Grace Siska*![]() | Lies Indrayanti
| Lies Indrayanti![]() | Cecep Muhlisin | Ajun Junaedi
| Cecep Muhlisin | Ajun Junaedi![]() | Herianto
| Herianto
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The quality of particleboard made from broad-leaved acacia branches and PVAc adhesive was investigated. A non-factorial completely randomized design (CRD) with adhesive contents of 10%, 15%, and 20% was employed. The parameters for testing physical properties included moisture content, density, water absorption, and thickness swelling. The parameters for testing the mechanical properties were modulus of elasticity, modulus of rupture, internal bonding, and screw withdrawal resistance. The results indicates that the concentration of PVAc adhesive has a significant effect on both physical and mechanical properties of the fabricated particleboards. The LSD further test indicates that particleboard with 20% adhesive content has the highest value in strength tests and meets the Indonesian National Standard (Standard Nasional Indonesia/SNI) 03-2105-2006. It is suitable for non-structural indoor (interior) element.
branches, acacia, polyvinyl acetate, particleboard, physical properties, mechanical properties
Utilization of all parts of wood can be an effort to reduce the rate of deforestation. Logging usually refers to branch-free stem wood logging, while any part of wood is left as wood [1]. Branches are short, smaller compared to the central trunk of tree, and crooked with number of knots [2]. Due to their high lignin, branches are less suitable for pulping. They are also characterized by thicker bark compared to the trunk. Therefore, branches-based products relatively have different properties than those made from the tree trunk [3].
The wood of broadleaf acacia (Acacia mangium) has high economic value and environmental adaptability [4]. It is a fast growing leguminous plant that is capable to grow on infertile land and is less affected by the type of soil. It is generally used as raw material for pulp and paper, as well as furniture. It is also utilized as door frames, window components, and wooded crate/box [5]. The physical and mechanical properties of seven year-old Acacia mangium wood obtained from the South Kalimantan Industrial Timber Estates were investigated, showing a wood density of 0.60-0.62 gr/cm3 and specific gravity of 0.59-0.61 (categorized into Strength Class III) [6]. Principally, the lack of utilization of branches is mainly caused by their low quality properties as raw material.
Despite the substantial forest loss and damage, the trend of producing composite wood products such as particleboard is increasing [7]. The manufacture of particleboard becomes an attempt to utilize low-grade wood parts. These parts are potential alternative source for particleboard [8]. It is made of lignocellulose materials, i.e., wood, as the main production material [9]. The wood particles are mixed with synthetic resins under hot pressing. Particleboard has several advantages compared to the real wood in which it is knot-free, void-free, and crack-free [10]. The strength of particleboard is determined by several variables, including the type and the percentage of the adhesive. Particleboard made from the branches of jabon wood had better quality than other parts [11]. Another study on particleboard made from Surian tree branches yielded good physical and mechanical properties [12].
Polyvinyl acetate (PVAc) is a thermoplastic adhesives commonly used for the manufacture of particleboard and panelboard [13]. PVAc, either modified or unmodified, solution or emulsion, the properties of PVAc make it suitable as a binder for various materials, particularly wooden products and their derivatives [14]. The PVAc are easily operated, low toxic, resistant to microorganism attack, and non-staining adhesive, and have unlimited storage life, gap-filling similar to animal glue, and low compression pressure [15]. Particleboards made from sea sengon wood with variations of PVAc adhesive 54, 58, and 63% had been tested, showing all of them met the SNI standard [16].
Based on the background and problems mentioned previously, a study on the branches of Acacia mangium was done. The physical and mechanical properties of particleboards made from Acacia mangium branches using different concentrations (10%, 15%, and 20%) of PVAc were investigated.
The research was conducted at the Laboratory Technology of Forest Product, Faculty of Agriculture, Department of Forestry, University of Palangka Raya. The material was the wood branches of broad-leaved acacia (Acacia mangium) in the form of wood shaving with a mesh size of 4 mixed with Fox PVAc adhesive with 40% solid resin [17]. Acacia wood was obtained from the Arboretum of the Forestry Department, Faculty of Agriculture, University of Palangka Raya, Central Kalimantan. Since the trees were situated in the campus area, the collected wood was taken from a tree on the thinning list. The sequence of making the particleboard, from the preparation of wood shaving to testing, is described below.
2.1 Preparing the wood shaving
Acacia wood was shaped or planed into wood shaving, air-dried to approximately 12% MC, and subsequently sieved using a 4 mesh sieve.
2.2 Fabricating the particleboard
Single layer particleboard of 30 cm x 30 cm x 1.5 cm was fabricated at 0.5 gr/cm³ density level. The wood particles were mixed with PVAc and formed into a fiber mat at a temperature of 110 ± 4℃ for 15 minutes with a pressure of 25 kg/cm² [14]. The mat was stored for two weeks before cutting into specimen according to the SNI 03-2105-2006 [18].
2.3 Testing the particleboard
2.3.1 Moisture content
The specimen was weighed to determine its initial weight, oven-dried at a temperature of 102 ± 2℃ for 6 hours, and repeated until the weight was constant (as the difference in weight was 0.1%). The duration for drying process was 6 hours, following the moisture content testing procedure in the Indonesian National Standard (SNI) 03-2105-2006. The calculation used the following equation:
MC=[(Wi-Wf)/Wf]×100% (1)
2.3.2 Density
The specimen length and width were measured on both sides of 2.5 cm from the edge and with an accuracy of 0.01 cm. Subsequently, the thickness of the specimen was measured at the four corners (at the point of intersection of the length and width measurements) with an accuracy of 0.01 cm. After the measurement, the specimen was weighed with an accuracy of 0.1 g. The equation is as follows:
D=W/V (2)
2.3.3 Thickness swelling and water absorption
The specimen thickness was measured at the center with an accuracy of 0.01 mm and weighed to an accuracy of 0.1 g. Subsequently, the specimen was immersed horizontally in water at a temperature of 25 ℃ ± 1 ℃, approximately 2 cm from the water surface for ± 24 hours. The specimen was then removed and wiped with a cloth. The thickness was measured and the mass was weighed to an accuracy of 0.1 g. The formulas for thickness swelling and water absorption are:
TS=[(T2-T1)/T1] x 100% (3)
WA=[(Wn-W1)/W1] x 100% (4)
2.3.4 Modulus of elasticity (MoE) and modulus of rupture (MoR)
The specimen thickness and width were measured. It was placed horizontally on a support while a load was applied to the center of the specimen at a speed of 10 mm/min. The deflection and load (to the maximum load) were recorded. The MoE and MoR are calculated using the equations 5 and 6.
E(kgf/cm²)=l3ΔP/4.wt3.ΔD (5)
MoR(kgf/cm2)=3Pl/2wt2 (6)
2.3.5 Internal bond strength (IB)
The specimen length and width were measured. Subsequently, the specimen was glued to two iron blocks or other similar materials and air-dried for ± 24 hours. The specimen was then pulled in a vertical direction at a speed of 2 mm/min and the maximum load was recorded. The equation is as follows:
IB=P/l×w (7)
2.3.6 Screw withdrawal resistance (SWR)
The screws were installed on the left and right of the specimen at its center. The depth of pre-drilled hole was 3 mm with a diameter of 2 mm. Subsequently, the screw was pulled in a vertical direction at a speed of 2 mm/minute and the maximum load was recorded. The equation is as follows:
SWR=P/l×w (8)
2.4 Research design and data analysis
The research design was a non-factorial completely randomized design (CRD) with adhesive contents of 10%, 15%, and 20%, all treatments replicated thrice. The collected data was analyzed using SPSS. When the treatment had an effect on the physical and mechanical properties, further test (the Fisher's least significance difference test) was carried out.
The quality of particleboard was tested based on eight parameters. The mean value of all parameters is presented in Table 1. The results of the analysis of variance are presented in Table 2. The LSD further test is presented in Table 3.
Table 1. The mean value of the moisture content, density, thickness swelling, water absorption, MoE, MoR, internal bond strength, and screw withdrawal resistance of particleboards with different adhesive contents
|
P |
Physical Properties |
Mechanical Properties |
||||||
|
MC (%) |
D (g/cm3) |
WA (%) |
TS (%) |
MoE (104 kgf/cm2) |
MoR kgf/cm2) |
IB (kgf/cm2) |
SWR (kgf) |
|
|
P1 (10%) |
13.51* |
0.41* |
127.09* |
7.35* |
1.32 |
73.61 |
1.34 |
31.28* |
|
P2 (15%) |
12.75* |
0.44* |
94.46* |
5.89* |
1.76 |
91.34* |
1.53* |
37.74* |
|
P3 (20%) |
12.54* |
0.50* |
84.71* |
5.40* |
2.47* |
111.20* |
1.75* |
41.82* |
|
SNI |
≤14 |
0.4-0.9 |
- |
≤12 |
Min 2.04 |
Min 82 |
Min 1.5 |
Min 31 |
Source: Previous study (2022), *Acceptable based on SNI 03-2105-2006
Table 2. Analysis of variance of the properties of particleboards with different adhesive contents
|
Factor |
Df |
SS |
MSS |
F-value |
p-value 5% |
|
Moisture content (%) |
8 |
1.56 |
0.78 |
10.37** |
5.14 |
|
Density (%) |
1.19 |
0.60 |
8.856** |
||
|
Water absorption (%) |
2955.19 |
1477.60 |
12.056** |
||
|
Thickness swelling (%) |
6.22 |
3.12 |
7.98** |
||
|
MoE (104 kgf/cm2 ) |
2.03 |
1.02 |
11.24** |
||
|
MoR (kgf/cm2) |
2121.02 |
1060.501 |
11.14** |
||
|
Internal bond (kgf/cm2) |
0.25 |
0.13 |
15.51** |
||
|
SWR (kgf) |
169.47 |
84.74 |
9.28** |
Table 3. The result of the Fisher’s LSD test on particleboards with different adhesive contents
|
Variable |
10% |
15% |
20% |
|
Mean moisture content |
13.51a |
12.75b |
12.54b |
|
Density |
4.77a |
4.38a |
4.95b |
|
Water absorption |
127.09a |
94.47b |
84.71b |
|
Thickness swelling |
7.353a |
5.89b |
5.393b |
|
Modulus of elasticity (MoE) |
1.32a |
1.76a |
2.47b |
|
Modulus of rupture (MoR) |
73.61a |
91.34a |
111.19b |
|
Internal bond |
1.34a |
1.53 b |
1.747c |
|
Screw withdrawal strength |
31.28a |
37.740b |
41.82b |
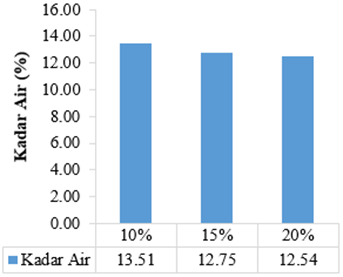
3.1 Moisture content
The mean moisture content is presented in Table 1. Particleboard with 20% adhesive content obtained the lowest mean moisture content [19]. Table 1 also indicates that the higher the concentration of PVAc, the lower the moisture content of the particleboard. It is possibly due to the capacity of adhesive particles in filling the cavities of particleboard—which have the potential to absorb moisture from the air. Principally, the adhesive covers the cavities on the particleboard. Meanwhile, low moisture content will affect the strength of the particleboard [7]. The moisture content value obtained in this study has met the Indonesian National Standard [18].
Figure 1. Average moisture content of particleboards made from broad-leaved acacia branches
The result of the analysis of variance on moisture content is presented in Table 2. In general, it indicates that the adhesive content significantly affects the moisture content of the particleboard (Figure 1). To find out the treatment that gained the best moisture content, an LSD test was carried out. The result of LSD test is presented in Table 3. It shows that the moisture content of particleboard with 15% adhesive content is not significantly different from that of 20% adhesive content. Meanwhile, particleboard with 10% adhesive content is significantly different from those with 15% and 20% adhesive content [20]. Particleboards with 15% and 20% adhesive content have insignificantly different moisture content, while particleboard with 10% adhesive content has significantly different moisture content from others. It can be concluded that the higher the adhesive content, the lower the moisture content. Particleboard with 10% adhesive content has a greater number of particles hence the voids between particles are not optimally filled with adhesive [21]. The number of particles affects the ability of the particleboard to absorb water during the conditioning process. The moisture content of the particleboard is determined by arranging the moisture content of the particles. In the present study, the moisture content of the particles is set at approximately 12%. A study on particleboard made from rubber wood also found that particleboard with moisture content of 12% has a higher quality than that produced from fiber saturation point, and it also meets the required standard [22].
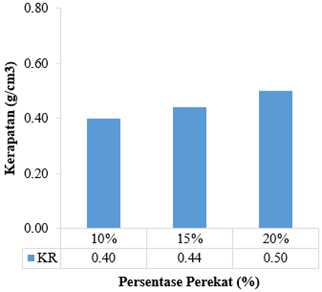
3.2 Density
The mean density of the particleboards ranges between 0.41 to 0.50 g/cm3 as presented in Table 1.
Figure 2. Mean density of particleboards made from broad-leaved acacia branches
They have met the standard required by the Indonesian National Standard [18]. In general, the mean density of the particleboard is included in the medium class [23]. Medium density particleboard ranges from 0.4 to 0.8 g/cm3 (Figure 2). Particleboard with 20% adhesive content has reached the expected density of 0.5 g/cm3 [24]. Essentially, the higher the concentration of adhesive, the higher the density value. In addition, the moisture content also affects the density of particleboard in which the lower the moisture content, the better the quality of particleboard. It is due to the presence of water in the particleboard affects the thickness and strength of the particleboard. High density causes a decline in the moisture content of the particleboard [25]. The result of the analysis of variance on density is presented in Table 2. The adhesive content treatment has a significant effect on the density of particleboard. To find out the best treatment, the LSD test was carried out. The result of LSD test presented in Table 3 shows that the density of particleboard with 10% adhesive content is not significantly different from the 15% adhesive content, while the particleboard with 20% adhesive content is significantly different from those of 10% and 15% adhesive content. It can be concluded that the higher the adhesive content, the higher the density of the particleboard. The higher amount of adhesive will increase the bond between particles, causing the board to become denser [19]. Moreover, adhesive is able to reduce the occurrence of spring back during compression and consequently, the board becomes denser [26]. Principally, the higher the adhesive content, the higher the density and modulus of elasticity of the particleboard. It also indicates the quality of the particleboard. The denser the particleboard, the less elastic the particleboard.
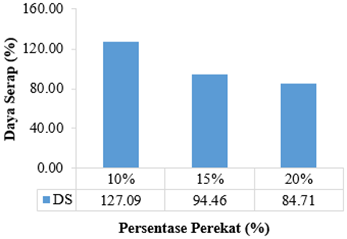
3.3 Water absorption
The mean value of water absorption is presented in Table 1. The highest value (127.09%) was obtained by particleboard with 10% adhesive content, while the lowest value (84.71%) was obtained by particleboard with 20% adhesive content (Figure 3).
Figure 3. Average water absorption of particleboards made from broad-leaved acacia branches
The highest water absorption value found in particleboard with 10% adhesive content was 127.09%, exceeding 100%. It occurs because the water absorption value indicates the amount of added weight of the particleboard. Consequently, the weight of the particleboard can exceed 100%. Based on the water absorption formula, this value was obtained from the weight after immersion minus the weight before immersion divided by the weight before immersion.
The values indicate that the water absorption capacity of the particleboard decreases in line with the increase in the PVAc adhesive content [20]. The addition of adhesive content can reduce the particle porosity [27]. The higher the density of the particleboard, the lower the porosity, because the high density particleboard has fewer voids possibly filled with water [19]. Water absorption is affected by spring back that causes interparticle space, allowing water vapor to fill the space and particle surface. In addition, the decrease in water absorption is also affected by the capacity of adhesive in coating the particles, reducing the contact between wood particles and water [20].
The result of the analysis of variance on water absorption is presented in Table 2. The result indicates that the treatment of adhesive content has a significant effect on the water absorption of particleboard. Subsequently, the LSD test was carried out to find out the best treatment as presented in Table 3. The result indicates that the 20% adhesive content is not significantly different from the 15% adhesive content, while the 10% adhesive content is significantly different from the 15% and 20% adhesive content [20]. Particleboards with 15% and 20% adhesive content have insignificantly different water absorption value, while particleboard with 10% adhesive content has significantly different value from others. In general, it can be concluded that the higher the adhesive content, the lower the water absorption of the particleboard [28]. Adhesive content has a very significant effect on the level of water absorption. It is an important variable as it affects the thickness of the particleboard [12].
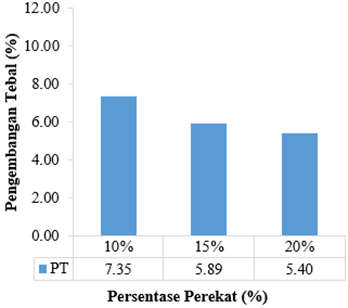
3.4 Thickness swelling
The mean value of thickness swelling is presented in Table 1. The highest value was obtained by the particleboard with 10% adhesive content while the lowest was obtained by that with 20% adhesive content, namely 7.35% and 5.40%, respectively (Figure 4). The mean value has met the SNI 03-2105-2006 [18].
Figure 4. Average thickness swelling of particleboards made from broad-leaved acacia branches
The increase of adhesive content reduces the thickness of the particleboard [24]. The higher the PVAc adhesive content, the lower the thickness swelling of the particleboard [29]. The thickness swelling also decreases in line with the increase in the adhesive content. The thickness swelling value is directly proportional to the water absorption value. The higher the water absorption capacity, the higher the thickness swelling of the particleboard. The thickness swelling is directly proportional to the water absorption capacity in which the higher the adhesive content, the lower the thickness swelling [28].
Based on the analysis of variance on thickness swelling presented in Table 2, the adhesive content treatment has a significant effect on the thickness swelling of particleboard. To determine the best treatment, the LSD test was carried out. The result presented in Table 3 indicates that the particleboard with 20% adhesive content is insignificantly different from that with 15% adhesive content. Meanwhile, the particleboard with 10% adhesive content is significantly different from those with 15% and 20% adhesive content. It can be assumed that the higher the adhesive content, the lower the thickness swelling of the particleboard. The finding also indicates that the PVAc adhesive of 20% has the optimal quality in resisting thickness swelling compared to others as it has a lower thickness swelling value and meets the required standard of SNI [18] (maximum of 12%) [30]. The bond between the adhesive and the particles reduces the amount of water vapor entering the cavity, decreasing the potential in the dimensional changes and eventually lowering the possibility of thickness swelling.
3.5 Modulus of elasticity (MoE)
The mean value of MoE is presented in Table 1. The highest value was obtained by the particleboard with 20% adhesive content while the lowest was obtained by that with 10% adhesive content, namely 2.47×104 kgf/cm2 and 1.32×104 kgf/cm2, respectively (Figure 5). While particleboard with 20% adhesive content has met the required criteria of at least 2.04×104 kgf/cm2 [18], the particleboards with adhesive content of 10% and 15% have not met the SNI criteria.
Figure 5. Average MoE of particleboards made from broad-leaved acacia branches
The modulus of elasticity (MoE) is affected by density [2]. The higher the density of the particleboard, the higher the MoE. The modulus of elasticity measures the wood's stiffness and indicates its strength level [31]. The higher the MoE value, the stronger the [16] Based on the analysis of variance of the MoE presented in Table 2, the adhesive content treatment significantly affects the MoE of the particleboard. To figure out the best treatment, the LSD test was carried out. The result is presented in Table 3 [16]. The PVAc adhesive is directly proportional to the MoE value of the particleboard. The higher the content of PVAc adhesive, the higher the MoE value [26]. Adhesive is widely used to enhance interparticle bonding that eventually increases the ability of the board to withstand the load. Meanwhile, less adhesive content leads to low interparticle bonding that potentially reduces the ability of the particleboard to withstand the load.
3.6 Modulus of rupture (MoR)
The mean value of MoR of particleboard is presented in Table 1. The highest was found in the particleboard with adhesive content of 20% (111.20 kgf/cm2), while the lowest was found in the particleboard with adhesive content of 10% (73.61 kgf/cm2) (Figure 6). The mean value of MoR for particleboards with 15% and 20% adhesive content is in accordance with the criteria of the Indonesian National Standard [18].
Meanwhile, the particleboard with 10% adhesive content does not meet the criteria. Based on the analysis of variance on the MoR presented in Table 2, the adhesive content significantly affects the MoR of the particleboard. To determine the best treatment, the LSD test was carried out. The result is presented in Table 3, showing that particle board with 10% adhesive content is insignificantly different from that with 15% adhesive content but significantly different from that with 20% adhesive content. The higher the adhesive content, the higher the MoR of the particle board [29]. It is allegedly due the PVAc adhesive's binding power on the particles so that the particles are coated and the cavities between the particles are covered by the adhesive [16]. The PVAc adhesive content is directly proportional to the MoR value of the particleboard. The higher the PVAc adhesive content, the higher the MoR value. The correlation between the adhesive content and the MoR value is noticeable [32]. The higher the adhesive content, the higher the MoR value because the bond between particles is maximized. The particleboard with 20% PVAc adhesive content has the best quality in correlation with the modulus of rupture since it has relatively high MoR value (111.193 kgf/cm2) and meets the required standard of SNI [18].
Figure 6. Average MoR of particleboards made from broad-leaved acacia branches
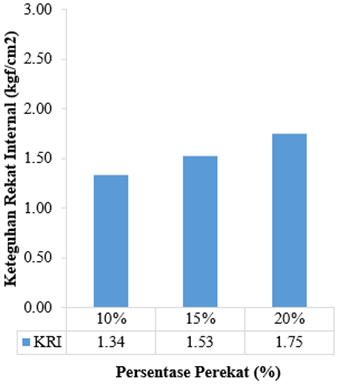
3.7 Internal bond (IB)
The mean IB value is presented in Table 1. The highest value was obtained by the particleboard with adhesive content of 20% (1.75 kgf/cm2), while the lowest was found in the particleboard with adhesive content of 10% (1.3 kgf/cm2) (Figure 7). The mean IB values of the particleboards with adhesive content of 15% and 20% meet the criteria of the Indonesian National Standard (SNI) 03-2105-2006 [18] (minimum value of 1.5 kgf/cm2), while the 10% adhesive content does not.
Table 2 shows the adhesive content treatment has a significant effect on the IB of the particleboard. To find out the best treatment, the LSD test was carried out as presented in Table 3. The result indicates that the higher the adhesive content, the higher the IB value of the particleboard [33, 16]. Among the factors contribute to the IB value of particleboard is adhesive. It is able to fill the surface and interparticle voids, creating a better bonding line between the particles [3]. Moreover, internal bonding is also affected by the addition of adhesive, mat forming, and compression. The particleboard with 20% PVAc adhesive content shows the best quality based on its IB value (1.747 kgf/cm2), which also in accordance with the required minimum standard of SNI [18]. Principally, the higher the IB value, the better the quality of the particleboard.
Figure 7. Average internal bond of particleboards made from broad-leaved acacia branches
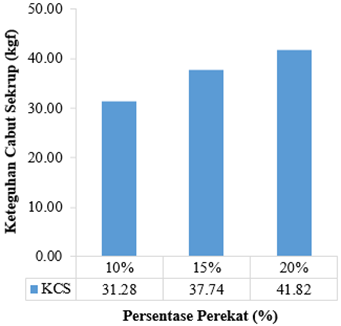
3.8 Screw withdrawal resistance (SWR)
The highest mean value of the screw withdrawal resistance (SWR) was found on particleboard with 20% adhesive content (41.82 kgf), while the lowest was found on particleboard with 10% adhesive content (31.28 kgf) (Figure 8). The adhesive content affects the screw withdrawal resistance of the particleboard [28]. The SNI 03-2105-2006 [18] requires the SWR of at least 31 kgf. Therefore, the particleboards fabricated in this study have met the requirement.
Figure 8. Average SWR of particleboards made from broad-leaved acacia branches
Based on the analysis of variance on the SWR presented in Table 2, the adhesive content significantly affects the SWR value. To determine the best treatment, the LSD test was carried out. The result is presented in Table 3, showing that the significant and insignificant differences are allegedly influenced by the capacity of PVAc in binding the particles. It can be concluded that the concentration of PVAc adhesive affects the screw withdrawal resistance. The correlation between the amount of PVAc adhesive and the value of the SWR is possibly due to the ability of adhesive in strengthening the particle bond. Therefore, the higher the adhesive content, the stronger the capacity to hold the screw inserted in the particleboard [34]. The factor contributes to the SWR value includes the internal bonding in which the higher the internal bonding value, the stronger the screw withdrawal resistance [2] The density of particleboard also affects the strength of particleboard in holding nails and screws.
The particleboard made from broad-leaved acacia branches with PVAc adhesive content of 20% yields better physical and mechanical properties compared to those of 10 and 15%. It obtains the highest value in strength tests and meets the SNI 03-2105-2006. It is particularly suitable for non-structural indoor (interior) element. The results of our study verify the capacity of broad-leaved acacia branches as the material for particleboard. In addition, it is a prospective material due to its abundance since acacia is a fast-growing plant.
We would like to thank the Laboratory Technology of Forest Product, Department of Forestry, Faculty of Agriculture, University of Palangka Raya, for the assistance in particleboard making and testing.
|
MC |
Moisture content (%) |
|
Wi |
Initial weight (g) |
|
Wd |
Absolute dry weight (g) |
|
D |
Density (g/cm³) |
|
W |
Weight (g) |
|
V |
Volume (cm3) |
|
TS |
Thickness swelling (%) |
|
T1 |
Specimen thickness before immersion (mm) |
|
T2 |
Specimen thickness after immersion (mm) |
|
WA |
Water absorption (%) |
|
W1 |
Specimen weight before immersion (g) |
|
Wn |
Specimen weight after immersion (g) |
|
E |
Modulus of elasticity (kgf/cm²) |
|
P |
applied load (kgf) |
|
l |
span (cm) |
|
w |
width (cm) |
|
t |
thickness (cm) |
|
ΔP |
load difference (P1-P2) from the curve (kgf) |
|
ΔD |
Deflection (cm) of load difference (P1-P2) |
|
IB |
Internal bond strength (kgf/cm²) |
|
SWR |
Screw withdrawal resistance (kgf/cm²) |
|
P |
maximum load (kgf) |
|
l |
length (cm) |
|
w |
width (cm) |
[1] Anggraini, R., Khabibi, J., Adelka, Y.F. (2021). Karakteristik papan partikel dari campuran limbah akasia (Acacia mangium willd.) dan kulit kelapa muda (Cocos nucifera L.): Characteristics of particle board from mixed waste of acacia (Acacia mangium willd.) and coconut shell (Cocos nucifera L). Jurnal Silva Tropika, 5(1): 366-381.
[2] Haygreen, J.G., Bowyer, J.L. (1996). Hasil hutan dan ilmu kayu. Suatu pengantar. Gajah Mada University Press. Yogyakarta.
[3] Bowyer, J.L., Shmulsky, R., Haygreen, J.G. (2003). Forest products and wood science: An introduction. 4th Edition. Iowa State University Press. Iowa.
[4] Maimunah, S. (2015). Kajian ekspansi akasia di taman wisata alam bukit tangkiling. Jurnal Daun, 2(1): 26-34. https://doi.org/10.33084/daun.v2i1.170
[5] Elfarisna, E., Puspitasari, R.T. (2016). Toleransi tanaman akasia (Acacia mangium wild.) terhadap tingkat salinitas di pembibitan. Daun: Jurnal Ilmiah Pertanian dan Kehutanan, 3(2): 54-62. https://doi.org/10.33084/daun.v3i2.146
[6] Arsad, E. (2011). Sifat fisik dan kekuatan mekanik kayu akasia mangium (Acacia mangium willd) dari hutan tanaman industri kalimantan selatan. Jurnal Jurnal Riset Industri Hasil Hutan, 3(1): 20–23.
[7] Harshavardhan, A., Muruganandam, L. (2017). Preparation and characteristic study of particle board from solid waste. IOP Conf. Series: Materials Science and Engineering, 263(3): 032005. https://doi.org/10.1088/1757-899x/263/3/032005
[8] Djoudi, T., Djemai, H., Hecini, M., Ferhat, A. (2022). Physical, thermal and mechanical characterization of a new material composite based on fibrous wood particles of date palm tree. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 32(1): 45-52. https://doi.org/10.18280/rcma.320107
[9] Trischler, J., Sandberg, D. (2015). Anaerobic digestion of monocotyledons in particleboard production–a concept of process integration to increase substitution of wood raw material. International Wood Products Journal, 6(4): 154-164. https://doi.org/10.1179/2042645315Y.0000000011
[10] Maloney, T.M. (1993). Modern particle board and dry process fiberboard manufacturing. Miller Freeman, Inc San Francisco.
[11] Ruhendi, I.P. (2011). The physical and mechanical properties of particleboard made from trunk and branches of jabon wood (Anthocephalus cadamba Miq). Jurnal Ilmu dan Teknologi Hasil Hutan, 4(1): 14-21.
[12] Alamsyah, E.M., Sumardi, I., Darwis, A., Suhaya, Y., Hidayat, Y. (2020). The possible use of surian tree (Toona sinensis Roem) branches as an alternative raw material in the production of composite boards. Journal of Wood Science, 66: 1-6. https://doi.org/10.1186/s10086-020-01871-6
[13] Braga, B.D.A., Iwakiri, S., Trianoski, R., Raia, R.Z. (2022). Evaluation of the potential use of Amazonian palm species for the production of edge-glued panels. International Wood Products Journal, 13(4): 255-262. https://doi.org/10.1080/20426445.2022.2117924
[14] Hanif, L., Rozalina, R. (2020). Perekat Polyvinyl Acetate (Pvac). Akar, 2(1): 46-55. https://dx.doi.org/10.36985/jar.v9i1.193
[15] Ruhendi. (2007). Analisis Perekat Kayu. Fakultas Kehutanan Institut Pertanian Bogor. Bogor.
[16] Mirza, H., Mahdie, M.F., Thamrin, G.A.R. (2020). Sifat fisik dan mekanik papan partikel dari serbuk gergajian kayu sengon laut (Paraserianthes falcataria) menggunakan perekat PVAC. Jurnal Sylva Scienteae, 3(5): 855-867. https://doi.org/10.20527/jss.v3i5.2536
[17] SNI 06-6049-1999. Polivinil Asetat Emulsi untuk Perekat Pengerjaan Kayu. Badan Standarisasi Nasional (BSN). Jakarta, ICS 83.180.
[18] SNI 03-2105-2006. Papan Partikel. Badan Standarisasi Nasional (BSN). Jakarta, ICS 79.060.060.20.
[19] Hasan, A., Yerizam, M., Kusuma, M.N. (2020). Papan partikel ampas tebu (Saccharum officinarum) dengan perekat high density polyethylene. Jurnal Kinetika, 11(3): 8-13.
[20] Haloho, K.S. (2018). Pengaruh kadar perekat urea foemaldehida terhadap sifat fisika dan mekanika papan partikel limbah gergaji kayu alau (Dacrydium spp.). Fakultas Pertanian Jurusan Kehutanan Universitas Palangka Raya. Palangka Raya. https://www.researchgate.net/publication/330934019
[21] Maulana, D., Dirhamsyah, M., Setyawati, D. (2015). Karakteristik papan partikel dari batang pandan mengkuang (Pandanus atrocarpus griff) berdasarkan ukuran partikel dan konsentrasi ureaf ormaldehida. Jurnal Hutan Lestari, 3(2): 247-258. http://dx.doi.org/10.26418/jhl.v3i2.10369
[22] De Souza, M.V., Cazella, P.H.D.S., Da Silva, S.A.M., Rodrigues, F.R., Herradon, M.P., Da Costa, F.M., Aouada, M.R.D., Aouada, F.A., Santos, H.F.D., Pinto, E.M., De Araujo, V.A., Christoforo, A.L., Pinheiro, R.V. (2022). Comparative study of particleboards with Hevea brasiliensis waste from different production and moisture configurations. Wood Research, 67(5): 785-795.
[23] Tsoumis, G. (1991). Science and technology of wood structure, properties, utilization. Van Nostrand Reinhold. New York.
[24] Raharjo, B. (2020). Pemanfaatan limbah tandan kosong kelapa sawit sebagai bahan pengganti alternatif papan partikel. Indonesian Journal of Laboratory, 2(1): 1-9. https://doi.org/10.22146/ijl.v2i1.54156
[25] Yani, M., Fahmi, F., Fahma, F., Kartika, I.A. (2020). The improvement on physical and mechanical properties of particle board from jatropha press cake. In IOP Conference Series: Earth and Environmental Science, 472(1): 012024. https://doi.org/10.1088/1755-1315/472/1/012024
[26] Sitanggang, J.P., Sucipto, T., Azhar, I. (2015). Pengaruh kadar perekat urea formaldehida terhadap kualitas papan partikel dari kayu gamal (Gliricidia sepium). Peronema Forestry Science Journal, 4(2): 166-174.
[27] Sutigno, P. (1994). Teknologi papan partikel. pusat penelitian dan pengembangan hasil hutan dan sosial ekonomi kehutanan. Bogor.
[28] Siska, G., Sarinah, D.L. (2018). Kualitas papan partikel dari limbah gergajian kayu bangkirai (Shorea leavis Rid). Jurnal Hutan Tropika, 13(1): 25-30.
[29] Astari, L., Prasetiyo, K.W., Suryanegara, L. (2018). Properties of particleboard made from wood waste with various size. In IOP Conference Series: Earth and Environmental Science, 166(1): 012004. https://doi.org/10.1088/1755-1315/166/1/012004
[30] Widyorini, R., Puspa Yudha, A., Isnan, R., Awaluddin, A., Agus Prayitno, T., Ngadianto, A., Umemura, K. (2014). Improving the physico-mechanical properties of eco-friendly composite made from bamboo. In Advanced Materials Research, 896: 562-565. https://doi.org/10.4028/www.scientific.net/AMR.896.562
[31] Hasan, H., Tatong, B. (2005). Pengaruh pemadatan terhadap sifat fisis dan mekanis kayu Palapi. Media Komunikasi teknik Sipil, 13(1): 1-15. https://doi.org/10.14710/mkts.v13i1.3891
[32] Iskandar, I., Supriadi, A. (2015). Peningkatan mutu papan partikel melalui peningkatan kadar perekat (I of particle Board quality by Increasing Adhesivemprovement Content) Pusat Penelitian dan Pengembangan Hasil Hutan. Jalan Gunung Batu, (5).
[33] Ghazi, A.K., Muhmmed, A.A., Taieh, N.K., Mejbel, M.K. (2022). Tribological and mechanical performance of epoxy reinforced by fish scales powder. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 32(3): 149-155. https://doi.org/10.18280/rcma.320306
[34] Wulandari, T., Asri, A., Faryuni, I.D. (2020). Sifat fisis dan mekanis papan partikel limbah kulit buah kakao berpenguat batang kayu jabon. Jurnal PRISMA FISIKA, 8(1): 33-39. http://dx.doi.org/10.26418/pf.v8i1.40163