Firda Herlina*![]() | Faisal Rahman
| Faisal Rahman![]() | Yassyir Maulana
| Yassyir Maulana![]() | Ice Trianiza
| Ice Trianiza![]() | Saifullah Arief
| Saifullah Arief![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research focuses on optimizing the maintenance strategy of a crawler crane to increase reliability through a combination of preventive and corrective maintenance. Operational and failure data were collected and analyzed to identify relevant probability distribution parameters. The results showed that applying optimal preventive maintenance intervals increased the crawler crane's reliability from 36.79% to 90.04%. In addition, the total maintenance cost per incident was successfully reduced from IDR 11,478,182 to IDR 1,870,657. Cumulatively, with the simulations and iterations carried out, the cost reduction carried out can save IDR 86,312,745 crawler crane maintenance costs if carried out with the same total duration of 6,738 hours. Simulations and iterations showed that the optimized maintenance strategy could reduce the risk of failure due to increased reliability and significantly improve the efficiency of maintenance operational costs. This research concluded that maintenance optimization using a probability distribution approach effectively increased reliability and reduced crawler crane maintenance costs. The use of appropriate preventive maintenance intervals has been shown to have a significant impact on reducing component failures and cost efficiency so that crawler crane operations can run more reliably and as planned.
crawler crane, reliability, preventive maintenance, maintenance optimization
Crawler cranes are a type of heavy equipment that plays a crucial role in various industrial sectors, especially in construction projects, heavy lifting, and other activities that require high lifting capacity and mobility in difficult work areas. The operational reliability of crawler cranes is a critical factor in supporting the smooth running of business processes, considering that downtime or failure of this equipment can result in project delays, cost losses, and safety risks. Therefore, it is essential to ensure that maintenance of this equipment is carried out effectively and efficiently [1-3]. However, the challenge in crawler crane maintenance is achieving an optimal balance between preventive maintenance (PM) and corrective maintenance (CM) strategies. The PM strategy aims to prevent damage through periodic maintenance, replacement of spare parts, and routine inspections. On the other hand, the CM strategy is carried out when components are damaged or not functioning correctly, which aims to repair or replace problematic components [4, 5].
PM has become a significant focus on improving equipment reliability and operational efficiency in recent decades. Several studies have shown various approaches that can be adopted in the PM strategy, either through applying new technologies, developing innovative methodologies, or integrating with the production process. The research conducted by Hardt et al. [6] proposed the application of a modified Total Productive Maintenance (TPM) methodology by utilizing industry 4.0 technology to improve PM on production equipment. Differently, Wang et al. [7] developed a Product-Service System (PSS) approach for active maintenance of complex equipment, which integrates services and products in one system to improve efficiency. On the other hand, Li et al. [8] used deep learning methods in highway maintenance, showing how automated decision-making can support data-driven PM programs. Then, another algorithm-based approach was proposed by Yang et al. [9], who used reinforcement learning to optimize production and maintenance schedules in multi-component systems. Dui et al. [10] adopted a cost-based approach in industrial robot maintenance, emphasizing the balance between cost and reliability. On the other hand, Gholizadeh et al. [11] investigated PM on a waste-to-energy system by considering uncertainty in production scheduling.
Li et al. [12] conducted other studies focusing on maintenance scheduling and developed a PM schedule optimization based on production-maintenance synchronization. Liu et al. [13] investigated parallel machines' integrated production and maintenance scheduling to reduce production disruptions. Wocker et al. [14] complemented these studies by introducing flexibility in job shop scheduling that considers PM.
In addition, risk- and cost-based approaches have also received attention in the literature. Nasrfard et al. [15] proposed a probabilistic optimization model for maintenance inspection rates, considering the correlation between maintenance cost, duration, and state transition probability. Zhen et al. [16] investigated the maintenance interval setting on safety barriers in offshore installations, considering risk and cost. Hernández-Chover et al. [17] analyzed the comparison of PM costs and improvements in asset management to improve operational efficiency.
Integration between maintenance and inventory management is also a topic explored in depth. Zhang et al. [18] studied the optimization of maintenance and inventory management in a standby system with damaged spare parts. Afifi et al. [19] developed a memetic-based algorithm for simultaneous management of maintenance scheduling and spare part inventory. Furthermore, PM strategy optimization in a multi-component system was carried out by Zhang et al. [20], who proposed a method to overcome the competing risk of interdependent s-components. Alamri and Mo [21] optimized a PM regime based on a failure system model that considers reliability. Hamdan et al. [22] studied maintenance optimization in a k-out-of-n weighted repairable system, which aims to improve reliability. Other studies, such as Al-Refaie and Almowas [23], emphasize the importance of multi-objective maintenance planning in improving operational efficiency. Wang et al. [24] developed an optimal condition-based maintenance policy for a balanced system, emphasizing the importance of balancing performance and cost in maintenance strategies. Kim et al. [25] explored PM optimization in the electricity market, focusing on balancing reliability and cost.
However, most of the studies that have been conducted tend to focus on one aspect of maintenance or combine maintenance with production schedules without integrating PM and CM strategies in depth. In addition, the improvement of reliability and costs for maintenance activities carried out by previous studies has not achieved a balance between reliability and costs that reaches a very good reliability level. Unlike those studies, this study aims to optimize crawler crane maintenance by increasing reliability through the implementation of balanced PM and CM strategies. Optimization is carried out by analyzing existing maintenance data, identifying critical systems that often fail, and determining the ideal PM interval. With this optimization, crawler cranes are expected to operate more reliably and efficiently and reduce the risk of unplanned downtime. In addition, this study will also evaluate the impact of the proposed strategy on maintenance costs, downtime duration, and overall system reliability. Thus, the results of this study are expected to provide practical guidance in crawler crane maintenance management for related industries.
2.1 Reliability and maintenance
Reliability (R) is the probability of a component or system operating correctly within a certain period under specified operating conditions [26, 27]. In crawler crane maintenance, increasing R means minimizing failures and ensuring the equipment can operate optimally and without interruption. PM and CM strategies are applied simultaneously to achieve the expected R [28, 29].
2.1.1 PM strategy
PM is a maintenance action carried out on a scheduled or periodic basis to prevent damage to equipment. PM strategies include inspection, cleaning, lubrication, calibration, and replacing critical components before reaching failure conditions. PM aims to reduce the probability of failure by increasing the time interval between failures. Several parameters are involved in determining the PM interval (TPM), such as CM cost (CCM) and PM cost (CPM) in Rupiah (Rp.) and mean time between maintenance (MTBM) in units (hours), namely PM in addition to CM actions. PM interval formula and basic MTBM formula [30]:
TPM=√2×CCM×MTBMCPM (1)
MTBM=∑TBMNfailure (2)
2.1.2 CM strategy
CM is performed after a component or system experiences damage. The goal is to repair or replace the failed component so that the system can operate again. CM is generally unplanned, so that it can incur high costs and more extended downtime. The average CM time is called mean time to maintenance time (MTTM), which is calculated by adding the PM and CM times (Trepair) and dividing by the number of scheduled and unscheduled maintenance events (Nfailures) during a specified period. The following is the MTTM formula [31, 32]:
MTTM =∑Trepair Nfailures (3)
2.1.3 Reliability function
Reliability (R) at the time (t) can be calculated using probability distribution functions such as Weibull, Exponential, Lognormal, and Normal, which are some of the popular probability distributions used in the acoustic analysis [33, 34]. Each distribution has parameters; the normal probability distribution has two parameters, namely the mean (µ) and standard deviation (σ). Lognormal has a Scale parameter (s = α), standard deviation (σ), location parameter (tmed), and mean (µ). Exponential with one parameter value, namely λ (failure rate). Weibull has a shape parameter (β), scale parameter (α), and gamma function (Γ) [35-38]. Probability distributions are used to model the failure time of equipment or systems. The general function formula based on probability distributions is as follows:
Normal distribution
R(t)=1−Φ(t−μσ) (4)
MTBM=MTTM=μ (5)
Lognornal distribution
R(t)=1−Φ(1 slnttmed) (6)
MTBM=MTTM=tmed e(s22) (7)
Exponential distribution
R(t)=e−λt (8)
MTBM=MTTM=1λ (9)
Weibull distribution
R(t)=e−(tα)β (10)
MTBM = MTTM =α⋅Γ(1+1β) (11)
2.2 Maintenance interval optimization
Optimization of maintenance interval by reviewing the total maintenance cost (Ctotal) aspect involves CPM, R on TPM, and CCM. The optimization of maintenance interval is necessary because a balance between CPM and the risk of failure requires CM action. Optimization techniques can be done using an economic calculation approach and historical data analysis of the failure time. Ctotal optimization formula [39, 40]:
Ctotal =CPM+(1−R(TPM))×CCM (12)
2.3 Data-based reliability and availability analysis
The data-based reliability analysis approach aims to evaluate and improve the operational reliability of equipment. The data used include Nfailures, time between maintenance (TBM), and time to maintenance (TTM). This data is then analyzed using the selected probability distribution approach using the Anderson Darling (AD) value and correlation coefficient (CC) [41] with the help of Minitab 18 software [42] to determine the optimal interval between maintenance. Then, the MTBM calculation follows the selected probability distribution [43]. Achieved availability (Aa) is the availability that only takes into account downtime due to PM, CM, scheduled, and unscheduled maintenance. The system Aa is the probability that the equipment is ready for use at a specific time, calculated based on MTBM and MTTM [44-47]:
Aa=MTBMMTBM+MTTM (13)
2.4 PM and CM integration approach
This maintenance optimization approach combines PM and CM to achieve maximum R. This maintenance integration requires an in-depth analysis of failure patterns, failure time distribution, and costs incurred for each maintenance strategy. A combined and integrated optimization model considers the reliability of the system as a whole so that the crawler crane can operate more reliably with optimal maintenance costs [4, 48, 49].
2.5 Research methodology
The methodological approach used in this research includes several stages, which involve data collection, analysis, development of optimization models, and evaluation of results. The following stages of the methodology used: In the initial stage, problems related to crawler crane maintenance are identified, including downtime problems, high maintenance costs, and components that often fail. This stage involves interviewing crane operators and maintenance teams and collecting damage reports to understand the operation and maintenance patterns. Operational and maintenance data are taken from the crawler crane operating period between January 2022 and August 2024. Then, the initial conditions of the crawler crane, such as reliability and maintenance costs, are calculated. The next stage of data analysis of operations and maintenance uses probability distribution to obtain parameters according to their probability distribution, which is then used in calculating MTBM, MTTM, A, and R. The selection of distribution refers to the smallest Anderson-Darling (AD) value and the most significant correlation coefficient (CC), as well as the estimation of the parameter values of the selected probability distribution using the help of Minitab 18 software. The next stage is developing the PM interval optimization model, which is used to find the optimal PM interval by considering the CM costs integrated with PM and R. Then, simulation and optimization iteration are carried out. Simulation is carried out to validate the optimization model that has been developed. An iterative approach is used to determine the optimal value of the PM interval.
Furthermore, testing the results of the optimization model. Testing is carried out by comparing the results of R and maintenance costs before and after applying the optimization model. It was finally, conclusions will be provided based on the results of the analysis regarding the effectiveness of the optimization model in improving the reliability of crawler cranes. In addition, it will also provide recommendations for optimal maintenance strategies based on the results of this research. With the stages of methodology, this research is expected to provide an effective and efficient approach to optimizing crawler crane maintenance by increasing reliability so that maintenance costs can be reduced and the operational reliability of the crane is improved.
3.1 Initial data collection
The research was conducted at a contractor company in Indonesia engaged in the Engineering Procurement Construction Installation (EPCI) sector. The company uses a crawler crane on the pipelay barge to load and unload materials from the barge to the barge or vice versa. Data from the operation and maintenance of crawler cranes will be collected and processed from January 2022 to August 2024. The following is a table of crawler crane maintenance and operation data.
In Table 1, crawler crane failures were identified in the hydraulic, lifting, and electric systems. Therefore, these systems require special attention. High-cost repairs replace critical components such as hose and wire rope hoist (hoist and boom). PM is carried out on lifting and mechanical system components to reduce the risk of more severe but irregular failures. Working hours based on Indonesian time consist of 24 hours, starting from 00.00 to 24.00. Company activities start from 08.00 to 16.00, but 12.00 to 13.00 is a break time, so it is not counted as operating hours. During operating hours other than break time, even though the crawler crane is on standby, it is declared uptime because it is ready to use. Based on operating hours from 08.00 to 12.00, 4 working hours are obtained and continued from 13.00 to 16.00, 3 working hours are obtained, so the total working time available for the crawler crane per day is 7 working hours. The expenditures due to maintenance are PM and CM costs, including labour costs, spare parts, and other costs. The total combined maintenance cost of PM and CM is Rp. 126,260,000. While the PM cost itself is Rp. 315,000, and the CM cost is Rp. 125,945,000.
Table 1. Crawler crane maintenance and operation data
|
No. |
Operating (Hours) |
Breakdown (Hours) |
Cost (Rp) |
Maintenance Type |
|
1 |
120 |
12 |
3.500.000 |
CM |
|
2 |
248 |
5 |
250.000 |
CM |
|
3 |
350 |
14 |
2.000.000 |
CM |
|
4 |
420 |
3 |
50.000 |
PM |
|
5 |
500 |
14 |
1.500.000 |
CM |
|
6 |
600 |
3 |
50.000 |
PM |
|
7 |
700 |
5 |
500.000 |
CM |
|
8 |
800 |
3 |
65.000 |
PM |
|
9 |
900 |
14 |
58.120.000 |
CM |
|
10 |
1000 |
14 |
60.075.000 |
CM |
|
11 |
1100 |
7 |
150.000 |
PM |
|
Maintenance Description |
||||
|
No. |
Maintained Systems |
Maintained Components |
Actions |
Reason for Spare Part Constraints |
|
1 |
Hydraulic system |
Hydraulic hose of main pump control valve |
Hose replacement |
Hose available |
|
2 |
Electrical system |
Cabin lights |
Lamp replacement |
Lights available |
|
3 |
Hydraulic system |
Hydraulic hose of motor hoist |
Hose replacement |
Spare parts delivery time |
|
4 |
Lifting system |
Wire rope boom hoist |
Inspection and lubrication |
Lubricant, oil, etc. available |
|
5 |
Hydraulic system |
Hydraulic hose of swing system |
Hose replacement |
Hose available |
|
6 |
Lifting system |
Wire rope main hoist and aux. hoist |
Inspection and lubrication |
Lubricant, oil, etc. available |
|
7 |
Electrical system |
Lighting lights on boom |
Lamp replacement |
Lights available |
|
8 |
Mechanical system |
Boom pins, swing system, track assembly, etc. |
Visual inspection and lubrication |
Lubricant, oil, etc. available |
|
9 |
Lifting system |
Wire rope aux. hoist |
Aux hoist wire rope replacement |
Wire rope available |
|
10 |
Lifting System |
Wire rope boom Hoist |
The boom wire rope hoist is a replacement |
Wire rope available |
|
11 |
Mechanical system and electrical |
Boom pins, swing system, track assy, etc. |
Visual inspection and lubrication |
Lubricant, cloth, oil, etc. available |
3.2 Initial data calculation
3.2.1 Calculation of mean time between maintenance (MTBM)
It is known that the total available time is 6832 hours, with operating conditions of 6738 hours and maintenance conditions of 94 hours, with 11 maintenance activities combined between PM and CM. The total maintenance cost due to PM and CM is Rp. 126,260,000. The average cost of each maintenance is obtained from the total maintenance cost divided by the number of maintenance so that the result is Rp. 11,478,182. Therefore, the MTBM for the crawler crane unit is:
MTBM =∑ TBM Nfailure =6738 hours 11=612,55 hours
3.2.2 Calculation of mean time to maintenance (MTTM)
The total repair time of the crawler crane is 94 hours. The number of maintenance is 11 times. So, MTTM for crawler crane is:
MTTM =∑Trepair Nfailures =94 hours 11=8,55 hours
3.2.3 calculation of achieved availability (Aa)
The calculation of initial availability follows the equation of achieved availability (Aa). The calculation results are as follows:
Aa=MTBMMTBM+MTTM=612,55612,55+8,55=98,62%
3.2.4 Initial reliability (R) calculation
The initial reliability calculation follows the general reliability equation, which is exponential. The calculation results are as follows:
R(t)=e−λt=e−0,0016×612,55=36,79%
3.3 Analysis of operation and maintenance data with a probability distribution
A probability distribution analysis is carried out for crawler crane units to determine the distribution using operation and maintenance data. Furthermore, parameter estimation is carried out to optimize MTBM, MTTM, Aa, R values, and maintenance costs. Parameter analysis and estimation using Minitab 18 software with the following results (refer to Table 2).
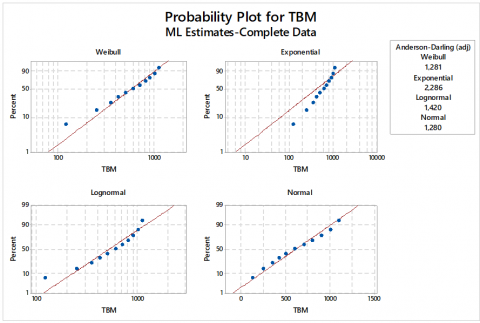
(a) Probability plot for TBM
(b) Distribution overview plot for TBM
Figure 1. Goodness-of-Fit probability plot TBM and distribution overview for TBM
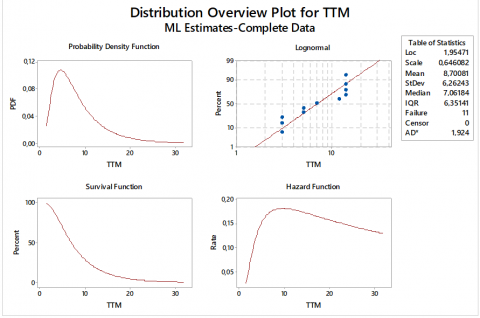
(a) Probability plot for TTM
(b) Distribution overview plot for TTM
Figure 2. Goodness-of-Fit probability plot TTM and distribution overview for TTM
Table 2. Parameters according to probability distribution and calculation of MTBM, MTTM, Aa, and R
|
Goodness-of-Fit TBM |
Parameter |
|||
|
Distribution |
AD |
CC |
Mean: µ |
STD: σ |
|
Weibull |
1,281 |
0,993 |
612,55 |
302,636 |
|
Exponential |
2,286 |
- |
MTBM = μ = 612,55 hours |
|
|
Lognormal |
1,42 |
0,96 |
||
|
Normal |
1,28 |
0,995 |
||
|
Goodness-of-Fit TTM |
Parameter |
|||
|
Distribution |
AD |
CC |
Scale (α) |
tmed |
|
Weibull |
1,982 |
0,919 |
0,646082 |
9,66957 |
|
Exponential |
2,226 |
- |
MTTM =tmed e(s22) = 8,7 hours |
|
|
Lognormal |
1,924 |
0,922 |
||
|
Normal |
2,057 |
0,91 |
||
|
A |
|
R |
||
|
Aa=M T B M MTBM + MTTM =98,60% |
|
R(t)=1−Φ(t−μσ)=50,00% |
||
Based on the probability distribution test shown in Figure 1 and Figure 2, the results show that the TBM data is normally distributed, and the TTM is Lognormal distributed. Then, the MTBM calculation was carried out with the results of 612.55 hours and MTTM for 8.70 hours. Based on the MTBM and MTTM values, the Aa results were 98.60%, and R was 50%. The results of the MTBM, MTTM, Aa, and R calculations show that only the R-value increased from 36.79% to 50%. While the other values are still the same, so optimization is needed to obtain the optimal value.
3.4 Development of the PM interval optimization model
The PM interval involves maintenance costs. It is known that the PM cost (CPM) per incident is Rp. 78,750 obtained from Rp. 315,000 / 4 times maintenance. The CM cost (CCM) per incident is Rp. 17,992,143 obtained from Rp. 125,945,000 / 7 times maintenance. As for calculating the optimal PM interval for the crawler crane unit, if using the MTBM value of 612.55 hours as a guide, the preventive maintenance interval is carried out every 529.05 hours. Therefore, optimization is needed to increase R by using the PM interval formula at different times (t):
TPM=√2×CCM×MTBMCPM=√2×17.992.143×612,5578.750=529,05 hours
3.5 Simulation and optimization iteration
The simulation uses different times of MTBM values. The simulation stage is carried out to validate the results of the PM interval calculation with the total cost and R system. Simulations are carried out with various variations of PM intervals to determine the minimum total cost. The formula for total maintenance costs (Ctotal):
Ctotal =CPM+(1−R(TPM))×CCM
For example, at TPM at 529.05 hours, the reliability result R(TPM) is 50.00%. Then, the total cost is
Ctotal =78.750+(1−50%)×17.992.143=Rp. 9.074.821
The calculated value of Ctotal at TPM 529.05 hours is still too large. Therefore, iteration needs to be done by changing the TPM value to find the minimum total cost balanced with the R-value. This iteration starts from time (t) 119 hours and its multiples.
3.6 Model testing and discussion of data processing results
Furthermore, iteration refers to the provisions, namely time (t) 119 hours and its multiples. Here are some choices of PM intervals considered in the iteration:
Table 3. Iteration choices as considerations for TPM, R, and Ctotal
|
Category [50] |
t |
Ctotal (Rp) |
Freq. |
Downtime (Hours) |
Aa (%) |
|
Very good maintenance R > 84% |
119 |
1.004.699 |
29 |
251 |
93,19 |
|
224 |
1.870.657 |
21 |
183 |
96,26 |
|
|
Good maintenance R = 65%-84% |
329 |
3.216.588 |
18 |
151 |
97,42 |
|
434 |
5.073.489 |
15 |
132 |
98,03 |
|
|
Fair maintenance R = 45%-64% |
539 |
7.347.522 |
14 |
118 |
98,41 |
|
612,545 |
9.074.821 |
13 |
111 |
98,60 |
|
|
Poor maintenance R = 25%-44% |
664 |
10.289.361 |
12 |
106 |
98,71 |
|
749 |
12.204.823 |
12 |
100 |
98,85 |
|
|
Very poor maintenance R < 25% |
834 |
13.893.847 |
11 |
95 |
98,97 |
|
919 |
15.270.936 |
11 |
90 |
99,06 |
|
|
1004 |
16.309.071 |
10 |
87 |
99,14 |
|
|
1089 |
17.032.687 |
10 |
83 |
99,21 |
|
|
1174 |
17.499.053 |
9 |
80 |
99,26 |
|
|
1259 |
17.776.966 |
9 |
77 |
99,31 |
|
|
1680 |
18.067.115 |
8 |
67 |
99,48 |
|
|
1800 |
18.070.108 |
8 |
65 |
99,52 |
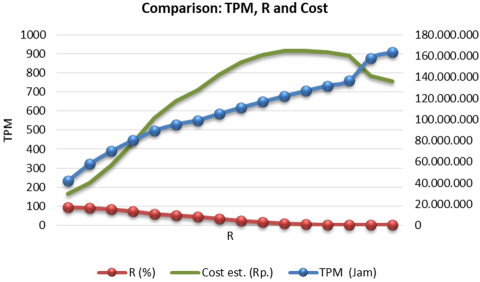
Figure 3. Comparison of TPM, R, and Ctotal values (t = 6832)
From the choices in Table 3 and Figure 3, the 320-hour interval is chosen as the optimal interval because it provides a balance between high R and low Ctotal and balanced frequency maintenance. Furthermore, model testing is carried out by comparing the results before and after optimization, calculating the MTBF, MTTR, reliability, and total maintenance costs. The comparison results before and after optimization are shown in Figure 4.
Figure 4. Comparison of Ctotal, R, MTTM, and MTBM before and after optimization
Figure 4 shows that maintenance optimization successfully increased R from 36.79% to 90.04 while reducing Ctotal from Rp. 126,260,000 to Rp. 39,947,255. The cost reduction is the result of simulation and iteration carried out by conducting several maintenance trial scenarios at certain times, as shown in Table 3 and Figure 3. Furthermore, the MTTM value increased to 8.7 hours, while MTBM decreased from 612.55 hours to 320 hours. This reduction in MTBM is to increase TPM with the aim of more routine and scheduled PM so that it can prevent unexpected CM actions. Based on the results of data processing, this study is better than the traditional PM and CM planning methods that only rely on irregular PM schedules and CM carried out only when there is damage. In this study, the application of PM interval optimization can increase the R of the crawler crane and reduce the total maintenance cost. The optimal PM strategy is generated through historical data analysis, optimization model development, and simulation and iteration that consider R and costs. This research is something new that does not only focus on one aspect of maintenance or combines maintenance with production schedules but is more in-depth by integrating PM and CM strategies in depth along with consideration of R and total costs, which are calculated by conducting simulations with the same total time or duration as historical crawler crane maintenance data, namely 6832 hours.
Overall, this study has reached several main conclusions, namely that the PM interval integrated with optimal CM can increase the effectiveness and efficiency of maintenance. Implementing the correct PM interval can improve the R system and reduce overall maintenance costs. The results of the study by conducting simulations showed that the crawler crane R increased from 36.79% to 90.04% after implementing the optimal PM interval at t 320 hours. This result shows that failure can be minimized with appropriate actions on critical systems or components. Reducing total maintenance costs by implementing optimal PM intervals can reduce total maintenance costs from IDR 18,070,893 to IDR 1,870,657 per incident. This research proves that appropriate PM actions can save long-term maintenance costs.
Further research can be done by exploring maintenance optimization by integrating cost and maintenance time analysis simultaneously by considering the economic value of downtime. In addition, it can also be done with a more in-depth case study related to the reliability of the lifting system or components or hydraulic systems that often fail. By continuing the above research, we hope to achieve increased efficiency, reduced risk of failure, and better management of maintenance costs.
[1] Lu, Y., Qin, W., Zhou, C., Liu, Z. (2023). Automated detection of dangerous work zone for crawler crane guided by UAV images via Swin Transformer. Automation in Construction, 147: 104744. https://doi.org/10.1016/j.autcon.2023.104744
[2] Gao, W., Song, S., Yang, G., Wang, C., Wang, Y., Chen, L., Xu, W., Ai, C. (2024). Research on flexible braking control of a crawler crane during the free-fall hook process. Processes, 12(2): 250. https://doi.org/10.3390/pr12020250
[3] Solazzi, L. (2024). Feasibility study of a very big crawler crane using composite materials. Composites Part C: Open Access, 13: 100430. https://doi.org/10.1016/j.jcomc.2024.100430
[4] Lin, D., Jin, B., Chang, D. (2020). A PSO approach for the integrated maintenance model. Reliability Engineering & System Safety, 193: 106625. https://doi.org/10.1016/j.ress.2019.106625
[5] Dellagi, S., Trabelsi, W., Hajej, Z., Rezg, N. (2020). Integrated maintenance/spare parts management for manufacturing system according to variable production rate impacting the system degradation. Concurrent Engineering, 28(1): 72-84. https://doi.org/10.1177/1063293X19898734
[6] Hardt, F., Kotyrba, M., Volna, E., Jarusek, R. (2021). Innovative approach to preventive maintenance of production equipment based on a modified TPM methodology for industry 4.0. Applied Sciences, 11(15): 6953. https://doi.org/10.3390/app11156953
[7] Wang, N., Ren, S., Liu, Y., Yang, M., Wang, J., Huisingh, D. (2020). An active preventive maintenance approach of complex equipment based on a novel product-service system operation mode. Journal of Cleaner Production, 27: 123365. https://doi.org/10.1016/j.jclepro.2020.123365
[8] Li, J., Yin, G., Wang, X., Yan, W. (2022). Automated decision making in highway pavement preventive maintenance based on deep learning. Automation in Construction, 135: 104111. https://doi.org/10.1016/j.autcon.2021.104111
[9] Yang, H., Li, W., Wang, B. (2021). Joint optimization of preventive maintenance and production scheduling for multi-state production systems based on reinforcement learning. Reliability Engineering & System Safety, 214: 107713. https://doi.org/10.1016/j.ress.2021.107713
[10] Dui, H., Xu, H., Zhang, L., Wang, J. (2023). Cost-based preventive maintenance of industrial robot system. Reliability Engineering & System Safety, 240: 109595. https://doi.org/10.1016/j.ress.2023.109595
[11] Gholizadeh, H., Fazlollahtabar, H., Fathollahi-Fard, A.M., Dulebenets, M.A. (2021). Preventive maintenance for the flexible flowshop scheduling under uncertainty: A waste-to-energy system. Environmental Science and Pollution Research, 31: 33163. https://doi.org/10.1007/s11356-021-16234-x
[12] Li, L., Wang, Y., Lin, K.Y. (2021). Preventive maintenance scheduling optimization based on opportunistic production-maintenance synchronization. Journal of Intelligent Manufacturing, 32(2): 545-558. https://doi.org/10.1007/s10845-020-01588-9
[13] Liu, Y., Zhang, Q., Ouyang, Z., Huang, H.Z. (2021). Integrated production planning and preventive maintenance scheduling for synchronized parallel machines. Reliability Engineering & System Safety, 215: 107869. https://doi.org/10.1016/j.ress.2021.107869
[14] Wocker, M.M., Ostermeier, F.F., Wanninger, T., Zwinkau, R., Deuse, J. (2024). Flexible job shop scheduling with preventive maintenance consideration. Journal of Intelligent Manufacturing, 35(4): 1517-1539. https://doi.org/10.1007/s10845-023-02114-3
[15] Nasrfard, F., Mohammadi, M., Rastegar, M. (2022). Probabilistic optimization of preventive maintenance inspection rates by considering correlations among maintenance costs, duration, and states transition probabilities. Computers & Industrial Engineering, 173: 108619. https://doi.org/10.1016/j.cie.2022.108619
[16] Zhen, X., Han, Y., Huang, Y. (2021). Optimization of preventive maintenance intervals integrating risk and cost for safety critical barriers on offshore petroleum installations. Process Safety and Environmental Protection, 152: 230-239. https://doi.org/10.1016/j.psep.2021.06.011
[17] Hernández-Chover, V., Castellet-Viciano, L., Hernández-Sancho, F. (2020). Preventive maintenance versus cost of repairs in asset management: An efficiency analysis in wastewater treatment plants. Process Safety and Environmental Protection, 141: 215-221. https://doi.org/10.1016/j.psep.2020.04.035
[18] Zhang, J.X., Du, D.B., Si, X.S., Hu, C.H., Zhang, H.W. (2021). Joint optimization of preventive maintenance and inventory management for standby systems with hybrid-deteriorating spare parts. Reliability Engineering & System Safety, 214: 107686. https://doi.org/10.1016/j.ress.2021.107686
[19] Afifi, S., Hrouga, M., Mjirda, A., Allaoui, H. (2024). A memetic based algorithm for simultaneous preventive maintenance scheduling and spare-parts inventory management for manufacturing systems. Applied Soft Computing, 151: 111161. https://doi.org/10.1016/j.asoc.2023.111161
[20] Zhang, L., Chen, X., Khatab, A., An, Y. (2022). Optimizing imperfect preventive maintenance in multi-component repairable systems under s-dependent competing risks. Reliability Engineering & System Safety, 219: 108177. https://doi.org/10.1016/j.ress.2021.108177
[21] Alamri, T.O., Mo, J.P. (2023). Optimisation of preventive maintenance regime based on failure mode system modelling considering reliability. Arabian Journal for Science and Engineering, 48(3): 3455-3477. https://doi.org/10.1007/s13369-022-07174-w
[22] Hamdan, K., Tavangar, M., Asadi, M. (2021). Optimal preventive maintenance for repairable weighted k-out-of-n systems. Reliability Engineering & System Safety, 205: 107267. https://doi.org/10.1016/j.ress.2020.107267
[23] Al-Refaie, A., Almowas, H. (2023). Multi-objective maintenance planning under preventive maintenance. Journal of Quality in Maintenance Engineering, 29(1): 50-70. https://doi.org/10.1108/JQME-05-2021-0035
[24] Wang, J., Qiu, Q., Wang, H., Lin, C. (2021). Optimal condition-based preventive maintenance policy for balanced systems. Reliability Engineering & System Safety, 211: 107606. https://doi.org/10.1016/j.ress.2021.107606
[25] Kim, S.Y., Kim, M.K., Choi, M.H., Kim, D.W. (2024). Optimal preventive maintenance: Balancing reliability and costs in the electricity market. Energy Policy, 194: 114316. https://doi.org/10.1016/j.enpol.2024.114316
[26] Rahman, F., Sugiono, S., Sonief, A.A.A., Novareza, O. (2022). Availability optimization of the mobile crane using approach reliability engineering at oil and gas company. Mathematical Modelling of Engineering Problems, 9(1): 178-185. https://doi.org/10.18280/mmep.090122
[27] Singh, S.B., Suresha, R., Sachidananda, K.H. (2020). Reliability centered maintenance used in metro railways. Journal Européen des Systèmes Automatisés, 53(1): 11-19. https://doi.org/10.18280/jesa.530102
[28] Juran, J.M., Godfrey, A.B. (1998). Juran's Quality Handbook. McGraw-Hill.
[29] Blischke, W.R., Murthy, D.P. (2011). Reliability: Modeling, Prediction, and Optimization. John Wiley & Sons.
[30] Sherwin, D. (2000). A review of overall models for maintenance management. Journal of Quality in Maintenance Engineering, 6(3): 138-164. https://doi.org/10.1108/13552510010341171
[31] Kobbacy, K.A.H., Murthy, D.P. (2008). Complex System Maintenance Handbook. Springer Science & Business Media.
[32] Pham, H., Wang, H. (1996). Imperfect maintenance. European Journal of Operational Research, 94(3): 425-438. https://doi.org/10.1016/S0377-2217(96)00099-9
[33] Weibull, W. (1951). A statistical distribution function of wide applicability. Journal of Applied Mechanics, 18(3): 293-297.
[34] Nelson, W.B. (2005). Applied Life Data Analysis. John Wiley & Sons.
[35] Ebeling, C.E. (2019). An Introduction to Reliability and Maintainability Engineering. Waveland Press.
[36] Ben-Daya, M., Duffuaa, S.O., Raouf, A., Knezevic, J., Ait-Kadi, D. (2009). Handbook of Maintenance Management and Engineering (Vol. 7). Springer London.
[37] Stapelberg, R.F. (2009). Availability and Maintainability in Engineering Design. Springer London.
[38] Dhillon, B.S. (2002). Engineering Maintenance: A Modern Approach. CRC Press.
[39] Dekker, R. (1996). Applications of maintenance optimization models: A review and analysis. Reliability Engineering & System Safety, 51(3): 229-240. https://doi.org/10.1016/0951-8320(95)00076-3
[40] Wang, H. (2002). A survey of maintenance policies of deteriorating systems. European Journal of Operational Research, 139(3): 469-489. https://doi.org/10.1016/S0377-2217(01)00197-7
[41] Dodge, Y. (2008). The Concise Encyclopedia of Statistics. Springer New York.
[42] Minitab Statistical Software. http://www.minitab.com/en-US/products/minitab/.
[43] Jagtap, H.P., Bewoor, A.K., Kumar, R., Ahmadi, M.H., Assad, M.E.H., Sharifpur, M. (2021). RAM analysis and availability optimization of thermal power plant water circulation system using PSO. Energy Reports, 7: 1133-1153. https://doi.org/10.1016/j.egyr.2020.12.025
[44] Jardine, A.K., Tsang, A.H. (2005). Maintenance, Replacement, and Reliability: Theory and Applications. CRC Press.
[45] Tsarouhas, P.H. (2013). Evaluation of overall equipment effectiveness in the beverage industry: A case study. International Journal of Production Research, 51(2): 515-523. https://doi.org/10.1080/00207543.2011.653014
[46] Tsarouhas, P.H. (2020). Overall equipment effectiveness (OEE) evaluation for an automated ice cream production line: A case study. International Journal of Productivity and Performance Management, 69(5): 1009-1032. https://doi.org/10.1108/IJPPM-03-2019-0126
[47] Tsarouhas, P. (2021). Reliability, availability and maintainability analysis of a bag production industry based on the six sigma DMAIC approach. International Journal of Lean Six Sigma, 12(2): 237-263. https://doi.org/10.1108/IJLSS-09-2019-0101
[48] Kumar, N.H., Choudhary, R.P., Murthy, C.S. (2019). Evolution of the probability distribution function of shovel–dumper combination in open cast limestone mine using RWB and ANN: A case study. Modeling Earth Systems and Environment, 5: 1607-1613. https://doi.org/10.18280/mmep.050414
[49] Karabağ, O., Eruguz, A.S., Basten, R. (2020). Integrated optimization of maintenance interventions and spare part selection for a partially observable multi-component system. Reliability Engineering & System Safety, 200: 106955. https://doi.org/10.1016/j.ress.2020.106955
[50] Rahman, F., Sugiono, S., Sonief, A.A.A., Novareza, O. (2022). Optimization maintenance performance level through collaboration of overall equipment effectiveness and machine reliability. Journal of Applied Engineering Science, 20(3): 917-936. https://doi.org/10.5937/jaes0-35189