Emil Mihailov*![]() | Maria Ivanova
| Maria Ivanova![]() | Daniela Choshnova
| Daniela Choshnova![]() | Monika Asenova
| Monika Asenova![]() | Iliyan Mitov
| Iliyan Mitov![]() | Ivanka Petrova
| Ivanka Petrova![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In modern high-performance metallurgical equipment, improving energy efficiency is possible by optimally coordinating individual operations and developing approaches and algorithms for multiparameter optimization and management of the general technological process. As part of such a concept, the presented research is dedicated to developing a system for technological and thermal integration of flat steel products' production processes, allowing hot block charging and reducing energy consumption in the reheating furnaces. The presented system includes dynamic synchronization of the processes of continuous casting of steel blocks, transportation to the rolling shops, dwell, and pre-deformation heating. It combines the results of the work of three numerically implemented mathematical models: (i) describing the cooling and solidification of metal in continuous casting; (ii) determining the temperature distribution in each of the hot blocks during transport operations; (iii) determining the optimal regimes in reheating furnaces. The main goal is optimal synchronization of the work of the individual production operations and maximum use of the heat of the hot-charged blocks. The obtained results allowed the evaluation of different scenarios for implementing the process and making decisions about storing the blocks before loading them into the heating furnaces.
energy efficiency, hot charging, process integration, emission reduction
The EU policies [1] regarding climate change, carbon neutrality, and the digitalization of the economy are new challenges for the industry and, in particular, for metallurgical producers. These policies stimulate the search and implementation of innovative solutions and technologies by implementing low-carbon technologies and improving energy efficiency.
The search to further improve the energy efficiency of modern high-performance metallurgical productions consists of synchronizing processes and developing approaches and algorithms for multiparameter optimization and management of processes and production. This is inextricably linked to realizing the goals set in the climate policies for low-carbon and digital economies [2, 3], as a reduction in energy consumption is linked to a decrease in greenhouse gas emissions.
From an energy point of view, the integrated production of continuous casting with rolling should be organized with hot or direct charging of the blocks, which increases the productivity of the reheating furnaces and reduces the energy consumption per production unit [4-11].
The organization of integrated production requires synchronization of the processes of:
• production of liquid steel in electric arc furnaces (EAF);
• steel refining in ladle furnace (LF);
• continuous casting of steel (CCS);
• transporting the blocks to the reheating furnaces (RF);
• reheating to the rolling temperature;
• rolling.
The implementation of such technology is possible only in the presence of a modern management system, which includes [12]:
• rational planning;
• development of operation timetables;
• a system for tracking the metal and determining the thermal state of each block over time.
Depending on the level of production organization, the following schemes are possible [13, 14]:
In hot charging, the continuously cast blocks are transported to the rolling shop without intermediate stops, grading, and cooling and charged into the reheating furnaces at a high average temperature. Therefore, one mandatory requirement for the effective implementation of hot charging is to guarantee the good quality of the ingots without defects. The other necessary condition is that hot charging technology should be applied to more than 90% of the rolled blocks.
The distance between the continuous casting machine and the rolling mills is essential when implementing this technology. In existing plants, continuous casting machines are installed near the steel plant, and the metal must be transported to the rolling shop. This greatly complicates the application of direct charging technology. The block's hot charging technology is applied to the heating furnaces in these cases.
Process technological and thermal integration necessitates synchronizing process operation and developing approaches and algorithms for multiparameter optimization and control of processes and production.
The use of mathematical models in these cases, in combination with data on the design and operating parameters and based on the duration of the operations, allows several factors to be taken into account, which in real conditions can only be assessed by indirect indicators. To study the individual stages of the general technological process, the authors of the present study have developed mathematical models describing (i) heat transfer and metal crystallization to optimize the cooling parameters during the continuous casting of steel to obtain high-quality ingots [15, 16]; (ii) the heat transfer processes in the hot blocks during transport from the continuous casting machine (CCM) to the heating furnace [17, 18]; (iii) the pre-deformation heating of the metal in the reheating furnaces [17, 18] with determination of the optimal heat and temperature regimes of operation.
The present study aims to develop a system for technological and thermal integration of the production processes of flat steel products. Implementing this system would reduce energy consumption in heating furnaces and related carbon emissions.
The implementation of such technology is possible only in the presence of high-quality cast blocks, rational planning with time schedules, and a modern system for monitoring the metal with consideration of the heat content of each block over time and the application of optimal heating regimes accounting the temperature of the charged blocks.
For this purpose, data on the temperature distribution and the average temperature of the blocks from when they are cast to when they are loaded into the reheating furnaces are required, considering the type and duration of the transport operations.
The object of the research is a real technological process of producing the steel (Figure 1) in an electric arc furnace, processing it in a ladle furnace, and casting it in a continuous casting machine. After complete crystallization of the liquid steel, the continuous block is cut into final lengths and transported to the rolling mill. In the rolling shop, hot blocks from a batch can be stored in an open-air stack or a thermally insulated chamber before charging into the heating furnaces. After arranging the blocks in batches in the rolling shop, they are charged to the furnaces for pre-deformation heating.
Figure 1. Scheme of the general technological process
Developing an integration system involves dynamic synchronization of continuous casting of steel blocks, transportation to the rolling mills, dwell time, and hot charging for reheating. It combines the real operating parameters of the processes with those of the operation of three numerically implemented mathematical models [15-19], adapted to the design and operating parameters of real working industrial equipment:
The above mathematical models' detailed description and numerical implementation are presented in the previous studies [15-19]. The successful operation of the integrated system requires maximum synchronization of production operations. It requires an assessment of the number of metal blocks in the different stages of the general technological process and the temperature distribution and heat content in each of them. When considering the productivity of the rolling mill and the possibilities of realizing the transport operations, it is necessary to determine the regimes for pre-deformation heating and the machine's productivity for continuous casting with the necessary cooling parameters, ensuring the high quality of the ingots. The goal is optimal synchronization of the work and parameters of the individual stages of the general technological process and maximum use of the heat of the hot-charged blocks. The effect of the system's operation is expressed in increasing the productivity of the general technological process, reducing energy consumption and the amount of carbon emissions emitted during heating.
This requires analyzing, based on the parameters of the production process and the results of the numerical simulations, the possibilities for dynamic synchronization of the processes and evaluating the effectiveness of applying different scenarios for implementing the integrated technologies.
An electric arc furnaces with a 130 t.h-1 productivity participate in the considered technological scheme. After the metal is poured into the steel ladle, it enters a ladle furnace for refining to final chemical composition and heating to casting temperature. Casting is done on a continuous casting machine. Transferring part of the refining processes to secondary treatment systems allows the LF plant to be used as a buffer to synchronize the work between EAF and CCM. This allows the continuous casting machine to cast the metal continuously from several consecutive EAF process cycles. In this way, the efficiency of the work of the continuous casting machine is increased by increasing productivity, reducing technological downtime, and the consumption of refractories. Continuous casting machine works with a maximum casting speed of up to 0.9 m.min-1 (0.015 m.s-1). At the maximum casting speed and a cross-section of 0.22×1.5 m2, the machine's productivity is 139 t/h, which allows the casting of the produced quantities of metal from the electric arc furnace. At the exit from the CCM, the crystallized metal is cut into multiple lengths, and the blocks are stacked on top of each other.
When developing the analyses for harmonizing the work of the CCM with that of the rolling mill, the following operations of storage and transport of the metal blocks (Figure 2) were taken into account:
1. Transporting blocks from the continuous casting machine to the block warehouse. They are stacked and waiting to finish casting the entire batch of 130 t of metal there. A diagram of the arrangement of the blocks after continuous casting, during transport, and in the rolling shop is presented in Figure 2.
Figure 2. Diagram of the positioning of the blocks during transport and stay
2. Blocks are stacked in the order of their arrival, with the first block placed at the bottom, the second block on top, and so on. Each stack is assumed to contain a single batch. Stacking time is calculated by summing the duration of the individual rail platform stacking operations.
3. After the entire stack is formed, there might be some downtime for the blocks on the stack. During this time, the individual blocks in the batch will exchange heat through thermal conduction. Additionally, the surrounding surfaces will cool the entire stack through radiation and convection.
4. Loading the blocks in the railway wagons, whereby the blocks are rearranged. The floor and walls of the wagons are heat-insulated with fire-resistant material, and the top is open. The blocks of one stack are transported by two wagons. A composition consists of four cars or transports two batches. In this operation, the last block of metal casting is positioned in the wagons at the base of the newly stacked stack. The fourth is on the top surface in the first car, the fifth is at the base of stacking in the second car, and the first cast from the continuous casting machine is positioned on the surface of the newly formed stack in the second carriage.
5. Downtime of the blocks in the wagons. The top surface of the stack loses heat to the surroundings, while the side surfaces exchange heat through radiative heat exchange with the heat-insulated walls of the cars and free convection.
6. The blocks are arranged on the railway platforms and transported to the rolling mill's warehouse.
7. The blocks are unloaded at the rolling mill and rearranged again. The block from the surface of the first rail car is placed at the base of the new stack. The second block is then placed on top of it, repeated for the remaining blocks. The surface block from the second rail platform is placed on top of the last block of the first stack. The bottom block of the second stack is then placed on top of the newly formed stack. The options for arranging the blocks include using a thermally insulated chamber or placing them outdoors in the workshop.
8. Stay in a thermally insulated chamber or the open air. When positioned in a thermally insulated chamber, the outer surface of the stack exchanges heat by radiation with the chamber's walls.
9. After blocks are removed from the chambers or open-air stack, they are transported from the warehouse to the reheat furnaces via a roller conveyor.
Transporting two batches of metal in one composition allows assembly operations, stacking in wagons, transport to the rolling shop, arrangement in storage, and return of the composition to the steel shop to be completed in two hours. This ensures a rhythmic delivery of the hot blocks, their stacking in the rolling shop, and subsequent loading into the furnaces for pre-deformation heating at high temperatures. With such an organization, the maximum productivity of the rolling mill can be 130 t.h-1. Guaranteeing this general productivity during the interruption of the operation of the steel furnace or the prevention and readjustment of the rolling mill requires storing and staying the hot blocks in the rolling shop. The longer storage time of the blocks from one or several batches necessitates using thermally insulated chambers. The blocks can stay on an open-air stack in the rolling shop for a short downtime. It is assumed that the maximum productivity of 130 t.h-1 is possible with the optimal organization of the work of the general technological process. It is realized when casting the metal of CCM with a working speed of 0.9 m.min-1. Applying a pusher-type reheating furnace requires synchronization of the casting process's performance with that of the furnace and vice versa.
Depending on the actual working situation, the working speed of the continuous casting machine can be reduced to 0.7 m/min, which is related to a productivity of 110 t.h-1. This corresponds to the productivity range of the whole technological process, which is 110-130 t.h-1.
As options for the metal to stay in the rolling shop before charging into the pre-deformation heating furnaces, two options are envisaged, where the blocks are stacked on top of each other: (i) in the open air in the shop and (ii) in a thermally insulated chamber. Realizing the maximum efficiency of the operation of the hot charging technology requires the provision of optimal regimes of pre-deformation heating. The detailed description, adjustment procedures of mathematical models, and the determining of optimal parameters are presented in the previous studies [12-14].
As mentioned above, one of the prerequisites for effectively implementing the thermal and technological integration system is casting blocks of guaranteed good quality without defects. This is related to the application of optimal cooling modes depending on the chemical composition of the metal and the operating speed of the continuous casting machine.
To determine the optimal cooling regimes and the temperature distribution at the output of the CCM, the developed, numerically realized algorithm of the mathematical model [12-14] describing heat transfer and crystallization with optimization of the cooling parameters during continuous casting is applied. The mathematical model was developed considering a real working CCM's design and operating parameters.
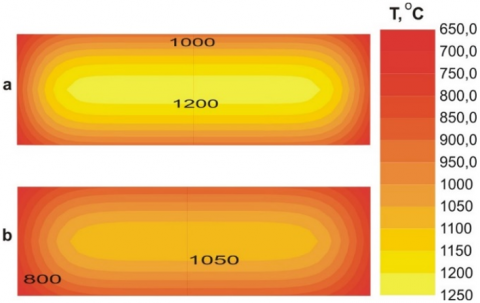
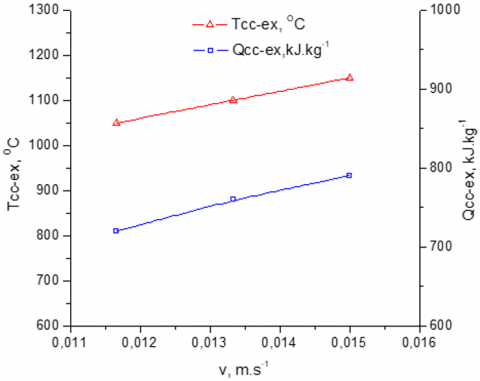
The obtained results for the cross-sectional temperature distribution of the blocks at the outlet of the continuous casting machine for a speed of 0.015 m.s-1 and 0.012 m.s-1 are presented in Figure 3 at positions (a) and (b), respectively. The metal's average temperature and heat content were determined based on the results obtained, as presented in Figure 4.
Figure 3. Temperature distribution in the cross-section of blocks: a - 0.015 m.s-1 b - 0.012 m.s-1
It can be seen from Figure 4 that depending on the working speed, respectively the productivity of the machine, the average temperature of the metal at the exit of the continuous casting machine is in the range of 1050-1150℃, and the heat content increases from 720 to 790 kJ.kg-1.
When considering the cooling of the blocks during transport and storage, the following transport operations are taken into account:
The application of the mathematical model of heat transfer, taking into account the transport operations [17-19], allows determining the temperature distribution in each of the hot blocks during transport from the continuous casting machine to the heating furnace in the rolling shop with a stay in the open air or a thermal insulation chamber.
Applying the numerically implemented algorithm to the transport operations described above and at the productivity of the general technological process of 130 h-1 allows tracking of the temperature distribution in each block and the entire batch at any moment until the blocks are loaded into the reheating furnaces.
Figure 4. Average temperature and heat content of the metal at the exit from the CCM
Figure 5. Temperature distribution in the stack τ=90 min (a) and τ=130 min (b) after the casting
Figure 6. Temperature distribution in the stack τ=240 min (a) and τ=330 min (b) after the casting stays in the open air
Figure 7. Temperature distribution in the stack τ=240 min (a) and τ=330 min (b) after casting while staying in a thermally insulated chamber
The results for the temperature distribution in the formed stack at 90 min and 130 min after continuous casting are presented in Figure 5.
The results for the temperature distribution in the entire batch for 240 min and 330 min after the metal was cast to stay in the open air and thermally isolated chamber are presented in Figure 6 and Figure 7, respectively. The indices (a) and (b) refer to the moments τ=240 min and τ=330 min, respectively. From Figure 5(a), it can be seen that a common temperature field is formed at the beginning of stacking the blocks on a transport platform 90 min after the end of casting, a result of heat transfer between the blocks of the batch in the stack. The results presented in Figure 5(b) refer to the moment immediately after stacking the blocks from the batch in the rolling shop. The uneven temperature distribution in Figure 5(b is because the considered moment is only 10 min after the end of the transportation and rearrangement of the blocks in the rolling shop. From this moment, the formation of a common temperature field begins. It can be established from the results in Figure 6 – for staying in the open air and Figure 7 – for staying in a thermally insulated chamber, respectively, for the moments τ=240 min (a) and τ=330 min (b).
The variation of the average temperature of the metal in the first, fourth, and eighth blocks and the average of the batch during transport and stay in the open air or a thermally insulated chamber is presented in Figure 8 and Figure 9, respectively.
Figures 10 and 11 compare the results for the average temperature in the batch at the time of transport and during its stay in the rolling shop.
The results presented in Figure 8, Figure 9, and Figure 11 show a decrease in the average stack metal temperatures from 808℃ and 749℃ for the times τ=240 min (a) and τ=330 min (b), respectively. This temperature variation corresponds to cooling at a rate of ~40℃.h-1. Additionally, the maximal temperature gradient between the average temperatures in the individual blocks is 193℃.
The results for the average temperature in the first, fourth, and eighth blocks and the average for the entire batch when staying in the thermally isolated chamber are presented in Figure 9 and Figure 11. In this case, the average temperature in the batch from τ=240 min to τ=330 min decreases from 883℃ to 881℃, or by 1,3℃.h-1. Figure 9 also shows a significantly lower difference between the average temperatures of the individual blocks.
These results show that at time τ=330 min, the metal in the insulated chamber is 132℃ higher than that of the open-air stack. For the moment τ=240 min, this difference is 75℃.
Figure 8. Temperature distribution in the stack during transport and stays in the open air
Figure 9. Temperature distribution in the stack during transport stays in a thermally insulated chamber
Figure 10. Average temperature of the metal in the batch depending on the conditions of stay
Figure 11. Average temperature in the batch for the time of transport and downtime in the rolling shop. TICh-thermally insulated chamber, OA- open air
Figure 11 also shows results for lower productivity. The average metal temperatures at the outlet of the continuous casting machine are characterized by values 1100℃ and 1050℃, which correspond to block casting speeds of 0.013 m.s-1 and 0.012 m.s-1.
The results of the temperature distribution and the average temperature in the metal blocks depending on the time and mode of stay are the basis for determining the regimes for pre-deformation heating with the application of a mathematical model [19] of the metal's heating depending on the productivity and location of individual blocks in the furnace, their temperature of charging and chemical composition of the steel.
For the study, a computational algorithm [19] was developed and implemented, allowing the determination of the heat and temperature regimes of metal heating.
The created mathematical model can be applied in two modes:
• to determine the temperature regimes of heating at a uniform rate of rolling;
• in online mode to establish the minimum fuel consumption at a variable rolling rate and variable temperature of the charged metal in compliance with the conditions for the quality of the heated blocks. Corresponding optimization procedures are also provided for this case.
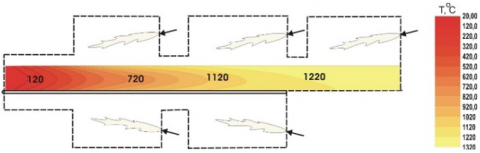
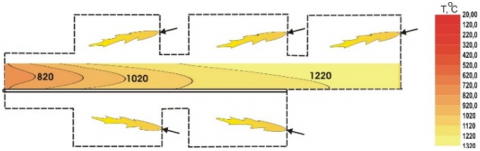
The numerical implementation of the algorithm allows us to determine the optimal heating modes under the corresponding initial conditions. Based on the calculated energy consumption for implementing these modes, with guaranteed heating quality, an assessment of the effectiveness of the application of this technology can be made. The application of the algorithm allows obtaining results for the gas temperatures by heating zones, the relative heat consumption, fuel consumption by heating zones, the insulation temperature by heating zones, the average metal temperatures at certain positions in the furnace, the temperature field in the blocks, etc. [15-18]. The results obtained for the central cross-section temperature distribution in the metal along the length of the furnace for productivity of 130 t.h-1 at average initial temperatures of the charged blocks of 20℃ and 800℃ are presented in Figure 12 and Figure 13.
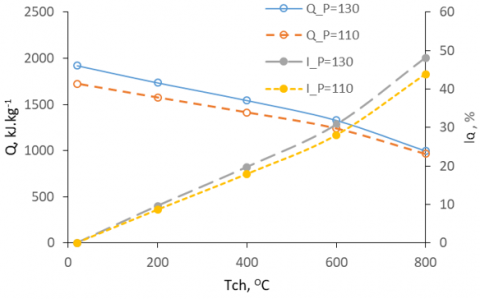
Figure 14 presents the relative heat consumption and possible savings for reheating depending on productivity and the average metal’s charge temperature.
Figure 12. Temperature distribution in metal along the length of the reheating furnace at an average charge temperature of 20℃
Figure 13. Temperature distribution in the metal along the length of the reheating furnace at an average charge temperature of 800℃
Figure 14. Relative heat consumption and heat savings for reheating
From Figure 14, it can be seen that at a productivity of P=130 t.h-1, the relative heat consumption for heating the metal changes from 995 kJ.kg-1 at an average charging temperature of 800℃ to 1919 kJ.kg-1 – at an average metal temperature metal charging of 20℃. The presented results show that the reheating heat expenses can be reduced by 48% for this productivity and realization of the integrated technology. Analogous results are also observed for productivity P=110 t/h, with the possible savings reaching 44%.
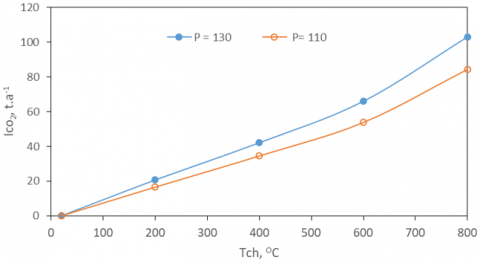
The amount of harmful emissions released into the atmosphere during the production of rolled ferrous metals is directly related to energy costs. That is why reducing specific heat consumption, besides being economical, also has its ecological aspects. The results for reducing carbon emissions associated with the reduction of specific heat consumption for heating the metal are presented in Figure 15. The calculations were made based on the annual productivity of 620,000 t.a-1 using an emission factor for natural gas [20]. Figure 15 shows that as a result of the application of the system, the potential for reducing carbon emissions is within 80 t.a-1 to 103 t.a-1.
Figure 15. Reduction of carbon emissions
The described organization, including the application of the three numerically implemented algorithms under the real production parameters, represents a system for thermal and technological integration, coordinating the work of the individual units under optimal parameters of the ongoing processes. Figure 16 presents a block diagram of the system.
Figure 16. A block diagram of the system
The operation of the system considers the number of metal blocks in the individual sections of the general technological process with the temperature distribution in each of them. It combines the work of three numerically implemented algorithms, considers the real working conditions with the possibilities of realizing the transport operations, and sets the productivity of the rolling mill, the modes for pre-deformation heating, and those of the continuous casting machine. The application of the system allows optimal synchronization of the work of the individual production operations and maximum use of the heat of the hot-charged blocks.
A thermal and technological integration system was proposed as a result of an analysis of the real production conditions of flat steel products, coordinating the operation of the individual units at optimal parameters of the ongoing processes. The operation of the system takes into account the number of metal blocks in the separate sections of the general technological process, as well as the temperature distribution in each of them. Based on the real working conditions and the possibilities for realizing the transport operations, the system sets the productivity of the rolling mill with the pre-deformation heating modes and the productivity of the continuous casting machine with the necessary cooling parameters. The application of the system allows optimal synchronization of the work of the individual production operations and maximum use of the heat of the hot-charged blocks, in which the specific heat consumption for pre-deformation heating can be reduced by 48%, and in parallel, the amount of emitted carbon emissions.
This study is funded by the European Union- NextGenerationEU, through the National Recovery and Resilience Plan of the Republic of Bulgaria, project No: BG-RRP-2.004-0002, “BiOrgaMCT”.
|
Ico2 |
CO2 emission reduction, t.a-1 |
|
IQ |
saving of reheating heat, % |
|
P |
productivity, t.h-1 |
|
Q |
relative heat consumption for reheating of the blocks, kJ.kg-1 |
|
Tcc-ex |
the temperature of the exit of the continuous casting machine, ℃ |
|
Tch |
the temperature of charging in the reheating furnaces, ℃ |
|
Ttr |
the temperature during transport operations, ℃ |
|
v |
speed of continuous casting, m.s-1 |
|
Greek symbols |
|
|
τ |
time, min |
|
Subscripts |
|
|
cc-ex |
continuous casting exit |
|
ch |
charging |
|
CO2 |
carbon dioxide |
|
OA |
open air |
|
Q |
heat |
|
ТICh |
thermally insulated chamber |
|
tr |
transport |
[1] European Green Deal, European Union. (2019). https://www.consilium.europa.eu/bg/policies/green-deal/.
[2] Aries, E., Benavides, G., Mavromattis, J., Klein, S., Chronopoulos, G., Roudier S. (2022). Best available techniques (BAT) reference document for the ferrous metals processing industry. EUR 31321 EN, Publications Office of the European Union, Luxembourg. https://doi.org/10.2760/196475
[3] Clean Steel Partnership Strategic Research and Innovation Agenda (SRIA). (2023). Brussels, ESTEP AISBL, 109.
[4] Storck, J., Lindberg, B. (2007). A cost model for the effect of setup time reduction in stainless steel strip production. In 1st Swedish Production Symposium, Gothenburg, pp. 1-8. http://alf6.ppd.chalmers.se/Sessionssprint_files/F31%20Storck.pdf.
[5] Miao, J. (2024). Thermodynamic analysis of the relationship between energy conversion efficiency in industrial enterprises and economic growth. International Journal of Heat and Technology, 42(4): 1240-1250. https://doi.org/10.18280/ijht.420414
[6] Qiao, J.F., Niu, Y.J. (2024). Thermodynamic multi-objective optimization: A deep learning and evolutionary algorithm approach. International Journal of Heat and Technology, 42(4): 1417-1426. https://doi.org/10.18280/ijht.420431
[7] Duan, J., Zhang, Y., Yang, X. (2009). EAF steelmaking process with increasing hot metal charging ratio and improving slagging regime. International Journal of Minerals Metallurgy and Materials, 16(4): 375-382. https://doi.org/10.1016/S1674-4799(09)60067-4
[8] Kryshtanovych, M., Tanashchuk, K., Kupchak, V., Zorya, O., Fatiukha, N. (2024). Increasing the effectiveness of state policy in ensuring energy security and environmental protection. International Journal of Energy Production and Management (IJEPM), 9(1): 9-17. https://doi.org/10.18280/ijepm.090102
[9] Modi, R., Modi, A. (2014). Hot-charging sequence critical analysis for steel bar plant for Pollution control and Energy Optimization–A case study. International Journal of Innovations in Engineering and Technology, 3(3): 120-126.
[10] Dai, J. (2017). Hot charging and transporting to continuous discussion on casting slab at Tanggang. MATEC Web of Conferences, 100: 05082. https://doi.org/10.1051/matecconf/201710005082
[11] Setiawan, A., Arsana I., Soeryanto S. (2022). Performance analysis of reheating furnace on billet heating production of reinforced iron. In Proceedings of the International Joint Conference on Science and Engineering 2022, pp. 203-213. https://doi.org/10.2991/978-94-6463-100-5_21
[12] Shamanian, M., Najafizaden A. (2004). Hot charge of continuously cast slabs in reheating furnaces. ISIJ International, 1(1): 35-37.
[13] Stubbles, J. (2000). Energy use in the U.S. steel industry. U.S. Department of Energy, Office of Industrial Technologies, Washington.
[14] Tang, L., Liu, J., Rong, A., Yang, Z. (2001). A review of planning and scheduling systems and methods for integrated steel production. European Journal of Operational Research, 133: 1-20. https://doi.org/10.1016/S0377-2217(00)00240-X
[15] Mihailov, E.G., Petkov, V.I. (2010). Cooling parameters and heat quantity of the metal during continuous casting of blooms. International Review of Mechanical Engineering (I.RE.M.E.), 4(2): 176-184.
[16] Mihailov, E., Petkov, V., Ivanova, M. (2010). Determination of cooling parameters during continuous casting of blooms. Structural Integrity and Life, 10(3): 215-218.
[17] Mihailov, E., Petkov, V., Ivanova, M., Stoyanova, B. (2016). Possibilities for saving energy in ferrous metallurgy: Integration of technological processes. Thermal Science, 20(2): 623-636. https://doi.org/10.2298/TSCI140218080M
[18] Mihailov, E., Kazakova, N. (2017). Modelling of the heat transfer during the technological processes in ferrous metallurgy. In Proceedings of CHT-17 ICHMT International Symposium on Advances in Computational Heat Transfer, Napoli, Italy, pp. 825-829. https://doi.org/10.1615/ICHMT.2017.CHT-7.840
[19] Mihailov, E., Petkov, V. (2012). Chapter 3: Heat transfer in process integration: Modeling in advances. Industrial Heat Transfer. Taylor & Francis Group, CRC Press.
[20] ACER – Examples of calculation - CO2 Emission Limits in Capacity Mechanisms. (2019). European Union Agency for the Cooperation of Energy Regulators. https://www.acer.europa.eu/documents/ publications.