH stainless steel. Compared with the base material, the micro hardness of the coating increased very little, whereas the wear resistance and corrosion resistance became poor. In the analysis of Shahroozi et al. [12] identified that combination of Ti and C can form a compound with Co, the existence of this compound will refine coating grains and increase its wear resistance and micro hardness. The improvement of surface properties of AISI 1015 steel coated with stellite-6 by using micro laser welding [13], hard particles like WC, TiC, SiC, TiN etc. have been used to improve the wear resistance of stellite-6 clad layer [14-16].
Review of literature demonstrated that, lot of work was done on SS316L coated with different materials using variety of methods to improve wear resistance. But all these methods rise heat input on the part causes change of properties and distortion effects. On the other hand, very limited research work done on wear resistance of coated SS316L with different materials by laser cladding technique. Laser cladding minimizes the distortion, improves bond strength and surface quality. In this research work experiments are carried out in order to examine wear resistance of Stellite-6/TiC coated on a Stainless Steel 316L material using laser cladding technique at different compositions. The whole process consists of powder preparation, base material preparation, coating deposition by laser cladding, specimens’ preparation for wear test and testing of specimens on Pin-on-Disc wear testing machine. The results shows that wear resistance of stellite-6/TiC coated SS316L prepared by laser cladding is significantly high at all compositions compared to pure stellite-6 coated SS316L.
2.1 Base or substrate material
The substrate is AISI SS316L steel and its chemical composition is shown in Table 1. Rectangular specimens of 50×50×10mm are cut from alloy plate. All samples are prepared for coating by polishing with 80-600 emery paper and then they are cleaned with Isopropyl alcohol prior to laser cladding.
Table 1. Chemical composition of SS316L
|
Element |
% present |
|
Mn |
0.0211 |
|
S |
0.22 |
|
P |
0.055 |
|
Si |
0.36 |
|
Ni |
0.251 |
|
Cr |
0.0616 |
|
N |
0.05 |
|
Mo |
0.422 |
|
Fe |
Balance |
|
Mn |
0.0211 |
2.2 Chemical composition of cladding materials
The specimens are coated with two different cladding materials i) Stellite-6 ii) Titanium Carbide (TiC). The chemical compositions of both materials are shown in Tables 2 and 3. Stellite-6 powder particles are spherical in shape and uniform in size. TiC powder particles are irregular in shape.
Table 2. Chemical composition of Stellite-6
|
Element |
C |
Si |
Fe |
Cr |
Ni |
W |
Co |
|
% present |
1.1-1.3 |
1 |
1.5 |
28.5 |
1.5 |
4.4 |
Balance |
Table 3. Chemical composition of TiC
|
Element |
Ti |
C |
Si |
Ca |
Fe |
N |
|
% present |
>79 |
19.1 |
<0.04 |
<0.04 |
0.075 |
0.45 |
2.3 Powder preparation
The process of coating consists of following stages: powder preparation, delivery to the zone of laser beam and coating deposition. The powder blender is used to mix powder blends. The complete details of percentage variations of TiC and Stellite-6 for each sample are shown in Table 4. Where A, B, C, D, E & F denotes sample identification code corresponding to variable TiC percentage.
Table 4. Specifications of samples
|
Sample Code |
Coating material |
Base material |
|
|
% of TiC |
% of Stellite-6 |
||
|
A |
0 |
100 |
SS316L |
|
B |
10 |
90 |
SS316L |
|
C |
20 |
80 |
SS316L |
|
D |
30 |
70 |
SS316L |
|
E |
40 |
60 |
SS316L |
|
F |
50 |
50 |
SS316L |
2.4 Laser cladding
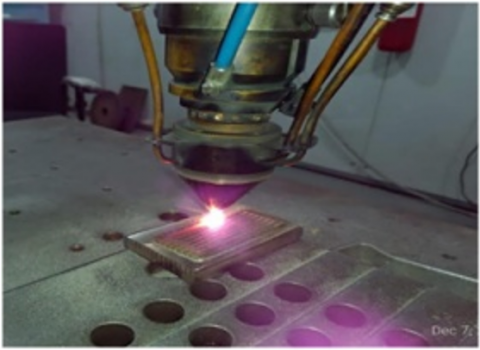
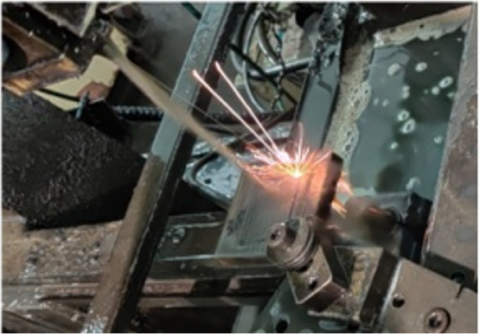
Laser cladding is conducted with a 4kW disk laser system with a PLC controlled powder feeding system and a coaxial nozzle as shown in Figure 1. In order to prevent the melted pool from heavy oxidation, high-purity Argon gas is used to shield the molten pool at the substrate, which minimizes surface contamination during laser cladding. It is required to position the work piece normal to the laser beam for minimizing the energy needed for cladding. The process parameters are laser power of 1900W, scan speed of 350mm per minute, feed rate of 20gms/min, spot diameter of 4.6mm and nozzle diameter of 12mm. All the samples are coated with cladding materials up to a thickness of 1.6mm using a laser cladding machine as shown in Figure 2.
Figure 1. Laser cladding equipment
Figure 2. Cladding on the base material
2.5 Specimens preparation for wear test
After laser cladding, metallographic specimens with 8mm diameter and 10mm height are prepared by using wire cut-electrical discharge machining as shown in Figure 3. Total 12 samples are prepared for wear test analysis. Six samples as shown in the Figure 4 are tested at room temperature and the remaining six at high temperature. Before wear testing, the surface of the samples is smoothened by mechanical milling and polished to acquire the surface finish of Ra=0.2µm.
Figure 3. Specimens preparation using wire cut EDM
Figure 4. Wear test samples
Figure 5. Wear test machine
2.6 Test procedure
The wear testing of the pure stellite-6 and stellite-6/TiC composite material is carried out using Pin-on-Disc tribometer (Model: DUCOM, TR20LE, India) as per the American Society for Testing and Materials (ASTM) G99-06 standard against steel EN31 disc. Figure 5 shows the Pin-on Disc tribometer and the pin samples of stellite-6 and stellite-6/TiC composites are shown in Figure 4. All samples are tested at the testing parameters of load 40kN, sliding velocity 0.1m/sec, and sliding distance of 500m, when machine is fixed with a sliding diameter of 36 to 50mm, and change in rpm 36 to 53 for up to 5000 seconds.
3.1 Wear test
The wear test on all samples is carried out by employing Pin-on-Disc machine. The results of wear test are shown in Table 5.
Table 5. Wear on different samples
|
Sample code |
Wear in microns (µm) |
|
A |
51.30 |
|
B |
12.60 |
|
C |
12.74 |
|
D |
32.71 |
|
E |
24.71 |
|
F |
27.72 |
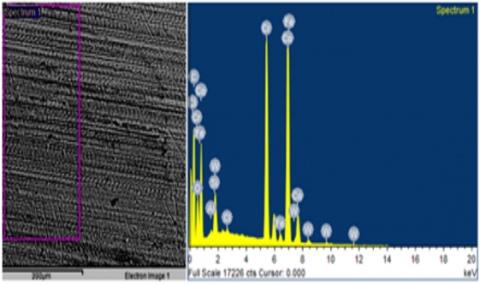
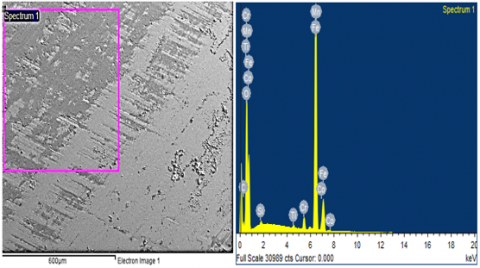
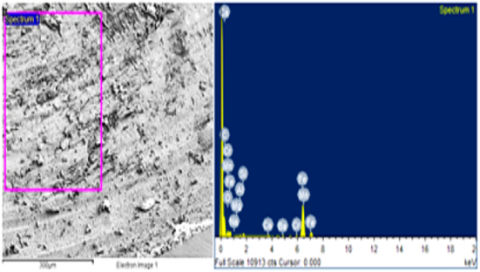
From the results it is observed that wear resistance of stellite-6/TiC coated SS316L significantly high compared to pure stellite-6 coating on SS316L. Also, the maximum wear resistance is for the sample with 10%TiC/90%Stellite-6 coated SS316L. Figures 6(a), (b) show that the SEM, EDAX images of the Pin and Disc of specimen-A (stellite-6). The wear surface shows uniform wear pattern along the direction of revolution. The wear marks are uniform and in close proximity making uniform wear surface. The EDAX spectrum of the elements of the disc track shows no large troughs and crests. The surface morphology shows uniform finish with fine scoring lines. No debris of metal particles observed. The EDAX spectrum shows the adherence of cobalt, tungsten and chromium.
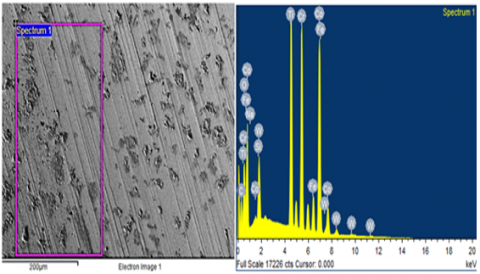
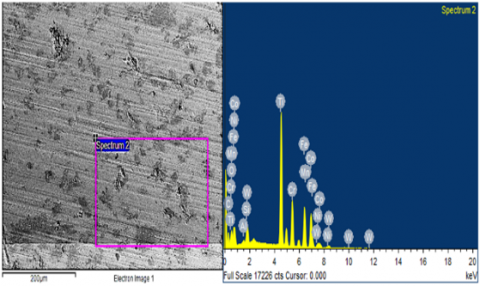
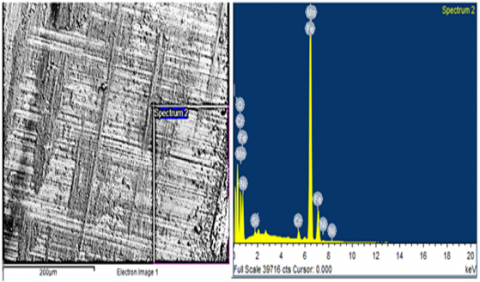
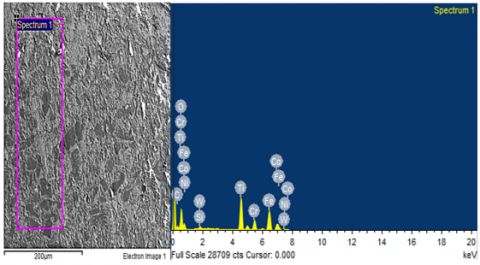
Figures 7(a), (b) and Figures 8(a), (b) show that, SEM and EDAX of the Pin and Disc of Specimen-B (90%stellite-6+10%TiC) and Specimen-C (80%stellite-6+20%TiC). The TiC particles are uniformly distributed along the cladded stellite-6 matrix. The size of the particles is even at 40 to 45 microns. The wear surface of the pin shows fine uniform pattern of wear scoring lines with some embedded dark particles. The particles could be TiC from the cladded matrix which has come to the surface during the wear. The EDAX spectrum shows all the constituents of cladded stellite-6 and the composite particles of TiC. The higher percent of TiC is evident from the particles retained at the wear surface. The composition of elements like chromium and tungsten are lowered. The cobalt content is lowered by the addition of TiC particles. The pin wear appears to be very low.
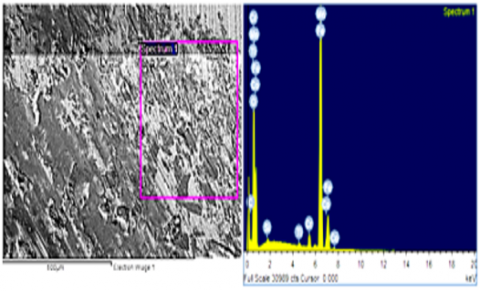
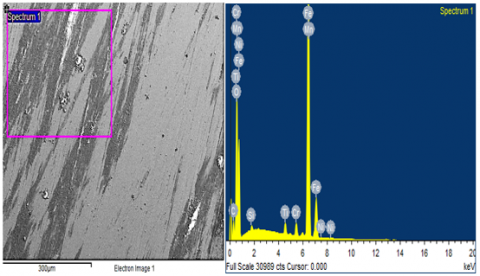
Figures 9 (a), (b) show the SEM and EDAX of the Pin and Disc of Specimen-D (70%stellite-6+30%TiC). Dense dispersions of TiC particles cladded in stellite-6 matrix are observed. The SEM micrograph of the wear surface of the pin shows rough surface morphology due to the lowering of stellite-6 matrix and higher number of TiC particles. Corresponding reduction in tungsten and chromium content is noticed.
Figures 10 (a), (b) show the SEM and EDAX of the Pin and Disc of Specimen-E (60%stellite-6+40%TiC). Dense dispersions of TiC particles cladded in stellite-6 matrix is observed. The SEM micrograph of the wear surface of the pin shows rough surface morphology due to the lowering of stellite-6 matrix and higher number of TiC particles. Corresponding reduction in tungsten and chromium content is noticed.
|
Figure 6. (a) Pin-A |
Figure 6. (b) Disc-A |
|
Figure 7. (a) Pin-B |
Figure 7. (b) Disc-B |
|
Figure 8. (a) Pin-C |
Figure 8. (b) Disc-C |
|
Figure 9. (a) Pin-D |
Figure 9. (b) Disc-D |
|
Figure 10. (a) Pin-E |
Figure 10. (b) Disc-E |
3.2 Wear rate
Wear rate (mm3/N-m) can be estimated by the Eq. (1)
$W_S=\frac{V}{P L}$ (1)
where,
V=Volume Lost (mm3)
P=Applied Load (N)
L=Sliding Distance (m)
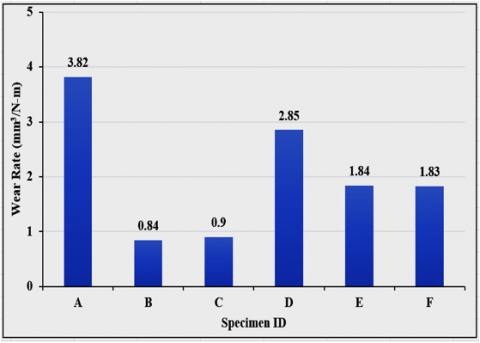
Figure 11 shows the wear rate (mm3/N-m) of all the specimens. Specimen-A is subjected to a wear rate of 3.82, specimen-B is 0.84, specimen-B is 0.9, specimen-D is 2.85, specimen-E is 1.84, specimen-F is 1.83.
Figure 11. Wear rate by volume for the specimens
From the results it is observed that wear rate of stellite-6/TiC coated SS316L diminishes significantly. Also, the minimum wear rate is for the sample with 10%TiC/90%Stellite-6 and 20%TiC/80%Stellite-6 coated SS316L.
In this work, the samples are successfully prepared by depositing stellite-6/TiC coating at different compositions on SS316L by laser cladding technique. The wear resistance of these samples is investigated by Pin-on-Disc method. The following inferences are made from the above research work:
[1] Abbas, G., West, D.R.F. (1991). Laser surface cladding of stellite and stellite-SiC composite deposits for enhanced hardness and wear. Wear, 143(2): 353-363. https://doi.org/10.1016/0043-1648(91)90106-5
[2] Toyserkani, E., Khajepour, A., Corbin, S.F. (2004). Laser cladding. CRC Press. https://doi.org/10.1201/9781420039177
[3] Steen, W.M. (2003). Laser material processing-an overview. Journal of Optics a: Pure and Applied Optics, 5(4): S3. https://doi.org/10.1088/1464-4258/5/4/351
[4] Lugscheider, E., Bolender, H., Krappitz, H. (1991). Laser cladding of paste bound hardfacing alloys. Surface Engineering, 7(4): 341-344. https://doi.org/10.1179/sur.1991.7.4.341
[5] Lusquiños, F., Pou, J., Quintero, F., Pérez-Amor, M. (2008). Laser cladding of SiC/Si composite coating on Si-SiC ceramic substrates. Surface and Coatings Technology, 202(9): 1588-1593. https://doi.org/10.1016/j.surfcoat.2007.07.011
[6] Lin, Y.C., Chang, K.Y. (2010). Elucidating the microstructure and wear behavior of tungsten carbide multi-pass cladding on AISI 1050 steel. Journal of Materials Processing Technology, 210(2): 219-225. https://doi.org/10.1016/j.jmatprotec.2009.09.003
[7] Thomas H Courtney. (2005). Mechanical Behavior of Materials. Waveland press Inc. 2nd edition.
[8] Wan, Q., Zheng, M., Yang, S. (2019). Thermal effect analysis of laser processing cemented carbide micro-texture. Journal Homepage, 37(1): 71-76. https://doi.org/10.18280/ijht.370108
[9] Waterhouse, R.B., Taylor, D.E. (1974). Fretting debris and the delamination theory of wear. Wear, 29(3): 337-344. https://doi.org/10.1016/0043-1648(74)90019-2
[10] Kusmoko, A., Dunne, D., Li, H. (2015). Effect of heat input on Stellite 6 coatings on a medium carbon steel substrate by laser cladding. Materials Today: Proceedings, 2(4-5): 1747-1754. https://doi.org/10.1016/j.matpr.2015.07.010
[11] Gholipour, A., Shamanian, M., Ashrafizadeh, F. (2011). Microstructure and wear behavior of stellite 6 cladding on 17-4 PH stainless steel. Journal of Alloys and Compounds, 509(14): 4905-4909. https://doi.org/10.1016/j.jallcom.2010.09.216
[12] Shahroozi, A.B.A.A., Afsari, A., Khakan, B., Khalifeh, A.R. (2018). Microstructure and mechanical properties investigation of stellite 6 and Stellite 6/TiC coating on ASTM A105 steel produced by TIG welding process. Surface and Coatings Technology, 350: 648-658. https://doi.org/10.1016/j.surfcoat.2018.07.044
[13] Apay, S., Gulenc, B. (2014). Wear properties of AISI 1015 steel coated with stellite 6 by microlaser welding. Materials & Design, 55: 1-8. https://doi.org/10.1016/j.matdes.2013.09.056
[14] Wang, S.W., Lin, Y.C., Tsai, Y.Y. (2003). The effects of various ceramic-metal on wear performance of clad layer. Journal of Materials Processing Technology, 140(1-3): 682-687. https://doi.org/10.1016/S0924-0136(03)00727-1
[15] Madadi, F., Shamanian, M., Ashrafizadeh, F. (2011). Effect of pulse current on microstructure and wear resistance of Stellite6/tungsten carbide claddings produced by tungsten inert gas process. Surface and Coatings Technology, 205(17-18): 4320-4328. https://doi.org/10.1016/j.surfcoat.2011.03.076
[16] Li, Q.H., Savalani, M.M., Zhang, Q.M., Huo, L. (2014). High temperature wear characteristics of TiC composite coatings formed by laser cladding with CNT additives. Surface and Coatings Technology, 239: 206-211. https://doi.org/10.1016/j.surfcoat.2013.11.043