Junfeng Qiao*![]() | Yujun Niu
| Yujun Niu![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
As global demands for enhanced energy efficiency and environmental protection continue to grow, optimizing the combustion processes of industrial boilers has become a critical challenge. These processes involve complex thermodynamic and chemical reactions that directly impact energy utilization and pollutant emissions. However, existing methods for combustion prediction and optimization often fall short in terms of accuracy and efficiency, making it difficult to adapt to varying operational conditions. This study proposes a thermodynamics-based multi-objective optimization method for industrial boiler combustion. A high-precision combustion prediction model is established using deep learning, and an evolutionary algorithm is employed for multi-objective optimization, aiming to achieve an optimal balance between combustion efficiency and pollutant emissions. The findings of this research not only offer new insights into combustion optimization for industrial boilers but also contribute valuable theoretical and practical implications for enhancing energy utilization efficiency and reducing environmental pollution in industrial production.
thermodynamics, multi-objective optimization, deep learning, evolutionary algorithms, industrial boilers, combustion prediction
With the continuous growth of global energy demand and increasingly stringent environmental protection requirements, the optimization of combustion processes has become a crucial research direction in the industrial field [1-4]. The combustion process involves complex thermodynamic and chemical reactions, directly affecting energy utilization efficiency and pollutant emission levels [5, 6]. Particularly in industrial boilers, combustion optimization can not only improve energy utilization efficiency but also effectively reduce the emissions of harmful substances such as carbon dioxide and nitrogen oxides [7-10]. Therefore, how to accurately predict and optimize the combustion process through scientific methods has become a hot topic in current research.
The study of multi-objective optimization for industrial boiler combustion processes has significant practical importance. First, by improving combustion efficiency, energy savings can be achieved, production costs can be reduced, and industrial competitiveness can be enhanced [11, 12]. Secondly, optimizing the combustion process can effectively control the generation of pollutants, comply with environmental regulations, and reduce negative impacts on the environment [13-15]. In addition, the establishment of combustion prediction models and the application of multi-objective optimization methods can also provide valuable references for other similar industrial processes, promoting the sustainable development of the entire industrial field.
However, existing research methods still have many shortcomings in combustion prediction and optimization. Traditional combustion simulation methods mainly rely on numerical calculations and empirical formulas, which, although capable of describing combustion phenomena to a certain extent, have limited prediction accuracy and are difficult to cope with changes in complex working conditions [16-18]. Moreover, in the process of multi-objective optimization, conventional algorithms are difficult to simultaneously balance efficiency and accuracy, easily falling into local optima, thereby limiting the effectiveness of combustion process optimization [19-23]. Therefore, it is particularly necessary to develop a multi-objective optimization method combining deep learning and evolutionary algorithms.
This paper aims to propose a novel multi-objective optimization method for industrial boiler combustion by combining thermodynamic principles with deep learning and evolutionary algorithms. Specifically, the main research content of this paper is divided into two parts: first, based on thermodynamic principles, a high-precision prediction model of the industrial boiler combustion process is established, and deep learning algorithms are used to explore the potential patterns in complex combustion reactions; secondly, for the multi-objective optimization problem of the combustion process, evolutionary algorithms are employed for optimization to achieve the optimal balance between combustion efficiency and pollutant emissions. This research not only enriches the theoretical content in the intersection of thermodynamics and artificial intelligence but also provides strong support for the optimization of industrial boiler combustion in practice, having significant research value.
2.1 Feature analysis
In the process of industrial boiler combustion, the generation of NOx is closely related to the thermal efficiency of the boiler. To accurately predict the concentration of NOx generation and optimize the thermal efficiency of the boiler, this paper selects the following information as the input features of the model. These features not only reflect the fuel characteristics and dynamic changes in the combustion process but also have a direct impact on NOx generation and boiler thermal efficiency.
The total moisture, volatile matter, ash content, and lower heating value in coal quality information are key factors determining the combustion characteristics of the fuel. The total moisture content affects the evaporation and endothermic processes during combustion, reducing the furnace temperature and thereby inhibiting the generation of NOx. The volatile matter content determines the amount of combustible gases released in the initial stage of combustion; higher volatile matter contributes to combustion stability but may also increase NOx generation. Ash content affects the completeness of fuel combustion; excessive ash content can lead to incomplete combustion, reducing thermal efficiency and potentially causing the residue of nitrogen compounds, thereby influencing NOx generation. The lower heating value is directly related to the energy release during combustion; high calorific value fuels help to improve boiler thermal efficiency but may also promote NOx generation under high-temperature conditions.
The coal feeding rate and primary air volume are important operational parameters that control the combustion process. The coal feeding rate affects the fuel supply speed, directly determining the amount of fuel and the intensity of combustion in the furnace. The primary air volume determines the initial mixing effect of fuel and air; insufficient air volume will lead to incomplete combustion, reducing thermal efficiency and potentially generating more CO, while excessive air volume will lower the furnace temperature, inhibiting NOx generation but possibly reducing thermal efficiency.
In addition, the secondary air damper opening plays a key role in regulating the oxidation atmosphere of the combustion process. By adjusting the opening of the four secondary air dampers, the air supply and distribution in the combustion zone can be controlled, thereby affecting the temperature field and oxidation-reduction conditions in the furnace. Appropriately increasing oxygen supply in high-temperature areas helps to achieve complete combustion and improve thermal efficiency but may also promote NOx generation. Therefore, the reasonable configuration of the secondary air damper opening is crucial for NOx control and thermal efficiency optimization.
The boiler operating load reflects the actual working state of the boiler. The higher the load, the higher the combustion intensity, and the furnace temperature rises, which may increase NOx generation. At the same time, the thermal efficiency of the boiler also tends to increase under high loads. However, excessive operating load may lead to incomplete combustion and excessive flue gas flow rate, which in turn reduces thermal efficiency.
The oxygen content at the furnace outlet is the final feedback indicator of the combustion process. Appropriate oxygen content ensures complete combustion of the fuel, contributing to improved thermal efficiency and reducing incomplete combustion products such as CO. However, excessive oxygen content means excessive air entering, leading to a drop in furnace temperature, reduced NOx generation, but potentially lowering thermal efficiency as well. Therefore, oxygen content control needs to find a balance between NOx generation and thermal efficiency.
2.2 Data collection and selection
In the process of industrial boiler combustion, the generation mechanism of NOx and the thermal efficiency of the boiler are closely related to various heat losses during the combustion process. Understanding these thermodynamic phenomena is crucial for establishing an accurate combustion prediction model. Among them, coal quality information includes total moisture, volatile matter, ash content, and lower heating value, and these parameters directly affect the thermodynamic behavior during combustion. The total moisture content determines the pretreatment requirements before fuel combustion, such as the endothermic process of moisture evaporation. The volatile matter content determines the amount of combustible gases released in the initial stage of combustion, and these gases release a large amount of heat during combustion, affecting the combustion temperature and NOx generation. Ash content is the residual non-combustible matter after combustion; higher ash content leads to more solid residues, affecting the completeness of combustion, thereby impacting heat losses. The lower heating value is the effective heat released during fuel combustion, and this parameter directly determines the energy that can be provided during combustion, thus affecting the overall thermal efficiency of the boiler.
For the original concentration of NOx generation at the furnace outlet, it is mainly influenced by the combustion temperature, nitrogen content in the fuel, and the amount of combustion air. In a high-temperature environment, nitrogen elements in the fuel are more likely to combine with oxygen to form NOx. Therefore, the higher the combustion temperature, the higher the concentration of NOx generation. Additionally, the introduction of excess air increases the supply of oxygen, further promoting NOx generation. Assuming that the flue gas heat loss is represented by w2, the chemical incomplete combustion heat loss by w3, the solid incomplete combustion heat loss by w4, the heat dissipation loss by w5, and other heat losses by w6, the calculation formula is as follows:
$\lambda=100-\left(w_2+w_3+w_4+w_5+w_6\right)$ (1)
The flue gas heat loss refers to the heat loss carried away by the high-temperature flue gas after combustion. The flue gas temperature of industrial boilers is usually high, and if this heat is not fully recovered, it will lead to a reduction in thermal efficiency. The flue gas heat loss mainly depends on the temperature, flow rate, and composition of the flue gas. To reduce flue gas heat loss, methods such as preheating the air or recovering the residual heat are commonly used to improve the overall thermal efficiency of the boiler. Assuming that the lower heating value of the coal is represented by Wf, the design value of the boiler as specified in the boiler manual, the flue gas temperature is represented by ϕob, the reference temperature is represented by ϕmj, and the oxygen content at the air preheater outlet is represented by P2. The calculation formula for the flue gas heat loss w2 is:
$\begin{aligned} & w_2=\frac{\left(j_1+j_2 \bullet \beta_{o b}\right) \bullet\left(\varphi_{o b}-\varphi_{m j}\right) \bullet 100.5}{W_f} +\frac{\left(j_3+0.01 \bullet\left(j_4+j_2 \bullet \beta_{o b}\right)\right) \bullet\left(\varphi_{o b}-\varphi_{m j}\right) \bullet 188}{W_f}\end{aligned}$ (2)
The chemical incomplete combustion heat loss w3 is considered 0 in this paper. The solid incomplete combustion heat loss refers to the unreleased heat contained in the solid residues that have not been fully combusted during the combustion process. This portion of heat is not utilized during combustion, leading to heat loss. This loss is usually related to the ash content of the fuel, combustion time, temperature, and oxygen supply. High ash content, incomplete combustion, or insufficient combustion time will increase the solid incomplete combustion heat loss.
Assuming that the percentage of fly ash in the total ash content of the fuel is represented by βdg, the percentage of slag in the total ash content of the fuel is represented by βMC, the received basis ash content is represented by Xxe, the carbon content in the fly ash is represented by Zdg, and the carbon content in the slag is represented by ZMC, the calculation formula for solid incomplete combustion heat loss w4 is as follows:
$w_4=\frac{32700 \bullet X_{x e}}{W_f} \bullet\left(\beta_{d g} \bullet \frac{Z_{d g}}{100-Z_{d g}}+\beta_{M C} \bullet \frac{Z_{M C}}{100-Z_{M C}}\right)$ (3)
The heat dissipation loss refers to the heat lost from the surface of the boiler equipment to the external environment. During the operation of industrial boilers, due to the temperature difference between the outer wall of the boiler and other equipment surfaces and the outside air, some heat is lost to the surrounding environment through conduction, convection, and radiation. This loss is usually related to the thermal insulation performance of the boiler, the area of the outer wall, and the temperature difference of the operating environment. Good insulation measures can effectively reduce heat dissipation loss and improve the overall thermal efficiency of the boiler. Assuming that the heat dissipation loss under the rated load of the boiler is represented by w5r, the evaporation capacity under the rated load of the boiler is represented by Fr, and the actual evaporation capacity of the boiler is represented by F. The calculation formula for heat dissipation loss w5 is as follows:
$w_5=\frac{w_{5 r} \bullet F_r}{F}$ (4)
The calculation of other heat losses w6 is taken as 1.8% according to the design value specified in the boiler manual.
This paper focuses on data collection covering various operating conditions of the boiler. In actual operation, the load of industrial boilers varies greatly, and it is possible to operate from low load to high load. Therefore, the collected data needs to be continuously and evenly distributed across the entire load operating range to ensure that all operating conditions are fully considered during model training. The key to data selection is to remove unstable or erroneous data. Industrial boilers are usually in an unstable state during startup or shutdown, and fluctuations may occur in the combustion process, which may not accurately reflect the normal operating condition of the boiler. Therefore, this paper chooses to remove the operating data under these unstable conditions. In addition, the monitoring devices and sensors of industrial boilers may fail after long-term operation, resulting in distorted or erroneous monitoring data. If these erroneous data are not removed, they will directly affect the training effect of the model and even lead to deviations in the prediction results.
After completing the data selection, this paper finally selected 400 sets of continuous and evenly distributed operating data. To ensure the scientific and random nature of model training and validation, the dataset was randomly sorted using a random number seed and divided into training and test sets in a 3:1 ratio. The first 300 sets of data were used for model training to ensure that the model could fully learn the combustion characteristics of the boiler under different operating conditions; the remaining 100 sets of data were used as a test set to verify the model's generalization ability and evaluate its performance on unknown data.
2.3 Industrial boiler combustion modeling process based on GA-LSTM
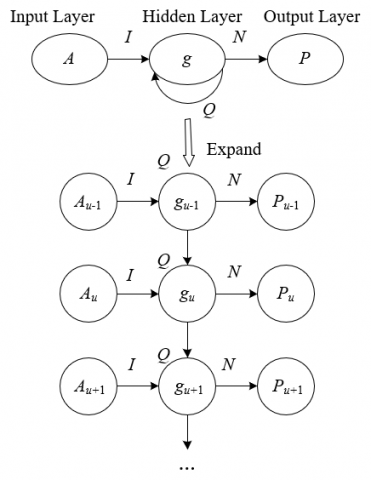
This paper adopts an industrial boiler combustion prediction model based on Genetic Algorithm (GA)-Long Short-Term Memory network (LSTM), which effectively captures the complex nonlinear dynamic characteristics of the boiler combustion process. Figure 1 shows the architecture of the industrial boiler combustion prediction model. The GA-LSTM model combines GA and LSTM, where LSTM plays a central role in the prediction model, mainly used for handling and predicting the time series data in boiler operations. LSTM is a special type of Recurrent Neural Network (RNN), and its main advantage lies in its ability to effectively address the long-term dependency issues present in long-sequence data. For complex systems such as industrial boilers, the NOx generation during the combustion process is influenced by multiple factors, including combustion temperature, fuel composition, air flow, and others. These factors exhibit strong dependency and nonlinear change characteristics in the time series, making it difficult for traditional models to accurately capture these dynamic features. LSTM, through its unique memory cell design, can retain and utilize these key features over long time spans, thereby predicting NOx generation concentration more accurately.
Specifically, the core components of LSTM are the cell state and three gating mechanisms: the input gate, forget gate, and output gate. In the combustion prediction of industrial boilers, the cell state can be viewed as a container that stores important feature information of the boiler's operating state, while the three gating mechanisms are responsible for selectively updating, retaining, or outputting this information.
The forget gate is used to decide which historical data should be forgotten or ignored. For example, during load changes in the boiler, certain outdated operating state information may no longer be useful for the current prediction, and the forget gate will clear this irrelevant information. Assuming the logistic function with an output interval of (0, 1) is represented by δ, the current input is represented by as, and the external input from the previous time step is represented by gs-1, the calculation formula for the forget gate is as follows:
$d_s=\delta\left(Q_d a_s+I_d g_{s-1}+y_d\right)$ (5)
The input gate determines which information in the current input combustion data needs to be stored in the cell state to update the boiler's current thermodynamic state. The calculation formulas for the input gate are as follows:
$u_s=\delta\left(Q_u a_s+I_u g_{s-1}+y_u\right)$ (6)
$\tilde{z}_s=\tanh \left(Q_{\tilde{z}_s} a_s+U_{\tilde{z}_s} g_{s-1}+y_{\tilde{z}_s}\right)$ (7)
The output gate controls which parts of the information in the cell state need to be output for the final NOx generation prediction. This gating mechanism ensures that the model can effectively utilize the most relevant information at the current time step for prediction. The calculation formula for the output gate is as follows:
$P_s=\delta\left(Q_p a_s+I_p g_{s-1}+y_p\right)$ (8)
In the GA-LSTM model, the main function of the genetic algorithm is to optimize the key hyperparameters of the LSTM model. These hyperparameters include the learning rate, the number of hidden layers, the number of hidden units, etc., and their settings directly affect the performance of the LSTM network. If the parameters are not set properly, the model may suffer from underfitting or overfitting, thereby affecting the accuracy of NOx generation predictions. Specifically, the working principle of the genetic algorithm in the GA-LSTM model is as follows:
(1) Encoding and Initial Population: First, the hyperparameters of the LSTM model are encoded, usually using binary or real number encoding methods. Then, a set of initial populations is randomly generated, with each individual representing a possible hyperparameter combination. These individuals represent different configurations of the LSTM network.
(2) Fitness Function: In industrial boiler combustion prediction, the fitness function is usually defined as the model's prediction error or loss function. For example, Mean Squared Error (MSE) can be used to measure the accuracy of each individual's corresponding LSTM model in predicting NOx generation concentration. The smaller the value of the fitness function, the better the hyperparameter combination suits the boiler combustion prediction task.
(3) Selection: The fitness of each individual is evaluated through the fitness function, and individuals with higher fitness are selected for reproduction. Common selection strategies include roulette wheel selection, tournament selection, etc., ensuring that individuals with higher fitness have a greater probability of being selected.
(4) Crossover and Mutation: To simulate the biological genetic process, the selected individuals generate new individuals through crossover operations, i.e., the next generation. The crossover operation can exchange part of the genes of two parent individuals, thereby producing new hyperparameter combinations. The mutation operation randomly changes individual gene values to introduce new search space, preventing the model from falling into local optima.
(5) Iteration and Convergence: The above process is iterated continuously, and each generation produces a new population, which is evaluated through the fitness function. After multiple iterations, the individuals in the population gradually converge to the optimal solution, i.e., finding the optimal LSTM hyperparameter combination.
Figure 1. Industrial boiler combustion prediction model architecture
3.1 Multi-objective optimization problem
The combustion process of industrial boilers involves complex thermodynamic and chemical reactions, with the main objectives being the maximization of combustion efficiency and the minimization of pollutant emissions. However, these two objectives are often in conflict: high combustion efficiency typically means a high-temperature combustion environment, which can lead to significant NOx generation; on the other hand, reducing NOx generation by lowering combustion temperature or adjusting the fuel and air mixture may result in decreased combustion efficiency. Therefore, the optimization of industrial boiler combustion is a typical multi-objective optimization problem, where a balance must be found between efficiency and emissions.
(1) Maximization of Combustion Efficiency: Combustion efficiency is one of the core indicators of industrial boiler operation. Higher combustion efficiency means less fuel consumption and higher thermal energy utilization, thereby reducing operating costs. The optimization of combustion efficiency requires precise control of the boiler's combustion conditions, ensuring that fuel is fully combusted under different load conditions, and that flue gas losses, chemical incomplete combustion losses, and mechanical incomplete combustion losses are kept to a minimum.
(2) Minimization of NOx Emissions: NOx is one of the main pollutants generated during industrial boiler combustion, and its generation mechanism is mainly related to combustion temperature and excess air coefficient. NOx generation primarily includes thermal NOx, fuel NOx, and prompt NOx, with thermal NOx being highly correlated with combustion temperature. When the combustion temperature exceeds 1300°C, the NOx generation rate increases sharply. Therefore, the key to optimizing NOx emissions lies in reducing NOx generation by reasonably controlling combustion temperature and oxygen supply.
In actual operation, there is a significant conflict between these two objectives. To maximize combustion efficiency, boilers typically operate under high temperatures and with an appropriate amount of excess air, which can lead to increased NOx generation. Therefore, the optimization process requires trade-offs between different combustion conditions to determine an optimal operating point that maintains high combustion efficiency while effectively controlling NOx emissions. The problem can be described as the mapping of l decision vectors a onto v objective functions d under the condition of satisfying E equality constraints and M inequality constraints. Assuming that the decision vector is represented by a, the decision space is represented by A, the objective vector is represented by b, and the objective space is represented by B. The equality and inequality constraints are represented by he and gm, respectively, and the multi-objective optimization problem is characterized by the following:
MIN / MAX $\quad y=f(x)=\left(f_1(x), f_2(x), \ldots, f_n(x)\right)$ (9)
Which is subjected to:
he(a)=0 e=1,...,E; gm(a)≤0 m=1,...,M; a=(a1,a2,...,al)∈A; b=(b1,b2,...,bl)∈B.
3.2 Pareto optimality related definitions
To describe the multi-objective optimization process of industrial boiler combustion, several key concepts are introduced in this paper.
(1) Pareto Dominance: In the multi-objective optimization of industrial boiler combustion, one solution is said to Pareto dominate another if it performs better on at least one objective and is no worse on the others. Specifically, in the case of an industrial boiler, suppose we have two solutions A and B; if solution A achieves higher combustion efficiency while maintaining the same or lower NOx emissions, or achieves lower NOx emissions while maintaining the same combustion efficiency, then solution A Pareto dominates solution B. Figure 2 shows a diagram of the dominance and non-dominance relationships. Assuming the problem studied in this paper is a minimization problem with two decision vectors x and y ∈ Ψ, x strongly Pareto dominates y if and only if the following condition is satisfied:
$\begin{aligned} & \forall u \in\{1,2, \ldots, v\}: d_u(x)<s_u(y) \\ & \wedge \exists k \in\{1,2, \ldots, v\}: d_u(x)<d_u(y)\end{aligned}$ (10)
Figure 2. Dominance and non-dominance relationships
(2) Pareto Optimal Solution: A Pareto optimal solution is one that cannot be Pareto dominated by any other solution in multi-objective optimization. In the combustion optimization problem of industrial boilers, a Pareto optimal solution represents the best balance point between combustion efficiency and NOx emissions, meaning no other solution can improve one objective without worsening the other. That is, any further attempt to improve the balance between combustion efficiency and NOx emissions will lead to the deterioration of at least one objective. An x∈Ψ that satisfies the condition shown below is called a Pareto optimal solution:
$does\, not\, exist\,\, y \in \Psi ; y \prec x$ (11)
(3) Pareto Optimal Set: The Pareto optimal set is the set of all Pareto optimal solutions. In the multi-objective optimization of industrial boiler combustion, the Pareto optimal set includes all solutions that achieve the best trade-off between combustion efficiency and NOx emissions. This set reflects the possible optimal performance of boiler combustion under different operating conditions and parameter combinations, providing operators with a set of optimization choices that can be made based on actual needs and priorities. The Pareto optimal set is defined as follows:
$O T=\{x \mid does\, not\, exist \,\,y \in \Psi ; y \prec x\}$ (12)
(4) Pareto Frontier: The Pareto frontier is the mapping of Pareto optimal solutions in the objective space, forming a curve or surface on the plane of the two objectives, combustion efficiency and NOx emissions. In the optimization problem of industrial boilers, the Pareto frontier shows the trade-off relationship between combustion efficiency and NOx emissions under the current optimization model, reflecting the optimal states that can be achieved under different conditions. The Pareto frontier is defined as follows:
$O F=\left\{F(\alpha)=\left(f_1(a), f_2(a), \ldots, f_m(a)\right) \mid \in P S\right\}$ (13)
3.3 Evolutionary algorithm based on indicators and crowding distance
The NOx generation mechanism in industrial boilers is mainly influenced by various factors, such as combustion temperature, excess air coefficient, fuel composition, and mixing uniformity. These factors are intertwined, forming a complex nonlinear relationship. When optimizing the combustion process of a boiler, both combustion efficiency and NOx emissions, which are conflicting objectives, must be considered simultaneously. The hypervolume indicator is a commonly used multi-objective optimization evaluation standard, which evaluates the quality of a solution set by measuring the volume of the objective space occupied by the solution set. Specifically, the hypervolume indicator can help measure the extent to which the entire solution set covers the objective space, reflecting the comprehensiveness and diversity of the solution set in balancing different optimization objectives.
Based on the combination of the hypervolume indicator and the fitness evaluation function, the formula for calculating fitness is often used in the combustion optimization of industrial boilers, where both combustion efficiency and NOx emissions need to be optimized simultaneously. Suppose that in a two-dimensional space, combustion efficiency and NOx emissions are considered as two objectives, and the hypervolume indicator can measure the quality of the solution set by calculating the area formed between the solution set and the reference point. If the area covered by the solution set in the objective space is larger, it indicates that these solutions perform better in balancing the objectives, thus representing a higher quality of the solution set. Specifically, the hypervolume indicator evaluates the quality of the solution set by measuring the volume it covers in the multi-objective space. For given multiple objectives, each solution corresponds to a point in the objective space. The hypervolume indicator calculates the volume enclosed by these points and the reference point. Assuming that j* is a scaling factor greater than 0 and U is a binary quality indicator, the fitness calculation formula based on the hypervolume indicator is given as follows:
$D\left(a^1\right)=\sum_{a^2 \in O \backslash\left\{a^1\right\}}-e^{-U\left(\left\{a^2\right\},\left\{a^a\right\}\right) / j^*}$ (14)
The calculation formula for the hypervolume indicator is as follows:
$\begin{aligned} & U_{G F}(X, Y)= \left\{\begin{array}{l}U_G(Y)-U_G(X) \quad { if }\, \forall a^2 \in Y \exists a^1 \in X: a^1 \succ a^2 \\ U_G(X+Y)-U_G(X) \quad { else }\end{array}\right.\end{aligned}$ (15)
The choice of the reference point has a significant impact on the calculation results of the hypervolume indicator. In industrial boiler optimization, the reference point is usually set as an assumed worst solution, such as the lowest combustion efficiency and the highest NOx emissions. However, selecting an appropriate reference point needs to be determined based on specific working conditions and optimization objectives to avoid biases in the calculation results. It should also be noted that the hypervolume indicator is more suitable for evaluating the overall quality of a solution set rather than the quality of individual solutions. Therefore, when using the hypervolume indicator, it is necessary to ensure that the solution set has sufficient quantity and good distribution to accurately reflect the global characteristics of the optimization problem. Particularly in the complex thermodynamic state of industrial boilers, the distribution of the solution set may be influenced by changes in working conditions, so special attention needs to be paid to collecting a sufficiently diverse solution set.
In the combustion process of industrial boilers, reducing NOx emissions may lead to a decrease in combustion efficiency, and vice versa. Therefore, in multi-objective optimization, a balance must be found between these conflicting objectives, and it must be ensured that the selected optimization solutions have broad applicability. The introduction of the crowding distance sorting strategy can help address this challenge. By prioritizing individuals with larger crowding distances, the optimization algorithm can maintain the population's distribution breadth in the objective space. This means that in optimizing industrial boilers, we do not focus only on certain specific local optima, but through the crowding distance sorting strategy, we ensure that the selected solution set covers a diversity of combinations of combustion efficiency and NOx emissions.
The steps for calculating the crowding distance are as follows:
(1) Normalization of Objective Function Values: First, for each individual in the population, their performance on each objective is calculated. Since the actual operation of industrial boilers involves multiple objectives, and the magnitudes of these objectives may differ, it is necessary to normalize the value of each objective to ensure comparability across objectives during the calculation process.
(2) Sorting for Each Objective: Next, all individuals are sorted for each objective dimension. Suppose we are optimizing the combustion efficiency and NOx emissions of an industrial boiler; individuals in the population are first sorted in ascending or descending order based on combustion efficiency, and then similarly sorted based on NOx emissions. This step is to clarify the relative position of each individual in different objective dimensions.
(3) Calculation of Crowding Distance for Boundary Individuals: For individuals that perform as the best or worst in any objective (i.e., boundary individuals), their crowding distance is usually set to infinity. This is because boundary individuals are located at the edges of the solution set in the objective space and are key to maintaining diversity. This step is crucial to ensure that the optimization algorithm can retain solutions with extreme objective values, such as solutions that exhibit extremely high combustion efficiency or extremely low NOx emissions in industrial boilers.
(4) Calculation of Crowding Distance for Non-Boundary Individuals: For non-boundary individuals in the population, the calculation of crowding distance is completed by calculating the difference in objective values between adjacent individuals in the objective space. Specifically, for each individual, the difference in objective values between its preceding and succeeding neighboring individuals is calculated in each objective dimension, and then these differences are summed. In the case of industrial boiler optimization, this means calculating each individual's proximity in terms of combustion efficiency and NOx emissions objectives. In this way, the crowding distance reflects the sparsity of an individual in the objective space.
(5) Normalization and Summation of Crowding Distance: After summing the differences calculated across all objective dimensions, the total crowding distance may need to be normalized to ensure that the influence of different objective dimensions is fairly reflected. The larger the final crowding distance value, the sparser the individual is in the objective space, and the more likely it is to be retained.
Figure 3 shows the steps for solving the multi-objective optimization problem for industrial boiler combustion.

Figure 3. Industrial boiler combustion multi-objective optimization problem solving steps
From the test set results in Table 1, it can be seen that the four prediction models show significant differences in the three indicators: RMSE, MAPE, and R-square. The GA-LSTM model exhibits the best performance across all three indicators, with an RMSE of 32.25, MAPE of 0.012, and an R-square of 0.9954, demonstrating the model's high accuracy and reliability in predicting industrial boiler NOx generation. In contrast, the performance of the LSTM, GRU, and RNN models declines in sequence, with the RNN model showing an RMSE of 61.23, MAPE of 0.048, and R-square of 0.9852, far below that of the GA-LSTM model. Based on the experimental results, the following conclusions can be drawn: the GA-LSTM model, by combining the advantages of genetic algorithms and long short-term memory networks, not only improves prediction accuracy but also significantly reduces errors and excels in capturing the complex nonlinear relationships of NOx generation in industrial boilers. This also validates the effectiveness of the proposed method in multi-objective optimization of industrial boiler combustion. In comparison, although the LSTM, GRU, and RNN models possess certain predictive capabilities, they have limitations in handling the high complexity of multi-objective optimization in the industrial boiler combustion process.
Table 2 shows the prediction performance of each model in the test set for industrial furnace thermal efficiency. From the data, it can be seen that the GA-LSTM model performs the best across all indicators, with an RMSE of 0.269, MAPE of 0.009, and R-square of 0.9932, indicating extremely high prediction accuracy, minimal error, and strong explanatory power for changes in thermal efficiency. In comparison, the LSTM model has an RMSE of 0.427, MAPE of 0.015, and R-square of 0.9728, still maintaining a high predictive ability but slightly inferior to the GA-LSTM. The performance of the GRU and RNN models decreases in sequence, with the RNN model showing an RMSE of 0.608, MAPE of 0.055, and R-square of 0.9106, indicating deficiencies in capturing changes in thermal efficiency. Based on the experimental results, the following conclusions can be drawn: the GA-LSTM model excels in predicting industrial furnace thermal efficiency, more effectively capturing and modeling complex thermodynamic processes. Its outstanding performance in reducing errors and improving prediction accuracy validates the potential of the proposed method for application in multi-objective optimization of industrial boiler combustion.
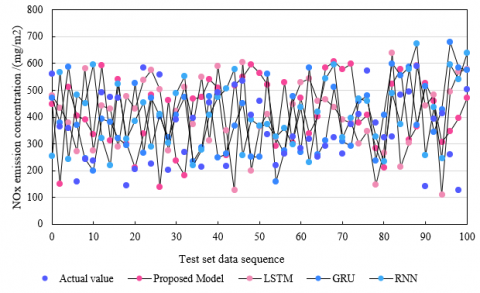
According to the prediction results of different models on the original NOx generation concentration at the furnace outlet in the test set shown in Figure 4, significant differences in performance can be observed among the models. The model proposed in this paper performs stably on most data sequences; for example, in test set sequences 0, 12, 38, 60, etc., the predicted values are close to the actual values, indicating that the model has strong predictive ability in handling complex combustion reactions. In contrast, the LSTM model shows larger deviations in some sequences, such as in sequences 20, 42, 48, etc., indicating that the model still has some shortcomings in capturing long-term dependencies. The GRU model performs better than the LSTM model in several sequences, particularly in sequences 2, 26, 68, where the predicted values are closer to the actual values, demonstrating strong generalization ability. However, the RNN model shows larger deviations in the overall prediction results, especially in sequences 6, 14, 78, where the predicted values significantly differ from the actual values, indicating that its performance in complex tasks is inferior to other deep learning models.
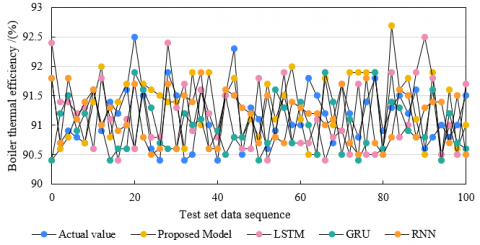
According to the data in Figure 5, the prediction performance of different models on the original NOx generation concentration at the furnace outlet varies. The model proposed in this paper shows high accuracy in most test sequences, with predicted values close to the actual values, as seen in test sequences 0, 2, 12, 22, 76, etc., where the predicted values are very close to the actual values, with errors within ± 0.2. In contrast, the LSTM model exhibits larger deviations in some sequences, such as in test sequences 50, 62, 90, indicating certain limitations in capturing the complex combustion reaction patterns in some scenarios. The GRU model performs relatively steadily, but in some data points, such as sequences 10, 24, 36, the predicted values deviate from the actual values, suggesting room for improvement in handling complex combustion processes. The RNN model, on the other hand, performs poorly overall, especially in sequences 16, 28, 42, where the predicted values are quite scattered, showing significant differences from the actual values. From the analysis, it can be concluded that the model proposed in this paper has a clear advantage in predicting NOx generation concentration, effectively capturing potential patterns in complex combustion reactions and achieving high-precision predictions. Although the LSTM and GRU models show some predictive ability in certain scenarios, they are not as effective as the proposed model in handling the complexity of the industrial boiler combustion process. The RNN model, due to its relatively simple structure, fails to adequately adapt to the complexity of multi-objective optimization tasks, resulting in lower prediction accuracy.
From the optimization results in Table 3, it can be seen that different optimization algorithms have significant differences in reducing NOx emissions and improving thermal efficiency. In the unoptimized case, NOx emissions increase with load, reaching 325.26 mg/m², 504.28 mg/m², and 578.23 mg/m² at 155MW, 225MW, and 289MW loads, respectively, while thermal efficiency is 91.25%, 91.23%, and 90.23%, respectively. Through the NOx minimization optimization method, NOx emissions decrease, especially at the 289MW load, dropping to 524.12 mg/m², while maintaining a slightly increased thermal efficiency. However, the multi-objective optimization method proposed in this paper performs more optimally, achieving a significant reduction in NOx emissions under all loads, such as reducing NOx emissions to 495.26 mg/m² at the 289MW load, and also significantly improving thermal efficiency, particularly at the 155MW load, where thermal efficiency reaches 92.36%. In summary, the multi-objective optimization method proposed in this paper achieves a better balance between NOx emissions and thermal efficiency. Compared to the single NOx minimization optimization method, the proposed method not only effectively reduces NOx emissions but also significantly improves thermal efficiency. This demonstrates that by combining thermodynamic principles with deep learning and evolutionary algorithms, it is possible to more effectively optimize the combustion process of industrial boilers, achieving the dual objectives of pollution control and energy efficiency improvement.
From the optimization results in Table 4, it can be seen that the optimization algorithm used in this paper significantly reduces the original generation concentration of NOx at the furnace outlet under different working conditions while improving thermal efficiency. In all working conditions, NOx emissions decreased significantly after optimization. For example, in working condition 1, NOx emissions decreased from 389.32 mg/m² before optimization to 320.12 mg/m², and thermal efficiency increased from 90.21% to 91.32%; in working condition 9, NOx emissions decreased from 525.32 mg/m² before optimization to 498.32 mg/m², while thermal efficiency increased from 90.32% to 91.35%. Through in-depth analysis, it can be concluded that the multi-objective optimization method proposed in this paper not only has a strong effect on controlling NOx emissions but also improves the thermal efficiency of the boiler to a certain extent. This shows that the method can effectively balance the relationship between combustion efficiency and environmental protection when dealing with multi-objective optimization problems in complex combustion processes, ensuring that pollution emissions are reduced while maintaining or improving energy utilization efficiency.
Such results further validate the significant practical application value of the innovative method combining thermodynamic principles with deep learning and evolutionary algorithms in industrial boiler combustion optimization, providing an efficient and feasible solution for industrial process control.
Table 1. Results of various model indicators in the test set for industrial boiler NOx prediction models
|
Prediction Model |
RMSE |
MAPE |
R-square |
|
GA-LSTM |
32.25 |
0.012 |
0.9954 |
|
LSTM |
43.65 |
0.015 |
0.9936 |
|
GRU |
49.58 |
0.032 |
0.9874 |
|
RNN |
61.23 |
0.048 |
0.9852 |
Table 2. Results of various model indicators in the test set for industrial furnace thermal efficiency
|
Prediction Model |
RMSE |
MAPE |
R-square |
|
GA-LSTM |
0.269 |
0.009 |
0.9932 |
|
LSTM |
0.427 |
0.015 |
0.9728 |
|
GRU |
0.578 |
0.029 |
0.9243 |
|
RNN |
0.608 |
0.055 |
0.9106 |
Table 3. Optimization results with NOx furnace outlet original generation concentration as the main optimization objective
|
Optimization Algorithm |
Optimization Content |
Unit |
Load |
||
|
|
|
|
155MW |
225MW |
289MW |
|
Unoptimized |
NOx |
mg/m2 |
325.26 |
504.28 |
578.23 |
|
Thermal Efficiency |
% |
91.25 |
91.23 |
90.23 |
|
|
NOx Minimization |
NOx |
mg/m2 |
302.23 |
465.23 |
524.12 |
|
Thermal Efficiency |
% |
91.25 |
91.26 |
90.32 |
|
|
Proposed Objective |
NOx |
mg/m2 |
284.23 |
440.23 |
495.26 |
|
Thermal Efficiency |
% |
92.36 |
91.56 |
91.32 |
|
Table 4. Results of using the proposed optimization algorithm to reduce NOx furnace outlet original generation concentration as the main objective
| Working Condition | Coal Feeding Rate | Primary Air | Secondary Air Damper Opening | Oxygen Content | NOx Before Optimization | NOx After Optimization | Thermal Efficiency Before Optimization | Thermal Efficiency After Optimization | |||
| A | B | C | D | ||||||||
| 1 | 28.56 | 401.23 | 0.37 | 0.32 | 0.41 | 0.057 | 3.69 | 389.32 | 320.12 | 90.21 | 91.32 |
| 2 | 38.62 | 425.36 | 0.38 | 0.32 | 0.41 | 0.056 | 3.55 | 330.21 | 235.12 | 91.36 | 91.32 |
| 3 | 74.25 | 418.23 | 31.25 | 15.36 | 32.32 | 15.23 | 1.89 | 318.26 | 300.14 | 91.36 | 92.65 |
| 4 | 79.35 | 422.36 | 36.32 | 22.31 | 37.26 | 22.36 | 1.82 | 365.32 | 278.65 | 91.25 | 91.25 |
| 5 | 89.32 | 436.23 | 35.32 | 20.12 | 35.26 | 23.31 | 2.23 | 397.25 | 315.23 | 91.33 | 92.36 |
| 6 | 96.36 | 440.21 | 51.24 | 28.36 | 50.24 | 28.69 | 2.56 | 489.21 | 389.24 | 91.54 | 92.35 |
| 7 | 99.54 | 425.36 | 69.35 | 36.21 | 68.26 | 35.68 | 1.89 | 489.23 | 391.25 | 91.22 | 92.58 |
| 8 | 100.23 | 451.32 | 90.32 | 59.26 | 91.25 | 58.69 | 1 | 415.32 | 350.21 | 91.26 | 92.58 |
| 9 | 121.36 | 451.55 | 99.23 | 99.36 | 99.36 | 99.36 | 1.43 | 525.32 | 498.32 | 90.32 | 91.35 |
Figure 4. Prediction results of different models on the original NOx generation concentration at the furnace outlet in the test set
Figure 5. Prediction results of different models on thermal efficiency in the test set
This paper proposes a novel multi-objective optimization method for industrial boiler combustion by combining thermodynamic principles, deep learning, and evolutionary algorithms. The first part of the study is based on thermodynamic principles, where a high-precision prediction model of the industrial boiler combustion process is constructed. Through deep learning algorithms, this model can accurately capture potential patterns in complex combustion reactions, thereby improving the prediction accuracy of NOx emissions and thermal efficiency. The second part of the study focuses on solving the multi-objective optimization problem using evolutionary algorithms, aiming to achieve the optimal balance between combustion efficiency and pollutant emissions. The experimental results show that the proposed method can significantly reduce NOx emissions under different working conditions, while also improving thermal efficiency in most cases, demonstrating the superiority and feasibility of the method in practical applications.
Despite the significant progress made in this study, there are still some limitations. First, the model's generalization ability in dealing with extreme conditions or fuel type variations needs further validation. Second, the optimization efficiency and convergence speed of the evolutionary algorithm may encounter bottlenecks in large-scale industrial applications. Additionally, future research can further expand the applicability of this method, for example, by introducing more industrial process parameters for comprehensive optimization, or by combining other advanced algorithms such as reinforcement learning to improve optimization accuracy and efficiency. Conducting larger-scale experimental validation with actual industrial boiler operation data is also an important direction for future research. In summary, this study not only provides a new methodology for the optimization of industrial boiler combustion but also offers a solid theoretical foundation and reference for subsequent related research.
[1] Kuznetsov, G.V., Nyashina, G.S., Valiullin, T.R., Martova, S.V. (2019). Benefits of slurry fuels based on industrial wastes. Coke and Chemistry, 62(9): 422-432. https://doi.org/10.3103/S1068364X19090047
[2] Vogelbacher, M., Matthes, J., Keller, H.B., Waibel, P. (2019). Progression and evaluation of a camera-based measurement system for multifuel burners under industrial process conditions. IEEE Transactions on Industrial Informatics, 15(10): 5466-5474. https://doi.org/10.1109/TII.2019.2899946
[3] Glazunov, A.A., Maksimov, Y.M., Chukhlomina, L.N., Braverman, B.S., Avramchik, A.N. (2020). Combustion of ferrotitanium in nitrogen. Combustion, Explosion, and Shock Waves, 56(2): 137-141. https://doi.org/10.1134/S0010508220020033
[4] Seenivasan, R., Acharyulu, A.V.B., Sabariraj, V., Arvind, J., Rameshwar, S., Balachandran, G. (2021). Modelling the effect of sinter machine speed on bed temperature and coke combustion characteristics in iron ore sintering process. Ironmaking & Steelmaking, 48(6): 637-648. https://doi.org/10.1080/03019233.2021.1889893
[5] Severo, I.A., Deprá, M.C., Barin, J.S., Wagner, R., de Menezes, C.R., Zepka, L.Q., Jacob-Lopes, E. (2018). Bio-combustion of petroleum coke: The process integration with photobioreactors. Chemical Engineering Science, 177: 422-430. https://doi.org/10.1016/j.ces.2017.12.001
[6] Hoda, A., Rahman, T.M., Asrar, W., Khan, S.A. (2022). A comparative study of natural gas and biogas combustion in a swirling flow gas turbine combustor. Combustion Science and Technology, 194(13): 2613-2640. https://doi.org/10.1080/00102202.2021.1882441
[7] Martinez-Mendoza, K.L., Guerrero-Perez, J., Barraza-Burgos, J., Forero, C.R., Williams, O., Lester, E., Gil, N. (2023). Thermochemical behavior of agricultural and industrial sugarcane residues for bioenergy applications. Bioengineered, 14(1): 2283264. https://doi.org/10.1080/21655979.2023.2283264
[8] Amaduzzi, R., Ferrarotti, M., Parente, A. (2021). Strategies for hydrogen-enriched methane flameless combustion in a quasi-industrial furnace. Frontiers in Energy Research, 8: 590300. https://doi.org/10.3389/fenrg.2020.590300
[9] Vásquez, D., Maya, J.C., Manrique, R., Ceballos, C., Chejne, F. (2020). Development of a low-temperature water heating system based on the combustion of CH4 in porous-media. Energy, 209: 118461. https://doi.org/10.1016/j.energy.2020.118461
[10] Weber, R., Gupta, A.K., Mochida, S. (2020). High temperature air combustion (HiTAC): How it all started for applications in industrial furnaces and future prospects. Applied Energy, 278: 115551. https://doi.org/10.1016/j.apenergy.2020.115551
[11] Garcés, H.O., Rojas, A., Arias, L. (2019). Optical variables for optimization of industrial combustion processes: Fundamentals, key aspects and applications. IEEE Latin America Transactions, 17(2): 245-252. https://doi.org/10.1109/TLA.2019.8863170
[12] Akhmetshin, M.R., Nyashina, G.S., Romanov, D.S. (2021). Analysis of anthropogenic emissions during direct combustion of oil products and oily industrial wastes. Chemical and Petroleum Engineering, 56(9): 846-852. https://doi.org/10.1007/s10556-021-00851-x
[13] Kurgankina, M.A., Nyashina, G.S., Strizhak, P.A. (2021). Ecological assessment of industrial waste as a high-potential component of slurry fuels. Waste and Biomass Valorization, 12(3): 1659-1676. https://doi.org/10.1007/s12649-020-01114-1
[14] Yoshizuru, Y., Kikuchi, K. (2024). Methane/ammonia co-combustion analysis by CFD using a simplified reaction mechanism model applicable to industrial furnaces. Kagaku Kogaku Ronbunshu, 50(1): 17-26. https://doi.org/10.1252/kakoronbunshu.50.17
[15] Kirk, K.M., Splawinski, Z., Bott, R.C., Logan, M.B. (2021). Combustion products generated in simulated industrial fires. Journal of Occupational and Environmental Hygiene, 18(10-11): 510-521. https://doi.org/10.1080/15459624.2021.1976410
[16] Dadiala, V., Patel, J., Barve, J. (2020). Model predictive control for an industrial coal pulveriser. International Journal of Modelling, Identification and Control, 36(4): 353-362. https://doi.org/10.1504/IJMIC.2020.117491
[17] Pechenegov, Y.Y., Kuzmina, R.I., Burukhina, O.V., Kosov, V.A., Kosov, M.A. (2024). Solid waste incineration furnace with catalytic neutralization of combustion products. Chemical and Petroleum Engineering, 59(5-6): 432-438. https://doi.org/10.1007/s10556-024-01259-z
[18] Edland, R., Normann, F., Allgurén, T., Fredriksson, C., Andersson, K. (2019). Scaling of pulverized-fuel jet flames that apply large amounts of excess air—implications for nox formation. Energies, 12(14): 2680. https://doi.org/10.3390/en12142680
[19] Taburchinov, R.I., Belonogov, M.V., Egorov, R.I. (2020). Effect of the addition of petrochemicals onto the atomization and ignition of the coal-water slurry prepared from the wastes. Applied Sciences, 10(23): 8574. https://doi.org/10.3390/app10238574
[20] Judt, W. (2020). Numerical and experimental analysis of heat transfer for solid fuels combustion in fixed bed conditions. Energies, 13(22): 6141. https://doi.org/10.3390/en13226141
[21] Valdés, C.F., Gómez, C.A., Ortiz, M., Mena, D., Ruiz, R., Cogollo, K., Mira, J., Chejne, F. (2021). Thermochemical evaluation of fique bagasse waste (FBW) resulting from industrial processes as an energy precursor through combustion and gasification. Biomass Conversion and Biorefinery, 13(7): 5501-5514. https://doi.org/10.1007/s13399-021-01700-w
[22] Sokołowski, M.M. (2018). Burning out coal power plants with the Industrial Emissions Directive. The Journal of World Energy Law & Business, 11(3): 260-269. https://doi.org/10.1093/jwelb/jwy008
[23] Liu, X., Ge, Y., Qi, G., Zhang, S. (2019). Review of simulation research on pulverized coal combustion in industrial boilers. In IOP Conference Series: Earth and Environmental Science, 295(5): 052028. https://doi.org/10.1088/1755-1315/295/5/052028