Manikandan Sundaraj* | Vijayakumar Subramani
OPEN ACCESS
Electroless Nickel plating and thermal spray coating with nano-additives(ZnO) coating on Magnesium AZ91D alloy has been done to improve its corrosion resistance and to identify the feasibility of using Magnesium alloy in engine applications. The samples were coated EN with ZnO, since due to its excellent resistance to corrosion and the coated samples were evaluated by SEM, Neutral Salt spray test and Atmospheric exposure test. The results show that, the corrosion resistance is improved in the coated samples as compared to the conventional ones. However, for engine applications, intense research needs to be done to ensure magnesium withstands the temperature generated in the operation of an engine and do not melt.
magnesium AZ91D, electroless nickel coating, neutral salt spray test, corrosion, engines.
Magnesium and its alloys, with one quarter of the density of steel and only two-thirds that of aluminium and a strength to weight ratio that far exceeds either of these, fulfill the role admira-bly as an ‘ultra-light weight alloy[1-2]. Hence, these alloys have obviously become the choice for weight reduction in portable mi-croelectronics, telecommunications, aerospace and automobile applications etc [5-6]. The magnesium–aluminium system has been the basis of the most widely used magnesium alloys since these materials were introduced in Germany during the First World War. Most of these alloys contain 8–9% aluminium with small amounts of zinc[1-2]. A serious limitation for the potential use of several magnesium alloys and AZ91D in particular, is their susceptibility to corrosion. Magnesium alloys, especially those with high purity, have good resistance to atmospheric corrosion [3]. However, the addition of alloying elements modifies the cor-rosion behaviour in such a way that it can be beneficial or deleteri-ous. The standard electrochemical potential of magnesium is 2.4 V vs. NHE, even though in aqueous solutions magnesium shows a potential of 1.5 V due to the formation of Mg(OH) film [4].Consequently, magnesium dissolves rapidly in aqueous solu-tions by evolving hydrogen below pH 11.0, the equilibrium pH value for Mg(OH)2 [4]. Although the addition of several alloying elements such as aluminium, zinc and rare earths have been report-ed [5-12] to improve the corrosion resistance, technologically that does not satisfy the requirement for several applications. Hence, the application of a surface engineering technique is the most ap-propriate method to further enhance the corrosion resistance. Among the various surface engineering techniques that are availa-ble for this purpose, coating by electroless nickel is of special in-terest especially in the electronic industry, due to its conductivity and several other engineering properties. Electroless nickel is well known for its corrosion resistance and hardness [13-19]. However, the nickel-Mg system is a classical example of cathodic coating on an anodic substrate. Hence, the porosity in the coating might influ-ence the corrosion behaviour and service lifetime of the electroless nickel-plated magnesium. The protective ability of electroless nickel on many engineering materials is limited by the porosity in the coating [10-12]. Being a highly active metal, electroless plat-ing of magnesium alloy needs special bath formulations and pre-cleaning treatments. Hence, the direct plating of magnesium is still a challenge for the researchers. The process becomes more compli-cated on AZ91D alloy due to the microstructural heterogeneity owing to the unequal distribution of aluminium within the three constituent phases namely primary (a), eutectic (b) and eutectoid phases [7]. Therefore, the substrate material is electrochemically heterogeneous and each constituent behaves differently to the plat-ing bath. The available information on electroless nickel-plating of magnesium alloys is very limited. This paper reports the work carried out on electroless nickel-coating and thermal spraying of AZ91D magnesium alloy, more specifically, corrosion resistance and its feasibility in engine applications.
2.1 Sample Preparation
Sand cast Magnesium AZ91D alloys were purchased from Ex-clusive Magnesium Hyderabad. This was then cut into small sam-ples of size (50x50x7mm) using EDM wire cut technology. Few samples were also made from hacksaw cut, finished by milling and using 1000 grade Silicon carbide emery paper. The result of the sample composition test is shown in the figure 1. The quantitative results of sample composition test is shown in table 1.The SEM images of the sample and also the composition of magnesium in the sample is shown in the figure 2.The dimensions of the speci-mens after surface finishing were approximately (50x50x5mm).
Figure 1. Graph of sample composition
Figure 2. SEM images of sample and composition of magnesium present in sample
Table 1. Quantitative results of sample composition test
|
Element Line |
Net Counts |
Net Counts Error |
Weight % |
Atom % |
Formula |
|
C K |
242 |
+/- 23 |
33.45 |
49.07 |
C |
|
O K |
355 |
+/- 38 |
8.12 |
8.94 |
O |
|
Mg K |
19532 |
+/- 174 |
53.44 |
38.74 |
Mg |
|
Al K |
942 |
+/- 70 |
4.99 |
3.26 |
Al |
|
Total |
|
|
100.00 |
100.00 |
|
2.2 Electroless Plating
The surface of the substrate material was wet-ground (using water) on 1000 grade SiC paper and washed on a diamond wheel using 6-mm diamond paste. The polished specimens were thoroughly washed with water before passing through the pre-cleaning schedule as shown in Table 2. The initial weight and dimensions of the specimens were measured prior to pre-cleaning steps. Immediately after the fluoride activation (last step in the pre-cleaning process), the specimen was quickly transferred to the coating bath (500ml) in a glass container placed in a constant temperature water bath to maintain the required temperature.
A fresh bath was used for each experiment to avoid any change in concentration of bath species. The bath composition and other parameters used in the present work are given in Table 3. The specimens were coated for the required length of time, removed from the bath, washed with water and acetone and air-dried. Final weight of the specimen was determined and the coating rate in mm/yH was calculated from the weight gain. In this work, the initial weight of the specimen was measured prior to pre-cleaning steps. This is to avoid any surface oxidation due to time delay in transferring the substrate to the plating bath after fluoride activation step. However, to estimate the error in the weight gain calculation as a result of dissolution of substrate material during the pre-cleaning steps, a control experiment was carried out to measure the weight loss during the pre-cleaning process. The loss in weight during the precleaning process was found to be insignificant, although the weight gain values reported were corrected for this weight loss. Duplicate experiments were conducted in each case, and the coating rate reported is the average of two experiments. The coated specimens were characterised to evaluate the coating performance. Coating morphology was analyzed using scanning electron microscope and the uniformity in coating was tested. The specimens were stored in a dust free environment and ensured that it is not in contact with atmosphere before evaluating the coating.
Table 2. Methodology
Table 3. Optimised bath composiion and coating parameters
|
S.no |
Bath constituents and parameters |
Quantity |
|
1 |
Nickel Sulphate Hexahydrate |
15g/l |
|
2 |
Sodium Hyphosphite |
14g/l |
|
3 |
Sodium Acetate |
13g/l |
|
4 |
Hydrofluoric Acid (40% v/v) |
12ml/l |
|
5 |
Ammonium Bifluoride |
8g/l |
|
6 |
Thiourea |
1mg/l |
|
7 |
Zinc Oxide |
50-100g/l |
Figure 3. Electroless Plating Setup
Figure 4. Magnesium AZ91D sample after thermal spraying
Figure 5. Results of Neutral Salt Spray Test
3.1 Results of Thermal Spray coating
Magnesium AZ91D alloy is coated with zinc using thermal spray coating. The sample was subjected to a rub test performed on a rough grade industrial sand paper for 10 minutes and is shown in the figure 4 . The results showed that zinc deposits were formed with good adhesion strength to the sample, and showed excellent cosmetic appearance.
3.2 Results of Neutral Salt Spray test:
Neutral Salt Spray Test is one of the aggressive and effective ways of testing the corrosion rate of any material. In this experiment, all the samples were kept in the chamber for 216 hours. From the results it is concluded that corrosion resistance is improved with coating and also it is seen that corrosion rate increases after 50 micron level thickness. Hence the optimum thickness of thermal spray coating is between 41 to 59 microns. The bar chart below figure 5 shows the results of neutral salt spray test after a 216 hour exposure. The figure 6 and 7 shows the SEM images of the thermal spray coated specimen before and after subjected to neutral salt spray test.
Figure 9. SEM images of coated specimen before atmospheric exposure test
Figure 10. SEM images of coated specimen after atmospheric exposure test
Figure 11. Results of Electroless Coating
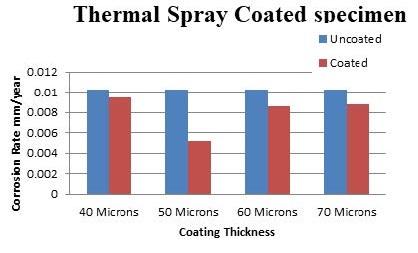
3.3 Results of Atmospheric Exposure test
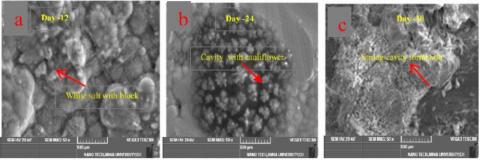
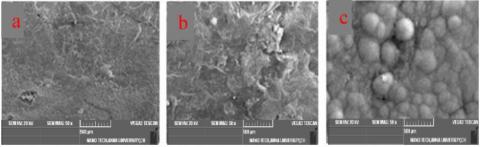
Results of Atmospheric Exposure test of thermal spray coated specimen has been compared with the uncoated specimen and is shown in the bar chart below figure 8. From the results, it is evident that corrosion resistance of the coated specimen is higher than the conventional one. Also, the corrosion resistance increases with increase in coating thickness. The figure 9 and 10 shows the SEM images of the thermal spray coated specimen before and after subjected to atmospheric exposure test.
3.4. Results of Electroless Plating
Results of Atmospheric Exposure and Neutral Salt Spray Tests of electroless coated specimen have been compared with the uncoated specimen and are shown in the bar chart below figure 11. Since the coating thickness achievable by electroless coating to maximum was only up to 8 microns, there was not much of a difference between the rates of corrosion of coated and uncoated specimen. However, the minor differences still indicate that corrosion resistance is better in coated specimens than that of uncoated specimens specimens. The figure 12 and 13 shows the SEM images of the electroless coated specimen before and after subjected to atmospheric exposure test.
Figure 12. SEM images of electroless coated specimen before atmospheric exposure test
Figure 13. SEM images of electroless coated specimen after atmospheric exposure test
In this project corrosion behavior of Magnesium AZ91D alloy with and without coatings were studied experimentally. Various corrosion tests namely atmospheric exposure test, neutral salt spray test were carried out on the components. From the test, we conclude that the salt spray test is more vigorous followed by atmospheric exposure test. In order to increase the corrosion resistance of the different material protective coatings like Thermal spray coating and electroless coating were applied on the specimen and specimen and test result showed that thermal spray coated components have more life time. In order to improve the performance of the automobile parts in marine Environment, the power coating is suggested with the above said parameters. Electroless Nickel coatings have uniform deposition as compared with thermal spray coating. Porosity is less in electroless nickel plating. In the case of zinc or chromium plating, it corrodes very much. With the longer lives and greater reliability are now required for body builder’s materials, however, more and more modern methods for the coating are being developed. Some existing applications are pad holders for LPG, compression storage tank, chemical industries equipments. Pretreatments have great effects on the corrosion properties of EN layers. The experimental results showed that the new pre-treating technique increased the corrosion resistance of the layer while it did not decrease the deposition rate. Pre-treatments also influenced the deposition mechanism. The throwing power is perfect; deposits are laid down on any surface to which the solution has free access, with no excessive buildup on projections or edges. Deposits are often less porous than electrodeposits. Powder supplies, electric contacts, bus bars, and electrical measuring instruments are not required. Corrosion mechanism, their types and the devastating effects they bring out in bodybuilders industry are studied. An indepth study of various coatings and experimental tests gave us better understanding regarding the existing problem of corrosion of builder materials. Neutral salt spray, which is a standardized test, is more reliable and gives error-free values regarding the corrosion resistance exhibited by the coated components. The bare specimen is subjected to atmospheric exposure test and the change in weight is noted down first day of every week. It gives excellent corrosion resistance and wear resistance to EN materials which is used in the automobiles or body builders.
[1] Xuan Tuan Lee, Gul Zeb, Pascale Jegeou, Thomas, Electro-chemica Acta, 71, 66 (2012).
[2] Li, Wang, Xu, Zhang, Surface Coatings and Technology 206, 2430 (2012).
[3] Ortega, Carmona, Suarez, Olaya, Wear, 291, 149 (2012).
[4] He, Fang, Jin, Wear, 311, 14 (2014).
[5] Tingting Yin, Ruizhi Wu, Zhe Lung, Guanjun Du, Xuying, Milin, Surface Coatings and Technology, 225, 119 (2013).
[6] Zhong Hou, Zhi-Yong, Sha-Sha, Transactions of NonFerrous metals society of china, 18, 819 (2008).
[7] RajanAmbat, NaingNaing Aung, Zhou W, Corrosion Science, 42, 1433 (2000).
[8] RajanAmbat, Zhou W, Surface Coatings and Technology, 179, 124 (2004).
[9] Correa, Zuleta, Sepulveda, Surface Coatings and Technology, 206, 3088 (2012).
[10] Hongwei Huo, Ying Li, Fuhui Wang, Corrosion Science, 46, 1466 (2004).
[11] KatjaFritzsch, AnjaBuchwalder, Rolf Zenker, Anne Jung, In-fluence of electron beam liquid surface treatments on the corro-sion resistance of AZ91D using different additive deposition techniques, Corrosion Science, (2014).
[12] In Kwnon Hong, Hyungjin Kim, Seung Bum Lee; Optimiza-tion of barrel plating process for electroless Ni-P plating, Jour-nal of Industrial Engineering Chemistry, (2014).
[13] Correa, Zuelta, Guerra, Wear, 305, 115 (2013).
[14] ZhongHou, Chen Zhi Yong, Liu ShaSha; Transactions of Non Ferrous metals society in China 18, 819 (2008).
[15] Ranganathan Dhinakaran, Rasu Elansezhian, Arunachalam Arumugam Lalitha, Hindawi, 315965 (2013).
[16] R Elansezhian, B. Ramamoorthy, Kesavan Nair, Surface coat-ings and technology, 203, 709 (2008).
[17] El-TaibHeakal, Fekry, Abd El-Barr Jibril, Corrosion Science 53, 1174 (2011).
[18] Li, Lian, Niu, Jiang, Q Jiang, Surface Coatings and technology, 201, 1814 (2006).
[19] Parameswaran P, Godwin Antony A, Dinesh S, Radhakrishnan K, Materials Today: Proceedings 5, 8089 (2018).