Endah Retno Dyartanti | Rosana Budi Setyawati | Agus Purwanto*
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The need for energy in various activities around the world is increasing. Batteries come as an important energy solution, among others, for various applications, such as electric vehicles, mass storage for utilities, gadgets, etc. Lithium-ion batteries that are able to produce superior performance are needed. The battery cathode is an important key to the performance of lithium-ion batteries. The battery cathode fabrication factor is one that affects the quality of the battery produced. The thickness of the coating material will determine the amount of active material contained in the cathode, while the calendering process is needed to compress the material in the cathode so that the lithium-ion transfer process in the battery can run more effectively. Based on the research results, the thicker the coating material on the cathode, the greater the capacity value produced. With a coating thickness of 300 µm, the resulting capacity reaches 180 mAh/gr. However, in the life cycle and rate capability tests, the performance stability is not better than the thickness of 100 µm and 200 µm. As for the calendering level, the battery with an optimum decrease in dry thickness is able to have the best performance in terms of capacity, life cycle, and rate capability.
battery, calendering, athode, coating thickness, lithium-ion, NMC 811
Lithium-ion batteries are one type of rechargeable battery or secondary battery that can be recharged [1]. Nowadays, lithium batteries are widely applied such as in laptops, smartphones [2], and electric vehicles such as electric bicycles [3] and electric cars [4]. The advantages of Li-ion batteries are lightweight, excellent energy storage stability [5], high charge storage capacity [6], higher operating voltage, good cycle endurance, high energy density [7], long cycle life, high energy capacity, and low impact on the environment [8, 9].
Lithium-Ion Battery (LIB) is composed of four main parts, which are the negative electrode (anode), positive electrode (cathode), electrolyte, and separator [10]. The cathode in a lithium-ion battery is an important component because it affects the charging and discharging process when there is an exchange of Li+ ions which will determine battery performance [11]. Lithium Nickel Manganese Cobalt Oxide (LiNixMnyCozO2 or NMC) is one of the most commonly used cathode materials in lithium-ion batteries [12]. The combination of nickel-manganese-cobalt elements can make the battery have high performance, such as high capacity, high heat and current stability, and long cycle life [13]. LiNi0.8Mn0.1Co0.1O2 (NMC 811) cathode is an NMC cathode composition that can produce high capacity, making it suitable for application in equipment that requires high energy such as electric vehicles [14, 15]. When applied as battery electrodes, NMC cathodes are given additional conductive materials to improve their electrical conductivity so that the batteries have superior performance and are suitable for equipment that requires high current capability [16]. Acetylene Black (AB) is an additional conductive material that has long been used because of its low price and superior characteristics [14, 17]. Graphene is a carbon-based material that offers advantages in terms of surface area to increase the contact area between the cathode material and the electrolyte which is expected to help the performance of the cathode active material [18-20]. The addition of a combination of these two conductive materials in the NMC 811 cathode is expected to further enhance the ability of the NMC811 cathode to be applied to various equipment that requires lithium-ion batteries with superior performance [21].
The performance characteristics required by batteries to meet various equipment needs include high capacity, long cycle life, and resistance to high currents or good rate capability [22]. Battery fabrication factors are one of the important factors that determine battery performance [23, 24]. In electrode design, electrode thickness which determines the active material content or mass loading, electrode porosity, and chemical composition are important parameters that affect the energy and power capabilities of the cell. Electrode energy density can be affected by electrode thickness, electrode porosity, and the content of inactive materials such as binders and conductive additives [25]. Calendering is a compacting process of the Li-ion electrodes to reduce their porosity which improves the particle contact and consequently may contribute to the enhancement of the battery energy density [26]. Optimal porosity values are necessary because too low porosity values can also reduce battery cell performance [27]. In batteries, the electrode compaction process is considered very important because volumetric energy density can be an important characteristic in energy storage systems [28]. The energy density in lithium ion batteries can be increased by minimizing the space required per electrode mass [29]. Calendering is a simple process to determine the physical properties of electrodes in order to increase the bond strength between the electrodes and the current collector [30]. Calendering of battery electrodes can increase capacity retention, reduce contact resistance, and improve cycling performance significantly [31, 32]. Therefore, optimization in battery fabrication including electrode coating thickness and calendering process are important factors in battery performance.
The effect of lithium ion battery cathode thickness and calendaring process has been tested in several previous studies, including the lithium ion battery cathode type LiFePO4 (LFP) [23, 33, 31], LiNi0.33Mn0.33Co0.33O2 (NMC 111) [33, 34], and LiNi0.6Mn0.2Co0.2O2 (NMC 622) [25]. The importance of the calendering process on battery cathodes has also been studied, where battery cathodes that go through the calendering process have better performance than cathodes that are not calendared [31]. The appropriate cathode thickness and calendering process on the cathode of LFP-type lithium- ion batteries have been shown to improve battery characteristics. Batteries with thinner cathodes due to the calendering process to achieve a 37.5% reduction in thickness showed a trend towards improved performance [23]. Research on the effect of thickness and calendering for NMC materials with high nickel content such as NMC 811 has not been done much, even though its ability to store high energy is very much needed in various equipment. When the ability of NMC811 is compared with NMC111 by theoretical mechanical methods, it shows that NMC811 material is physically weaker, so it needs further research for its electrode ability [35]. Preparation of NMC811 cathode with SWCNTs and gum binder showed that the cathode with thickness up to 101 mg/cm2 produced a high specific capacity of 203.4 mAh/g [36]. NMC811 produced by the water-based process with poly acrylic acid (PAA) binder with calendering level up to 30% showed improved performance [37]. For NMC811 cathode was added with CB conductive material with 30% calendering, which resulted in a 7.87% decrease in capacity up to 2C current [38]. This shows the calendering process on the NMC811 cathode is very necessary to meet the required conductivity, but too strong a level of calendering can also cause electrode damage so that further investigation is needed for the right level on the NMC811 cathode [39]. This study tested the NMC 811 type lithium-ion battery cathode with conductive AB and graphene additives in various coating thickness variations and calendering variations up to a 60% thickness reduction to determine the optimum point of pressing the NMC cathode in the fabrication process that can produce the best performance for lithium-ion batteries. Performance testing carried out includes testing capacity, life cycle, and rate capability up to 3C current to support the needs of lithium-ion batteries that require batteries with high charging and discharging current capabilities.
Testing of the initial cathode material was carried out to determine the quality of the raw materials used. Morphological testing with a Scanning Electron Microscope (SEM) with JEOL JSM-6510 LA (Japan) was carried out on the cathode material and cathode coating results. The first step was to prepare the cathode by mixing NMC 811 powder, conductive materials (graphene and acetylene black), and PVDF with a mass ratio of 87:8:5 using NMP solvent at 1000 rpm for 4 hours. Then the slurry was coated on aluminum foil with coating thickness variations of 100, 200, and 300 µm. The cathode sheet was then dried overnight at 90oC.
The second stage is to evaluate the effect of the calendering process on the cathode. The calendering process was carried out on one of the cathode coating thickness variations (200 µm) which was then compacted until it decreased in thickness by 30%, 45%, and 60%. Then the cathodes were fabricated into 18650 cylindrical cells with each cell composed of a cathode measuring 12 cm x 5.6 cm and graphite as the anode. The assembled battery cells were then filled with 1 M LiPF6 electrolyte in a volume ratio of EC: EMC = 3:7 for further electrochemical testing. Performance evaluation was conducted for cathode thickness variation and calendering process variation using NEWARE Battery Analyzer and BTS program. The tests carried out are determining the capacity of battery cells by testing with a current of 0.1C for charging- discharging to determine the capacity produced, life cycle testing to determine the durability of the battery if used for a long time, and rate ability testing to determine the ability of battery performance at various high charging and discharging currents.
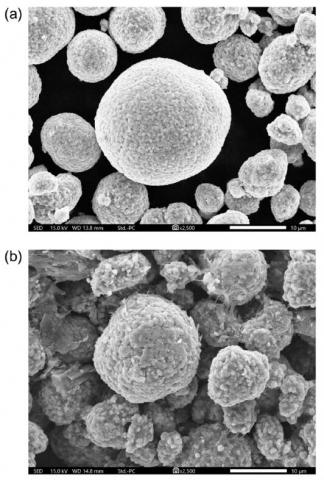
Initial testing was done by looking at the morphology of the battery cathode used. Figure 1(a) shows the NMC 811 particles used in this study. The particles are uniformly sized around 10-20 µm with good and regular morphology and do not contain many impurities, so it can be said that these particles are in good condition to be used as raw materials [40]. Figure 1(b) is the result of the NMC cathode coating on the current collector. The binder and conductive material around the NMC particles are clearly visible enveloping the NMC active particles that bind to each other which still have a large enough distance. The cavity around NMC particles can be further reduced by the process of compaction of electrodes through the calendering stage [28]. The denser particles are expected to facilitate ion transfer in the charging and discharging process which can improve the performance of lithium ion batteries [41].
Battery fabrication factors are one of the important factors that determine battery performance. Specific energy and specific power per weight and per volume are the major challenges among many requirements for lithium ion batteries for electric vehicle use. In electrode design, electrode thickness (mass loading), electrode porosity, and chemical composition are important parameters that affect the energy and power capabilities of the cell [24]. Electrode energy density can be affected by electrode thickness, electrode porosity, and inactive material content (polymer binder and conductive carbon) [42]. Therefore, optimization in battery fabrication including electrode coating thickness and calendering process are important factors in battery performance.
Figure 1. SEM test results (a) NMC 811 material and (b) cathode coating products
3.1 Effect of cathode material coating thickness
The coating thickness variation is carried out to determine a good fabrication technique, in terms of the best cathode material coating thickness for NMC 811 batteries that can produce the most optimum performance. In this study, coating thickness variation was carried out on the cathode with variations in thickness settings of 100 µm, 200 µm, and 300 µm in the coating process. This thickness setting is the thickness adjustment when coating the cathode material on one side of the Al foil sheet, which is then done in the same way for the reverse side.
The thickness of the coating on the cathode affects the resulting battery capacity. More active material will be contained if the coating material is thicker. The amount of active material contained in the cathode sheet affects the number of ions that can move to the anode, thereby affecting its capacity. The resulting cathode dimensions are shown in Table 1. Based on these data, the thicker the coating material, the greater the active material content per cm2. This can result in a larger capacity battery with the same cathode length and thickness.
Table 1. Cathode dimensions based on thickness variations
|
Thickness (µm) |
Mass (gr) |
Mass Loading (gr/cm2) |
|||
|
Coating Adjustment |
Dry Cathode |
Calendered Cathode |
Cathode Sheet |
Active Material |
|
|
100 |
130 |
70 |
1.50 |
1.042 |
0.0155 |
|
200 |
180 |
99 |
1.88 |
1.373 |
0.0204 |
|
300 |
210 |
117 |
2.58 |
1.982 |
0.0295 |
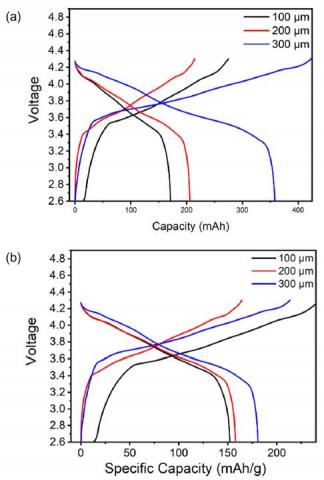
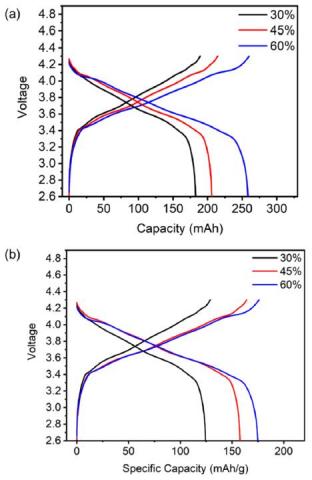
Figure 2. Test results of (a) Capacity (mAh) and (b) Specific capacity (mAh/g) with cathode coating thickness variations
The thickness variation used is the setting thickness variation when coating the cathode, 100 µm, 200 µm, and 300 µm thickness. After drying, the cathode thickness decreased by 47% for 100 µm thickness, 59% for 200 µm thickness, and 67% for 300 µm thickness. This decrease in thickness is predicted to be due to NMP evaporating from the cathode layer. The thickness drop increases in direct proportion to the setting thickness during coating. After drying, a calendering or pressing process is carried out to increase the density of the cathode. The level of pressing performed in this thickness variation step is the same, which is 45% of the initial dry thickness.
Figure 2(a) shows that the battery capacity has increased with increasing coating thickness. With the same dimensions, a thickness of 300 µm has the greatest capacity for both charge and discharge processes. The cathode which is coated on a thickness of 300 µm has a discharge capacity of 358.16 mAh which is higher than the thickness of 200 µm with a capacity of 206 mAh and 100 µm with a capacity of 171 mAh. Whereas in the specific capacity test shown in Figure 2(b). The specific capacity values of the 3 thickness levels show almost uniform values, with specific capacities of 180.75 mAh/gr for 300 µm thickness, 158 mAh/gr for 200 µm thickness, and 152.25 mAh/gr for 100 µm thickness. This is because the specific capacity test is obtained from the capacity value per active material contained in the cathode. As the thickness of the cathode increases, the amount of active material will increase, so that the lithium ions and electrons contained therein will produce a greater electrochemical reaction and produce greater electrical energy [43].
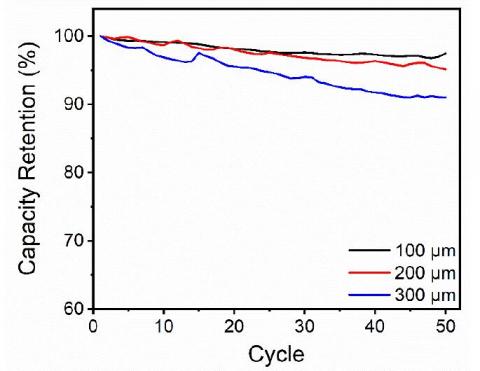
Figure 3. Cycling ability test results with cathode coating thickness variations
Life cycle tests were conducted on NMC 811 batteries to determine the durability of the battery in long cycle usage. The tests were carried out by testing batteries with thickness variations of 100 µm, 200 µm, and 300 µm for 50 cycles with a discharging current of 1C. Figure 3 shows the graph of life cycle test results on the battery based on specific capacity and retention capacity. The percentage decrease in capacity during the life cycle test for 50 cycles at a thickness of 100 µm is 2.54%, a thickness of 200 µm is 4.88%, and a thickness of 300 µm is 8.99%. Therefore, after 50 cycles the battery still has a capacity of 97.46% at 100 µm thickness, 95.12% at 200 µm thickness, and 91.01% at 300 µm thickness.
Based on the test results, the cathode with a thickness of 100 µm has the lowest percentage decrease where the greater the coating thickness, the greater the percentage decrease in lifetime. Therefore, the greater the thickness of the coating on the cathode, the smaller the battery resistance to long-cycle usage. This can be caused by the greater error value that causes the battery to not last long and drop faster. The thick coating layer causes the lithium and electron transfer distance to be longer and decreases the conductivity value. So that the energy and power density produced will be smaller [44].
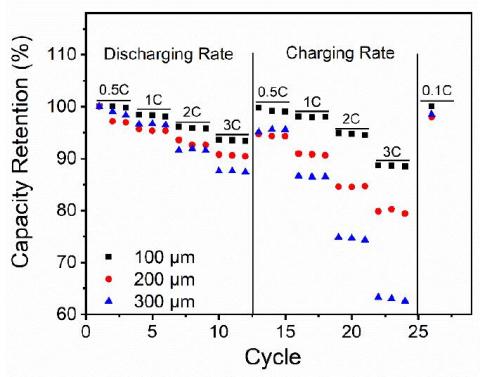
The rate ability or rate capacity test aims to determine the battery's resistance to charging and discharging against small and large currents. Rate capacity testing is done by varying the discharge current while the charge current is constant, then by varying the charge current while the discharge current is constant where the current variation used is 0.5C, 1C, 2C, and 3C for every three cycles and the constant current is 0.5C.
Based on the graph in Figure 4, there is a decrease in capacity both in the discharge current variation and the charge current variation. In the discharging rate test, there was a decrease in the specific capacity of the 100 µm thickness cathode by 6.48% for the discharging current up to 3C. While the cathode of 200 µm thickness and 300 µm thickness experienced a decrease in specific capacity of 9.39% and 12.46% for discharging current up to 3C.
In the charging rate test, there was a decrease in the specific capacity of the 100 µm thickness cathode by 11.38% for the charging current up to 3C. While the 200 µm thickness and 300 µm thickness cathodes experienced a decrease in specific capacity of 20.17% and 37.06% for charging current up to 3C.
Figure 4. Rate ability test results with cathode coating thickness variations
Based on the results of the percentage of capacity reduction, it can be seen that the thickness of 300 µm has the largest percentage of battery capacity reduction in both discharging and charging variations. Therefore, the greater the thickness of the coating, the greater the decrease in capacity. The existence of a large decrease in capacity from 0.5C to 3C can indicate that the battery does not have good resistance to large charging and discharging currents. However, at a thickness of 100 µm and 200 µm, the decrease in capacity is not too significant and can still maintain capacity stability in contrast to the thickness of 300 µm which experienced a significant decrease. This is due to the internal resistance of the battery caused by high current variations. At a thickness of 100 µm, the distance between ions is getting less so as to facilitate the interaction and intercalation process in the battery so as to produce better electrical conductance. The diffusion distance of lithium ions is also getting smaller so that it can reduce the internal resistance of the battery. Batteries with low internal resistance exhibit better rate capability under higher discharge currents. The capacity decreases as the internal resistance of the battery increases. In addition, batteries with lower internal resistance show higher capacity when discharged at the same discharge rate as batteries with higher internal resistance levels [23]. As the electrode thickness and current increase, ohmic limitation will become the limiting factor that dominates cell discharge. In addition, increasing electrode thickness leads to reduced active material usage and non-uniform usage across the positive electrode because during the discharging process, lithium intercalation at the surface concentration is always higher than the center concentration [45]. A cathode surface with a thick enough layer to facilitate improved performance would be essential to be ionically and electrically conductive but may increase the internal cell resistance thus adversely affecting normal battery operation. At high voltage operation, a significant drop in capacity is caused by NMC cathode polarization [46].
Electrode thickness has a significant impact on electrode energy density because the use of thicker electrodes can reduce the fraction of inactive materials such as current collectors and separators [33]. Thick cathode coatings are able to produce large capacities, but their performance stability at high currents is poor, and the battery life is shorter. On the other hand, with a thin cathode coating, the capacity is small, but the performance stability at high currents is very good, and the battery life is longer. Considering the result of this research, the coating thickness of 200 µm is the most ideal with the anode’s type and dimension used in this research because it can produce a fairly high capacity and fairly good performance stability. It may result differently if using another type and dimension of the anode, considering the N/P ratio and theoretical capacity of the anode used [47].
3.2 Effect of calendering thickness of cathode material
Calendering or pressing is a compaction process that can reduce electrode porosity [26]. In batteries, the electrode compaction process is considered very important because volumetric energy density can be an important characteristic in energy storage systems. The energy density in lithium ion batteries can be increased by minimizing the space required per electrode mass [29]. Calendering is a simple process to determine the physical properties of the electrodes in order to increase the bond strength between the electrodes and the current collector [30]. Calendering on battery electrodes can increase capacity retention, reduce contact resistance, and improve cycling performance significantly [31]. In this study, there are three variations of calendering on lithium-ion battery cathodes with variations to be tested, batteries with a decrease in thickness after calendering by 30%, 45%, and 60%. The cathode used is a cathode with dimensions of 12 cm x 5.6 cm with a thickness setting of 200 µm and a dry electrode thickness of 180 µm.
The battery capacity test was conducted with an initial formation where the initial current given was 0.1C. The battery capacity test results are shown in Figure 5(a). With the same dimensions, the battery with a calendering level of 60% has the largest capacity in both the charge and discharge processes, with a discharge capacity of 258.34 mAh. The battery with a calendering level at the cathode of 30% has a discharge capacity of 182.77 mAh which is smaller than the battery with a calendering level at the cathode of 45% with a capacity of 206 mAh. The specific capacity test results are shown in Figure 5(b). The specific capacity values of the 3 calendering levels show almost uniform values, with specific capacities of 124.5 mAh/gr for 30% calendering level, 158 mAh/gr for 45% calendering level, and 174.9 mAh/gr for 60% calendering level. The graph shows that both the capacity (mAh) and the specific capacity (mAh/g) increase as the calendering percentage increases.
Table 2. Cathode dimensions based on calendering variations
|
Calendering Adjustment |
Calendered Cathode Thickness (µm) |
Cathode Mass (gr) |
Active Material Mass (gr) |
Mass Loading (gr/cm2) |
|
30% |
126 |
1.99 |
1.468 |
0.0218 |
|
45% |
99 |
1.88 |
1.373 |
0.0204 |
|
60% |
72 |
2.00 |
1.477 |
0.0220 |
In the cathode calendering process, there is a reduction in cathode porosity and electrode resistivity, which results in a decrease in the overall cathode thickness [26]. Applying pressure to the cathode causes a decrease in porosity which results in increased compactness so that the contact between particles increases resulting in increased electronic conductivity [48]. During discharge, the electrical conductivity of the battery is low because ions flow from the anode to the cathode through the electrolyte while electrons are forced to flow from the anode to the cathode through the load [49]. Electron transport in lithium-ion batteries is an important factor in determining whether or not the performance of a battery is good [31]. One of the influences on electron transfer in batteries is the thickness of the active material layer. Thicker electrode layers tend to have low conductivity values because the transfer of ions in them becomes more difficult. In lithium-ion batteries, the thicker the layer, the conductivity and energy density will decrease because the diffusion distance of electrons and Li+ ions is getting bigger [44]. The transfer of electrons and ions will affect the charge and discharge conditions of the battery.
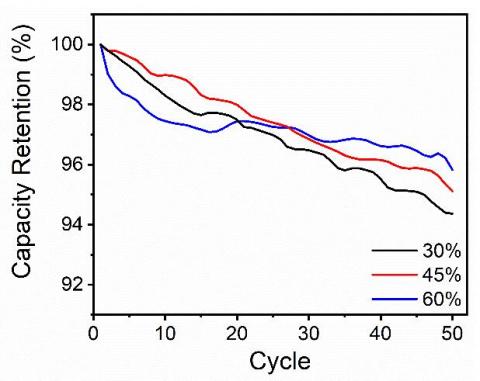
The battery cycling ability test is carried out to determine the estimated length of battery usage time and see the amount of battery capacity drop during its use cycle. The life cycle test for the battery samples in this study was carried out in as many as 50 cycles with a discharging current of 1C. The data obtained is shown by the graph in Figure 6 below. The capacity retention rate is the ratio of the actual battery capacity to the initial battery capacity. This parameter is important to know how the performance by looking at the decrease in battery capacity [50]. Batteries with 30%, 45%, and 60% calendering each experienced a decrease in the percentage of capacity retention during the life cycle test. However, the results obtained show that each battery sample has a high- capacity retention after the 50-cycle test. This is consistent with the statement that calendering of battery electrodes can increase capacity retention, reduce contact resistance, and also significantly improve cycling performance [31].
Figure 5. Test results of (a) Capacity (mAh) and (b) Specific capacity (mAh/g) with cathode calendering variations
Figure 6. Cycling ability test results with cathode calendering variations
At the 50th cycle, the battery with 60% calendering percentage showed higher capacity retention compared to the battery with 45% calendering percentage. Similarly, the battery with 45% calendering percentage showed higher capacity retention than the battery with 30% calendering percentage. The higher the capacity retention, it means that the battery has better stability and durability. In other words, the battery lifetime becomes longer or more durable. Lithium battery cathodes subjected to calendering have better electrochemical performance, stability, and cycling performance [13]. In the test from cycle 1 to 50, each battery has a low-capacity drop, which is 5.63% for 30% calendered batteries, then 4.88% for 45% calendered batteries, and 4.18% for 60% calendered batteries. This means that batteries with cathodes with a larger percentage of calendering have a smaller drop. The smaller the battery drop, the better the durability of the battery.
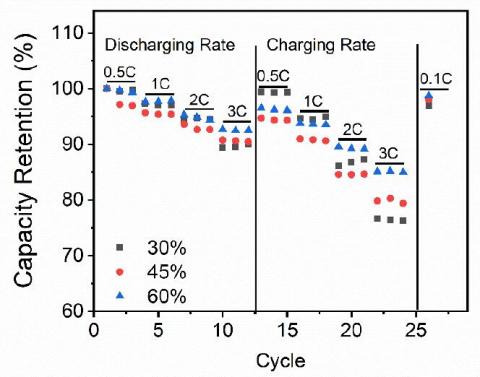
Rate tests on batteries are carried out to find out how the battery performs during charge - discharge (CC - DC) with high currents and to see the durability of the battery. Previous research states that electrodes with higher density show better rate capability than electrodes that are not calendered. Calendering is important for higher charge and discharge [31]. For this study, a rate test was carried out with a CC - DC rate current of 0.5C to 3C and vice versa and then given a CC - DC current of 0.1C to see the ability of the battery to reach its initial capacity. The data obtained can be seen from the graph in Figure 7 below.
For batteries with 30% calendering at the time of rate discharging with 3C current, the specific capacity decreased by 10.35% and at the time of rate charging with 3C current, the capacity decreased by 23.60%. For batteries with 45% calendering at the time of rate discharging with 3C currents experiencing a decrease in specific capacity of 9.39% and at the time of rate charging with 3C currents experiencing a decrease in capacity of 20.17%. For batteries with 60% calendering at the time of rate discharging with 3C currents experiencing a decrease in specific capacity of 7.46% and at the time of rate charging with 3C currents experiencing a decrease in capacity of 14.95%. After testing up to 3C current, the battery is returned to testing at 0.1C current as in the initial capacity test. Based on the test results, the battery with 60% calendering level was able to maintain its capacity according to its first discharge capacity better than the battery with a calendaring level 30% and 45%.
Figure 7. Rate ability test results with cathode calendering variations
This shows that batteries with a higher percentage of cathode calendering have a lower drop. This means that the more the cathode is pressurized (calendering), the less the drop so that the better the durability and stability of the battery. In addition, battery performance during charge-discharge for batteries with a higher percentage of calendering is also better. This is due to the calendering treatment on the battery electrodes which increases capacity retention, reduces contact resistance, and also improves cycling performance significantly [14].
The calendering process in lithium-ion battery fabrication is proven to have a significant impact on battery performance. Based on the test results, the calendering process up to 60% thickness reduction is proven to produce the highest capacity, the best cycle life, and better resistance to high currents when compared to the calendering process of 30% and 45%. Compaction of cathode material is proven to be able to increase the effectiveness of ion and electron transfer in li-ion batteries during the charging and discharging process. The calendering process on cathode materials with high nickel content is feared to cause the cathode particles to be destroyed [51]. However, in this study, it is proven that the calendering process on NMC 811 cathode up to a decrease in thickness level of up to 60% still gives the best performance in the battery. Further research still needs to be done to determine the effect of calendering with a decrease in thickness above 60% to determine the maximum ability of NMC 811-based cathodes with additional conductive materials AB and graphene when given high pressure. Further investigation related to changes in electrode characteristics after being given high pressure also still needs to be done for further research.
In order to fulfill the energy needs in the world, lithium-ion batteries that are able to generate the best performance are increasingly needed. The performance of a lithium-ion battery is largely determined by the cathode component in the battery. The cathode fabrication process is proven to greatly affect the performance of the resulting battery. In this study, the cathode that has the highest thickness, which is 300 µm, produces a capacity of 358.16 mAh (180.75 mAh/gr) higher than batteries with cathode thicknesses of 100 µm and 200 µm. However, in the life cycle test, the battery with a thickness of 300 µm experienced a capacity decrease of 8.99% over 50 cycles, much higher than the battery with a thickness of 100 µm which experienced a decrease of 2.54% and a thickness of 200 µm of 4.88%. The rate capability test also shows that the greater the cathode thickness, the greater the decrease in capacity experienced. The thinner the cathode, the less distance between ions so as to facilitate the interaction and intercalation process in the battery so as to produce better electrical conductance and the resulting battery will provide better performance. In the variation of calendering rate, the battery with 60% thickness reduction rate produced the highest capacity of 258 mAh (174.9 mAh/gr), higher than the battery with cathode with 30% and 45% thickness reduction rate. In the life cycle test, the battery with the 60% thickness reduction rate decreased in capacity by 4.18% over 50 cycles, the lowest compared to the battery with the 30% thickness reduction rate and the 45% thickness reduction rate. The rate capability test also showed that the cathode calendatring level of 60% produced the best performance compared to the calendering levels of 30% and 45%. Compaction of cathode material is proven to be able to increase the effectiveness of ion and electron transfer in li-ion batteries during the charging and discharging process. Further research still needs to be done to determine the effect of calendering with a decrease in thickness above 60% to determine the maximum ability of NMC 811-based cathodes with additional conductive materials AB and graphene when given high pressure. Further investigation related to changes in electrode characteristics after being given high pressure also still needs to be done next.
This work is supported by Penelitian Hibah Grup Riset (Penelitian HGR-UNS) A (Grant numbers: 228/UN27.22/PT.01.03/2023.
[1] R. Korthauer, “Lithium-ion batteries: Basics and applications,” Lithium-Ion Batter. Basics Appl., pp. 1– 413, 2018, doi: 10.1007/978-3-662-53071-9.
[2] W. G. Suci, H. K. (Kiwi) Aliwarga, Y. R. Azinuddin, R. B. Setyawati, K. N. R. Stulasti, and A. Purwanto, “Review of various sulfide electrolyte types for solid - state lithium - ion batteries,” Open Eng., vol. 12, pp. 409–423, 2022, doi: https://doi.org/10.1515/eng-2022-0043.
[3] W. G. Suci, “Increasing Electric Bicycle Performance using Lithium Ferro Phospate Batteries with a Battery Management System,” Energy Storage Technol. Appl., vol. 2, no. 1, p. 30, 2022, doi: 10.20961/esta.v2i1.61525.
[4] R. Kumar and S. Chavan, “Numerical and Experimental Investigation of Thermal Behaviour for Fast Charging and Discharging of Various 18650 Lithium Batteries of Electric Vehicles,” Int. J. Heat Technol., vol. 40, no. 6, pp. 1492–1499, 2022, doi: 10.18280/ijht.400618.
[5] G. W. Yoo, T. J. Park, and J. T. Son, “Effect of structural and electrochemical properties of yttrium- doped LiNi 0.90 Co 0.05 Al 0.05 O 2 electrode by co- precipitation for lithium ion-batteries,” J. New Mater. Electrochem. Syst., vol. 18, no. 1, pp. 9–16, 2015, doi: 10.14447/jnmes.v18i1.382.
[6] J. T. Son, “High electrochemical performances of LiFePO4 cathode material prepared from surface modification by carbon coating using sucrose via sol- gel method,” J. New Mater. Electrochem. Syst., vol. 13, no. 4, pp. 301–304, 2010.
[7] A. Gagliano and F. Nocera, “Analysis of the performances of electric energy storage in residential applications,” Int. J. Heat Technol., vol. 35, no. Special Issue 1, pp. S41–S48, 2017, doi: 10.18280/ijht.35Sp0106.
[8] B. Diouf and R. Pode, “Potential of lithium-ion batteries in renewable energy,” Renew. Energy, vol. 76, pp. 375–380, 2015, doi: 10.1016/j.renene.2014.11.058.
[9] J. Jyoti, B. P. Singh, and S. K. Tripathi, “Recent advancements in development of different cathode materials for rechargeable lithium ion batteries,” J. Energy Storage, vol. 43, no. August, p. 103112, 2021, doi: 10.1016/j.est.2021.103112.
[10] A. Kvasha et al., “A comparative study of thermal runaway of commercial lithium ion cells,” Energy, vol. 159, pp. 547–557, 2018, doi: 10.1016/j.energy.2018.06.173.
[11] A. O. Soge, A. A. Willoughby, O. F. Dairo, and O. O. Onatoyinbo, “Journal of New Materials for Electrochemical Systems Cathode Materials for Lithium-ion Batteries : A brief review,” vol. 24, no. 4, pp. 229–246, 2021.
[12] M. Ghorbanzadeh, E. Allahyari, R. Riahifar, and S. M. M. Hadavi, “Influence of Calcination Temperature on the Electrochemical Performance of Li1.2[Ni0.13Co0.13Mn0.54]0.985Zr0.015O2 as Li- rich Cathode Material for Li-ion Batteries,” J. New Mater. Electrochem. Syst., vol. 23, no. 2, pp. 61–65, 2020, doi: https://doi.org/10.14447/jnmes.v23i2.a01.
[13] J. B and M. K. Shobana, “Enhanced cathode materials for advanced lithium-ion batteries using nickel-rich and lithium/manganese-rich LiNixMnyCozO2,” J. Energy Storage, vol. 54, no. February, p. 105353, 2022, doi: 10.1016/j.est.2022.105353.
[14] H. S. E. A. Gustiana, F. R. Agustiana, S. S. Nisa, and E. R. Dyartanti, “Synthesis and Characterization of NMC 811 by Oxalate and Hydroxide Coprecipitation Method,” Evergreen, vol. 9, no. 2, pp. 438–442, 2022, doi: 10.5109/4794169.
[15] L. Giammichele, V. D’Alessandro, M. Falone, and R. Ricci, “Thermal Behaviour of a Cylindrical Li-Ion Battery,” Tec. Ital. J. Eng. Sci., vol. 65, no. 2–4, pp. 218–223, 2021, doi: 10.18280/ti-ijes.652-412.
[16] P. Nelson, I. Bloom, K. Amine, and G. Henriksen, “Design modeling of lithium-ion battery performance,” J. Power Sources, vol. 110, no. 1, pp. 437–444, 2002, doi: 10.1016/s0378-7753(02)00209- 4.
[17] S. Ghosh, P. C. Warrier, and M. Devasahayam, “Use of Carbon Black as a Substitute for Acetylene Black for Pasted Dry Cells,” Bull. Electrochem., vol. 17, no. 11, pp. 499–500, 2001.
[18] H. Zheng, R. Yang, G. Liu, X. Song, and V. S. Battaglia, “Cooperation between active material, polymeric binder and conductive carbon additive in lithium ion battery cathode,” J. Phys. Chem. C, vol. 116, no. 7, pp. 4875–4882, 2012, doi: 10.1021/jp208428w.
[19] W. Guanghui, L. Ruiyi, L. Zaijun, L. Junkang, G. Zhiguo, and W. Guangli, “N-doped graphene/graphite composite as a conductive agent-free anode material for lithium ion batteries with greatly enhanced electrochemical performance,” Electrochim. Acta, vol. 171, pp. 156–164, 2015, doi: 10.1016/j.electacta.2015.05.016.
[20] M. A. Razmjoo Khollari, P. Paknahad, and M. Ghorbanzadeh, “Improvement of the electrochemical performance of a nickel rich LiNi0.5Co0.2Mn0.3O2 cathode material by reduced graphene oxide/SiO2 nanoparticle double-layer coating,” New J. Chem., vol. 43, no. 6, pp. 2766–2775, 2019, doi: 10.1039/c8nj05835k.
[21] R. B. Setyawati et al., “High power and thermal-stable of graphene modified LiNi0.8Mn0.1Co0.1O2 cathode by simple method for fast charging-enable lithium ion battery,” Results Eng., vol. 21, no. December 2023, p. 101651, 2024, doi: 10.1016/j.rineng.2023.101651.
[22] B. Huang et al., “Fabrication and rate performance of spherical LiFePO4 nanoparticles for high-power lithium ion battery,” J. New Mater. Electrochem. Syst., vol. 15, no. 2, pp. 71–74, 2012, doi: 10.14447/jnmes.v15i2.71.
[23] A. Purwanto et al., “Improving cylinder-type LiFePO4 battery performance via control of internal resistance,” Mater. Res. Express, vol. 5, no. 4, p. 45512, 2018, doi: 10.1088/2053-1591/aabddc.
[24] L. A. Román-Ramírez, G. Apachitei, M. Faraji-Niri, M. Lain, W. D. Widanage, and J. Marco, “Understanding the effect of coating-drying operating variables on electrode physical and electrochemical properties of lithium-ion batteries,” J. Power Sources, vol. 516, no. July, 2021, doi: 10.1016/j.jpowsour.2021.230689.
[25] C. Heubner et al., “Understanding thickness and porosity effects on the electrochemical performance of LiNi0.6Co0.2Mn0.2O2-based cathodes for high energy Li-ion batteries,” J. Power Sources, vol. 419, no. February, pp. 119–126, 2019, doi: 10.1016/j.jpowsour.2019.02.060.
[26] W. Bauer, D. Nötzel, V. Wenzel, and H. Nirschl, “Influence of dry mixing and distribution of conductive additives in cathodes for lithium ion batteries,” J. Power Sources, vol. 288, pp. 359–367, 2015, doi: 10.1016/j.jpowsour.2015.04.081.
[27] C. Meyer, M. Weyhe, W. Haselrieder, and A. Kwade, “Heated Calendering of Cathodes for Lithium-Ion Batteries with Varied Carbon Black and Binder Contents,” Energy Technol., vol. 8, no. 2, 2020, doi: 10.1002/ente.201900175.
[28] C. Meyer, H. Bockholt, W. Haselrieder, and A. Kwade, “Characterization of the calendering process for compaction of electrodes for lithium-ion batteries,” J. Mater. Process. Technol., vol. 249, no. May, pp. 172–178, 2017, doi: 10.1016/j.jmatprotec.2017.05.031.
[29] C. Meyer, M. Kosfeld, W. Haselrieder, and A. Kwade, “Process modeling of the electrode calendering of lithium-ion batteries regarding variation of cathode active materials and mass loadings,” J. Energy Storage, vol. 18, no. May, pp. 371–379, 2018, doi: 10.1016/j.est.2018.05.018.
[30] Y. Liu, R. Zhang, J. Wang, and Y. Wang, “Current and future lithium-ion battery manufacturing,” iScience, vol. 24, no. 4, p. 102332, 2021, doi: 10.1016/j.isci.2021.102332.
[31] C. F. Oladimeji, P. L. Moss, and M. H. Weatherspoon, “Analyses of the Calendaring Process for Performance Optimization of Li-Ion Battery Cathode,” vol. 2016, 2016.
[32] C. Sangrós Giménez, B. Finke, C. Schilde, L. Froböse, and A. Kwade, “Numerical simulation of the behavior of lithium-ion battery electrodes during the calendaring process via the discrete element method,” Powder Technol., vol. 349, pp. 1–11, 2019, doi: 10.1016/j.powtec.2019.03.020.
[33] H. Zheng, J. Li, X. Song, G. Liu, and V. S. Battaglia, “A comprehensive understanding of electrode thickness effects on the electrochemical performances of Li-ion battery cathodes,” Electrochim. Acta, vol. 71, pp. 258–265, 2012, doi: 10.1016/j.electacta.2012.03.161.
[34] G. Lenze, F. Röder, H. Bockholt, W. Haselrieder, A. Kwade, and U. Krewer, “Simulation-Supported Analysis of Calendering Impacts on the Performance of Lithium-Ion-Batteries,” J. Electrochem. Soc., vol. 164, no. 6, pp. A1223–A1233, 2017, doi: 10.1149/2.1141706jes.
[35] K. Min and E. Cho, “Intrinsic origin of intra-granular cracking in Ni-rich layered oxide cathode materials,” Phys. Chem. Chem. Phys., vol. 20, no. 14, pp. 9045– 9052, 2018, doi: 10.1039/c7cp06615e.
[36] C. C. Zhou, Z. Su, X. L. Gao, R. Cao, S. C. Yang, and X. H. Liu, “Ultra-high-energy lithium-ion batteries enabled by aligned structured thick electrode design,” Rare Met., vol. 41, no. 1, pp. 14–20, 2022, doi: 10.1007/s12598-021-01785-2.
[37] J.-H. Kuo and C.-C. Li, “Water-based process to the preparation of nickel-rich Li(Ni0.8Co0.1Mn0.1)O2 cathode,” J. Electrochem. Soc., vol. 167, p. 100504, 2020, doi: 10.1149/1945-7111/ab95c5.
[38] B.-S. Lee et al., “Analysis of Rate-Limiting Factors in Thick Electrodes for Electric Vehicle Applications,” J. Electrochem. Soc., vol. 165, no. 3, pp. A525–A533, 2018, doi: 10.1149/2.0571803jes.
[39] C. A. Heck, M.-W. von Horstig, F. Huttner, J. K. Mayer, W. Haselrieder, and A. Kwade, “Review— Knowledge-Based Process Design for High Quality Production of NCM811 Cathodes,” J. Electrochem. Soc., vol. 167, no. 16, p. 160521, 2020, doi: 10.1149/1945-7111/abcd11.
[40] H. Sun, Y. Zhang, W. Li, D. Zhang, Q. Wang, and B. Wang, “Effects of Ag coating on the structural and electrochemical properties of LiNi0.8Co0.1Mn0.1O2 as cathode material for lithium ion batteries,” Electrochim. Acta, vol. 327, p. 135054, 2019, doi: 10.1016/j.electacta.2019.135054.
[41] M. Singh, J. Kaiser, and H. Hahn, “Thick Electrodes for High Energy Lithium Ion Batteries,” J. Electrochem. Soc., vol. 162, no. 7, pp. A1196–A1201, 2015, doi: 10.1149/2.0401507jes.
[42] W. Lu, A. Jansen, D. Dees, P. Nelson, N. R. Veselka, and G. Henriksen, “High-energy electrode investigation for plug-in hybrid electric vehicles,” J. Power Sources, vol. 196, no. 3, pp. 1537–1540, 2011, doi: 10.1016/j.jpowsour.2010.08.117.
[43] M. S. Whittingham, “Lithium batteries and cathode materials,” Chem. Rev., vol. 104, no. 10, pp. 4271– 4301, 2004, doi: 10.1021/cr020731c.
[44] X. Li et al., “Atomic layer deposition of solid-state electrolyte coated cathode materials with superior high-voltage cycling behavior for lithium ion battery application,” Energy Environ. Sci., vol. 7, no. 2, pp. 768–778, 2014, doi: 10.1039/c3ee42704h.
[45] M. Xu, B. Reichman, and X. Wang, “Modeling the effect of electrode thickness on the performance of lithium-ion batteries with experimental validation,” Energy, vol. 186, p. 115864, 2019, doi: 10.1016/j.energy.2019.115864.
[46] M. K. Shobana, “Metal oxide coated cathode materials for Li ion batteries – A review,” J. Alloys Compd., vol. 802, pp. 477–487, 2019, doi: 10.1016/j.jallcom.2019.06.194.
[47] C. S. Kim, K. M. Jeong, K. Kim, and C. W. Yi, “Effects of capacity ratios between anode and cathode on electrochemical properties for lithium polymer batteries,” Electrochim. Acta, vol. 155, pp. 431–436, 2015, doi: 10.1016/j.electacta.2014.12.005.
[48] E. N. Primo, M. Touzin, and A. A. Franco, “Calendering of Li(Ni0.33Mn0.33Co0.33)O2-Based Cathodes: Analyzing the Link Between Process Parameters and Electrode Properties by Advanced Statistics,” Batter. Supercaps, vol. 4, no. 5, pp. 834– 844, 2021, doi: 10.1002/batt.202000324.
[49] A. M. Mitofsky, Direct Energy. LibreTexts, Trine University, 2011.
[50] H. Lv, X. Huang, and Y. Liu, “Analysis on pulse charging–discharging strategies for improving capacity retention rates of lithium-ion batteries,” Ionics (Kiel)., vol. 26, no. 4, pp. 1749–1770, 2020, doi: 10.1007/s11581-019-03404-8.
[51] R. Sim, S. Lee, W. Li, and A. Manthiram, “Influence of Calendering on the Electrochemical Performance of LiNi0.9Mn0.05Al0.05O2Cathodes in Lithium-Ion Cells,” ACS Appl. Mater. Interfaces, vol. 13, no. 36, pp. 42898–42908, 2021, doi: 10.1021/acsami.1c12543.