Imhade Princess Okokpujie*![]() | Jude Ebieladoh Sinebe
| Jude Ebieladoh Sinebe
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The implementation of soft computing procedures in tool wear prediction and optimization is a significant process in machining operations for sustainable manufacturing of components with quality finishing. Tool wear is one of the response parameters that leads to a high rate of production cost due to constant tool substitution during machining, mostly when machining hard metals that are difficult to machine. With these challenges, several techniques have been put in place to optimize and predict tool wear rates, including turning, milling, grinding, shaping, and drilling. This study focuses on the evaluation of existing literature that employs soft computing procedures such as ANN-GA, ANFIS, ANFIS-PSO, and ANFIS-FCM in the prediction of cutting tool wear rate during machining processes. From the different study reviews, the results show that the application of these soft computing procedures significantly improves tool life during the manufacturing process by employing the optimal machining parameters in an eco-friendly nano-lubrication environment. This study also points out the challenges currently faced with these soft computing techniques and gives a sustainable way forward as a recommendation to improve the manufacturing process.
ANN-GA, ANFIS, ANFIS-PSO, ANFIS-FCM, tool wear, machining process, prediction and optimization
The purpose of an artificial neural network (ANN) is to predict and determine the optimal machining parameters that result in the least amount of tool wear, surface roughness, cutting force, and vibration [1]. The parameters of technological processing are values that are affected by various factors. because there are no standardized forms or procedures for determining processing parameters [2]. Experience values, such as various books, graphics, and so on, are used in most cases. As a result, neural networks can be extremely useful. In place of performing, a neural network is trained to predict the unknown machining parameters after a detailed calculation of the processing parameters [3]. Artificial neural networks are being developed and widely employed to solve problems in the manufacturing industry [4]. Cutting speed, feed rate, depth of cut, helix angles, and radial depth of cut are the machining parameters. The variations of chip thickness, high heat stress, low machining efficiency, poorer surface quality, and tool wear can lead to poor performance of the developed mechanical component [5]. The study of tool wear cannot be overemphasized when considering the machining parameters at the machining region. These parameters, such as cutting speed, feed rate, and depth of cut when in operation, can affect the system through vibration and heat generation [6]. Figure 1(a-b) gives an illustration of the cutting tool before and after operation, which shows that the need for prediction and optimization analysis is high.
Tool wear was calculated using efficient mathematical models that took into account speed variations, vibration-cutting powers, acoustic discharge, the mean force of vibration marks, prattle vibration, and the wear coefficient pace of the ascent of the heap file of dissemination [7]. Feed rate is a significant contributor to workpiece surface roughness, whereas speed and depth of cut are major contributors to tool wear. A lot of research is being done on the abrasive jet machining wear mechanism. Prediction and measurement of the integrity of machined surfaces take time and are rarely used on the factory floor. It is difficult to forecast. Prior to the machining process, the above parameters were tested under various operating conditions [8]. Tool condition monitoring is a time-consuming and complicated process that involves the indirect measurement of tool wear. Temperature, force, torque, and mechanical vibration are all factors that influence tool wear. Cutting tool monitoring is a complex phenomenon that necessitates a methodical and prolific approach [9]. To forecast the condition of the tool and determine the precise replacement time, a decisive support system is required. As a result, several researchers propose that one of the unique approaches that have been explored and advocated to predict and automate TCM systems in turning operations is an artificial neural network (ANN) approach [10]. Many researchers have investigated the use of neural networks for tool wear prediction. While machining at varying speeds and depths of cut, a backpropagation neural network model predicts failure mode and tool life [10-12].
Figure 1. (a) cutting tool before machining process and (b) tool wear after machining process
The accuracy of an ANN model for tool wear prediction was demonstrated by milling alloy with tool vibration and cutting forces [13]. It has been demonstrated how to estimate tool wear in turning operations using vibration characteristics in ANN prediction models. The effectiveness of ANN-based wear prediction is influenced by training techniques, transfer functions, training data, stopping criteria, and the network's number of neurons [14]. Every ANN model is unique because it is formed by the cutting operation, workpiece-tool material combination, cutting speed, feed rate, and depth of cut [15]. Salimiasl and Özdemir [16] carried out a study that outlines a step-by-step procedure for creating an ANN model through experimentation. The experiment's goal is to determine the applicability and utility of a neural network approach to tool life prediction and replacement time based on vibration data under specific operating conditions, tool-material combinations. Shankar et al. [17] generated flank wear in machining using the experiment's design (DOE) method, and an ANN model was used to predict flank wear. And the model prediction fell within the training range. In terms of reducing computing time while maintaining acceptable prediction accuracy during the machining process, the particle swarm optimization approach outperformed the ANN model [18]. The ANN hard turning model was more robust, faster, and more precise. The ANN model of hard turning was more robust, faster, and precise. A model for predicting tool wear for milling operations was created by combining cutting force, vibration, and acoustic emission [19]. An adaptive neuro-fuzzy inference system (ANFIS) was configured using a strain gauge sensor for TCM, and the model was demonstrated to be accurate [20]. According to the work of Wiciak-Pikuła et al. [21], Matrix composites materials that are difficult to cut. One of the tools used to forecast tool wear or surface roughness in machining is artificial neural networks (ANN). When regression models do not produce satisfactory results, model development is used. AMCs are used in the automotive and aerospace industries due to their mechanical characteristics based on SiC or Al2O3 reinforcement. For the milling tests, a three-edged end mill with diamond coating was chosen due to the abrasiveness of these materials. In this study, the tool corner wear VBC and tool flank wear VBB during milling of AMC with 10% SiC content were predicted using multilayer perceptron (MLP) models as shown in Eq. (1) for the tool wear model. Three cutting speeds were tested, and the signals of vibration acceleration and cutting forces were chosen as input to the network. The models with the highest levels of efficiency were chosen, and the accuracy of wear prediction was evaluated, based on the analysis of the produced models. In order to compare the measured and anticipated values of tool wear, the mean square error (MSE) was the primary parameter for evaluating the quality of the created models. Where Ff (Y) for feed direction; FfN (X) for normal feed direction; Fp (Z) for the axial direction. Also, the acceleration of vibration was measured in the following different directions: Af (X) for feed direction; AfN (Y) for normal feed direction; Ap (Z) for axial direction presented in the multilayer perceptron network of the ANN in Figure 2.
Figure 2. Tool wear prediction structure of multilayer perceptron (MLP) network
Analyzing observed tool corner wear VBC and tool flank wear VBB comes first in the results analysis process. A third-degree polynomial equation as shown in Eq. (1) was chosen as the best appropriate for the tool wear process in order to determine the relationships between the tool wear and cutting time. Where VBi—tool wear, tc—cutting time.
$V B_i=a \cdot t_c^3+b \cdot t_c^2+c \cdot t_c$ (1)
A flank wear image with ANN was created and used to create a two-step procedure for predicting the life of a tool. Several researchers have considered using ANN to predict tool wear [22-24]. ANFIS models were developed to predict the performance of abrasive water jet machining parameters. Figure 2a and 2b shows a typical ANN structural for the prediction analysis and the model structure developed with five input parameters and one output (tool wear).
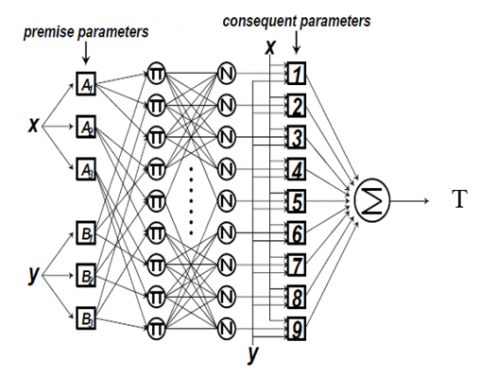
ANFIS is a mixture of an artificial neural network (ANN) and a fuzzy inference system (FIS), combining the advantages of both. An ANFIS model's ANN generates fuzzy rules from the input data, and fuzzy membership function variables are used adaptively throughout the hybrid learning process. ANFIS can connect inputs and outputs using input-output data pairs and a hybrid learning technique to draw on human expertise [25]. The ANFIS network, which resembles a multilayer feed-forward network, contains five layers: the rule base, the database, the decision-making unit, and the two fuzzification interfaces as presented in Eqns. (2)-(6). The number of nodes in each layer of the ANFIS layout is determined by the node function description, as seen in Figure 3. Where T represent the tool wear rate, while the premise parameters A which interact with as the consequent parameters to produce the output (Tool wear prediction). In machining, cutting liquids, otherwise called metal working liquids, are utilized in tasks as a coolant to diminish the intensity produced by prompted grinding between the cutting device and the contact surface of the workpiece [26]. It likewise works as a grease, diminishing grinding and eliminating chips produced by the slicing device-to-work-piece contact during machining. Cutting liquid cooling and oil, for instance, are expected to keep the workpiece and wheel from consuming while likewise staying away from stage advances, undesirable lingering tractable anxieties, and warm bending and blunders [27].
Figure 3. The structural analysis model of fuzzy inference inputs-type [11]
Layer 1: This layer's nodes each have adaptive node functions. These nodes are often employed to apply fuzzy membership functions (MFs) to map or fuzzify the inputs, x and y, into the appropriate fuzzy linguistic values of small, medium, or high. $O_i^1$ , fuzzified output given by Eq. (2).
$O_i^1=\mu A_i(x), \quad i=1,2$, (2)
Layer 2: By combining each input signal from Layer 1 with itself, the fixed node function in this layer gives the layer 2 output signal rules, $O_i^2$, strength. This is stated as follows in Eq. (3):
$O_i^2=\omega_i=\mu A_i(x) \times \mu B_i(x)\,\,\,\, i=1,2$, (3)
where, xi is the output signal from Layer 2 (also known as firing strength) and lBi(x) is the corresponding MFs linguistic values for the second input.
Layer 3: The preceding layer's fuzzy rules' normalized firing strength, xi, is calculated in this layer through Eq. (4):
$\overline{\omega_i}=\omega_i / \sum_{i=1}^n w_i, \quad i=1,2$, (4)
Layer 4: In this layer, defuzzification of the first order Takagi-Sugeno type fuzzy rules is carried out in order to solve the total weighted output, xif i, using the normalised firing strength, xi. The expression is used to achieve the defuzzification shown in Eq. (5):
$\overline{\omega_i} f_i=\overline{\omega_i}\left(P_i X+q_i y+r_i\right), \quad i=1,2$, (5)
Layer 5: The formula for total output is calculated using the sum of all weighted signals from layer 4, which is given by Eq. (6):
$\begin{aligned} f=\overline{\omega_1} f_1+\overline{\omega_2} f_2 & =\left(\overline{\omega_1} x\right) P_1+\left(\overline{\omega_1} y\right) q_1+\left(\overline{\omega_1}\right) r_1+\left(\overline{\omega_2} x\right) P_2+\left(\overline{\omega_2} y\right) q_1+\left(\overline{\omega_2}\right) r_2\end{aligned}$ (6)
where, f1 and f2 are the Takagi–Sugeno first order linear functions, p1, q1, p2, q2 are the linear coefficients of those functions.
The use of nano-fluids has been investigated and found to have tremendous cooling and lubricating properties that are ideal for machining and are less harmful to human health and the environment when compared to conventional fluid [28, 29]. Allowing us to emphasize the benefits of using nanofluids in machining operations in terms of cost, energy used, time spent, assurance of finished work quality, productivity increase, and human health and safety. Cutting fluids, coolants, and lubricants with higher thermal conductivities than conventional coolants in machining applications (such as nano-fluids) are just a few of the features that have been appropriately optimized to achieve positive results such as improved tool life, surface finish, and material removal rates. Traditional cutting fluids are ineffective at high cutting control temperatures, rapid tool wear, and they also pollute the workplace and contribute to overall pollution [30]. With their lubricating and cooling properties, nanofluids have emerged as a viable option. However, this research focus is to review existing work on tool wear rate carried out with optimization and prediction via ANN-GA, ANFIS, ANFIS-PSO, and ANFIS-FCM during machining processes for sustainability in identifying the gaps and to be able to suggest the way forward.
In Kanake et al. [31], the most crucial metric variable for milling in the micro-EDM procedure, tool wear (TR), should be worked on. In the electric discharge machining operation, tool wear is a significant problem. The geometrical precision of the workpiece's milled features is adversely affected by this. An accurate forecast can provide a company with crucial data for creating accurate machining methods. A backpropagation algorithm was used to create an artificial neural network model in this paper. The proposed model was used to forecast tool wear of the Micro-EDM electrode, which is one of the important and challenging domains where advanced management and computing theory can be applied. Using time series and regression approaches, other forecasting models have also been built. These three strategies were put to the test in a comparative study.
Subhash et al. [32] work on the second-generation duplex stainless steels (DSSs) and super-duplex stainless steels (SDSSs), which give a remarkable combination of mechanical strength, toughness, and corrosion resistance. SDSSs, on the other hand, have poor machinability due to high quantities of different alloying elements. The machinability of SDSS SAF 2507 for turning operations under various machining circumstances is explored in this study. Temperatures are recorded at a variety of cutting speeds, both dry and wet. To obtain and compare predictive models for surface roughness, ANN and response surface methodology (RSM) are employed. To get the best surface quality, cutting parameters are optimized using a genetic algorithm (GA). The feed rate was shown to be the most important component based on the findings. According to Baig et al. [33], to preserve the product's surface finish during milling, a modern machining system needs to be able to recognize tool wear. It has been demonstrated that the vibration fingerprints generated by a single-point milling cutter during machining are reliable indicators of the tool's condition. The present study analyzed vibration characteristics during turning EN9 and EN24 steel alloys and employed artificial neural networks to estimate tool life. Tool acceleration was measured during machining, and the breadth of the wear on the flanks at the conclusion of each run was evaluated using a microscope for tool makers during the early modest testing. In conjunction with the change of operating settings and related tool vibration to tool flank wear measurements, the experimental data is used to create the neural network. With a regression coefficient of 0.9964, the effort put out to construct an ANN flank wear prediction was excellent. The proposed indirect tool wear measurement method is effective and cost-effective for tool life prediction in the machining industry, thereby reducing catastrophic tool failure.
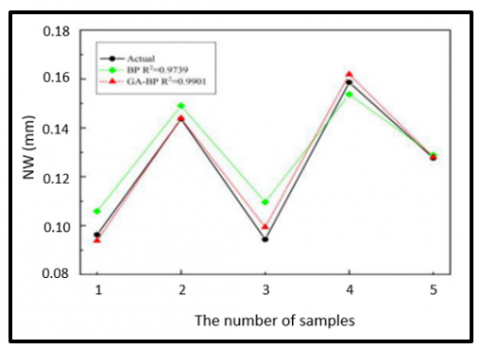
Figure 4. The evaluation of the estimated results of the actual, BP and the GA-BP
During high-speed milling of WPCs, the milling tool quickly wears out, which is affected by research on wood-plastic composite anisotropy and nonuniformity (WPCs) [34]. Consequently, the cause of tool failure becomes more intricate, and tool wear prediction cannot be accurately predicted theoretically. A neural network based on tool wear tests was used to mill WPCs at high speeds and forecast tool usage states. The local optimum solution is easily reached by the standard backpropagation (BP) neural network. The GA was used to optimize the initial weight and threshold of a neural network prediction model based on a genetic algorithm (GA-BP). The BP and GA-BP models were compared in terms of mean square error and training timeframes, and the prediction model was subjected to generalization verification. Figure 4 shows the comparative analysis of the prediction of the GA-BP and the BP on the tool wear actual results. Table 1 presents the model analysis of the prediction and the relative errors for the BP and GA-BP. This paper by Savkovic et al. [35] shows how artificial intelligence can be used in milling, which is one of the most common machining operations. The research's major purpose is to develop accurate intelligent models for chosen milling process output characteristics based on the process's input parameters: cutting depth, cutting speed, and feed to the blade teeth. One of the issues is calculating the value of processing process input variables based on the goal function, that is, the milling process output characteristics. The temperature in the cutting zone and the arithmetic mean roughness of the machined surface are the chosen goal functions in this work. The accuracy of three artificial intelligence models created using artificial neural networks, fuzzy logic, and genetic algorithms is investigated in this research. Conclusions were formed based on the standard deviation of the mean.
Table 1. The model analysis of the prediction and the relative errors for the BP and GA-BP [35]
|
No. |
Cutting parameter |
NW (mm) |
Relative error (%) |
|||||
|
|
v (m/min) |
F (mm/rev) |
ap (mm) |
Actual |
BP |
GA-BP |
BP |
GA-BP |
|
3 |
500 |
0.3 |
2 |
0.096 |
0.106 |
0.094 |
9.97 |
2.58 |
|
14 |
800 |
0.2 |
6 |
0.144 |
0.144 |
0.144 |
3.73 |
0.18 |
|
7 |
500 |
0.3 |
6 |
0.094 |
0.109 |
0.099 |
16.14 |
5.31 |
|
11 |
800 |
0.1 |
4 |
0.158 |
0.154 |
0.162 |
3.09 |
2.04 |
|
18 |
800 |
0.2 |
4 |
0.127 |
0.129 |
0.128 |
0.96 |
0.31 |
According to Spaić et al. [36], the use of artificial neural networks (ANNs) to forecast the state of cutting tools is becoming more common. Despite this, concurrently using twist drill cutting modes, material types, and sharpening methods as input parameters as well as drilling lengths ranging from sharp to blunt as output ANN variables did not provide the desired results. As a result, FANN is a family of artificial neural networks constructed in this research to forecast drilling torque and axial force as a function of several influencing parameters. The FANN was built in three phases, with each phase training the neural networks by drilling lengths until the drill bit was worn out and a variable parameter, while the other influencing parameters were treated as constant values of the expected outcomes. In D’Addona et al. [37], the management of cutting tool wear using two nature-inspired computing techniques: artificial neural networks (ANN) and (in silico) DNA-based computing (DBC) was studied. The DBC was performed after the ANN was trained using experimental data (pictures of the worn zone of the cutting tool). The DBC can determine the degree of similarity or dissimilarity among the processed photos, whereas the ANN can predict the amount of tool wear on a collection of images of tool wear processed under a specific protocol. Further research may be done while working on more difficult issues involving ANN and DBC, which are two algorithms that predict and recognize patterns. These are significant computational issues that must be handled at the same time.
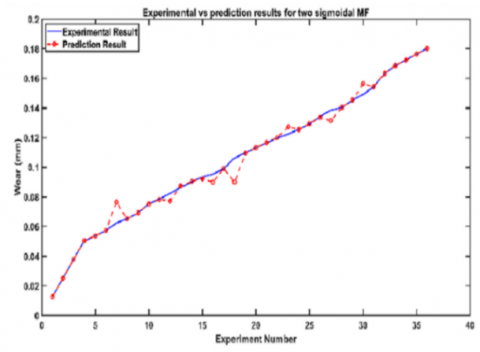
In Chelladurai et al. [38], most study-built models of artificial neural networks (ANN) anticipate cutting tool durability depending on whether it has worn on the flanks, craters, or nose, as shown in this publication. In this study, an attempt has been made to classify cutting tool wear based on whether it has a chipped-off cutting edge, flank wear, or a combination of both failures. To acquire the experimental outcomes, both failures, namely Electric Discharge Machining (EDM), were used to create flank wear and a chipped-off cutting edge. Experiments were conducted on EN-8 steel with cemented carbide-coated inserts, and all responses were recorded using virtual instruments. The collected data was analyzed in order to create ANN models that could predict the cutting tool's condition. The accelerometer and strain gauge half-bridge circuit were used to record vibration and strain data. Bagga et al. [39] work in the metal cutting industry, where ensuring product quality is a major factor and demonstrates an overall success factor for businesses. In the metal cutting business, tool wear is one of the most important issues that affects product quality, production time, and manufacturing costs. For the rising demands of cost reduction and quality control in modern manufacturing businesses, the indirect technique of tool condition monitoring is critical. The evaluation during dry turning of force and vibration has been presented as an indirect technique for detecting artificial neural network tool wear. EN-8 and cemented carbide inserts (medium carbon steel) were used in the trials. There is a total based on the Taguchi L9 orthogonal array of nine experimental runs. Machining parameters include cutting speed, feed rate, and cut depth. Cutting force and vibration signal are both recorded using measuring devices during machining, and the signal analysis is saved in the information collection system. By comparing the information that was used to forecast tool wear using the ANN model to manual tool wear assessment, a linear function of the inputs Fx, Fy and Fz is involved in the fourth layer of the model as defined in Table 2. The data used to predict tool wear using the ANN model has been validated. It was discovered that the expected and measured tool wear during machining had a strong correlation as shown in Figure 5 and Figure 6, giving the prediction analysis using the Sigmoidal and the Triangular methods. The study shows that the ANN can estimate tool wear in machining for the machining parameters evaluated.
Table 2. Specification of MFs employed in ANFIS model
|
Membership Function |
Equation |
|
Sigmoidal |
$\frac{1}{1+e^{-a_1\left(x-c_1\right)}}- \frac{1}{1+e^{-a_2\left(x-c_2\right)}}$ |
|
Triangular |
$\max \left(\min \left(\frac{x-a}{b-q} \frac{c-x}{c-b}\right), 0\right)$ |
|
Gaussian |
$\frac{-(x-c)^2}{e^{2 \sigma^2}}$ |
|
Bell-shaped |
$\frac{1}{1+\left|\frac{x-c}{a}\right|^{2 b}}$ |
Figure 5. ANN sigmoidal tool wear prediction vs experimental results
Figure 6. ANN triangular tool wear prediction vs experimental results
In Naresh et al. [40], a comparison of enhanced forecast of wire electro-discharge machining (WEDM) responses of the Nitinol alloy such as material removal rate (MRR) and surface roughness using artificial neural network (ANN) and adaptive neuro-fuzzy inference system (ANFIS) models is shown in this research. The outcomes of the ANN and ANFIS models were verified using experimental results. The same input variables were used to create the Back-propagation ANN model using three distinct Elman regression neural network, Levenberg–Marquardt (LM) algorithm, extended regression neural network) and the ANFIS model. For ANN models, the best hidden layer technique and neuron count were determined to be LM with 10 neurons, while the best membership features and the most membership features were found to be gauss and two, respectively. ANN and ANFIS models provide Validation using statistics metrics root mean square error, mean square error, and mean total proportion error are some examples. The statistical data is presented in tables. In terms of the ANFIS model will be evaluated using statistical measures. more accurate in predicting WEDM properties of Nitinol alloys.
Masoudi et al. [41] work on the heat generation mechanism in the cutting zone the cutting zone's heat generation mechanism operations is a complex phenomenon that is influenced by a variety of process factors. The main residual stress on machined surfaces item, as well as fast tool wear, is elevated temperature during the machining process. Although numerous methods for measuring temperature in machining have been developed, in-situ implementation of these technologies has a number of technical issues and limitations. As a result, computational approaches for predicting temperature in machining are in high demand. In this article, Adaptive Neuro Fuzzy Inference System and Artificial Neural Network (ANN) and (ANFIS) artificial intelligence models were utilized to design and forecast machining temperature. These models were validated through a series of experiments. To explore the influence of different machining settings on temperature in turning, these tests were carried out on AL7075 work pieces with thin walls. A thermal imaging Infrared camera is used during machining (IR) camera was utilized to measure the temperature of the cutting region. Experimental data was used to create the ANN and ANFIS models outcomes of those models were then compared to the results of the experiment assess performance of the models According to the results, the ANFIS model outperforms the ANN model in terms forecasting the temperature accuracy and reliability in machining.
Abdulshahed et al. [42] report on Thermal mistakes can have a major impact on CNC machine tool accuracy. Machine element thermal deformations generated internal heat sources or by changes in temperature outside create the faults. Error avoidance and numerical correction can help to lessen the influence of temperature. Temperature in the room data is crucial to the effectiveness of a thermal error compensation system. This paper reviews various methods for creating before, there were thermal error models focusing on using an adaptive neuro fuzzy inference system (ANFIS) was used to develop two thermal prediction models: ANFIS-Grid, which divides the data space into rectangular sub-spaces, and ANFIS-Cluster, which uses the fuzzy c-means clustering method (ANFIS-FCM model). The impact of all possible temperature sensors on the machine structure's thermal response is determined using grey system theory. The fuzzy c-means (FCM) clustering approach is used to aggregate all of the thermal sensor effect weightings into groups, which are then correlation analysis further reduced.
A CNC milling machine for small jobs study is utilized to give data for the training suggested models, followed by independent data sets for testing. The research's findings reveal that the ANFIS-FCM model outperforms the other models in terms of prediction accuracy while using fewer rules. The suggested model has a residual value of less than 4 m. A thermal error correction system's accuracy and resilience can be enhanced using this combination technique. According to Shivakoti et al. [43], Ti (C, N) + Ti (C, N) + Ti (C, N) + Ti (C The parametric influence of machining control factors during turning EN31 alloy steel with a CVD Ti (C, N) + Al2O3 + TiN coated carbide tool insert is shown in this study. Feed, revolutions per minute (RPM), and depth of cut are three machining parameters investigated in this study, each with four levels (ap). In this study, the effects of those three variables on material removal rate (MRR), surface roughness (Ra), and cutting force (Fc) were of particular interest. The findings revealed that changing control factors has a significant impact on the results of the procedure. Furthermore, the article shows how to forecast process response using an adaptive neuro fuzzy inference system (ANFIS) model with various parametric combinations. The ANFIS model, which was utilized for prediction, was shown to be accurate in predicting process response under various parametric conditions. MRR, Ra, and Fc have correlation values of 0.99, 0.98, and 0.964, respectively, in the suggested model.
In Safari et al. [44], this paper is about excessive force during the bone drilling process might result in bone tissue rupture, crack start, and serious injury. Furthermore, if the drilling temperature increases above the commonly accepted 47℃, thermal necrosis can occur, resulting in bone tissue cell death. The evolution of process force and temperature are explored simultaneously in this work, employing helix angle and point angle as the most relevant elements. Experiments on fresh bovine bone were conducted for this goal, employing creating the necessary drills and a central composite experimental design. In order to anticipate force and temperature, the current work uses Particle swarm optimization is used to improve the parameters of an adaptive neuro-fuzzy inference system (ANFIS) (PSO) approach. To predict process behavior, the results of executed experiments for system training (based on 70% of the data) and testing (based on 30% of the data) are used. The results of this study show that an adaptive neuro-fuzzy inference system can accurately predict force and temperature. In the training and test sections, the average errors in estimating force and temperature values are 1.249 and 3.818 percent, respectively. The Sobol sensitivity analysis method is used to quantify the effect of each input parameter over the process temperature and force after modeling with ANFIS-PSO. The findings of the analysis of sensitivity demonstrate that raising both the angles of helix and point decreases the temperature during the drilling of bones increasing the force. Furthermore, it is demonstrated that temperature and force values are slightly more sensitive to helix angle changes than drill point angle changes.
In Mathai et al. [45], one of the most significant challenges in the electro discharge machining (EDM) process is tool electrode wear impacts the end feature's dimensional correctness and increases total production costs owing to the need for post processing. Using an adaptive neuro fuzzy inference system, an effort was made to construct a compensation model for tool electrode end wear during Ti–6Al–4V planetary EDM. (ANFIS). Prior to model creation, a thorough investigation was conducted to determine the impact of various electrical and tool actuation parameters on tool electrode end wear. Furthermore, utilizing the as a prediction element, an ANFIS model was created for end wear, an algorithm is built in the MATLAB interface. When given parameters for electrical and tool actuation, the suggested model can calculate the adjusted machining depth for a given cavity diameter. The model was validated when the expected and actual machining depths are compared outcomes under a variety of testing settings. The corrected depth values produced using the suggested model are found to be quite close to real results. In Alajmi et al. [46], this work proposes a method for predicting AISI 304 stainless steel surface roughness values for dry and cryogenic turning using the ANFIS-QPSO machine learning methodology. In terms of precision, resilience ANFIS-QPSO combines the capabilities of artificial neural networks, fuzzy systems, and evolutionary optimization to achieve quick convergence to global optimal. For the dry turning process, simulations demonstrated that ANFIS-QPSO accurately predicts surface roughness with RMSE=4.86 percent, MAPE=4.95 percent, and R2=0.984. Similarly, ANFIS-QPSO produced surface roughness predictions with RMSE=5.08 percent, MAPE=5.15 percent, and R2=0.988 that are very close to the cryogenic turning process's observed values. Comparing the performance of ANFIS-QPSO, ANFIS, ANFIS-GA, and ANFIS-PSO appear to be the same thing, a reliable in dry and cryogenic turning operations, a method for predicting surface roughness value.
According to this study [47], EDM (Electrical Discharge Machining) is a non-contact advanced material removal technique technology that is used to machine difficult-to-machine materials manufacture using typical contact-type procedures. Ti6Al4V is a titanium superalloy with a high toughness and strength-to-density ratio, was machined using electrical discharge machining in this study. In EDM, the tool's orbital movement aids in decoupling the tool's size from the target hole size. Models are being developed in this study to establish a link between two orbital parameters and three EDM electrical parameters, namely to connect two orbital parameters with three EDM electrical parameters, as well as tool wear rate (TWR) and tool end wear (TEW) are two response characteristics. The experiment was designed using Taguchi's L25 orthogonal array. The Adaptive Neuro-Fuzzy Inference System (ANFIS) uses both neural networks and fuzzy logic to forecast the response value. ANFIS has developed a model to forecast tool wear rate and tool end wear with acceptable error using experimental data. In Shivakoti et al. [48], the research examines process parameter parametric analysis and ANFIS-based modeling during stainless steel 202 turning operations. The Taguchi L16 DOE was used to design the trials in this study, which took into account of feed rate, spindle speed, and cut depth are the three turning parameters. The performance of the experiment, Material removal rate (MRR) and surface roughness are two factors to consider (Ra), was examined using several parametric combinations. The effects of process factors on performance were investigated using an appropriate plot. The majority influencing parameter for modifying the MRR is the depth of cutis (parametric contribution is 53.33 percent), whereas the most contributing component for surface roughness (parametric contribution is 95.71) is the spindle speed. In addition, modeling based on the adaptive network-based fuzzy inference system (ANFIS) was done to comprehend and build the input-output connection. The experimental findings were compared to the ANFIS predicted results were found to be accurate for forecasting responses during stainless steel 202 turning operations.
In this study [49] the cylindrical grinding method, which produces exact tolerances and a superior surface finish. However, as compared to other processes, grinding cylindrically is slightly more expensive, necessitating input parameter optimization in order to produce appropriate output responses and lower product costs. Surface roughness and Metal Removal Rate (MRR) are the two most important output reactions that influence production Both quantity and quality are important. These responses to output are solely determined by a variety of input factors, which are divided into the following categories: wheel parameters, work piece parameters, process parameters, and machine parameters are all examples of parameters. As a result, in the current study, a full-factorial design of experiments is used, with work speed, depth of cut, and feed rate as input process parameters, and surface roughness and MRR on Inconel 800 alloy as output responses. The networks were trained using 27 experimental data sets, with 8 additional validation experiments were carried out. To forecast work piece output responses for a variety of input characteristics, three computing approaches are investigated: regression analysis, neural networks, and Adaptive-neuro fuzzy inference system (ANFIS). A comparison of three computational algorithms is conducted in order to determine which method is more effective in terms of anticipating output responses. The relationship between MRR and surface roughness and other process factors is also investigated.
In this research [50], the use of the application of assisted electrical discharge machining (AAEDM) to D3 steel is studied. Machined specimens' surface roughness (SR) was measured using argon gas, compressed typical under EDM regulated settings. Using the dimensional analysis hypothesis, a mathematical simulation was operated to actualize the SR in this study. The experimental and predicted SR evaluations obtained using ANN, ANFIS, and the Buckingham pie-theorem during the method were found to be in agreement. However, when compared to the semi-empirical model and the ANN, the ANFIS technique proved to be more appropriate for the EDM output. Experiments were carried out in this study to see how the average drilling torque and thrust force were affected by different drilling parameters [51]. The Adaptive Neuro Fuzzy Inference System was used to estimate tool wear as a function of spindle rotational speed, feed rate, and drill diameter (ANFIS). Genetic programming (GA) was then used to determine the most effective drilling parameter for various drill diameters. With a relative error of 3%, the experimental findings corresponded in line with the GA predictions. As a consequence, the results demonstrated that ANFIS-GA is a more accurate and faster tool wear prediction approach than previous methods. The application of the soft computing techniques to predict and optimized tool wear during machining process is very important in the manufacturing industry [52].
This study [53] suggested the random vibration and cross particle swarm optimization technique, a revolutionary learning method. The suggested method is used to forecast and improve the machining process. In order to increase tool life, it is crucial to find a reliable tool wear prediction model and achieve the best possible combination of machining parameters. Tool wear is a significant component that influences the quality of the machined surface during the machining process. This study built an ANFIS to forecast the size of tool wear width. Using benchmark functions, the random vibration and cross particle swarm optimization technique was put to the test. The ANFIS model is trained using the RVCPSO technique. Five benchmark functions are utilized to evaluate the performance of the RVCPSO algorithm, as indicated in Table 3. The findings demonstrated that the approach is capable of locating the global optimum. In contrast to adaptive network-based. The findings demonstrated that, in comparison to adaptive network-based fuzzy inference systems (ANFIS) trained by particle swarm optimization algorithm (PSO), ANFIS trained by differential evolution models, the ANFIS trained by random vibration and cross PSO algorithm. The findings show that, in comparison to other models, the ANFIS-RVCPSO model is more palatable to the prediction of tool wearrate as depicted in Figure 7. The cross P algorithm and multi-objective optimization based on random vibration were developed in order to find the optimal combinations of cutting parameters under various removal areas. The validated improved cutting parameters could be used to extend tool life and increase machining effectiveness.
Figure 7. Comparative analysis of the measured and predicted results of the tool wear width size with ANFIS-RVCPSO, ANFIS-PSO, and ANFIS-DE
Table 3. The employed five benchmark optimization problems for the study
|
Name |
Function |
Dimension |
Variable |
Optimal values |
|
Sphere function |
$f^1=\sum_{i=1}^n x_i^2$ |
10 |
$\lceil-20,20\rceil$ |
$f(0,0 \ldots .0)=0$ |
|
Ackley function |
$\begin{aligned} & f^2 =20+e -20 \exp \left(-0.2 \sqrt{\frac{1}{n} \sum_{i=1}^n x_i^2}\right. \\ & -\exp \left(\frac{1}{n} \sum_{i=1}^n \cos \left(2 \pi x_i\right)\right)\end{aligned}$ |
10 |
$\lceil-20,20\rceil$ |
$f(0,0 \ldots .0)=0$ |
|
Rosenbrock function |
$\begin{aligned} f^3=\sum_{i=1}^{d-1}[100 & x_{i+1} \left.-x_i^2\right)^2 +\left(x_i\right. \left.-1)^2\right]\end{aligned}$ |
30 |
$\lceil-30,30\rceil$ |
$f(0,0 \ldots .0)=0$ |
|
Rastrigin function |
$\begin{aligned} & f^4 =10 d +\sum_{i=1}^d\left[x_i^2\right. \left.-10 \cos \left(2 \pi x_i\right)\right]\end{aligned}$ |
30 |
$\lceil-5,5\rceil$ |
$f(0,0 \ldots .0)=0$ |
|
|
$\begin{aligned} f^5=\left(x_1+2 x_2-\right. & 7)^2 +\left(2 x_1\right. +x_2 -5)^2\end{aligned}$ |
2 |
$\lceil-10,10\rceil$ |
$f(3,1)=0$ |
The intelligent model-ANFIS that we presented in this study was trained using the enhanced PSO strategy by Xu et al. [54] to evaluate tool wear. Since the PSO calculation promptly falls into the nearby least, the vibration and correspondence molecule swarm-improvement (VCPSO) approach was proposed by presenting the self-arbitrary vibration and between molecule correspondence instruments. Moreover, to distinguish the best arrangement of processing settings, the VCPSO approach was used to examine the multi-objective streamlining in light of the least surface unpleasantness, greatest material evacuation rate, and most reduced cutting power. The exploratory outcomes showed that the ANFIS calculation advanced by VCPSO (ANFIS-VCPSO) beats other keen models for assessing instrument wear. In Qazani et al. [55], the numerous parts of metal cutting, for example, cutting tensions, chip arrangement, apparatus wear, device life, and cutting temperatures, are fundamentally affected by the instrument chip contact length. It ought to be referenced that in the metal cutting cycle, there is an immediate connection between's the device chip contact length and optional shear zone thickness. The decrease in device chip contact length brings down the cutting power and shear zone temperature. Moreover, the device life and workpiece surface harshness are affected by the apparatus chip contact length. To figure the device chip contact length utilizing numerical or AI methods, numerous scientists have done top to bottom exploration. This review's essential objective is to decide the device chip contact length utilizing a very refined AI procedure without using tedious or monetarily troublesome tests. To assess the apparatus chip contact length, a versatile ANFIS isn't yet used. In this review, we proposed the ANFIS, which utilizes the profundity of cut, feed rate, and slicing speed as contributions to gauge the apparatus chip contact length without precedent for symmetrical cutting. As the second area of examination, the ideal hyper-parameters of the proposed ANFIS model, known as GA-ANFIS, PSO-ANFIS, GWO-ANFIS, and B-ANFIS, are picked utilizing four transformative-based enhancement procedures: GA, PSO, and GWO, as well as GBO. The proposed approaches were made and delivered utilizing MATLAB programming so they could have diverged from the previous hereditary GP. The results of this exploration uncover that the GWO-ANFIS might bring down the mean square mistake between the genuine and predicted apparatus chip contact length of 15.6%, 3.7%, 89.8%, and 92.3% in correlation with those of GA-ANFIS, PSO-ANFIS, B-ANFIS, and GP, separately. Furthermore, the GWO-ANFIS' fluffy rationale rule surface shows a 57%, 31%, and 12% reliance of hardware chip contact length on the contributions for the symmetrical cutting cycle, separately, cutting pace, feed-rate, and profundity of cut.
In this study of Alajmi and Almeshal [56] a unique hybrid machine learning approach was presented for forecasting tool wear during drilling. The suggested method is based on using a spiral dynamic optimization algorithm to optimize the hyper-parameters of the extreme gradient boosting algorithm (XGBoost-SDA). On datasets for copper and cast iron, simulations were executed with a high level of accuracy. XGBoost-SDA shown greater performance in comparison to the approach in further comparative assessments using support vector machines (SVM) and multilayer perceptron artificial neural networks (MLP-ANN). According to simulations, XGBoost-SDA accurately predicts flank wear during drilling, with mean absolute error (MAE) values of 4.67%, 5.32%, and 0.9973 for the copper workpiece, respectively. The surface roughness predictions made by XGBoost-SDA for the cast iron workpiece had MAE=5.25%, RMSE=6.49%, and R2=0.975, which are quite similar to the measured values. SVM, MLP-ANN, and XGBoost-SDA performance comparisons reveal that XGBoost-SDA is an efficient technique that can guarantee excellent predictive accuracy for flank wear values throughout a drilling procedure, as shown in Figure 8. From literature prediction of tool wear and tool wear optimization along with simulation is a prerequisite for manufacturing industry to carry out for sustainable production process [57-59].
Figure 8. Prediction analysis of the SVM, MLP-ANN, and XGBoost-SDA on the flank wear analysis [56]
This study [60] describes the creation and assessment of a tool condition monitoring technique employing measured machining force data and adaptive network-based fuzzy inference systems. In order to increase the predictability of the machinability response, the suggested modified approaches use two separate data partitioning algorithms. Results indicate that incorporating feed force data for both data partitioning approaches led to better tool wear predictability as shown in Figure 9. In example, compared to the simple power law of regression trend, the ANFIS models were able to match the nonlinear relationship between tool wear and feed force extremely effectively. This was verified using two statistical indices, ${r}^2$ and root mean square error (RMSE), which were applied to training and verification datasets as presented in Figure 10.
Figure 9. Impacts of different feed rate with constant cutting speed of: (a) v of 110 m/min, (b) v of 150 m/min, (c) v of 190 m/min and (d) v of 230 m/min on the rised of the tool wear
Figure 10. ANFIS model prediction of the feed force on the tool wear for (a) experimental data, (b) ANFIS_GP, (c) ANFIS_SC
The application of several prediction techniques used for prediction and optimization of cutting tool wear during machining process has been reviewed in this study. The hybrid soft computing procedures such as ANN-GA, ANFIS, ANFIS-PSO, and ANFIS-FCM were considered in this investigation. This study also looks at the prediction analysis of the extreme gradient boosting algorithm (XGBoost-SDA), support-vector-machines (SVM) and multilayer perceptron artificial neural networks (MLP-ANN). From the results obtained from the literature review as the following conclusions.
From this evaluation, the study has the following recommendations:
There is still need to develop a soft computing techniques that can enable multi-interaction study of more than five parameters.
[1] Abdulshahed, A.M., Longstaff, A.P., Fletcher, S. (2015). The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Applied Soft Computing, 27: 158-168. https://doi.org/10.1016/j.asoc.2014.11.012
[2] Ali, M.H., Khidhir, B.A., Mohamed, B., Balasubramanian, R., Oshkour, A.A. (2011). Machining of Titanium Alloys: A review. In Student Conference on Research and Development.
[3] Ajithkumar, J.P., Xavior, M.A. (2018). Influence of nano lubrication in machining operations-a review. Materials Today: Proceedings, 5(5): 11185-11192. https://doi.org/10.1016/j.matpr.2018.01.142
[4] Balonji, S., Okokpujie, I.P., Tartibu, L.K. (2021). Parametric analysis of the process performance of surface roughness data of machined aluminum using PSO-ANN. In 2021 International Conference on Artificial Intelligence, Big Data, Computing and Data Communication Systems (iced), Durban, South Africa, pp. 1-6. http://10.1109/icABCD51485.2021.9519350
[5] Okokpujie, I.P., Bolu, C.A., Ohunakin, O.S. (2020). Comparative performance evaluation of TiO2, and MWCNTs nano-lubricant effects on surface roughness of AA8112 alloy during end-milling machining for sustainable manufacturing process. The International Journal of Advanced Manufacturing Technology, 108(5): 1473-1497. https://doi.org/10.1007/s00170-020-05397-5
[6] Okokpujie, I.P., Ikumapayi, O.M., Okonkwo, U.C., et al. (2017). Experimental and mathematical modeling for prediction of tool wear on the machining of aluminum 6061 alloy by high-speed steel tools. Open Engineering, 7(1): 461-469. https://doi.org/10.1515/eng-2017-0053
[7] Pasam, V.K., Rapeti, P., Battula, S.B. (2018). Efficacy of Nanocutting Fluids in Machining-an Experimental Investigation. Advances in Technology Innovation, 3(2): 78.
[8] Patole, P.B., Kulkarni, V.V. (2018). Optimization of process parameters based on surface roughness and cutting force in MQL turning of AISI 4340 using nano fluid. Materials Today: Proceedings, 5(1): 104-112. https://doi.org/10.1016/j.matpr.2017.11.060
[9] Rapeti, P., Pasam, V.K., Gurram, K.M.R., Revuru, R.S. (2018). Performance evaluation of vegetable oil based nano cutting fluids in machining using grey relational analysis-A step towards sustainable manufacturing. Journal of Cleaner Production, 172: 2862-2875. https://doi.org/10.1016/j.jclepro.2017.11.127
[10] Mikołajczyk, T., Nowicki, K., Bustillo, A., Pimenov, D.Y. (2018). Predicting tool life in turning operations using neural networks and image processing. Mechanical systems and signal processing, 104: 503-513. https://doi.org/10.1016/j.ymssp.2017.11.022
[11] Kamruzzaman, M., Rahman, S.S., Ashraf, M., Ibne, Z., Dhar, N.R. (2017). Modeling of chip–tool interface temperature using response surface methodology and artificial neural network in HPC-assisted turning and tool life investigation. The International Journal of Advanced Manufacturing Technology, 90(5): 1547-1568. https://doi.org/10.1007/s00170-016-9467-6
[12] Chen, S. H., Luo, Z. R. (2020). Study of using cutting chip color to the tool wear prediction. The International Journal of Advanced Manufacturing Technology, 109(3): 823-839. https://doi.org/10.1007/s00170-020-05354-2.
[13] Shankar, S. (2020). Tool wear prediction in hard turning of EN8 steel using cutting force and surface roughness with artificial neural network. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 234(1): 329-342.
[14] Wu, D., Jennings, C., Terpenny, J., Gao, R.X., Kumara, S. (2017). A comparative study on machine learning algorithms for smart manufacturing: Tool wear prediction using random forests. Journal of Manufacturing Science and Engineering, 139(7): https://doi.org/10.1115/1.4036350
[15] Bouacha, K., Terrab, A. (2016). Hard turning behavior improvement using NSGA-II and PSO-NN hybrid model. The International Journal of Advanced Manufacturing Technology, 86(9): 3527-3546. https://doi.org/10.1007/s00170-016-8479-6
[16] Salimiasl, A., Özdemir, A. (2016). Analyzing the performance of artificial neural network (ANN)-, fuzzy logic (FL)-, and least square (LS)-based models for online tool condition monitoring. The International Journal of Advanced Manufacturing Technology, 87(1), 1145-1158. https://doi.org/10.1007/s00170-016-8548-x.
[17] Shankar, S., Mohanraj, T., Pramanik, A. (2019). Tool condition monitoring while using vegetable based cutting fluids during milling of inconel 625. Journal of Advanced Manufacturing Systems, 18(4): 563-581. https://doi.org/10.1142/S0219686719500306
[18] Jahandideh-Tehrani, M., Bozorg-Haddad, O., Loáiciga, H.A. (2020). Application of particle swarm optimization to water management: an introduction and overview. Environmental Monitoring and Assessment, 192(5): 1-18. https://doi.org/10.1007/s10661-020-8228-z.
[19] Elsheikh, A.H., Abd Elaziz, M., Das, S.R., Muthuramalingam, T., Lu, S. (2021). A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. Journal of Manufacturing Processes, 67: 562-578. https://doi.org/10.1016/j.jmapro.2021.05.014
[20] Pimenov, D.Y., Gupta, M.K., da Silva, L.R., Kiran, M., Khanna, N., Krolczyk, G.M. (2022). Application of measurement systems in tool condition monitoring of Milling: A review of measurement science approach. Measurement, 111503. https://doi.org/10.1016/j.measurement.2022.111503
[21] Wiciak-Pikuła, M., Felusiak-Czyryca, A., Twardowski, P. (2020). Tool wear prediction based on artificial neural network during aluminum matrix composite milling. Sensors, 20(20): 5798. https://doi.org/10.3390/s20205798
[22] Bagga, P.J., Makhesana, M.A., Darji, P.P., Patel, K.M., Pimenov, D.Y., Giasin, K., Khanna, N. (2022). Tool life prognostics in CNC turning of AISI 4140 steel using neural network based on computer vision. The International Journal of Advanced Manufacturing Technology, 123(9): 3553-3570. https://doi.org/10.1007/s12008-022-01072-z
[23] Mahmood, J., Luo, M., Rehman, M. (2022). An accurate detection of tool wear type in drilling process by applying PCA and one-hot encoding to SSA-BLSTM model. The International Journal of Advanced Manufacturing Technology, 118(11): 3897-3916. https://doi.org/10.1007/s00170-021-08200-1
[24] Zhang, J., Zeng, Y., Starly, B. (2021). Recurrent neural networks with long term temporal dependencies in machine tool wear diagnosis and prognosis. SN Applied Sciences, 3(4): 1-13. https://doi.org/10.1007/s42452-021-04427-5
[25] Dou, J., Xu, C., Jiao, S., Li, B., Zhang, J., Xu, X. (2020). An unsupervised online monitoring method for tool wear using a sparse auto-encoder. The International Journal of Advanced Manufacturing Technology, 106(5): 2493-2507. https://doi.org/10.1007/s00170-019-04788-7
[26] Okokpujie, I.P., Ohunakin, O.S., Bolu, C.A. (2021). Multi-objective optimization of machining factors on surface roughness, material removal rate and cutting force on end-milling using MWCNTs nano-lubricant. Progress in Additive Manufacturing, 6(1): 155-178. https://doi.org/10.1007/s40964-020-00161-3
[27] Sarıkaya, M., Gupta, M.K., Tomaz, I., et al. (2021). A state-of-the-art review on tool wear and surface integrity characteristics in machining of superalloys. CIRP Journal of Manufacturing Science and Technology, 35: 624-658. https://doi.org/10.1016/j.cirpj.2021.08.005
[28] Okokpujie, I.P., Ohunakin, O.S., Adelekan, D.S., Bolu, C.A., Gill, J., Atiba, O.E., Aghedo, O.A. (2019). Experimental investigation of nano-lubricants effects on temperature distribution of mild steel machining. Procedia Manufacturing, 35: 1061-1066. https://doi.org/10.1016/j.promfg.2019.06.057
[29] Singh, G., Aggarwal, V., Singh, S. (2020). Critical review on ecological, economical and technological aspects of minimum quantity lubrication towards sustainable machining. Journal of Cleaner Production, 271: 122185. https://doi.org/10.1016/j.jclepro.2020.122185.
[30] Yıldırım, Ç.V. (2020). Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribology International, 144: 106127. https://doi.org/10.1016/j.jmapro.2020.05.016
[31] Kanake, V., Ahuja, B.B. (2022). Prediction of tool wear length in micro-EDM process using an artificial neural network. Materials Today: Proceedings, 63: 107-112. https://doi.org/10.1016/j.matpr.2022.02.345
[32] Subhash, N., Sambedana, S., Nithin Raj, P., Jagadeesha, T. (2019). Experimental study on tool wear and optimization of process parameters using ANN-GA in turning of super-duplex stainless steel under dry and wet conditions. In Advances in Manufacturing Technology, Springer, Singapore, pp. 411-420. https://doi.org/10.1007/978-981-13-6374-0_47
[33] Baig, R. U., Javed, S., Khaisar, M., Shakoor, M., & Raja, P. (2021). Development of an ANN model for prediction of tool wear in turning EN9 and EN24 steel alloy. Advances in Mechanical Engineering, 13(6): 16878140211026720. https://doi.org/10.1177/16878140211026720
[34] Wei, W., Cong, R., Li, Y., Abraham, A.D., Yang, C., Chen, Z. (2022). Prediction of tool wear based on GA-BP neural network. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 236(12): 1564-1573. https://doi.org/10.1177/09544054221078144
[35] Savkovic, B., Kovac, P., Rodic, D., Strbac, B., Klancnik, S. (2020). Comparison of artificial neural network, fuzzy logic and genetic algorithm for cutting temperature and surface roughness prediction during the face milling process. Advances in Production Engineering & Management, 15(2): 137-150. https://doi.org/10.14743/apem2020.2.354
[36] Spaić, O., Krivokapić, Z., Kramar, D. (2020). Development of family of artificial neural networks for the prediction of cutting tool condition. Advances in Production Engineering & Management, 15(2): 164-178. https://doi.org/10.14743/apem2020.2.356.
[37] D’Addona, D.M., Ullah, A.M.M., Matarazzo, D. (2017). Tool-wear prediction and pattern-recognition using artificial neural network and DNA-based computing. Journal of Intelligent Manufacturing, 28(6): 1285-1301. https://doi.org/10.1007/s10845-015-1155-0
[38] Chelladurai, H., Jain, V.K., Vyas, N.S. (2019). Development of neural network model to predict flank wear and chipping failure. Journal of Advanced Manufacturing Systems, 18(2): 237-254. https://doi.org/10.1142/S0219686719500124
[39] Bagga, P.J., Makhesana, M.A., Patel, H.D., Patel, K.M. (2021). Indirect method of tool wear measurement and prediction using ANN network in machining process. Materials Today: Proceedings, 44: 1549-1554. https://doi.org/10.1016/j.matpr.2020.11.770
[40] Naresh, C., Bose, P.S.C., Rao, C.S.P. (2020). Artificial neural networks and adaptive neuro-fuzzy models for predicting WEDM machining responses of Nitinol alloy: Comparative study. SN Applied Sciences, 2(2): 1-23. https://doi.org/10.1007/s42452-020-2083-y
[41] Masoudi, S., Sima, M., Tolouei-Rad, M.A.J.I.D. (2018). Comparative study of ANN and ANFIS models for predicting temperature in machining. Journal of Engineering Science and Technology, 13(1): 211-225.
[42] Abdulshahed, A.M., Longstaff, A.P., Fletcher, S. (2015). The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Applied soft computing, 27: 158-168. https://doi.org/10.1016/j.asoc.2014.11.012
[43] Shivakoti, I., Rodrigues, L.L., Cep, R., Pradhan, P.M., Sharma, A., Kumar Bhoi, A. (2020). Experimental investigation and ANFIS-Based modelling during machining of EN31 alloy steel. Materials, 13(14): 3137. https://doi.org/10.3390/ma13143137
[44] Safari, M., Tahmasbi, V., Rabiee, A.H. (2021). Investigation into the automatic drilling of cortical bones using ANFIS-PSO and sensitivity analysis. Neural Computing and Applications, 33(23): 16499-16517. https://doi.org/10.1007/s00521-021-06248-4
[45] Mathai, V.J., Dave, H.K., Desai, K. P. (2018). End wear compensation during planetary EDM of Ti–6Al–4V by adaptive neuro fuzzy inference system. Production Engineering, 12(1): 1-10. https://doi.org/10.1007/s11740-017-0778-8
[46] Alajmi, M.S., Almeshal, A.M. (2020). Prediction and optimization of surface roughness in a turning process using the ANFIS-QPSO method. Materials, 13(13): 2986. https://doi.org/10.3390/ma13132986.
[47] Sagathiya, N. H., Prajapati, A. R., Desai, K.P., Dave, H. K. (2021). ANFIS-Based prediction model for tool wear criteria during orbital electrical discharge machining of Ti6Al4V. In Advances in Manufacturing Systems, Springer, Singapore, pp. 277-291. https://doi.org/10.1007/978-981-33-4466-2_24
[48] Shivakoti, I., Kibria, G., Pradhan, P. M., Pradhan, B. B., & Sharma, A. (2019). ANFIS based prediction and parametric analysis during turning operation of stainless steel 202. Materials and Manufacturing Processes, 34(1): 112-121. https://doi.org/10.1080/10426914.2018.1512134
[49] Varma, N.S.K., Varma, I.R.P.K., Rajesh, S., Raju, K. S.R., Raju, V.M.K. (2018). Prediction of surface roughness and MRR in grinding process on Inconel 800 alloy using neural networks and ANFIS. Materials Today: Proceedings, 5(2): 5445-5451. https://doi.org/10.1016/j.matpr.2017.12.132
[50] Singh, N.K., Singh, Y., Kumar, S., Sharma, A. (2020). Predictive analysis of surface roughness in EDM using semi-empirical, ANN and ANFIS techniques: A comparative study. Materials Today: Proceedings, 25: 735-741. https://doi.org/10.1016/j.matpr.2019.08.234
[51] Saw, L.H., Ho, L.W., Yew, M.C., Yusof, F., Pambudi, N.A., Ng, T.C., Yew, M.K. (2018). Sensitivity analysis of drill wear and optimization using Adaptive Neuro fuzzy–genetic algorithm technique toward sustainable machining. Journal of Cleaner Production, 172: 3289-3298. https://doi.org/10.1016/j.jclepro.2017.10.303
[52] Okokpujie, I.P., Ohunakin, O.S., Bolu, C.A., Okokpujie, K.O. (2018). Experimental data-set for prediction of tool wear during turning of al-1061 alloy by high speed steel cutting tools. Data in Brief, 18: 1196-1203. https://doi:10.1016/j.dib.2018.04.003
[53] Xu, L., Huang, C., Li, C., Wang, J., Liu, H., Wang, X. (2022). Prediction of tool wear width size and optimization of cutting parameters in milling process using novel ANFIS-PSO method. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 236(1-2): 111-122. https://doi.org/10.1177/0954405420935262
[54] Xu, L., Huang, C., Li, C., Wang, J., Liu, H., Wang, X. (2021). Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining. Journal of Intelligent Manufacturing, 32(1): 77-90. https://doi.org/10.1007/s10845-020-01559-0
[55] Qazani, M.R.C., Pourmostaghimi, V., Moayyedian, M., Pedrammehr, S. (2022). Estimation of tool–chip contact length using optimized machine learning in orthogonal cutting. Engineering Applications of Artificial Intelligence, 114: 105118.
[56] Alajmi, M.S., Almeshal, A.M. (2020). Predicting the tool wear of a drilling process using novel machine learning XGBoost-SDA. Materials, 13(21): 4952. https://doi.org/10.3390/ma13214952
[57] Okokpujie, I.P., Chima, P.C., Tartibu, L.K. (2022). Experimental and 3D-Deform Finite Element Analysis on Tool Wear during Turning of Al-Si-Mg Alloy. Lubricants, 10(12): 341. https://doi.org/10.3390/lubricants10120341
[58] Kolli, M., Ram Prasad, A.V., Naresh, D.S. (2021). Multi-objective optimization of AAJM process parameters for cutting of B4C/Gr particles reinforced Al 7075 composites using RSM-TOPSIS approach. SN Applied Sciences, 3(7): 1-14. https://doi.org/10.1007/s42452-021-04699-x
[59] Devaraj, R., Mahalingam, S.K., Esakki, B., Astarita, A., Mirjalili, S. (2022). A hybrid GA-ANFIS and F-Race tuned harmony search algorithm for Multi-Response optimization of Non-Traditional Machining process. Expert Systems with Applications, 199: 116965. https://doi.org/10.1016/j.eswa.2022.116965
[60] Azmi, A.I. (2015). Monitoring of tool wear using measured machining forces and neuro-fuzzy modelling approaches during machining of GFRP composites. Advances in Engineering Software, 82: 53-64. https://doi.org/10.1016/j.advengsoft.2014.12.010