Ameer Jawad Kadhim Al-msary*![]() | Aymen Hadi Talib
| Aymen Hadi Talib![]() | Bushra Sabeeh Kadhim
| Bushra Sabeeh Kadhim![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The research aims to use the latest technology, namely "Concurrent Engineering ", to redraw production and assembly lines to be more efficient and take less time in manufacturing and delivery. Which will help to earn more money, reduce the cost, achieve quality standards, and continue the production line in the assembly lines of the General Company for Mechanical Industries / Automotive Assembly Line, calculating the workstations and stages until the final production and presenting it to the customer. It was noted that there were multiple problems that led to losses on the assembly line as a result of the lack of distribution and timing of activities across the stages of the production line, causing bottlenecks in some workstations. This was reflected in a loss of about (398) minutes at a cost of about $3,900 per minute, which led to insufficient use of human or material resources (machinery and equipment). The current study presented a proposal through which the assembly line can be restructured and the implementation of some activities that are close in completion time can be synchronized, which in turn leads to reducing the total completion time from (937.5 to 772 minutes), that is, by 16.75%, in addition to maximizing working times and machine operating efficiency. And reduce wasted time at most stations.
concurrent engineering, idle time, team concurrent engineering, assembly line
Concurrent engineering will be described and its advantages and role in product development discussed. It is important to determine whether decision makers within the company have a clear understanding of concurrent engineering technologies and how to integrate them into production processes. Concurrent engineering involves the parallel development of products and the processes used to manufacture them. Having a clear vision of the concept can greatly impact efficiency and product quality. Recently, the practice of concurrent engineering (CE) has emerged as a critical factor in providing appropriate and optimal solutions to complex challenges that span many disciplines. In generating realistic and cost-effective product solutions for complete consumer enjoyment alongside competitors' products, concurrent engineering techniques also help in reducing the gap between physical and functional arrangement for product success. Concurrent engineering, according to Vijayakumar [1] involves the simultaneous development of systems and subsystems. This approach entails different teams working in parallel to develop individual components or subsystems of the product. In addition, concurrent engineering requires the simultaneous execution of various project preparation activities within each team responsible for a specific subsystem. Thus, this approach highlights the need to enhance communication capabilities and improve aggregation. According to Welo et al. [2], Using multidisciplinary teams is an effective approach to seamlessly integrating diverse subsystems into a cohesive end result. A previous study conducted by (Deshpande, 2019) on a sample of 204 Indian manufacturing managers showed that the dimensions of concurrent engineering and quality management have a positive impact on each other and on the company’s manufacturing performance, and that the research results provided tangible results to support the simultaneous implementation of total quality management and concurrent engineering. and motivate more organizations to engage in such practices. Understanding these interconnections will provide positive results in improving performance and gaining a sustainable competitive advantage [3]. Rismiller et al. [4] also showed that using concurrent engineering in projects reduces project design rework, improves design quality, and retains knowledge for use in projects. Aguilar-Virgen et al. [5] indicated that concurrent engineering aims to provide a collaborative environment in which everyone works simultaneously to optimize resources. Its use improved the design by identifying operator-induced problems, bottlenecks and errors, resulting in a loss reduction of 39.4% and a cost saving of 22.86%.
Based on the previous survey, the current research aims at the possibility of applying some simultaneous engineering techniques in assembly lines to reduce assembly process times in production lines through synchronization and parallelism of some activities, considering the extent of overlap between parts assembly processes and following parallel paths, which reduces assembly time. The research also holds great importance because it facilitates many key aspects: First, it presents a comprehensive theoretical framework that explains the concept of concurrent engineering technology and its significant impact on the success of industrial enterprises, and its alignment with contemporary developments in the automation of manufacturing processes. Second, it enables the adoption of innovative workstation layouts, production stage organization, and assembly operation methods, resulting in time savings, short production cycles, and the ability to quickly meet customer requirements. Finally, research helps improve and reconfigure production lines, ultimately reducing operational losses and increasing the efficient use of the company's overall resources, including manpower and various production requirements. The paper will also be organized as follows a statement of the concept of concurrent engineering and its dimensions, then the concept of assembly lines and the criteria for classifying assembly line budgets. The other section includes an explanation of the results and their discussion in the General Company for Automotive and Equipment Manufacturing, and at the end of the paper an explanation of the conclusions and recommendations.
Concurrent engineering is a methodology that involves the integration of design and associated processes, including product conception, pricing, quality, scheduling, user specifications, and ultimately, disposal [6]. It is a precursor to the development of complex systems that are activated through direct communication between interrelated disciplines rather than treating individual processes one by one, as in sequential design, or through individual processing [7]. Concurrent engineering is a comprehensive approach that integrates several elements such as product engineering, process engineering, market research, customer input, knowledge specialists, quality leaders, and suppliers. The goal of this concept is to develop products and processes that exceed consumer expectations. Marketing is an essential component of business operations, according to Gabrow [8]. The approach under consideration is a methodology used to develop new products, where the different departments responsible for design, manufacturing and sales collaborate from the beginning of the project. This method represents a systematic and coordinated approach to the simultaneous design of products and associated processes. The primary goal of this initiative is to inspire and encourage developers from the early stages. In order to comprehensively evaluate all aspects of a product's life cycle, it is necessary to take into account all relevant components [9]. Hence, the importance of concurrent engineering has increased in contributing to the achievements of organizations, as it facilitates reducing lead times, achieving high quality standards, reducing production and manufacturing costs, and meeting consumer demands.
According to Jenkins et al. [10], concurrent engineering represents an operational management approach aimed at improving and developing products and processes and participation is from all professional areas (planning, design, processing, production, assembly, marketing). Furthermore, concurrent engineering is a collaborative methodology for producing and evaluating tasks in a much shorter time frame than traditional task design practices, and the main characteristic of the process is parallelism [11]. IT tools positively influence the effectiveness of new product development (product quality, innovation, and market performance) [12], because they allow collaboration on design change, workflow management, document management services, knowledge management and sharing, and communication between work teams within the organization. And outside, such as suppliers and customers. In this way, technology enhances the integration of information and knowledge, which is an essential element of concurrent engineering [13]. Good implementation of concurrent engineering requires that all disciplines are available and active in the early concept phase of the product development process to address the difficult design problems they need to undertake to facilitate project implementation [14].
Therefore, virtual concurrent engineering project teams represent a new form of organization, which can provide organizations with levels of flexibility and responsiveness to customer and market requirements by enabling collaboration across space and time [15]. Manufacturing engineers collaborate with product designers during the product design phase to ensure that scalability and ease of manufacturing of the new product are taken into account. Design for Manufacturing (DFM) and Design for Assembly (DFA) methodologies are also used to guide the design process to ensure manufacturing and assembly considerations are taken into account during the design phases. The goal is to reduce product manufacturing costs, speed up the production process, and ensure quality in assembly [14].
Successful implementation of concurrent engineering requires the establishment of continuous communication channels between individuals involved in different stages of the development endeavor. Early agreement on basic product and process standards during the development process helps reduce development timelines [16]. Participants work together to achieve specific goals, and exchange data and information continuously and directly throughout all stages of the product life cycle [11]. Thus, concurrent engineering supports the interdisciplinary team values of collaboration and reliability, and thus, sharing and exchanging knowledge and information is required in a way that enhances decision-making processes. Collectively, as well as focusing on the simultaneous study during the design phase and all other aspects of the product life cycle with the aim of developing them in the future [17].
Large-scale production processes called assembly lines were developed to meet the demand for more affordable and accessible goods. Multiple workstations are arranged along a conveyor belt or other material-handling device for this purpose. Workstations along an assembly line perform one or more tasks, moving incomplete goods. Across the line, successive operations are performed at each workstation to assemble the finished product [18], and many final assembly operations are performed manually. Manual assembly offers flexible coordination, increasing the potential for workers to identify required tasks when automation becomes unfeasible. Economically or technically [19], assemblies consist of the operations of inserting, fixing, mounting, and interlocking. Kimble et al. [20] asserted that typical components found in a system include hard elements like screws, nuts, gears, and electrical connectors, as well as flexible components such as belts and cables. In the automotive industry, one study indicates that the percentage of manual assembly time ranges from 30–50% of the total assembly operations [21].
The assembly process is associated with converting the specified engineering plan or 3D model into manufacturing instructions that include vital information about the various processors, machines used, tools required, spare parts, and other relevant aspects. A comprehensive assessment of these requirements in assembly lines is a basic requirement for implementing assembly operations, as described by Mourtzis et al. [22], in their work on process planning, involves the division of a series of tasks among various workstations. Each workstation is responsible for the completion of specific assigned tasks, as outlined by Janardhanan et al. [23]. An assembly line refers to a manufacturing system including a sequence of workstations designed for the purpose of facilitating mass production of standardized goods, such as electronics and vehicles [24]. That in these workstations, different parts or components are incorporated into the semi-finished product through assembly processes until the product reaches its final state [25]. The assembly line is characterized as a manufacturing process where components are systematically added to the product to efficiently achieve planned logistics and create the final product in the most time-efficient manner possible [26]. This integration occurs as the components progress through a series of workstations along the line, typically facilitated by a conveyor system, until the final stage of production is achieved [27].
3.1 Ways to represent the assembly plan
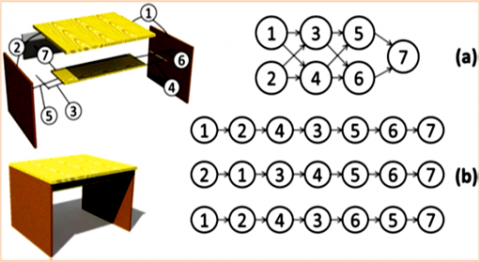
The challenge encountered in assembly planning lies in striking a balance between adaptability to accommodate the manufacturing of personalized items and the need for extensive customization to achieve optimal levels of output. The successful implementation of assembly lines relies on a strategic blend of both immediate and enduring choices [27]. The process of assembly planning entails the establishment of a viable methodology for the construction of a product. The efficiency of assembly and assembly line activities is influenced by the product assembly plan and its various components. The initiation of assembly planning involves the establishment of interconnections among the constituent elements of the ultimate assembly. Various ways exist for representing product components or sub-assemblies, with the precedence diagram or graph being the predominant representation employed in assembly planning. Various representations have been suggested to encompass all sequences appropriate for aggregation in the context of primacy, these representations encompass the process, times, and levels of aggregation., as depicted by Rekiek et al. [28], and Figure 1 provides an illustration of these representations.
One advantage of establishing precedence relationships instead of utilizing a direct assembly sequence is that the resulting precedence diagram encompasses multiple potential assembly sequences. This enables the selection of the best suitable sequence, taking into consideration the assembly layout and relevant criteria [27].
Assembly lines, depending on the physical constraints, may be formulated according to different layouts. Generally speaking, ALBPs could be divided into four types based on the layouts of workstations: (a) straight assembly line balancing problems (SALBPs); (b) U-type assembly line balancing problems (UTALBPs); (c) parallel assembly line balancing problems (PALBPs); (d) two-sided assembly line balancing problems (2S-ALBPs) [29], Figure 2 illustrates the layouts of the four assembly line systems.
Figure 1. Represent the assembly plan [28]
Figure 2. Different types of assembly lines layouts [29]
3.2 Assembly line balancing
The task of assigning processes to workstations has conventionally been denoted as an assembly line balance problem. In this problem, it is essential to ensure that the burden assigned to each workstation does not surpass the cycle time, while still maintaining tight compatibility with the precedence relationship between processes [29]. The assembly line balancing problem, as identified by Aydin [30], is a crucial aspect of manufacturing companies as it directly impacts productivity and cost reduction. This problem involves the allocation of tasks to consecutive stations in order to optimize targets based on the specific tasks and processing times involved.
Assembly line balancing tries to distribute tasks to workstations in a balanced way while meeting constraints like precedence constraints and cycle time constraints [24], line and reduce cycle time by shortening the time it takes to complete the tasks needed to process a part of a product, which shortens the total assembly time, and the assembly line balancing process can help reduce the number of workstations [31]. The technique of organizing tasks in workstations to achieve a similar total time requirement in each workstation is referred to as cycle time [32]. Additionally, it involves the allocation of tasks to certain stations within a production line in order to achieve the target output rate while minimizing the number of workstations [33]. The purpose of the assembly line budget is to allocate all work units of the product to each work station on the assembly line, ensuring that every station is fully utilized.
The search show how concurrent engineering technique can redesign the assembly line to reduce total time, idle time and increased the efficient of it. Improve that in the next Section 4.
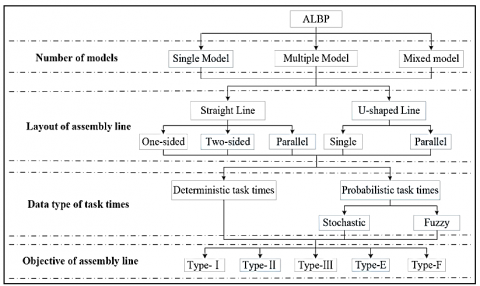
3.3 Assembly line balancing classification criteria
Assembly line budgeting is classified according to four criteria [34]:
Figure 3. Assembly line classification scheme [33]
4.1 Current assembly line
The current assembly line suffers from multiple problems, most notably the imbalance of the assembly line between workstations in terms of time and task performance. Therefore, we will try to focus on synchronizing some activities whose times are close and in the same workstation, to eliminate or reduce wasted time that negatively affects the time of previous and subsequent stations. This, in turn, affects the overall time for assembling the product. Assembly line operations can be explained according to the following three stage:
4.1.1 First workstation
This station includes a set of sequential activities that begin with the preparation of raw materials and semi-manufactured parts in the production line to begin the processes of preparation, preparation, and connection of parts according to the previously established plans from the planning department. The parts are transferred from one stage to another within the main workstation in the assembly line without considering the bottlenecks. It occurs due to the timing of different operations or the occurrence of emergency matters in the production line. The first workstation consists of 14 sequential stages that include the activities carried out by the worker on the assembly line. The total times of transportation operations were (21.5) minutes, while the total times of operations were (265) minutes, and the total lost time was (201) minutes, as shown in Table 1.
Table 1. Main workstation
|
Stage |
Distance (meter) |
Procedure |
Total Time (min) |
||
|
Transport (min) |
Processes (min) |
Idle Time (min) |
|||
|
1 |
20 |
15 |
32 |
2 |
49 |
|
2 |
3 |
0.5 |
19 |
17 |
36.5 |
|
3 |
3 |
0.5 |
20 |
12 |
32.5 |
|
4 |
3 |
0.5 |
34 |
0 |
34.5 |
|
5 |
3 |
0.5 |
20 |
14 |
34.5 |
|
6 |
3 |
0.5 |
27 |
10 |
37.5 |
|
7 |
1 |
0.5 |
27 |
4 |
31.5 |
|
8 |
15 |
0.5 |
10 |
24 |
34.5 |
|
9 |
5 |
0.5 |
18 |
19 |
37.5 |
|
10 |
6 |
0.5 |
17 |
4 |
21.5 |
|
11 |
25 |
0.5 |
12 |
22 |
34.5 |
|
12 |
12 |
0.5 |
9 |
25 |
34.5 |
|
13 |
2 |
0.5 |
10 |
23 |
33.5 |
|
14 |
15 |
0.5 |
10 |
25 |
35.5 |
|
Total Summation |
21.5 |
265 |
201 |
487.5 |
|
4.1.2 Mechanical parts connection station
This station also includes a set of sequential activities that begin upon the arrival of the semi-manufactured parts from the first preparatory station. This station consists of five sequential stages in which the mechanical parts are connected according to the pre-prepared plan in the assembly line. The total times of transportation operations reached (30) minutes, while the total operation times were (93) minutes and the total lost time was (94) minutes, as shown in Table 2.
Table 2. Mechanical parts connection station
|
Stage |
Distance (meter) |
Procedure |
Total Time (min) |
||
|
Transport (min) |
Processes (min) |
Idle Time (min) |
|||
|
15 |
5 |
6 |
20 |
17 |
43 |
|
16 |
3 |
3 |
37 |
0 |
40 |
|
17 |
3 |
10 |
17 |
20 |
47 |
|
18 |
3 |
5 |
10 |
27 |
42 |
|
19 |
3 |
6 |
9 |
30 |
45 |
|
Total Summation |
30 |
93 |
94 |
217 |
|
4.1.3 Final finishing station
This station includes a set of activities consisting of nine phases, through which the final requirements are fulfilled in the assembly line up to the inspection, testing, and marketing operations. The total times of transportation operations were ten minutes, while the total times of operations were 120 minutes. As for the total lost time, it was 103 minutes, as shown in Table 3.
Table 3. Final finishes station
|
Stage |
Distance (meter) |
Procedure |
Total Time (min) |
||
|
Transport (min) |
Processes (min) |
Idle Time (min) |
|||
|
20 |
3 |
6 |
8 |
15 |
29 |
|
21 |
3 |
0.5 |
5 |
20 |
25.5 |
|
22 |
3 |
0.5 |
13 |
18 |
31.5 |
|
23 |
3 |
0.5 |
14 |
5 |
19.5 |
|
24 |
3 |
0.5 |
25 |
0 |
25.5 |
|
25 |
3 |
0.5 |
20 |
5 |
25.5 |
|
26 |
15 |
0.5 |
10 |
15 |
25.5 |
|
27 |
3 |
0.5 |
15 |
10 |
25.5 |
|
28 |
3 |
0.5 |
10 |
15 |
25.5 |
|
Total Summation |
10 |
120 |
103 |
233 |
|
The production process can be illustrated according to the sequence followed in the researched company in Figure 4.
Figure 4. Current workstations
4.2 Suggested assembly line
By diagnosing the loss cases in the current assembly line and highlighting the stations that need to be reviewed, it is possible to avoid some idle times by rearranging activities that are close in time. In addition to redistributing work tasks among workers and with the formation of an integrated work team, or what is called the simultaneous engineering work team, there is an opportunity to eliminate losses, improve the flow of the assembly line, save time and reduce costs, and ensure that customers’ requirements are met on time. This is done by dividing the work according to the following stations and stages:
4.2.1 Main parts installation station
The specialized work team synchronizes the completion of tasks and activities at this station in accordance with the workers' available skills and a set of stages and main activities that are involved in assembling the parts. (5) minutes, reducing wasted time (12) minutes, as well as simultaneous implementation of the activities of phases (6) and (7) and phases (9) and (10), saving time of (31.5) and (21.5) minutes on consecutively, and reducing lost times by (4) minutes for each stage, and this can be explained in the following Table 4.
Table 4. Proposed main workstation
|
Stage |
Distance (meter) |
Procedure |
Total Time (min) |
||
|
Transport (min) |
Processes (min) |
Idle Time (min) |
|||
|
1 |
20 |
15 |
32 |
2 |
49 |
|
2 |
3 |
0.5 |
20 |
17 |
37.5 |
|
3 |
3 |
||||
|
4 |
3 |
0.5 |
34 |
0 |
34.5 |
|
5 |
3 |
0.5 |
20 |
14 |
34.5 |
|
6 |
3 |
0.5 |
27 |
10 |
37.5 |
|
7 |
1 |
||||
|
8 |
15 |
0.5 |
10 |
24 |
34.5 |
|
9 |
5 |
0.5 |
18 |
19 |
37.5 |
|
10 |
6 |
||||
|
11 |
25 |
0.5 |
12 |
22 |
34.5 |
|
Total Summation |
18.5 |
173 |
108 |
299.5 |
|
4.2.2 Mechanical parts assembly station
Through the proposed assembly line, it is possible to synchronize the implementation of phases 13 and 14 at one time, saving time of 33.5 minutes and reducing wasted time of 23 minutes, as illustrated in the following Table 5.
Table 5. Proposed mechanical parts installation station
|
Stage |
Distance (meter) |
Procedure |
Total Time (min) |
||
|
Transport (min) |
Processes (min) |
Idle Time (min) |
|||
|
12 |
12 |
0.5 |
9 |
25 |
34.5 |
|
13 |
2 |
0.5 |
10 |
25 |
35.5 |
|
14 |
15 |
||||
|
15 |
5 |
6 |
20 |
17 |
43 |
|
16 |
3 |
3 |
37 |
0 |
40 |
|
17 |
3 |
10 |
17 |
20 |
47 |
|
Total Summation |
20 |
93 |
87 |
200 |
|
4.2.3 Final installation station
Through the proposed assembly line, it is possible to synchronize the implementation of phases (19) and (20) at one time, saving a time of (29) minutes and reducing wasted time (15) minutes, as well as synchronizing phases (22) and (23) and saving a time of (25) 5 minutes, and the lost time is reduced by (5) minutes, as shown in the following Table 6.
Table 6. Final installation station
|
Stage |
Distance (meter) |
Procedure |
Total Time (min) |
||
|
Transport (min) |
Processes (min) |
Idle Time (min) |
|||
|
18 |
3 |
5 |
10 |
27 |
42 |
|
19 |
3 |
6 |
9 |
30 |
45 |
|
20 |
3 |
||||
|
21 |
3 |
0.5 |
5 |
20 |
25.5 |
|
22 |
3 |
0.5 |
14 |
18 |
32.5 |
|
23 |
3 |
||||
|
24 |
3 |
0.5 |
25 |
0 |
25.5 |
|
25 |
3 |
0.5 |
20 |
5 |
25.5 |
|
26 |
15 |
0.5 |
10 |
15 |
25.5 |
|
27 |
3 |
0.5 |
15 |
10 |
25.5 |
|
28 |
3 |
0.5 |
10 |
15 |
25.5 |
|
Total Summation |
14.5 |
118 |
140 |
272.5 |
|
Based on the above procedure, Figure 5 shows the diagram of the proposed assembly operations.
Looking at Figure 5, the assembly line was organized into three primary workstations, each with its own distinct characteristics. The first workstation encompassed 14 stages, with a total passage time of 487.5 minutes. Among these, 265 minutes were dedicated to actual activities, while 21.5 minutes were allocated to the preparation and transportation of spare parts. Regrettably, 201 minutes were squandered. This information is summarized in Table 1. The second workstation consisted of five stages, consuming 219 minutes in total. Within this span, 93 minutes were devoted to actual work, while 30 minutes were spent on spare parts preparation and transportation. Unfortunately, 94 minutes were lost due to inefficiencies, as depicted in Table 2. The third workstation, comprising nine stages, took 233 minutes for completion. Of this time, 120 minutes were dedicated to productive tasks, with 10 minutes designated for spare parts handling. Nevertheless, 103 minutes were wasted. This data is outlined in Table 3. In the current sequential assembly line, a total of 28 stages were involved, taking 939.5 minutes to complete. This duration encompassed 478 minutes of actual work, 61.5 minutes for preparation and transportation, and a significant 398 minutes lost to inefficiencies, as detailed in Table 7.
Figure 5. Suggested assembly line of the current study
Table 7. Summary of the current (sequential) assembly line times
|
Assembly Line |
Transport (min) |
Processes (min) |
Idle Time (min) |
Total Time (min) |
|
Sequential |
61.5 |
478 |
398 |
939.5 |
In the context of the proposed assembly line, several key findings have emerged from the analysis. Firstly, the assembly line was structured into three primary workstations. The initial station comprised 11 stages, taking a total of 299.5 minutes to complete. Within this, actual productive activities accounted for 173 minutes, while 18.5 minutes were spent on preparing and transporting spare parts. Regrettably, a substantial 108 minutes were lost during this process, as outlined in Table 4.
Moving on to the second station, it encompassed six stages, with a cumulative time of 200 minutes required for completion. Within this timeframe, 93 minutes were dedicated to actual productive tasks, while 20 minutes were devoted to preparing and transporting spare parts. Unfortunately, 87 minutes were lost during this stage, as detailed in Table 5. Lastly, the third station consisted of 11 stages, taking a total of 272.5 minutes to pass through. Actual productive activities in this station consumed 118 minutes, with an additional 14.5 minutes allocated to preparing and transporting spare parts. Notably, 140 minutes were lost during this phase, as indicated in Table 6.
In summarizing the entire assembly line, it comprised a total of 28 simultaneous activities and took 772 minutes to complete. This encompassed 384 minutes of actual productive activities, 53 minutes for preparation and transportation, and a significant 335 minutes lost during the process, as demonstrated in Table 8. These findings offer a comprehensive overview of the proposed assembly line's performance and potential areas for improvement.
Table 8. Summary of the current (simultaneous) assembly line times
|
Assembly Line |
Transport (min) |
Processes (min) |
Idle Time (min) |
Total Time (min) |
|
Simultaneous |
53 |
384 |
335 |
772 |
Through a comparison between Tables 7 and 8, it is concluded that the collection processes, some of whose activities were synchronized, have achieved success in reducing all the times of collection activities in varying proportions, and thus the total time has been reduced to (772) minutes instead of (939.5), which is accurate, i.e., by 16.75%, as shown in the Figure 6.
Figure 6. Comparison between the current and proposed assembly line
It is worth noting that the efficiency of the assembly line depends on the reduction of idle time and the reduction of bottlenecks, which is the problem of the current assembly line. In the case of synchronization of certain activities, the results indicated a 16% increase in the efficiency of the line compared to the series line. This means that the company increases production capacity to 24 cars instead of 20 cars per day.
The current study seeks to take advantage of contemporary technological advances, especially concurrent engineering, to improve the design of production and assembly lines. The primary goal is to reduce production time. Some points can be drawn as conclusions:
(1) The company's department managers did not have a complete understanding of concurrent engineering technology and its uses.
(2) The time required to complete the process in the company is very high and there are bottlenecks that delay product delivery.
(3) Adopting the method of synchronization and parallelism in some production processes has an effective effect in reducing the production cycle time.
(4) The dimensions of concurrent engineering focus on developing the work team’s capabilities to practice mutual operations that lead to increased expertise as well as eliminating boring daily routine.
(5) The lack of sufficient sub-warehouses for all workstations, and this in turn causes confusion in the movement of workers, delays in the progress of the production line, and sometimes its cessation.
Also, considering the current proposals and results, there are some recommendations:
(1) Holding training courses for technical workers and engineers according to the required technical specialization (mechanics, electricity, planning, etc.).
(2) The necessity of providing some spare parts used in the industry by benefiting from other company departments that possess material and human resources.
(3) The company should use concurrent engineering to redesign the assembly line to reduce completion time and delivery time.
(4) The need to consider the results of academic and applied research and try to apply them practically while exchanging opinions and observations to keep pace with global developments.
(5) The company's stores must be rearranged, and sub-stores must be provided to meet the station's needs simultaneously or using a pull system as needed.
[1] Vijayakumar, D.K. (2022). Concurrent engineering and machine learning techniques in medical science. Concurrent Engineering, 30(1): 3-4. https://doi.org/10.1177/1063293X221085830
[2] Welo, T., Lycke, A., Ringen, G. (2019). Investigating the use of set-based concurrent engineering in product manufacturing companies. Procedia CIRP, 84: 43-48. https://doi.org/10.1016/j.procir.2019.04.276
[3] Deshpande, A. (2019). Total quality management, concurrent engineering and manufacturing performance: An empirical investigation. Journal of Operations and Strategic Planning, 2(1): 35-64. https://doi.org/10.1177/2516600X19845230
[4] Rismiller, S., Cagan, J., McComb, C. (2023). Exploring the impact of set-based concurrent engineering through multi-agent system simulation. Artificial Intelligence for Engineering Design, Analysis and Manufacturing, 37: e16. https://doi.org/10.1017/S0890060423000112
[5] Aguilar-Virgen, Q., Castañeda-González, M., Marquez-Benavides, L., Gonzalez-Vazquez, J., Taboada-González, P. (2021). Concurrent engineering model for the implementation of new products in the textile industry: A case study. Applied Sciences, 11(8): 3584. https://doi.org/10.3390/app11083584
[6] Asyraf, M.Z., Suriani, M.J., Ruzaidi, C.M., Khalina, A., Ilyas, R.A., Asyraf, M.R.M., Syamsir, A., Azmi, A., Mohamed, A. (2022). Development of natural fibre-reinforced polymer composites ballistic helmet using concurrent engineering approach: A brief review. Sustainability, 14(12): 7092. https://doi.org/10.3390/su14127092
[7] Bach, C., Drobny, C., Tajmar, M. (2022). Trade-off between concurrent engineering software tools for utilisation in space education and beyond. In 4th Symposium on Space Educational Activities, Universitat Politècnica de Catalunya. https://doi.org/10.5821/conference-9788419184405.125
[8] Gabrow, R.Y. (2021). Concurrent engineering, product life cycle management using cross-functional teams: A case study. Periodicals of Engineering and Natural Sciences, 9(2): 842-857. https://doi.org/10.21533/pen.v9i2.1916
[9] Putnik, G.D., Putnik, Z. (2019). Defining sequential engineering (SeqE), concurrent engineering (SE), concurrent engineering (CE) and collaborative engineering (ColE): On similarities and differences. Procedia CIRP, 84: 68-75. https://doi.org/10.1016/j.procir.2019.07.005
[10] Jenkins, C., Hope, R., Wilson, A.R., Berquand, A. (2020). STRATHcube: The design of a student CubeSat using concurrent engineering methods. In 9th International Systems & Concurrent Engineering for Space Applications Conference (SECESA 2020).
[11] Rihar, L., Kušar, J. (2021). Implementing concurrent engineering and QFD method to achieve realization of sustainable project. Sustainability, 13(3): 1091. https://doi.org/10.3390/su13031091
[12] Mabaso, T. (2022). Establishment of a framework for improved concurrent engineering of De Beers Technologies products: A case study. Doctoral Dissertation, University of Johannesburg.
[13] Gao, J., Bernard, A. (2018). An overview of knowledge sharing in new product development. The International Journal of Advanced Manufacturing Technology, 94: 1545-1550. https://doi.org/10.1007/s00170-017-0140-5
[14] Anderson, D.M. (2020). Design for manufacturability: How to use concurrent engineering to rapidly develop low-cost, high-quality products for lean production. CRC Press.
[15] Ebrahim, N. A. (2015). Virtual R&D teams: A new model for product development. International Journal of Innovation, 3(2): 1-27.
[16] Bozarth, C.C., Handfield, R.B., Weiss, H.J. (2008). Introduction to Operations and Supply Chain management. Upper Saddle River, NJ: Pearson Prentice Hall.
[17] Addo-Tenkorang, R. (2011). Concurrent Engineering (CE): A review literature report. In Proceedings of the World Congress on Engineering and Computer Science, pp. 19-21.
[18] Albus, M., Huber, M.F. (2023). Resource reconfiguration and optimization in brownfield constrained robotic assembly line balancing problems. Journal of Manufacturing Systems, 67: 132-142. https://doi.org/10.1016/j.jmsy. 2023.01.00
[19] Wu, Y., Wu, Y., Guerrero, J.M., Vasquez, J.C. (2021). A comprehensive overview of framework for developing sustainable energy internet: From things-based energy network to services-based management system. Renewable and Sustainable Energy Reviews, 150: 111409. https://doi.org/10.1016/j.rser.2021.111409
[20] Kimble, K., Van Wyk, K., Falco, J., Messina, E., Sun, Y. Shibata, M, Uemura, W., Yokokohji, Y. (2020). Benchmarking protocols for evaluating small parts robotic assembly systems. IEEE Robotics and Automation Letters, 5(2), 883-889. https://doi.org/10.1109/LRA.2020.2965869
[21] Schmidbauer, C., Zafari, S., Hader, B., Schlund, S. (2023). An empirical study on workers' preferences in human–robot task assignment in industrial assembly systems. IEEE Transactions on Human-Machine Systems, 53(2): 293-302. https://doi.org/10.1109/THMS.2022.3230667
[22] Mourtzis, D., Zogopoulos, V., Xanthi, F. (2019). Augmented reality application to support the assembly of highly customized products and to adapt to production re-scheduling. The International Journal of Advanced Manufacturing Technology, 105: 3899-3910. https://doi.org/10.1115/1.4039429
[23] Janardhanan, M.N., Li, Z., Nielsen, P. (2019). Model and migrating birds optimization algorithm for two-sided assembly line worker assignment and balancing problem. Soft Computing, 23: 11263-11276. https://doi.org/10.1007/s00500-018-03684-8
[24] Hazır, Ö., Agi, M.A., Guérin, J. (2020). A fast and effective heuristic for smoothing workloads on assembly lines: Algorithm design and experimental analysis. Computers & Operations Research, 115: 104857. https://doi.org/10.1016/j.cor.2019.104857
[25] Pintzos, G., Triantafyllou, C., Papakostas, N., Mourtzis, D., Chryssolouris, G. (2016). Assembly precedence diagram generation through assembly tiers determination. International Journal of Computer Integrated Manufacturing, 29(10): 1045-1057. https://doi.org/10.1080/0951192X.2015.1130260
[26] Chutima, P. (2022). A comprehensive review of robotic assembly line balancing problem. Journal of Intelligent Manufacturing, 33(1): 1-34. https://doi.org/10.1007/s10845-020-01641-7
[27] Sikora, C.G.S. (2021). Benders’ decomposition for the balancing of assembly lines with stochastic demand. European Journal of Operational Research, 292(1): 108-124. https://doi.org/10.1016/j.ejor.2020.10.019
[28] Rekiek, B., Dolgui, A., Delchambre, A., Bratcu, A. (2002). State of art of optimization methods for assembly line design. Annual Reviews in Control, 26(2): 163-174. https://doi.org/10.1016/S1367-5788(02)00027-5
[29] Eghtesadifard, M., Khalifeh, M., Khorram, M. (2020). A systematic review of research themes and hot topics in assembly line balancing through the web of science within 1990–2017. Computers & Industrial Engineering, 139: 106182. https://doi.org/10.1016/j.cie.2019.106182
[30] Aydin, D. (2013). Two-sided assembly line balancing using teaching-learning based optimization algorithm and group assignment procedure. Doctoral dissertation, DEÜ Fen Bilimleri Enstitüsü.
[31] Kilincci, O. (2010). A Petri net-based heuristic for simple assembly line balancing problem of type 2. The International Journal of Advanced Manufacturing Technology, 46: 329-338. https://doi.org/10.1007/s00170-009-2082-z
[32] Krajewski, L.J., Ritzman, L.P., Malhotra, M.K. (2010). Operations Management: Processes and Supply Chains, New Jersey: Pearson, p. 120.
[33] Jiao, Y.L., Jin, H.Q., Xing, X.C., Li, M.J., Liu, X.R. (2021). Assembly line balance research methods, literature and development review. Concurrent Engineering, 29(2): 183-194. https://doi.org/10.1177/1063293X20987910
[34] Li, Z., Kucukkoc, I., Nilakantan, J.M. (2017). Comprehensive review and evaluation of heuristics and meta-heuristics for two-sided assembly line balancing problem. Computers & Operations Research, 84: 146-161, https://doi.org/10.1016/j.cor.2017.03.002