Haneen Kareem*![]() | Zoalfokkar Kareem Mezaal Alobad
| Zoalfokkar Kareem Mezaal Alobad![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The present scientific article aims to prepare a new cementitious tile adhesive with good mechanical properties, such as adhesion strength, shear adhesion strength, and slip resistance. In addition, the research highlights the significance of eco-friendly practices that utilize recycled resources in pre-packaged cementitious mortar products. These materials include sewage water sludge, cement kiln dust, and river soil. Mixing these elements into mortar recipes may help reduce construction waste, encourage the conservation of resources, and lessen the industry's impact on the environment by reusing and recycling materials that would otherwise go to landfills. Aside from improving the mortar's performance, this new method helps achieve sustainability in construction by recycling waste items and thereby decreasing the environmental impact of building materials. Therefore, commercial mortar formulations and three polymer-modified mortar formulations were prepared to investigate the effect of sewage water sludge, cement kiln dust, and river soil on the performance of polymer-modified cementitious adhesives In this work, the starting raw materials and hardened mortar specimens (28 days) of the prepared mortar formulations were well-characterized using various scientific techniques, including infrared Fourier transform spectrometry (FTIR) and X-ray fluorescence (XRF) for chemical oxide composition. To achieve the study’s goals, percentages of sewage water sludge, cement kiln dust, and river soil were incorporated into the commercially prepared mortar formulations in the range of 6% to replace the silica sand used in the formulation. Additionally, different percentages of sewage water sludge were incorporated into the newly prepared mortar formulations in the range of 4%, 6%, 8%, and 10% to replace the silica sand used in the formulation. The XRF results indicated that the sewage water sludge, cement kiln dust, and river soil are mainly composed of sodium oxide (Na2O), aluminum oxide (Al2O3), silicon dioxide (SiO2), potassium oxide (K2O), calcium oxide (CaO), and iron oxide (Fe2O3), with an average particle size of 0.3-0.5 µm. The results also show an improvement in the adhesion strength, shear adhesion strength, and slip resistance of the prepared polymer-modified cementitious adhesive mortar formulation when using the optimum recycled material (sewage water sludge) with an additional percentage of 10%. Moreover, the experimental results of the prepared mortar formulations demonstrate that increasing the sewage water sludge content enhances the adhesion strength, shear adhesion strength, and slip resistance, providing evidence in favor of its use as a sustainable building material that contributes to reducing waste and resource consumption.
ceramic tile adhesives, waste recycling sewage water sludge, cement kiln dust, river soil, adhesion strength, shear adhesion strength and slip resistance, sustainability, building materials
Ceramic tiles, the oldest ornamental art, date back to ancient Egypt and continue to be used in current home décor. Their strength and beauty have earned them generations of respect. Egypt utilized ceramic tiles as early as 4700 BC. Ceramic tiles adorned the architecture of Rome and Greece, while Islamic mosques also featured them prominently. The British industry mass-produced the coveted decorative tiles of medieval Europe for the middle class [1]. External cladding tiles are also known as a tiling system [2]. They have surpassed all other building materials in popularity due to their aesthetically pleasing design and ability to protect walls from harmful environmental factors [3]. Due to its adaptability, ceramic tiles are the most popular kind of tile in use today [2] and are cost-effective [4]. In ceramic tiling, the substrate, tile, and adhesive layers interact with one another [3, 5]. Adhesives are substances that can significantly bond two surfaces. Adhesives used in structural applications must possess excellent shear strength and environmental resistance [6]. The Indian subcontinent has a long history of using less expensive glue made from a combination of cement and sand for the exterior cladding of ceramic tiles. The thick bed technique is used to apply grout, which traditionally involves combining water with regular Portland cement and sand. The grout bed is 10-25 mm thick from the base to the adhering surface [7]. This process is time-consuming and labor-intensive. Polymer-modified thin bed tile adhesive may resolve all issues associated with cement-sand grout [8]. Polymer-based adhesives enhance cement adhesion, strength, waterproofing, durability, flexibility, and deformation resistance. Since 1923, polymer modification of cement grout or paste for tiling and other applications has been practiced. The patent for polymer modification in cement mortar was originally filed in 1924. Polymer-modified cement grout gained popularity in construction because it performed better than cement-sand grout [9, 10]. Polymer modification involves mixing a polymer powder, liquid polymer, or monomer with cement and other admixtures, followed by curing.
Figure 1 shows four types of polymers or monomers that may be modified: RPP, polymer latex, water-soluble, and liquid [9]. Redispersible polymer powders (RPPs) are spray-dried powders that reproduce the original dispersion when combined with water. They redisperse only once [11[.
Figure 1. Different types of polymer modification
RPP-modified ceramic tile adhesive (CTA) is favored for its benefits. As cement hydrates and a polymer film forms, a monolithic matrix phase network structure is created, through which the hydrated cement and polymer phases interpenetrate. RPP modification resembles latex modification but includes redispersion [12]. RPP improves workability, adhesion, flexural strength, plasticity, abrasion resistance, and water retention, decreases water absorption, and increases viscosity and cohesion, among other benefits. Adding RPP to cement grout creates a film [13]; as water evaporates, it binds. A polymer film links cement particles and fillers [14]. This is ideal for residential tiling rather than industrial or special types, and its inexpensive cost for excellent results is its main attraction. For bonding tiles to walls, cementitious tile adhesive—a polymer-modified mortar made of cement, fillers (such as sand and calcium carbonate), and additives (including polymer, water reducer, and retarder) are extensively used. Polymers promote flexibility and adherence [15-17], such as poly(ethylene-vinyl acetate) (EVA), poly(styrene-acrylic ester) (SAE), and styrene-butadiene rubber (SBR) copolymers. Countries' economies depend on building construction. The industry consumes materials, which may harm the environment. The European Union consumes 8 tons per inhabitant per year of aggregates (the major component of various building materials) as mortars, only surpassed by water use. It is crucial to discover alternatives to reduce or eliminate such detrimental effects. Supporting this approach might be as simple as using recycled aggregates or as involved as selecting materials with lower consumption per surface area. Furthermore, cement poses a significant threat because of its enormous consumption and CO2 emissions; for every metric ton of Portland cement produced, around 0.8 metric tons of CO2 is released into the atmosphere. This means there must be plans to minimize its impact on constructing building materials [18-21]. Using recycled materials helps save expenses and increases production levels while addressing the concerns related to the potentially harmful effects on the environment. Incorporating recycled materials into new goods is an economically sound way to tackle this issue and lessen the burden on our nation's landfills. Among recycling's many significant benefits are the preservation of energy, reduced solid waste, cleaner air and water, and fewer greenhouse gas emissions. The advantages of utilizing waste and recycled materials can be realized in the ceramic tile adhesive industry [22-24]. Cement-based tile adhesives, according to EN 12004, contain cement, redispersible polymer (ethylene, vinyl acetate, or vinyl versate co-polymer), aggregates such as silica sand, and additives like cellulose ether, starch ether, or accelerators to improve workability or reactivity. Cementitious adhesives should have a minimum adhesion value of 0.5 MPa under various curing conditions, according to EN 12004 or ISO 13007-1 C1 essential characteristics. C2 tile adhesives with superior performance require a minimum adhesion value of 1 MPa, as shown in Table 1.
Table 1. Summary of specifications for cementitious adhesive [25, 26]
|
Characteristic |
Property |
Requirement |
|
C1—Normal cementitious adhesives (fundamental characteristics) |
Initial tensile adhesion strength (28 d RT) |
≥0.5 MPa |
|
tensile adhesion strength after water immersion (7d RT+21dW) |
≥0.5 MPa |
|
|
tensile adhesion strength after heat aging (14dRT+14d 70℃+1d RT). |
≥0.5 MPa |
|
|
Slip |
≥0.5 mm |
|
|
Shear adhesion strength |
≥0.5 MPa |
|
|
C2—Improved cementitious adhesives (additional characteristics) |
Initial tensile adhesion strength (28 d RT) |
≥1.0 MPa |
|
tensile adhesion strength after water immersion (7d RT+21dW) |
≥1.0 MPa |
|
|
tensile adhesion strength after heat aging (14dRT+14d 70℃+1d RT). |
≥1.0 MPa |
|
|
Slip |
≤0.5mm |
|
|
Shear adhesion strength |
≥1.0 MPa |
2.1 Materials
This work used Portland cement, and its chemical composition is shown in Table 2. The densities of EVA, calcium formate, and tartaric acid are 514 kg/m³, 2.02 g/cm³, and 1.79 g/ml, respectively. Native starch powder and HPMC were also used. The particle size of the silica sand used ranges from 0.3 µm to 0.5 µm. For mixing, normal water was utilized. Ceramic tiles were cut into different sizes, each according to a specific standard depending on the required test method. The sizes for the slip, shear, and adhesion tests are 10 cm × 10 cm × 1 cm, 8 cm × 8 cm × 1 cm, and 5 cm × 5 cm × 1 cm, respectively. Epoxy glue was used to adhere the ceramic tile to the steel pull-head plate, ensuring a tensile adhesion strength of 10 N/mm². Recycled materials used include sewage water sludge, cement kiln dust, and river soil. In addition, a concrete slab was employed. EVA, calcium formate, tartaric acid, and native starch powder were purchased from KARBALA GLOBAL GROUP CO. in Karbala, Iraq, while the HPMC was purchased from SHIJIAZHUANG JINGHONG Chemical Technology Co., Ltd., China.
Table 2. Chemical composition of the used Portland cement
|
Chemical Composition |
CaO |
SiO2 |
Al2O3 |
Fe2O3 |
MgO |
SO3 |
N2O |
|
(%) |
64.64 |
21.28 |
5.60 |
3.36 |
2.06 |
2.14 |
0.05 |
2.2 Sample preparation
2.2.1 Preparation of recycled materials particles
Preparation of sewage water sludge: The process involved taking ready-made sewage water sludge material and subjecting it to several stages. Initially, it was cleaned with water and then dried in an oven at 100℃ and room temperature (RT). Subsequently, the material was ground using a mortar until it reached a fine powder consistency. Finally, the sewage water sludge underwent sieving to separate large particles from small ones. The particle size distribution of the sewage water sludge ranged between 0.3 µm and 0.5 µm.
Preparation of cement kiln dust: Ready-made cement kiln dust powder was processed in one stage: drying in an oven at 100℃ and room temperature (RT).
Preparation of river soil: The ready-made river soil material underwent three stages: cleaning with water, drying in an oven at 100℃ and room temperature (RT), and sieving to separate particles. The particle size distribution of the used river soil ranged between 0.3 µm and 0.5 µm.
2.2.2 Preparation of cementitious tile adhesive
Hydraulic binding agents, aggregates, and organic additives are combined with water before use. Cement and sand were mixed with dry components at 140 rev/min for 10 minutes after preparation. After 10 minutes of mixing, the product was ready for packing. To prepare, pour the mixture into a clean, stainless-steel bowl with normal water at a 3:1 dry-to-wet ratio. Use a mechanical mixer with a stainless-steel paddle at 140 rev/min. First, mix for 30 seconds, and then the powder will progressively disappear. Wait for 30 seconds, then mix for 1 minute at 160 rev/min. Some manufacturers allow the mixture to settle and cure before mixing again for 15 seconds. All experiments use the same water-to-admixes ratio for the cementitious adhesive and are mixed at room temperature (RT). As shown in Table 3, a commercial formulation of tile adhesive (HP) is used, and recycled materials such as sewage water sludge (SW), cement kiln dust (CK), and river soil (SO) are added at a ratio of 6% by weight to the used silica sand. A study is conducted to examine the impact of recycled materials on the mechanical properties of tile adhesive, specifically its slip, adhesive, and shear resistance. Three new formulations of tile adhesive (H1, H2, and H3) were then prepared from the same materials but in different proportions of polymeric additives. The work aims to investigate the mechanical characteristics of tile adhesive, including its slip, adhesive, and shear resistance. It added recycled materials (sewage water sludge) to (H1) in various weight proportions (4%, 6%, 8%, and 10%) of the used ratio of silica sand. The goal was to enhance the mechanical properties of the tile adhesive, specifically its slip, adhesive, and shear resistance (H1).
Table 3. Formulation of tile adhesive (HP, H1, H2, H3)
|
Component |
HP |
H1 |
H2 |
H3 |
|
Portland cement |
35% |
40% |
40% |
40% |
|
Alumina cement |
0.20% |
2.80% |
2.80% |
2.80% |
|
Silica sand |
65% |
56% |
56% |
57% |
|
EVA |
0.50% |
0.60% |
0.45% |
0.30% |
|
HPMC |
0.30% |
0.50% |
0.35% |
0.20% |
|
Calcium formate |
0.01% |
0.40% |
0.25% |
0.20% |
|
Tartaric acid |
0.01% |
0.10% |
0.10% |
0.10% |
|
Native starch |
0.01% |
0.10% |
0.10% |
0.10% |
2.3 Tests conducted
2.3.1 Infrared Fourier transform spectrometry (FTIR)
Fourier transforms infrared analysis of prepared samples utilized IR Affinity-1 equipment. FTIR spectra demonstrate the relationship between permeability or absorption and the quantity of chemically composed waves. ASTM E1252 was used to analyze powdered calcium formate, tartaric acid, hydroxypropyl methyl cellulose (HPMC), ethylene vinyl acetate (EVA), and native starch (NS) before using them in the mixture to reveal their chemical structures [27].
2.3.2 X-ray fluorescence (XRF)
A SPECTRO model (XEPOS) X-ray fluorescence spectrometer was used to test samples of recycled materials, including sewage water sludge, cement kiln dust, and soil from rivers. It was employed to determine which oxides are present in the recycled materials; an analysis was conducted.
2.3.3 Tensile adhesion strength test (Pull-off)
Tensile adhesion strength shall be measured in N/mm² using a machine that can load the pull head plate, per ISO 13007-2/4.4 [28, 29]. Tensile stress was applied to all samples at 5 kN and 1 mm/min at room temperature until failure. Tensile adhesion strength is calculated by dividing the device's tensile force by the ceramic tile's surface area, yielding the figure in Newtons per square millimeter (MPa).
Sa=F/A (1)
where,
Sa: represents individual tensile adhesion strength achieved at failure in ( MPa);
F: is the maximum force applied at the test surface in N;
A: is area of the ceramic tile in mm, represented by (2500 mm2).
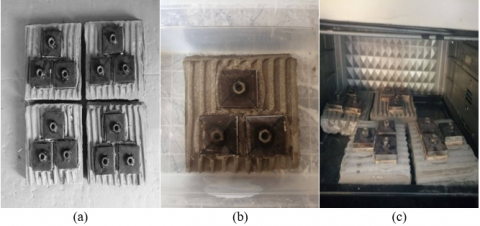
As shown in Figure 2, this test method contains three tests, each conducted under different conditions: (a) initial adhesion strength (28 d RT), (b) adhesion strength after water immersion (7 d RT + 21 d W), and (c) adhesion strength after heat aging (14 d RT + 14 d 70℃ + 1 d RT).
2.3.4 Shear adhesion strength test
This test represents a crucial tool for evaluating the tile adhesive's effectiveness on the wall surface. The steps in this testing procedure follow EN 13007-2/4.3 [28, 29]. To obtain the test result, the force applied until failure is divided by the entire area of the adhesive circles. Here's how it is done:
δ=F/A (2)
where,
δ: represents the shear adhesion strength in MPa.
F: represents the force applied on the substrate till failure.
A: represents the total area of the existing circles.
Figure 3 shows the samples of the shear adhesion strength test.
2.3.5 Slip resistance test
This test determines the adhesive's resistance to the vertical slip of ceramic tile. The test procedure was carried out under typical weather conditions. This procedure follows the guidelines established by ISO EN 13007-2/4.2 [28, 29]. You can determine the amount of slip the tile has by comparing two measurements. Figure 4 displays the samples from the slip resistance test.
Figure 2. (a) Initial adhesion strength (28 d RT), (b) adhesion strength after water immersion (7 d RT+21 d W), (c) adhesion strength after heat aging (14 d RT+14 d 70℃+1 d RT)
Figure 3. Samples of shear adhesion strength test
Figure 4. Samples of slip resistance test
3.1 Infrared Fourier transform spectrometry (FTIR)
Figure 5 shows FTIR spectra for the materials used in this research: ethylene vinyl acetate (EVA), HPMC, native starch (NS), calcium formate, and tartaric acid. The carbonyl group of ethylene vinyl acetate (EVA) is at 3417.86 cm-1, the carbonyl group of the VA monomer is at 2931.80 cm-1, the carbonyl group of the saturated ester is at 1427.32 cm-1, and the saturated ester’s carbonyl group is at 1242.16 cm-1. The stretching of the hydroxyl group (-OH) causes the HPMC FTIR spectra to display a significant absorption band at 3479.58 cm-1. The band at 2924.09 cm-1 corresponds to the C-H stretching bond, the peak at 1620.21 cm-1 is the -OH bending, the peak at 1458.18 cm-1 represents the weak scissoring of the methyl group, and the peak at 1319.31 cm-1 is the -OH bending vibration. The band at 1064.71 cm-1 is the C-O-C stretching vibration. The results for native starch (NS) reveal a hydrogen-bonded hydroxyl group (-OH) bond at 3417.86 cm-1, a C-H bond at 2931.80 cm-1, an O-H band at 1620.21 cm-1, C-O stretching bonds at 1157.29 cm-1 and 1026.13 cm-1, and hydroglucose ring vibration modes at 925.83 cm-1, 848.68 cm-1, 763.81 cm-1, and 594.08 cm-1. FTIR results of neat calcium formate show a water molecular stretching bond at 3417.86 cm-1, a C-H stretching bond at 2947.23 cm-1, another C-H stretching bond at 2893.22 cm-1, a broad carboxylate group -COO stretching bond at 1589.34 cm-1, a carboxylate group with an O-C-H group at 1396.46 cm-1, and a strong COO stretching bond at 786.96 cm-1. The FTIR of tartaric acid shows the following peaks: 3410.15 cm-1, 3332.99 cm-1 for the -OH stretching bond of the alcoholic group, 2931.80 cm-1 for the -C-H stretching, 1735.93 cm-1 due to the carbonyl stretching vibration of the C=O bond, 1442.75 cm-1 for the C-O stretching vibration, 1404.18 cm-1 for the -C(OH) bending vibration, and 1195.87 cm-1 for the torsion mode native to the -CH group of tartaric acid.
Figure 5. FTIR results for the tested materials
3.2 X-ray fluorescence (XRF)
Table 4 facilitates the rapid identification of oxides and their concentrations in sewage water sludge samples, cement kiln dust (CKD), and river soil, regardless of their origins.
Table 4. XRF results for the recycled materials
|
Concentration% |
|||
|
Oxides |
Sewage Water Sludge |
Cement Kiln Dust (CKD) |
River Soil |
|
Sodium oxide (Na2O) |
0.25 |
<0.43 |
<0.25 |
|
Aluminum oxide (Al2O3) |
0.20 |
0.05 |
0.34 |
|
Silicon dioxide (SiO2) |
2.41 |
1.12 |
4.86 |
|
Potassium oxide (K2O) |
0.56 |
1.44 |
0,49 |
|
Calcium oxide (CaO) |
8.46 |
39.64 |
6.05 |
|
Iron oxide (Fe2O3) |
4.03 |
2.86 |
5.79 |
|
Sulfur trioxide (SO3) |
0.49 |
0.82 |
<0.00050 |
3.3 Tensile adhesion strength test (Pull-Off)
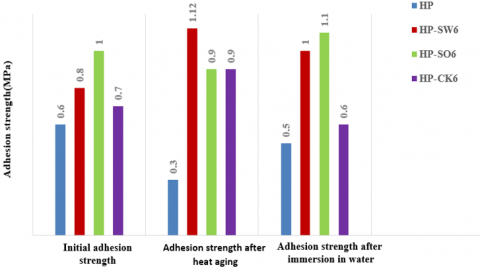
Figure 6 displays the adhesion strength values of a commercial ceramic tile adhesive (HP) following the addition of three different types of recycled materials: sewage water sludge (HP-SW6), river soil (HP-SO6), and cement kiln dust (HP-CK6), each contributing 6% to the silica sand percentage. The experiment was conducted under initial conditions for 28 days, in water for 21 days, and in a kiln at 70℃ for 14 days. All the recycled materials added to the commercial ceramic tile adhesive (HP) demonstrated a higher adhesion strength than the original adhesive under all test conditions. As it stands, the ceramic tile adhesive (HP-SO6) has the strongest adhesion strength of the three mixtures (HP, HP-SW6, and HP-CK6). It achieved an adhesion strength rate of 66.6% for (HP-SO6) compared to the commercial ceramic tile adhesive (HP), followed by 33.3% for (HP-SW6) and 16.6% for (HP-CK6). High silica dioxide (SiO2) and iron (Fe2O3) concentrations in recycled materials contribute to increased adhesion strength. The concentration of silica dioxide (SiO2) in river soil, sewage water sludge, and cement kiln dust (CKD) is 4.86%, 2.14%, and 1.12%, respectively, while the percentage of iron oxide (Fe2O3) in river soil, sewage water sludge, and CKD is 5.79%, 4.03%, and 2.86%, respectively. Following a 14-day heat treatment at 70℃, the adhesion strength of the commercial ceramic tile adhesive (HP) experienced a roughly 50% decrease. This decrease occurred when the adhesion strength reached HP = 0.3 MPa, which is less than the required value in the specification (C2 ≥ 1 MPa). After this decrease, the adhesion increased by HP-SW6 = 40%, HP-CK6 = 28.5%, and HP-SO6 = 10% when the adhesion strength reached HP-SW6 = 1.12 N/mm2. Adding all recycled materials to the commercial ceramic tile adhesive (HP) at a rate of 6% of the silica sand ratio resulted in a noticeable increase in adhesion strength values. From here, it is clear that the addition of river soil, sewage water sludge, and CKD) transformed the value of adhesion strength from (C1≥0.5 MPa) to (C2≥1 MPa) specification. The submersion of the commercial ceramic tile adhesive in water for 21 days appears to have reduced its adhesion strength by approximately (HP=16.6%). At this point, the adhesion strength reached (HP=0.5 MPa), close to the number of(C1≥0.5 MPa) required by the specification.
Figure 6. Commercial ceramic tile adhesive (HP) adhesion strength test after adding 6% recycled materials to silica sand
While the adhesion strength increases for HP-SW6 (25%) and HP-SO6 (10%), the adhesion strength reaches 1 MPa for HP-SW6 and 1.1 MPa for HP-SO6. The adhesion strength decreases for HP-CK6 (14.2%) as it reaches a high concentration of calcium oxide (CaO). From this, it is clear that the decrease in HP-CK6 is due to the high concentration of alkali represented by calcium oxide (CaO). An XRF examination revealed that its concentration reached a high of 39.64%, compared to sewage water sludge and river soil, which had concentrations of 8.46% and 6.5%, respectively.
Figure 7 shows the adhesion strength values of the ceramic tile adhesive (H1, H2, and H3) compared to the commercial ceramic tile adhesive (HP). The adhesive was tested under climatic conditions for 28 days, in water for 21 days, and in a kiln at 70℃ for 14 days. All the prepared ceramic tile adhesives (H1, H2, and H3) demonstrated higher adhesion strength than the commercial ceramic tile adhesive (HP) under all test conditions. In the initial tensile adhesion strength test, ceramic tile adhesive (H1) outperformed ceramic tile adhesives (H2 and H3) in terms of adhesion strength. It achieved an adhesion strength rate of (H1=150%) compared to the commercial ceramic tile adhesive (HP), followed by (H2=116.7%) and (H3=95%). The increased percentage of EVA polymer, the presence of a hydrophilic radical from a hydroxyl group, and the use of hydroxypropyl methyl cellulose (HPMC) as a thickening agent all contribute to the increase in adhesion strength. Bonding with water molecules helps form a network structure. The figure indicates that after heat aging, the commercial ceramic tile adhesive (HP) experienced a percentage decrease of approximately 50% due to heat treatment, reaching an adhesion strength of HP = 0.3 MPa, which is less than the specified value of C2 ≥ 1 MPa. While the adhesion strength of the ceramic tile adhesive (H1) decreased by 34.6%, the adhesion strength of the ceramic tile adhesive (H2) and (H3) decreased by 23 and 34.1%, respectively. Where maintained ceramic tile adhesives (H1, H2, and H3) are required in the adhesion strength value specification (C2≥1 MPa), and from here it was found that the addition rates. Looking at the adhesion strength after being submerged in water for 21 days, it seems that the commercial ceramic tile adhesive (HP) lost about 16.6% of its strength, reaching an adhesion strength of HP= 0.5 MPa). This is close to the adhesion strength required by the specification (C1≥0.5 MPa), while the adhesion strengths dropped by 33.3%for H1, 14.6% for H2, and 18.8% for H3. All the ceramic tile adhesives (H1, H2, and H3) are preserved and maintain the adhesion strength required in the specification (C2>1 MPa). Adding a polymer that contains hydroxyl groups as well as HPMC improves adhesion strength however the best adhesion strength to water is achieved with medium addition rates for each EVA and HPMC.
Figure 8 shows the adhesion strength of aceramic tile adhesive (H1) after adding recycled material (sewage water sludge) in different proportions (4%, 6%, 8%, and 10% of the percentage). The experiment was conducted under initial conditions for 28 days, in water for 21 days, and in a kiln at 70℃ for 14 days. All test conditions, the adhesion strength of ceramic tile adhesives (H1-SW4), (H1-SW6), (H1-SW8), and (H1-SW10) is higher than that of ceramic tile adhesive (H1), except (H1-SW8) and (H1-SW10) in the initial condition, The presence of silicon dioxide (SiO2) and iron oxide (Fe2O3) at a high concentration, compared to other oxides observed by XRF examination, is responsible to increase the adhesion strength. This is because silicon dioxide (SiO2) enhances the adhesion strength, durability, and resistance to thermal and water attacks. In the initial adhesion strength test, the ceramic tile adhesive (H11-SW4) outperforms the other ceramic tile adhesives (H1), (H1-SW6), (H1-SW8), and (H1-SW10), achieving an adhesion strength rate of (H1-SW4=6.66%) as the adhesion strength reaches (H1-SW4=1.6 MPa). This is followed by (H1-SW6), which achieves an adhesion strength value equal to (H1=1.5 MPa), The adhesion strength for both H1-SW8 (6.66%) and H1-SW10 (6.66%) decreases as the adhesion strength reaches (H1-SW8 = 1.4 MPa) and (H1-SW10 = 1.4 MPa). From here, it is clear that all ceramic tile adhesives (H1), (H1-SW4), (H1-SW6), (H1-SW8), and (H1-SW10) are within the required specification (C2≥1 MPa).
Figure 7. adhesion strength test result for (H1, H2, H3) than (HP)
Figure 8. Adhesion strength test result for (H1) after adding sewage water sludge
With heat treatment at 70 ℃ for 14 days, the ceramic tile adhesive's adhesion strength is dropped by about 33.3% (H1). This is because the adhesive reached its target strength of 1 MPa, within the required range (C2 ≥ 1 MPa). While the adhesion strength decreases for (H1-SW4=31.2%), followed by (H1-SW6=20%), then both (H1-SW8=7.1%) and (H1-SW10=7.1%). The adhesion strength values for each (H1-SW4=1 MPa), (H1-SW6=1.2 MPa), (H1-SW8=1.3 MPa), and (H1-SW10=1.3 MPa), despite the slight decrease, all samples maintained adhesion strength values within the required specification (C2≥1 MPa).
The ceramic tile adhesive's adhesion strength decreases by about 33.3% after being submerged in water for 21 days. As the adhesion strength reaches H1= 1 MPa, it also decreases for (H1-SW4 = 6.3%), even though each value (H1-SW4 = 1.5 MPa) is within the required range (C2≥1 MPa). While the adhesion strength increases for (H1-SW10=28.6%), it also decreases for (H1-SW8=21.4%) and (H1-SW6=6.66%). The adhesion strength values for each were (H1-SW10=1.8 MPa), (H1-SW8=1.7 MPa), and (H1-SW6=1.6 MPa). From here, all results and all tests are conditions within the required specification (C2≥1 MPa).
3.5 Shear adhesion strength test
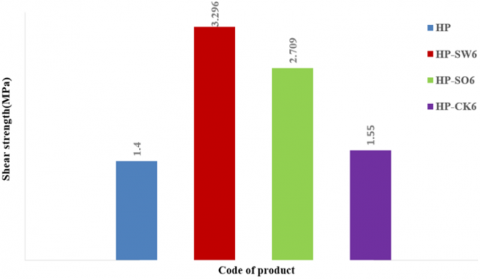
In Figure 9, the shear adhesion strength of commercial ceramic tile adhesive (HP) is shown before and after adding three types of recycled materials at 6% of the silica sand percentage: sewage water sludge (HP-SW6), river soil (HP-SO6), and cement kiln dust (HP-CK6). The testing conditions were the same for all three types of materials. The shear adhesion strength of all the recycled materials added to the commercial ceramic tile adhesive (HP-SW6, HP-SO6, and HP-CK6) is higher than that of the commercial ceramic tile adhesive (HP). For the ceramic tile adhesive (HP-SW6), the shear adhesion strength reaches 3.296 MPa, showing a clear rise of 135.4%, which is greater than that of the mixtures (HP, HP-SO6, and HP-CK6). The shear adhesion strength increases for (HP-SO6) by 93.5% and for (HP-CK6) by 10.7%, with the shear adhesion strength reaching 2.709 MPa for (HP-SO6) and 1.55 MPa for (HP-CK6). The increased shear adhesion strength can be attributed to the presence of oxides in the recycled materials (iron oxide, calcium oxide, silicon dioxide, sodium oxide, aluminum oxide, sulfur oxide, phosphorus pentoxide, potassium oxide, and magnesium oxide). The effect of the oxides is due to their ability to reduce the sliding of the layers (internal friction), which increases the shear adhesion strength. It becomes clear that adding recycled materials is necessary to improve the shear adhesion strength of the HP, but the best shear adhesion strength is for sewage water sludge. It is worth noting that all of the results of adding recycled materials (HP-SW6), (HP-SO6), and (HP-CK6) meet the required specification (C2≥1 MPa).
Figure 10 shows the shear adhesion strength values of the ceramic tile adhesives (H1, H2, and H3) compared to the commercial ceramic tile adhesive (HP) under the same test conditions. All the prepared ceramic tile adhesives (H1, H2, and H3) exhibit a shear adhesion strength that surpasses that of the commercial ceramic tile adhesive (HP). The ceramic tile adhesive (H1) achieves a noticeable increase in shear adhesion strength (H1 = 116.4%), reaching 3.03 MPa. The presence of (EVA) and (HPMC) leads to an increase in shear adhesion strength (H2 = 114.3%), followed by (H3 = 107%), with shear adhesion strengths of (H2 = 3 MPa) and (H3 = 2.09 MPa), respectively. All results fall within the required specification (C2 ≥ 1 MPa).
It can be seen in Figure 11, how strong the ceramic tile adhesive (H1) is when recycled material (sewage water sludge) is added in four different amounts: 4%, 6%, 8%, and 10% of the percentage silica sand, under the same testing conditions. All ceramic tile adhesives (H1-SW4), (H1-SW6), (H1-SW8), and (H1-SW10) exhibit a higher shear adhesion strength compared to the ceramic tile adhesive (H1 = 3.03 MPa). The ceramic tile adhesive (H1-SW10) has the highest shear adhesion strength among the mixtures (H1), (H1-SW4), (H1-SW6), and (H1-SW8). A noticeable increase is achieved (H1-SW10 = 8.6%) as the shear adhesion strength reaches (H1-SW10 = 3.29 MPa). The shear adhesion strength goes up (H1-SW8=6.6%), then (H1-SW6=4.29%), and finally (H1-SW4=1.9%). The shear adhesion strength reaches its highest point (H1-SW8=3.23 MPa), then (H1-SW6=3.16 MPa), and finally (H1-SW4=3.09 MPa). All four of these strengths meet the specification value of C2≥1 MPa. The increased shear adhesion strength can be attributed to oxides in sewage water sludge (iron oxide, calcium oxide, silicon dioxide, sodium oxide, aluminum oxide, sulfur oxide, phosphorus pentoxide, potassium oxide, and magnesium oxide). The effect of the oxides is due to their disability in the sliding of the layers (internal friction), which increases the shear adhesion strength. It becomes clear that adding sewage water sludge is necessary to improve the shear adhesion strength of H1, but the best shear adhesion strength is H1-SW10 = 3.29 MPa.
Figure 9. Shear adhesion strength test after adding 6% recycled materials to silica sand
Figure 10. Shear adhesion strength test result for (H1, H2, H3) than (HP)
Figure 11. Shear strength test result for (H1) after adding sewage water sludge
3.6 Slip resistance test
Figure 12 displays the slip resistance of commercial ceramic tile adhesive (HP) after adding three types of recycled materials: sewage water sludge (HP-SW6), river soil (HP-SO6), and cement kiln dust (HP-CK6). All three types were added at 6% of the silica sand percentage and the tests were done the same way. Compared to the commercial ceramic tile adhesive (HP), all the recycled materials (HP-SW6, HP-SO6, and HP-CK6) exhibit the least slip resistance. It is worth noting that the decrease achieves the required specification (C2≤0.5 mm). As the slip resistance reaches 0.25 mm, the ceramic tile adhesive (HP-SW6) achieves a noticeable decrease (HP-SW6 = 64.3%). The presence of oxides in recycled materials (Iron oxide, calcium oxide, silicon dioxide, sodium oxide, aluminum oxide, sulfur oxide, phosphorus pentoxide, potassium oxide, and magnesium oxide) causes the slip resistance to decrease (HP-SO6 = 55.7%) and (HP-CK6 = 57.1%) as the slip resistance reaches (HP-SO6 = 0.31 mm) and (HP-CK6 = 0.3 mm). All results achieve the required specification (C2≤0.5 mm) rather than (HP=0.7 mm).
Figure 12. Slip resistance result after adding 6% recycled materials to silica sand
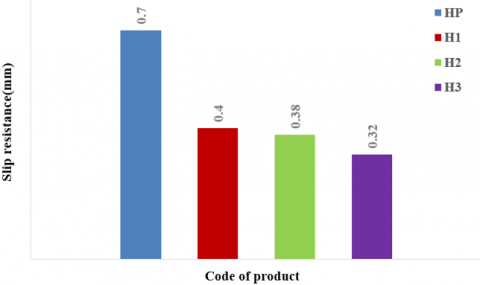
Figure 13 shows the slip resistance values of the ceramic tile adhesive (H1, H2, and H3) compared to the commercial ceramic tile adhesive (HP), under the same test conditions. All the prepared ceramic tile adhesives (H1, H2, and H3) have the least commercial ceramic tile adhesive (HP), and this decrease is achieved to meet the required specification (C2≤0.5 mm). The ceramic tile adhesive (H3) achieves the best value of slip resistance among the ceramic tile adhesives (HP), (H1), and (H2) and it obtains a reduction in the slip resistance of 54.3%. While the slip resistance decreases (H2 = 45.7%), followed by (H1 = 42.9%), as the slip resistance reaches (H2 = 0.38 mm) and (H1 = 0.4 mm). The reduction can be attributed to the presence of EVA and HPMC. The chains' effect is due to their disability in sliding the layers (internal friction), which increases shear adhesion strength. Consequently, it decreases slip resistance. All results achieve the required specification (C2≤0.5 mm) rather than (HP=0.7mm).
Figure 13. Slip resistance test result for (H1, H2, H3) than (HP)
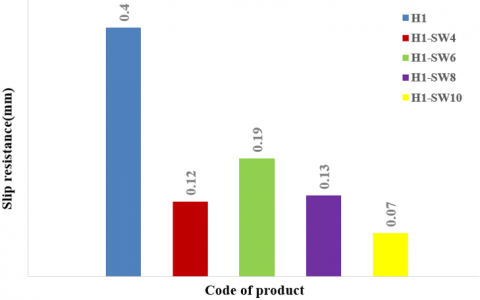
Figure 14 illustrates the slip resistance of the aceramic tile adhesive (H1) following the addition of recycled material, specifically sewage water sludge, in varying proportions (4%, 6%, 8%, and 10% of the percentage silica sand). All the ceramic tile adhesives with SW additives improve the slip resistance more than ceramic tile adhesive (H1=0.4mm). This reduction achieves the required specification (C2≤0.5 mm). The ceramic tile adhesive (H1-SW10) shows the best value of slip resistance among the ceramic tile adhesives (H1), (H1-SW4), (H1-SW6), and (H1-SW8). It achieves a percentage of (H1-SW10=82.5%) as slip resistance. While the slip resistance decreases (H1-SW4=70%), it is followed by (H1-SW8=67.5%) and (H1-SW6=52.5%) as the slip resistance reaches for each (H1-SW8=0.13 mm), (H1-SW4=0.12 mm), and (H1-SW6=0.19 mm). Adding sewage water sludge is necessary to improve H1, but the best slip resistance is H1-SW10 = 0.07 mm). All ratios maintain the slip resistance value with the required specifications (C2≤0.5 mm).
Figure 14. Slip strength test result for (H1) after adding sewage water sludge
1. FT-IR findings reveal the presence of functional groups in these components and confirm consistency with previous research.
2. XRF results show the oxides in recycled materials such as (sewage water sludge, cement kiln dust, and river soil.
3. Adding recycled materials (sewage water sludge and river soil) to a commercial mixture (HP) at 6% silica sand increased adhesion and shear adhesion strength. The results show a great improvement from (C1 ≥ 0.5 MPa) to (C2 ≥ MPa). Except for the recycled material (CKD), it shows adhesion strength a slight increase within the characteristic (C1 ≥ 0.5 MPa) while shear adhesion strength within the characteristic (C2 ≥ 1 MPa), The adhesion strength result for the new mixtures (H1 and H2) reveals improved characteristics belonging to the (C2 ≥ 1 MPa), also the addition of (sewage water sludge) is added in four different amounts: 4%, 6%, 8%, and 10% of the percentage silica sand to the mixture (H1), which reveals improved characteristics belonging to (C2 ≥ 1 MPa).
4. Increasing slip resistance with the addition of recycled materials (sewage water sludge, CKD, river soil) to the commercial mixture (HP), reveals an excellent improvement in characteristics from (C1 ≥ 0.5mm) to (C2 ≤0.5mm), increasing slip resistance for the new mixtures (H1, H2, and H3) also shows excellent results for the addition of recycled material. Sewage water sludge is added in four different amounts: 4%, 6%, 8%, and 10% of the percentage silica sand to the mixture (H1).
5. The optimum sewage water sludge addition percentage was 10%.
6. The recycling process has a beneficial effect in reducing the negative environmental implications of landfills that collect this kind of waste from manufacturers.
Thanks ought to be given to Karbala Global Group Co. for providing some of the material used for this study. And special thanks to those who provided recycled materials—sewage water sludge, CKD, and river soil—used for this study. The author gratefully acknowledges all who provided assistance and facilities.
[1] Unique Tiles. (2022). The history of ceramic tiles you should know. https://www.uniquetiles.uk/the-history-of-ceramic-tiles-you-should-know.
[2] Jacobs, J.W., McMullin, P.W. (2017). Cladding. In Special Structural Topics. Routledge, pp. 175-206.
[3] Kibert, C.J. (2016). Sustainable Construction: Green Building Design and Delivery. John Wiley & Sons.
[4] Baraldi, L. (2016). World production and consumption of ceramic tiles. Manufacturing Economic Studies, pp. 42-49.
[5] Wieczorek, M. (2020). The effect of fly ash and granulated blast furnace slag on slip and tensile adhesion strength of tile adhesives mortars. In Scientific-Technical Conference: E-mobility, Sustainable Materials and Technologies (MATBUD’2020), Cracow, Poland. https://doi.org/10.1051/matecconf/202032201017
[6] Chen, Q., Xu, Z., Sun, Z.X., Sun, Y.J., Song, J.X., Zhang, X., Huan, S.Q., Bai, L., Gu, J.Y. (2022). Engineering liquid pMDI into water-processable powder: Manufacture and application as waterborne additive. Journal of Cleaner Production, 372: 133767. https://doi.org/10.1016/j.jclepro.2022.133767
[7] Kareem, H., Alobad, Z.K.M. (2024). Effect of adding redispersible polymer powder to cementitious tile adhesive: A literature review. Annales de Chimie - Science des Matériaux, 48(4): 585-594. https://doi.org/10.18280/acsm.480415
[8] Mobarak, M.B., Hossain, M.S., Mahmud, M., Ahmed, S. (2021). Redispersible polymer powder modified cementitious tile adhesive as an alternative to ordinary cement-sand grout. Heliyon, 7(11). https://doi.org/10.1016/j.heliyon.2021.e08411
[9] Tarannum, N., Pooja, K.M., Khan, R. (2020). Preparation and applications of hydrophobic multicomponent based redispersible polymer powder: A review. Construction and Building Materials, 247: 118579. https://doi.org/10.1016/j.conbuildmat.2020.118579
[10] Yang, Y.E., Pang, B., Zhang, Y., Wang, M., Miao, G., Zhou, A. (2024). A review of waterborne polymer–cementitious composite repair materials for application in saline soil environments: Properties and Progress. Buildings, 14(3): 848. https://doi.org/10.3390/buildings14030848
[11] Aggez, O., Rajagopalan, N., Dam-Johansen, K., Kiil, S. (2024). Spray drying of polymer dispersions for redispersible powder coatings: Effects of stabilization mechanisms and process conditions. Progress in Organic Coatings, 197: 108769. https://doi.org/10.1016/j.porgcoat.2024.108769
[12] Guo, L., Xu, W., Zhang, Y., Ji, W., Wu, S. (2022). Selecting the best performing modified asphalt based on rheological properties and microscopic analysis of RPP/SBS modified asphalt. Materials, 15(23): 8616. https://doi.org/10.3390/ma15238616
[13] Kulesza, M., Dębski, D., Fangrat, J., Michalak, J. (2020). Effect of redispersible polymer powders on selected mechanical properties of thin-bed cementitious mortars. Cement Wapno Beton, 25: 168-177. https://doi.org/10.32047/CWB.2020.25.3.1
[14] Fan, L., Xu, F., Wang, S., Yu, Y., Zhang, J., Guo, J. (2023). A review on the modification mechanism of polymer on cement-based materials. Journal of Materials Research and Technology, 26: 5816-5837. https://doi.org/10.1016/j.jmrt.2023.08.291
[15] Assaad, J.J. (2018). Development and use of polymer-modified cement for adhesive and repair applications. Construction and Building Materials, 163: 139-148. https://doi.org/10.1016/j.conbuildmat.2017.12.103
[16] Zhao, G.R., Wang, P.M., Zhang, G.F. (2015). Effect of latex film distributions on flexibility of redispersible polymer powders modified cement mortar evaluated by SEM. Advanced Materials Research, 1129: 331-338. https://doi.org/10.4028/www.scientific.net/AMR.1129.331
[17] Jo, Y.K. (2020). Adhesion in tension of polymer cement mortar by curing conditions using polymer dispersions as cement modifier. Construction and Building Materials, 242: 118134. https://doi.org/10.1016/j.conbuildmat.2020.118134
[18] Saban, J. (2024). Toxic management-how to discover, prevent and cure negative impacts to productivity of individuals, teams and organizations Doctoral dissertation, Technische Universität Wien. https://doi.org/10.34726/hss.2024.121290
[19] de Azevedo, A.R.G., Alexandre, J., Zanelato, E.B., Marvila, M.T. (2017). Influence of incorporation of glass waste on the rheological properties of adhesive mortar. Construction and Building Materials, 148: 359-368. https://doi.org/10.1016/j.conbuildmat.2017.04.208
[20] Michalak, J. (2021). Ceramic tile adhesives from the producer’s perspective: A literature review. Ceramics, 4(3): 378-390. https://doi.org/10.3390/ceramics4030027
[21] Hoffman, D. (2013). International: Alerte aux pilleurs de sable. Le Parasien: 19 Août 2013. https://www.leparisien.fr/week-end/international-alerte-aux-pilleurs-de-sable-19-08-2013-3064795.php.
[22] Bolden IV, J.J. (2013). Innovative uses of recycled and waste materials in construction application. North Carolina Agricultural and Technical State University.
[23] Karabalayeva, A.B., Abilova, S.B., Sihanova, N.S., Shynbergenov, Y.A., Ibadullayeva, S.Z., Kokanbek, Z. (2024). Monitoring the environment and recycling approaches for managing oil and drilling waste. Instrumentation Mesure Métrologie, 23(5): 355-361. https://doi.org/10.18280/i2m.230503
[24] Mousa, S.M., Aghdeab, S.H. (2023). Effect of parameters of chemical mechanical polishing (CMP) for improving surface roughness for semiconductor material kind silicon. Instrumentation Mesure Métrologie 22(3): 121-125. https://doi.org/10.18280/i2m.220305
[25] CEN - EN 12004-1. (2017). Adhesives for ceramic tiles - Part 1: Requirements, assessment and verification of constancy of performance, classification and marking. CEN: Brussels, Belgium.
[26] ISO 13007-1. (2014). Ceramic tiles — Grouts and adhesives — Part 1: Terms, definitions and specifications for adhesives. ISO: Geneva, Switzerland.
[27] ASTM E1252-98. (2021). Standard Practice for General Techniques for Obtaining Infrared Spectra for Qualitative Analysis. ASTM International. https://doi.org/10.1520/E1252-98R21
[28] ISO 13007-2. (2013). Ceramic tiles — Grouts and adhesives — Part 2: Test methods for adhesives. ISO: Geneva, Switzerland.
[29] Oleiwi, J.K., Hadi, R.S. (2022). Study of polymeric composite reinforced with natural particles: Measurement and evaluation. Instrumentation Mesure Métrologie, 21(3): 113-117. https://doi.org/10.18280/i2m.210304