S. Dinesh* | P. Parameswaran | V. Vijayan | S. Thanikaikarasan | K. Rajaguru
OPEN ACCESS
Presented modified aluminum alloy was investigated for its usage in automobile structural/frames application. In order to divulge high strength to the AA 2XXX aluminium alloy, the alloy composition is rehabilitated marginally by amassed the Mg and some trimmings of Si and Ti. Pure aluminium billets was used for casting. Mg and other metal powders was ball milled for at least 12 hours for amorphous structure which are then added during the stir casting process. The present alloy is prepared and its mechanical properties and microstructures have been analyzed. The properties of the current alloy compositions are in the satisfactory range compared to the other commercially available aluminium alloy materials. The superior strength of the alloy is due to the Ti and Si additions along with the grain refinements. From scanning electron microscopic, observations of the microstructure revealed the black eutectic structure formed by inter-metallics formed during the processes. The irregular shape is due to the detrimental phase Al7Cu2Fe formed during the unbalanced heat distribution during the process. The incompletely liquefied phases AlCu formed during solidification of the as-cast alloy. The formation and evaluation of microstructure are discussed in the present study. Also the tensile strength of the material is widely analyzed for its utili-zation in structural applications.
Aluminium alloy, stir casting, microstructure, scanning electron microscope, intermetallics, structural applications
In automobiles, the usage of light weight and good structural rigidity in mandatory. The material must reduce total weight of the automobiles. Aluminium is commercially available especially in aircrafts due to its low density, light weight, good castablity and weldability [24-25]. For producing light weight aluminium we need large plates with low thickness which have good fatigue and fracture characteristics. 2XXX and 7XXX are chose best for the commercial applications in automotive and aircraft industries due to their superior mechanical properties such as low density to weight ratio, stiffness, high specific strength, damage tolerance, etc. For these reasons they are used especially in the structural materials [1-4]. 7XXX (Al–Zn–Mg) alloy has good mechanical properties compared to other forms of aluminum alloys [5-7]. USA space shuttle external tank was built by using 2219 due to its super lightweight thus enables 5% pay load reduction [8-9]. On processing of aluminium alloy such as 2195, Al7Cu2Fe phase forms detrimental phases due to evolution of heat. Different phases formed influence the microstructure on commercial production [10]. In Al-7Si alloys lithium is added and the studies resulted in coarse intermetallic phase was observed in lithium content more than 0.2%. Addition of 0.1% lithium to the alloy resulted in good tensile properties [11]. For finer grain refinement Si was added upto 5% in the aluminium alloy [12]. Aluminium alloy with addition of iron and silicon content decreases the tensile property of the material [13]. Further the heat treated aluminium alloy shows good tensile, and finer microstructure due to lithium additions in A380 [14]. In Al alloys addition of Si, Cu, Mg shows good tensile and grain refinements properties. In addition with this Mn is add-ed to the Al alloy by 0.3% which increases ductility and also frac-ture toughness [15]. Aluminium alloy’s added advantage is its less maintenance, heat treated and can be loaded to different stress concentrations. The new generation alloys of aluminium has more strength than the composite materials. The new alloy systems has lithium content and which has more mechanical properties along with high performance in joints [17]. The selection of material is done by choosing materials which give strength to the alloy [21,22,23]. With the view to obtain new microstructure to improve the needed strength the new material was checked.
The newly developed alloys were prepared using aluminium billets. Other elements with the purity of 99.9% - lithium, alumi-num, zinc, copper, magnesium, titanium, iron, silicon, and manga-nese imported from “Alfa Aesar Private Limited”, London with less than 45 microns are added. Melting was accompanied in a stainless steel crucible under atmosphere of argon in an electric resistance furnace. The melt was poured into mould of standard size which is heated prior to temperature of above 200 °C. Micro-structure was observed with optical microscopy methods. Ultimate tensile strength and elongation were tested on tensile testing ma-chine at a extension rate of 1 mm/min. An extensometer has been used to measure the sample strain upon loading. Tensile tests were executed at room temperature on 22 mm diameter cylindrical speci-men with a gauge length of 60 mm. From the graph, the ultimate tensile strength, the yielding point and the fracture strength, per-centage of elongation as well as percentage of reduction can be calculated. The alloy’s microstructure and phases data were estab-lish by, scanning electronic microscope (SEM). The compositions of the alloy are shown below in table 1.
Table 1. Composition
|
Component |
Al |
Si |
Fe |
Cu |
Mg |
Mn |
Li |
Ti |
Zn |
|
Wight% |
95.25 |
0.5-0.8 |
0.2-0.5 |
1.70 |
0.5-1.20 |
0.05-0.30 |
2.40 |
0.1-0.3 |
0.10-0.25 |
3.1. Intermetallic particle distribution
SEM images show the uneven distribution of coarse intermetallic particles (IM). Here two phases are acknowledged alpha (α) and theta (θ). The presence of θ phase is due to the intermetallic formation of Al7Cu2Fe and that of α is due to other metals such as manganese, copper, iron and silicon with aluminum. Mainly AlCu phases are distributed throughout the samples. The dendrites formation is due to the Al3Ti formation (White Dots). The platelet form in the SEM image confirms the presence of iron rich Al5FeSi. A cluster of Aluminum, manganese, silicon, forms which are rich in Fe unable to identity their phase. The Cu present in the alloy enriches the grain boundary. The unfavorable impurity caused by iron cannot be removed from aluminium. The SEM images are shown in figure 1 (a) and figure 1 (b). Both samples exhibited very small pores which appear as dark regions in the images. The particle size of the material was analyzed by SEM. Since no segregation of elements was observed locally, almost all of the initial element mixtures had reacted to form the compound. Backscatter imaging revealed the presence of different regions of contrast within the air formed oxide layer. After mechanical polishing, backscatter imaging of the alloy did not reveal any separable phases as seen in the oxide layer prior to polishing.
Figure 1. (a) network of Cu in Aluminum, (b) Al-Li phases
3.2. Precipitations at the grain boundaries
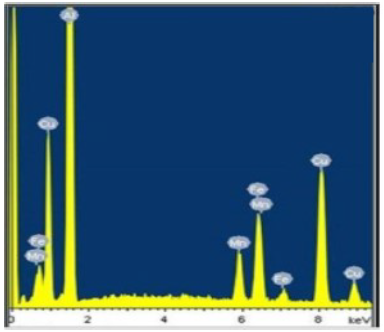
The Al-Li phases decreases as linear as the Cu material increases in the alloy and AlCuMg phases also increases. This shows that the Cu solubility in the Al matrix is more when we compared with that of Li. At the solidification of the molten alloy, the grain boundaries were occupied much at the boundaries. It reacts with Al and Mg to form some of the compounds such as Al-Cu-Mg or/ and Al-Cu phases. The EDX results are shown in figure 2.
Figure 2. EDX Spectra for Typical Intermetallic Phases
3.3. Hardness Test
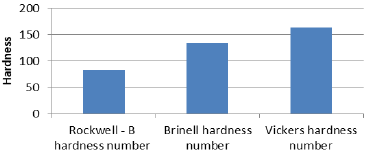
The hardness test was done by using Brinell hardness testing machine in which a precision indenter of 10mm is impressed on a material with load 500kg for 15 secs and 2 or 3 indentations were done at the different locations of the material and Brinell, Rockwell, Vickers hardness number was recorded in the table 2 and figure 3. From the microstructure it is clear that the material has β intermetallic and eutectic Si platelets which gives more hardness to the casted alloy. The hardness is much more than already available alloys – especially BHN value [20].
Table 2. Hardness
|
Machine |
Indenter |
Average Value |
|
Rockwell-B hardness number |
100kg 1/16 |
84 |
|
Brinell hardness number |
500kg 10mm ball |
135 |
|
Vickers hardness number |
Diamond Pyramid |
164 |
Figure 3. Hardness Values
3.5. Tensile Test Results - Aluminum Alloy
The ASTM E8 standard specimens of aluminum alloy material have been used to find tensile strength of the materials. The test specimen is aluminum alloy which was used for defining the tensile property of the materials on UTM of 20KN capacity at cross head speed of 1mm/min, which the load deflection was gotten for the specimen [26]. The mechanical behavior of specimen has been determined from tensile test and data were generated until the newer alloy gets fracture. Table 3 shows the tensile analysis. In tensile testing we find that tensile strength decreases but the elongation percentage has more higher than already available materials. Above 50% the specimen has elongated without fracture. This may occur due to twin phases of the material due to Al-Cu and Mn additions which is main reason for higher elongation percentage [18]. The material exhibits very low strength compared with other Alalloy, but has higher ductility. So the material is not suitable for moulding applications. This elongation is due to the Cu and Mn additions in the alloy along with lithium. Hence by doing suitable heat treatments such as T6, the strength of the material can be increased [19].
Table 3. Tensile analysis
|
Peak load |
Tensile strength |
Yield stress |
Yield load |
% of elongation |
|
13.50KN |
35 MPA |
12 MPA |
4.75KN |
53.66% |
3.5 Compression Test
The compression test properties of the alloy was calculated as per ASTM E9. The compression strength of the present alloy shows that the alloy can be used in automobile applications especially in the frames and the values are tabulated below in table 4.
Table 4. Compression Analysis
|
Gauge length (L) |
38mm |
|
Diameter (D) |
13mm |
|
Peak load |
36.2KN |
|
Peak stress |
3.62Mpa |
An aluminium alloy of 8 xxxx series for electrochemical and aerospace application was developed successfully and the following properties were carried out. The mechanical properties such as hardness, tensile and compression strength have been analyzed. The microstructural and intermetallic studies were carried out to understand the interrelation between the alloying components and there contribution in attaing the required properties through SEM image and EDX. The following inferences were drawn.
•The hardness was obtained by subjecting the developed alloy to various loads in various machines. The average hardness was found 84 HRC, 135 HBC and 164 HVC.
•The percentage of elongation in tensile loading was identified as 53.66 under a yield load of 4.75 KN and peak load of 13.05 KN.
•The present alloy also forms the bulky Al7Cu2Fe intermetallic phases which results in the decrease in quality of the product. It have to be taken care to reduce this intermetallic formation
•The elongation percentage is higher than other aluminium-lithium alloy. So the material possesses more ductile characteristics.
•The hardness of the material also increased due to increase in lithium addition. Thus the material can be suited for light strength and best ductile applications.
[1] A.Ravindra, E.S.Dwarakadasa, T.S.Srivatsan, C.Ramanath, K.V.V.Iyengar; J.Mater.Sci 28, 3173 (1993)
[2] L. Cui, X.Y.Li, D.Y.He, L.Chen, S.L.Gong; Sci. Technol. Weld. Joi1 8, 204 (2013)
[3] Rioja R J; J.Materials Science and Engineering A, 257(1), 100 (1998)
[4] A.E. Hughes, B. Hinton, S.A. Furman, I.S. Cole, D. Paterson, A. Stonham, G. McAdam, D. Dixon, S.J. Harris, A. Trueman, M. Hebbron, C. Bowden, P. Morgan, M. Ranson, Corros; Rev.
25, 275 (2007)
[5] L. Rokhlin, T. Dobatkina, N. Bochvar, E. Lysova; J. Alloys Comp. 367 10 (2004)
[6] Y. Deng, Z. Yin, K. Zhao, J. Duan, Z. He; J. Alloys Comp. 530, 71 (2012)
[7] E.P. Kwon, K. Do Woo, S.H. Kim, D.S. Kang, K.J. Lee, J.Y. Jeon; Met. Mater. Int. 16,701 (2010)
[8] Sanders J H; Thin Solid Films 277(1/2), 121 (1996)
[9] Chaturvedi M C, Chen D L; Materials Science and Engineering A 387/389, 465 (2004)
[10] Jiang Na, Gao Xiang, ZHENG Zi-qiao; Trans. Nonferrous Met. Soc. China 20, 740 (2010)
[11] Wenbin Lei, Xiaotao Liu, Weiming Wang, Qing Sun, Yuzhao Xu, Jianzhong Cui; 10.1016/j.jallcom.2017.04.295, S0925-8388(17)31517-7
[12] Zhiyong Liu1; Mingxing Wang, Yonggang Weng, Tianfu Song, Yuping Huo and Jingpei Xie; Materials Transactions 44(10), 2157 (2003)
[13] Komiyama Y, Uchida K, Gunshi M; J Jpn Inst Light Met 26,311 (1986)
[14] Mostafa Karamouz, Mortaza Azarbarmas, Masoud Emamy; Materials and Design 59, 377 (2014)
[15] V.K. Jain, K.V. Jata, R.J. Rioja, J.T. Morgan, A.K. Hopkins; Journal of Materials Processing Technology 73, 108 (1998)
[16] J.A. Walsh, K.V. Jata, E.A. Starke Jr; Acta Met. 37 , 2861 (1989)
[17] Tolga Dursun, Costas Soutis; Materials and Design 56, 862 (2014)
[18] Z.W. Chen, P. Chen, S.S. Li; Mater. Sci. Eng. A, 532, 606 (2012)
[19] A. Hekmat-Ardakan, E.M.Elgallad, F.Ajersch, X.-G.Chen; Materials Science & Engineering A558, 76 (2012)
[20] Mostafa karamouz, Mortaza Azarbarmas, Masoud Emamy, MohammadAlipour; Materials Science & Engineering A582, 409 (2013)
[21] Ian Polmear, David StJohn, Jian-Feng Nie and Ma Qian; Butterworth-Heinemann 2, 31 (2017)
[22] Rajiv S. Mishra and Harpreet Sidhar; Butterworth-Heinemann (2), 15 (2017)
[23] Tolga Dursun, Costas Soutis; Materials & Design 56, 862 (2015)
[24] Parthiban. A, Ravikumar.R, Suresh Kumar.B, Baskar. N; Lasers in Eng, 1–15 (2015).
[25] Yokeswaran. R, Karuppusamy. S & Arul. S ; International Journal of Mechanical and Production Engineering Research and Development 8 (1), 415 (2018)
[26] S.Sivakumar, M.Ranjith kumar,S.Sasikumar, D.Prabhu, C.Sabarish & P.Sengottaiyan; International Journal of Mechanical Engineering and Technology 7(2), 196 (2016)