Recovery and Reuse of Spent LiFePO4 Batteries

Xianzhong Qin | Gai Yang* | Feipeng Cai | Bo Wang | Bo Jiang | Hua Chen | Chunhui Tan
OPEN ACCESS
LiFePO4 has been widely used as cathode materials for lithium-ion battery with the development of electric vehicles and energy storage, which will cause a large quantities of spent batteries. Recycling of spent lithium-ion batteries can not only reduce impact on environment, while also bring some economic benefits. In this paper, parameters of recycling process were studied. The results showed that leaching efficiency of Iron ion was controlled by simultaneous interface chemical and surface diffusion reaction. The discharge specific capacities of resynthesized LiFePO4/C at 0.1C, 1C, 2C, 5C and 10C were 151.4, 141, 139.8, 132.4 and 115.6 mAh/g, respectively.
spent batteries; lithium iron phosphate; recycling
Lithium-ion batteries (LIBs) have been widely used in portable elec- tronic devices, such as mobile phones, laptops and other small-sized electrical equipment, and are increasingly demand for large-scale ap- plications [1-2]. Olivine type lithium iron phosphate (LiFePO4, LFP) is one of excellent cathode materials for application in large electric ve- hicles or energy storage facilities with its outstanding safety, good cycling performance, non-toxicity and structural stability [3]. The increasing consumption of LIBs in electronic equipment and electric vehicles, leading to boost growth of spent LiFePO4 batteries [4-5]. Although spent LIBs are typical hazardous solid wastes, rich metal resources in spend batteries can also be reused rationally [6-8].
In general, recycling of spent LIBs mainly focus on cathode materi- al. At present, there are many kinds of recycling methods, which are broadly divided into the following processes: disassemble batteries, separate cathode material and current collector, recovery and reuse of valuable metals, etc. [9-10]. Leaching and extraction are essential to recover metal ions effectively from cathode material, which is consid- ered as the most important fraction of LIBs. Separation and purifica- tion process mainly include chemical precipitation method, solvent extraction method and electrochemical method. Chemical precipitation method need to add specific precipitant to leachate and control the pH of solution to precipitate metal ions for obtaining metal compound product [11]. However, it is inevitable that some ions will co- precipitate during the precipitation process, resulting in impurities of the finally obtained precipitated product. Furthermore most research focus on recovery process parameters, rarely on the reuse of recovered product and analysis on corresponding mechanism.
In this paper, we demonstrate an efficient recycling process by re- covering iron and phosphorus selectively and regenerating FePO4 and LiFePO4 successfully. The parameters of separating cathode material from aluminum foil, leaching process, leaching kinetics and properties of regenerated FePO4 and LiFePO4 were studied.
2.1. Materials and reagents
Spent LiFePO4 batteries were collected by our lab. First, batteries were discharged by immersing in 5wt% sodium chloride solution to avoid self-ignition and short-circuiting. Then dismantled the batteries and separated into cathode scraps, anodes scraps, plastic separators and metal cases. All reagents were analytical grade and all solutions were prepared with deionized water.
2.2. Experimental
The cathode scraps were cut into small pieces and dissolved in alka- line solution with ultrasound-assisted dissolution to separate the cath- ode material from aluminum foil. The leaching efficiencies of alumi- num foil under factors including reaction temperature, concentration of alkaline, reaction time, solid-to-liquid ratio (S/L, cathode scraps to alkaline solution, g/L) were studied. The cathode material was collect- ed by filtration and it was subsequently calcined in air at 600 °C for 1h to burn off organics and conductive agent. Harmful gases were man- aged by an exhaust gas-recovery unit during the calcination process. The leaching experiments were performed in a 500 mL three-necked round bottom flask, which was installed with a reflux condenser. A heating bath with magnetic stirrer was used to ensure optimized kinet- ics condition and temperature control. During the experiments, a cer- tain amount of filter residue was added into a 250 mL mixed solution including sulfuric acid (H2SO4) as a leaching solution and hydrogen peroxide (H2O2) as a reductant. The leaching efficiencies of Fe and P under factors including temperature, concentration, reaction time, sol- id-to-liquid ratio (S/L, filter residue to mixed solution, g/L), the vol- ume ratio of leachate to reductant agent (H2SO4/H2O2 (v/v), L/L) were considered.
After leaching, the leachate which contained Fe3+ and P5+ was ana- lyzed and adjusted to molar ratio of 1:1. Then NH3·H2O was added to the leachate to adjust pH value and regenerated FePO4 precursor was obtained, which was filtered, washed, dried, and calcined. Finally FePO4 precursor was mixed with Li2CO3 and carbon sources to resyn- thesize LiFePO4/C cathode material.
2.3. Characterization
Crystal structures of resynthesized FePO4 and LiFePO4/C were ex- amined by X-ray diffract meter (XRD) with Cu Kα radiation. The con- centration of Al3+, Fe3+ and P5+ in leaching solution were measured by inductively coupled plasma (ICP). Morphology of resynthesized FePO4 and LiFePO4/C was observed by scanning electron micrometer (SEM). Electrochemical performance of resynthesized LiFePO4/C was meas- ured by constant current charge and discharge testing (CT2001A) at cut off voltage 2.5-4.2V at 0.1C, 1C, 2C, 5C, 10C respectively.
3.1. The leaching parameters
Cathode scraps were cut into small pieces and dissolved in alkaline solution with ultrasound-assisted dissolution to separate cathode mate- rial from aluminum foil. During separating procedure, leaching effi- ciency of aluminum foil under the factors e.g. temperature, concentra- tion of alkaline, reaction time and solid-to-liquid ratio (S/L, cathode scraps to alkaline solution, g/L) are studied.
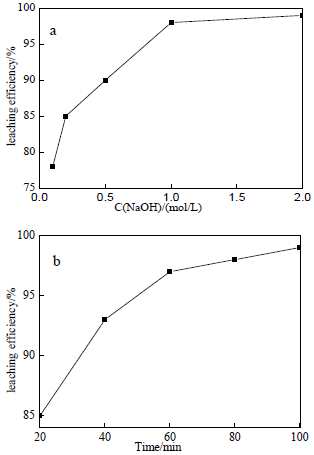
The effect of concentration of alkaline on leaching of aluminum was tested at 60 °C for 60 min and S/L was 20g/L. As shown in Fig.1 (a), the leaching efficiency increased from 78wt% to 98.5wt%, with con- centration increased from 0.1 to 1.0 mol/L, which implied higher con- centration of alkaline may help destroy the structure of aluminum foil. However, the leaching efficiency did not increase significantly with the concentration of alkaline increased beyond 1.0 mol/L. Therefore, con- centration of 1.0 mol/L was employed in the subsequent leaching ex- periments. As shown in Fig. 1(b), the effect of reaction time on leach- ing of aluminum was tested at 1mol/L(concentration of alkaline) for 60 min and S/L was 20g/L. About 85wt% of aluminum was leached within 60 min, and the leaching efficiency reached 98wt% after 80 min, indi- cated that leaching equilibrium was reached within 80 min. Therefore, in the subsequent experiments, the leaching time was set to be 80 min. The effect of temperature on leaching of aluminum was tested at 1mol/L (concentration of alkaline) for 80 min and S/L was 20g/L. As shown in Fig. 1(c), the leaching efficiency increased from 86.3wt% to 99wt% when the temperature increased from 30 °C to 60 °C. This can be attributed to the fact that higher temperature could accelerate mass transfer. In addition, the leaching efficiency increased slowly when temperature was beyond 60 °C. Hence, in this study, reaction tempera- ture of 60 °C was determined. As shown in Fig.1 (d), the effect of S/L on leaching of aluminum was tested at 1mol/L (concentration of alka- line) and 60 °C. The leaching efficiency decreased from 98wt% to 71wt% with the S/L increased from 10 g/L to 50 g/L and it decreased rapidly when S/L was 30g/L. It could be attributed to the fact that in- sufficient reaction. Therefore, 30 g/L of S/L was employed in the leaching experiments.
In summary, aluminum foil could be completely separated under the optimized condition: concentration of alkaline was 1mol/L, temperature was 60°C, reaction time was 80min and S/L was 30g/L.
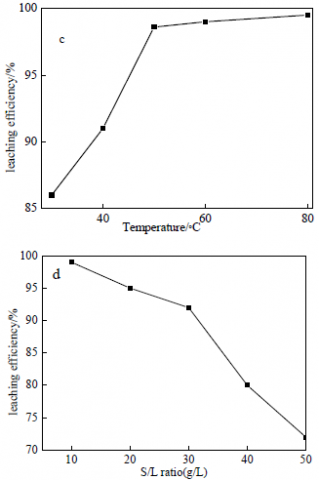
After the aluminum foil was completely dissolved, the cathode mate- rial was collected by filtration, washed several times with deionized water and dried it was subsequently calcined in air at 600 °C for 1 h to burn off organics and conductive agent. The filtrated residue was added into mixed solution including H2SO4/H2O2 as a leaching solution. After reacting for a preset period, the mixture (leachate and reaction residue) was filtered immediately. During leaching experiments, the effects of a range of factors including temperature, concentration of acid, solid-to- liquid ratio (S/L, filtrated residue to mixed solution, g/L) and the vol- ume ratio of leachate to reductant agent (H2SO4/H2O2 (v/v), L/L) were considered. The leaching efficiency of Fe3+, P5+ and molar ratio of Fe/P under each reaction condition were shown in Fig.2.
Figure 1. The leaching efficiency of aluminum at diffident reaction conditions; a: concentration of alkaline/(mol/L), b: time/min, c: tem- perature/°C, d: S/L (g/L)
Figure 2. The leaching efficiency of Fe, P and molar ratio at diffident parameters; a:concentration /(mol/L), b: temperature/°C, c: time/min, d:S/L (g/L)e: H2SO4/H2O2 (v/v,L/L)
The effect of concentration of mixed solution on the leaching of Fe and P and molar ratio of Fe/P was tested at 50 °C for 60 min, S/L was 10g/L and H2SO4/H2O2 (v/v) was 3. As shown in Fig.2 (a), the leaching efficiencies increased with increasing concentration, which implied that reaction between protons and lithium ions is promoted in higher con- centration. Fe/P was approximate to 0.96 when concentration reached 2.0mol/L, indicating that most of Fe and P have been released from the spent LiFePO4. Therefore, concentration of 2.0mol/L was employed in the subsequent leaching experiments. The effect of temperature on the leaching of Fe and P and Fe/P was tested at 2.0 mol/L for 60 min, S/L was 10 g/L and H2SO4/H2O2 (v/v) was 3. As shown in Fig. 2(b), the leaching efficiencies of Fe and P were 91wt% and 86wt% at 60°C, with temperature increased did not cause a significant change in leaching efficiencies. Since leaching processes of metal ions are of endothermic in nature, high reaction temperature create favorable thermodynamic condition during leaching. In this study, a temperature of 60 °C was used. Reaction time are also important factor influencing the leaching efficiencies of metal ions. The experiments were carried out at acid concentration of 2.0mol/L, reaction temperature was 60 °C, S/L was 10 g/L and H2SO4/H2O2 (v/v) was 3. As shown in Fig.2(c), the leaching efficiencies increased with increasing reaction time and Fe/P was ap- proximate 0.98 when reacted for 80 min, indicated that leaching equi- librium was reached within 80 min. Therefore, in the subsequent exper- iments, leaching time was set to be 80 min. To examine the effect of S/L on the leaching efficiency, as given in Fig.2(d), experiments were carried out at acid conversation of 2.0 mol/L, the temperature was 60°C for 80min, and H2SO4/H2O2 (v/v) was 3. It can be found that S/L has an unfavorable effect on the extraction rate of Fe and P from the spent LiFePO4. The leaching efficiencies of Fe and P were decreased with increasing of S/L, when S/L is less than 30 g/L, the leaching efficiency was achieved about 90wt% for Fe and 85wt% for P. In general, a small amount of S/L could be beneficial for the increasing of leaching effi- ciency. S/L of 30 g/L was employed in the leaching experiments. The effect of the H2SO4/H2O2 volume ratio on dissolution of Fe and P were carried out at acid conservation of 2.0 mol/L for 80 min, the tempera- ture was 60 °C, and the solid-liquid ratio was 30 g/L. As shown in Fig.2 (e), the leaching efficiencies of Fe and P with increasing H2SO4/H2O2 volume ratio more than 90wt% of Fe and P could be recovered when the H2SO4/H2O2 volume ratio was 4. Therefore, the H2SO4/H2O2 vol- ume ratio of 4 was employed in the leaching experiments.
Figure 3. The kinetic analysis of iron ion
In summary, filtered residue was then dissolved in the following solution: concentration of acid was 2 mol/L, reaction temperature was 60 °C and reaction time was 80 min, S/L was 30 g/L ,and volume ratio (H2SO4 /H2O2, v/v) was 4.
3.2. Apparent kinetics of leaching
To determine the most probable mechanisms involved in the leach- ing of spent LiFePO4 using the electrochemical cathode reduction method [12,13], kinetics analysis was carried out at various tempera- tures and leaching durations under concentration of acid was 2 mol/L, volume ratio H2SO4/H2O was 4, S/L was 30 g/L .
Based on the characteristics of the leaching process, the leaching of single particle of spent LiFePO4 involves the following steps [14, 15]: (1) diffusion of reactive ions within the liquid film, (2) diffusion of reactive ions through the product layer of the particle up to the surface of the inner core, (3) chemical reaction at the surface of the inner core. According to previous studies, the surface chemical reaction model (Eq. (1)) and the diffusion control model (Eq. (2)) can be applied to analysis the control mechanism of the leaching process. The two mod- els are presented as follows:
$1-(1-x)^{\frac{1}{3}}=k_{1} t$ (1)
$1-\frac{2}{3} x-(1-x)^{\frac{2}{3}}=k_{2} t$ (2)
Where x is the fraction of the leaching efficiency, k1 and k2 are the rate constants of the control model, and t (min) is the leaching time.
As shown in Fig. 3(a), the leaching of the spent LiFePO4 can be di-vided into two stages: the first stage was for 30-90 min, and the second stage was for 90 -150 min. We fitted the leaching data of the two stages based on the above models. It was clear that Eq. (1) (surface chemical reaction control) and Eq. (2) (diffusion control) exhibit the best fitting relevance for the first stage (Fig. 3(b)) and second stage (Fig. 3(c)), respectively. This indicates that the leaching of Fe is controlled by a surface chemical reaction within a leaching time of 90 min. Thereafter, the leaching process may be controlled by the diffusion of reactive ions. To explain clearly the control mechanism, the apparent activation energy was calculated using the empirical Arrhenius law (Eq. (3)):
$k=A e^{-\frac{E a}{R T}}$ (3)
Where k is the rate constants, R is the gas constant (8.314 J/K·mol ), A is the preexponential factor, and Ea is the apparent activation energy.
By plotting lnk vs. 1000/T in Fig. 3(d) and Table 1, the apparent activation energy of the two stages can be obtained as 74.72 kJ/mol and 11.65 kJ/mol, respectively. This implies that the leaching of Fe at the second stage was controlled by a combination of the surface chemical reaction and diffusion [16, 17].
Table 1. The kinetic fitting parameters of iron ion
|
T |
1st stage |
|
2st stage |
|
|
k1 |
R2 |
k2 |
R2 |
|
|
303K |
0.00124 |
0.9857 |
0.000833 |
0.9852 |
|
323K |
0.00149 |
0.9985 |
0.00111 |
0.9867 |
|
343K |
0.00143 |
0.9826 |
0.00113 |
0.9818 |
|
lnk |
-0.3712 |
0.9914 |
-0.7946 |
0.9818 |
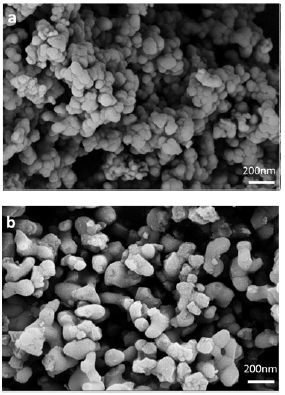
Figure 4. The SEM images of resynthesized FePO4 and LiFePO4/C
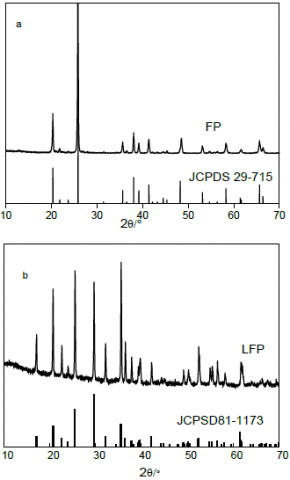
Figure 5. The XRD patterns of resynthesized FePO4 and LiFePO4/C
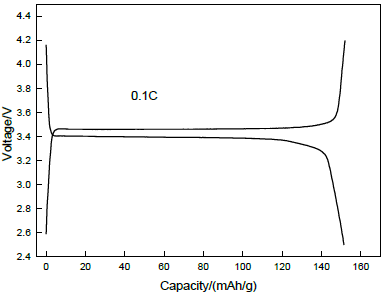
Figure 6. Initial charge and discharge curves of resynthesized LiFePO4/C at 0.1C rate
3.3. The analysis of regenerated $F e P O_{4}$ and $L i F e P O_{4}$
(1) SEM
The morphology of resynthesized FePO4 and LiFePO4/C are shown in Fig. 4. The particles of resynthesized FePO4 are spherically distribut- ed, the surface of the particles is relatively smooth, the particle size distribution is about 50-100 nm. The particles of resynthesized LiFePO4/C are well-dispersed and ranged from 100 to 200nm, which was caused by the high temperature reaction.
(2) XRD
The XRD patterns of resynthesized FePO4 and LiFePO4/C cathode material are shown in Fig.6. All diffraction peaks of resynthesized FePO4 can be indexed to pure FePO4 with an orthorhombic olivine-type structure (JCPDS card no.29-715). Resynthesized LiFePO4/C cathode material could be indexed to pure LiFePO4 with an orthorhombic oli- vine-type structure (JCPDS card no. 81-1173). The strong diffraction peaks in the pattern suggest a perfect crystallinity of the synthesized materials with no impurities.
(3) The electrochemical performance
Fig.6 shows the initial charge-discharge profiles of resynthesized LiFePO4/C at 0.1C at cut off voltage 2.5-4.2V (vs. Li/Li+).The initial discharge capacity of the prepared LiFePO4/C is 151.4 mAh/g, the initial charge specific capacity is 152 mAh/g, and the charge and dis- charge efficiency is 99.6%.
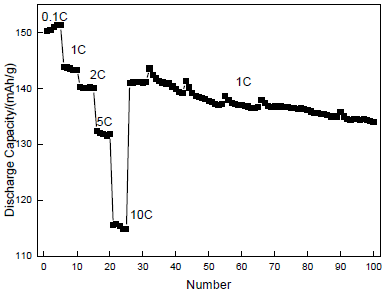
Figure 7. Cycling performance of resynthesized LiFePO4/C at different rates
The resynthesized LiFePO4/C material showed excellent high-rate capability and good cycle performance, which is displayed in fig.7. The discharge specific capacities of this prepared LiFePO4/C can stabilize at 151.4, 141, 139.8, 132.4 and 115.6 mAh/g at high rates of 0.1C, 1C, 2C, 5C and 10C, respectively. The discharge capacity can still retain 134 mAh/g after 100 cycles at 1C and the capacity retention is 95%.The results indicated that resynthesized LiFePO4/C cathode mate- rial has low polarization and good electrical conductivity.
With comprehensive investigation and evaluation of the recovery process of LiFePO4 from spent LiFePO4 batteries, conclusion can be drawn as follows:
This work is supported by Natural Science Foundation of Shandong Province (Grant ZR2016BQ44) and Key research and development plan of Shandong Province (Grant 2017CXGC0502) and Natural Sci- ence Foundation of handong Province (Grant ZR2016BQ44), Key re- search and development plan of Shandong Province(Grant 2017CXGC0502) and International Science and Technology Coopera- tion Project by Shandong Academy of Sciences (2019GHPY17).
[1] X L Zeng, J H Li, H N Sing. Environmental Science and Teology, 44, 1129 (2014).
[2] C Alexandre, P Beata. Journal of Chemical Technology and Bio- technology, 288, 1191 (2013).
[3] J Ordoñeza, E J Gagoa, A Girard. Renewable and Sustainable Ener- gy Reviews, 60, 195(2016).
[4] H Y Wang, K Huang , Y Zhang, et al. American Chemical Sustain- able Chemistry & Engineering, 5, 11489 (2017).
[5] L Li, E S Fan, Y B Guan, et al. American Chemical Sustainable Chemistry & Engineering, 5, 5224(2017).
[6] J C Wei, S C Zhao, X Liang, et al. Conservation and Recycling, 12,135(2018).
[7] L Chen, X C Tang, Y Zhang, et al. Hydrometallurgy, 8,80( 2011).
[8] K Horiuchi, M Matsuoka, C Tokoro, et al. Kagaku Kogaku Ron- bunshu, 43,213(2017).
[9] S J Harris, D J Harris, C Li. Journal of Power Sources, 34,589(2017).
[10] J Yang, H Chen, W Hao, et al. International Journal of Energy Research, 41,336 (2017).
[11] X H Zheng, W F Gao, X H Zhang, et al. Waste Management, 60,680 (2017).
[12] Q Meng, Y J Zhang, P Dong. Journal of Cleaner Production, 180,64(2018).
[13] W F Gao, X H Zhang, X H Zheng, et al. Environmental Science & Technology, 51,1662 (2017).
[14] J Li, L E Downier, L Ma, et al. Journal of the Electrochemical Society, 162, A1401 (2015).
[15] M Qi, Y J Zhang, P Dong. Journal of Cleaner Production, 1, 64(2018).
[16] A. Kulka, A. Braun, T.-W. Huang, et al. Solid State Ionics, 270, 33 (2015).
[17] F Habashi. Principles of Extractive Metallurgy.8,11 (1969).