Niraj Ranjan Sharma | Hemant Agrawal* | Arvind K Mishra
OPEN ACCESS
The mining industry is an asset intrinsic industry and continuous increase in demand of the mineral/ore as per production target requires increased availability and productivity of the equipment. The continuous innovation over the years in maintenance practice from breakdown to now prescriptive maintenance is improving the equipment availability and increasing the productivity. The mining industry is still lagging compared to manufacturing industries in terms of equipment utilization. Earlier, the production operations schedules were based on equipment manufacturer’s guidance and some configured software insights were taken into consideration. To assess and enhance the equipment performance, additional insights are considered for determining the maintenance schedule dates. This paper details the optimization framework model for managing the schedule of the movable mining equipment of open cast mines to improve the availability and productivity of the mining equipment. The enhanced framework is applied to multiple attributes which helps in deriving the maintenance schedules which in turn optimizes the usage of maintenance resources. The availability of maintenance resources at a specific point of time allows efficient equipment allocation in workshop bays resulting in optimized maintenance schedules and enhanced equipment availability for production operations. The new key performance indicators can be measured as “Mean Time of Preventive Maintenance” and “Mean Time of Overall Maintenance” which will plot the maintenance schedule pattern for analysis and will combine the planned and unplanned maintenance schedules, subsequently improving the availability of the mining equipment and resulting in higher productivity.
optimization, performance, availability, utilization, equipment, maintenance schedule
In the past, the mining industry in India was mostly viewed as labour-oriented with low levels of mechanization and technological advancement. More than any other industrial activity, mining tends to leave a strong negative impact on the environment, society, local communities and the people exposed and working in a mine environment [1]. The situation has been reviewed by experts and scientists and, in the present decade, there has been a pronounced-up gradation in the mining industry, especially in open cast mining. More technologically advanced, automated and capital-intensive heavy earth-moving machinery (HEMM) are now available and deployed to meet the high demand for minerals and for the profitability of mining ventures. The availability of HEMM and its performance in terms of productivity depends on the maintenance quality and reliability characteristics of the equipment. The concept of absolute inherent reliability of a piece of equipment or item is a myth and there is no such equipment or item which is completely reliable with respect to work environment, system of work or work activity; all are likely to fail [2]. Modern mining equipment are complex in design and use many components or items. Traditional maintenance programs are based on the recommendations by manufacturers, on mine legislation and follow some set standards which may not hold good or show promising results in achieving higher availability of the machines in today’s world of optimization [3]. Production relies upon availability of equipment as well as sub-contract miners and it has a cascading effect on the subsequent downstream processes in the entire mining supply chain [4]. If the entire life cycle of an asset and its processes are considered, the primary focus will have to be on maintaining the equipment to enhance the life cycle effectively within the limit of constrained resources [5]. To start with, every mining company frames an “Asset Management Policy” for HEMM. For executing these policies, the company must define enablers to perform and subsequently monitor these activities (Maintenance Performance Management), which enables them to analyze results and take further decisions or actions to improve the performance indicators [6]. The framework model further provides additional information to schedule the maintenance tasks as per the availability of resources.
1.1 Objectives and scope
The objective of this paper is to present an innovative mathematical framework and an effective methodology to solve the Heavy Earth Moving Machinery (HEMM) maintenance-scheduling problem. The framework and the solutions are to combine breakdown maintenance and preventive maintenance of HEMM to maximize the availability and minimize the maintenance cost resulting in higher productivity of mines.
With this study, it will be possible to effectively utilize the workshop bays, reducing the multiple transit time to-and-fro from working site to workshop, Schedule optimization on the basis of resources availability i.e. skilled manpower, sub-contractor, OEM, spares and tools and weather insights. Also, with the new KPIs introduced in this study, it will be possible to reduce the maintenance job orders by combining the planned and unplanned maintenance jobs and increase the HEMM availability time. The scope of the problem with which we are dealing in this research is as follows:
(1) Only HEMMs are considered not the static equipment.
(2) Workshop bay assignment is made before maintenance scheduling.
(3) Only breakdown and preventive maintenance job orders are being considered.
(4) Only the existing maintenance bases are considered and no recommendations are made for the construction of new feasible and optimal location of maintenance bases.
(5) Unexpected maintenance requirements are not being considered.
1.2 Current practices in maintenance
Maintenance departments generally do not synchronize their activity with the operation teams in the industry. Scheduled maintenance activity is seldom integrated with the production [7]. Similarly, in Indian mining industry context the mine plan and the maintenance plan are rarely synchronized. For every piece of equipment, a different preventive maintenance input is maintained that increases the complexity and ultimately affects the production output of the mine [8].
1.3 Maintenance benchmarks
The maintenance resources play an important role in reducing the planning and execution time while performing maintenance. If the measurement and analysis of the “preventive maintenance time” performed separately, it will help setting up new standards which will be helpful in developing people, process and technology through continuous innovation. The wrench time will be the same, but the time spent on withdrawal of spares, multiple travel and transportation to the maintenance site, equipment transit time to workshop, right resource allocation (manpower, tools, spares) are the areas where continuous innovation is required.
As of now there are three key KPI’s to measure maintenance performance, which are defined as MTTR (Mean Time to Repair), MTBR (Mean Time Between Repairs) and MTBF (Mean Time Between Failures) (Fleisher). These KPI’s blends all the maintenance jobs so that there is no clarity on the measure of preventive maintenance job performance in the mining industry.
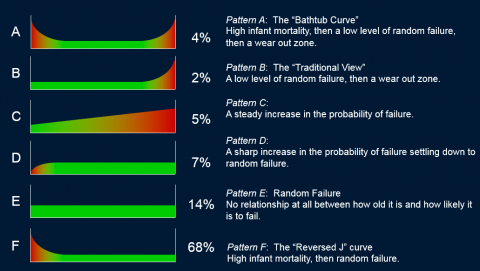
Figure 1. Graphs of conditional probability of failure over time – Reliability Patterns
In Figure 1, the vertical axis represents the conditional probability of failure and the horizontal axis represents operating age since manufacture, overhaul or repair [9]. The patterns A, B, C are the drivers for the typical “Preventive Maintenance” and patterns D, E, F helped in evolution of “Predictive Maintenance”. The prevalent KPIs i.e. MTTR, MTBF helps compare the maintenance performance of HEMM. The KPIs can be explained as:
MTTR – Mean time to repair is the mean time it takes for the equipment or system to repair and reinstate the equipment back into service after a failure has occurred. MTTR=Σ(Actual closing time of Breakdown Maintenance – Actual start time of Breakdown Maintenance)÷No of Breakdown Maintenance Jobs
MTBF – Mean time between failures is the mean (average) time between failures of a system. The Mean time between failures, another widely used reliability index, is the reciprocal of the failure rate[9].
MTBF=Σ(Start of downtime – start of uptime)÷No of Failures.
In idealistic condition, the objective is to move towards 100 % planned maintenance (which may include opportunity maintenance) so the industry needs some new KPI’s to achieve this. The measure of mean time for preventive maintenance is important as it will help compare and innovate new ways to reduce the time taken in preventive maintenance. The availability of new technology for monitoring and analysis of machine performance data allows for the development of cost effective mine equipment management systems which will help increase equipment uptime, utilization, and efficiency [10-11]. So, it becomes imminent to understand the complications as per the market demand and take appropriate steps using technology to be able to sustain profitability. Hence, for efficient planned maintenance it is highly required to introduce some new KPIs (Key Performance Indicators) for maintenance in mining industry. A better maintenance strategy needs to be framed out to avoid time loss and eliminate loop holes in the prevalent strategies.
The asset maintenance is structured via three levels of management – “Strategy, Control and Execution” which helps in defining the overall “asset management strategy”. Maintenance policy and strategy form the basis of rolling business plan. The maintenance strategy with long term objectives and vision is well articulated and communicated to the stakeholders. The key value drivers and the measurement programs are structured and put in place. The equipment assets are tracked and managed throughout their entire lifecycle. Asset management defines, controls and measures the maintenance organization structure with roles and responsibilities. The KPI’s are aligned to the roles as per the organizational structure. The execution level is where the actual work is performed, and continuous improvement is planned and performed. The strategic vision of mining operations is to “ensure safety, quality and compliance to maximize production with minimum costs.
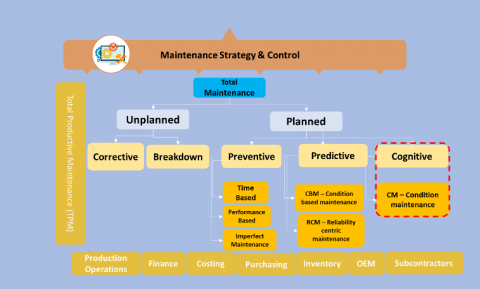
Figure 2. Maintenance management practices
The above Figure 2 describes how the maintenance process is structured in an organization. The maintenance strategy is defined at an organization level and percolated down for the execution of the maintenance activities. The topmost layer of a “Asset Management Strategy” is maintenance strategy, below which we define the structured controls to measure it. Then the maintenance execution structure is defined where the segregation of maintenance process happens. For high level reporting purpose, we have “planned” an “unplanned” maintenance.
The unplanned maintenance is generally of two types corrective and breakdown. Corrective maintenance (CM) is any maintenance that occurs when the system is failed. Some authors refer to corrective maintenance as repair and we will use them interchangeably throughout this paper. According to MIL-STD-721B, corrective maintenance means all actions performed because of failure, to restore an item to a specified condition [12]. Corrective maintenance further can be defined based on some corrective measures which is taken based on insights or which is done or the left obvers jobs either from breakdown or preventive maintenance.
Preventive maintenance can be defined as three types: time based (n days frequency), performance based (running hours, KM travelled) or imperfect maintenance – the maintenance of deteriorating systems as it will be not as good as new, but younger [13].
Predictive Maintenance is performed as two sub types – CBM (Condition Based Maintenance) and RCM (Reliability Centric Maintenance) [14]. CBM is derived from the insights of condition monitoring of the equipment and their assemblies and based on analysis taking corrective measures to restore to the normal condition [15]. The conditions monitored are thermal, vibration, lubrication and further can be any of operating condition parameters which are non-destructive in nature. RCM – the term reliability centric maintenance refers to a scheduled-maintenance program designed to realize the inherent reliability capabilities of equipment. The Boeing 747 maintenance program so developed was the first attempt to apply reliability centred maintenance concepts. [9]
The TPM (Total Productive Maintenance) is a collaborative approach for continuous improvement on product quality, operational effectiveness, grasp of productivity and safety between organization functions, especially between productivity and maintenance, also emphasize that the “Total” in “TPM” means overall employee involvement in enterprises, i.e. continuous improvement on overall efficiency and active employee involvement [16].
The Figure 4 depicts the timelines of the maintenance schedules as per the system output for execution of maintenance. As shown, the preventive maintenance needs to be performed at a specific frequency say every 3 months, condition-based maintenance is variable and demonstrated here as every 6 months and then after 8 months. Similarly, maintenance schedule generated based on judgment and based on component life cycle also forms an input for the development of the overall maintenance schedule.
Figure 3. Maintenance frequencies based on factors
Figure 3 presents the current situation, where the maintenance team or department has individual maintenance inputs for individual equipment. As presented in Figure 2, the total maintenance is classified into planned and unplanned. The planned maintenance include, the schedules recommended by OEM is generally based on schedule or time based as shown as yellow stars in Figure 3, the RCM provides schedules based on wear and tear or condition monitoring shown as blue stars, judgmental inputs based on experienced manpower insights and inputs which is depicted as green stars and OEM recommended life cycle of an asset component like engine, transmission, tires after certain running hours which is shown as red stars. Further, the unplanned maintenance includes breakdown and corrective maintenance shown as dark blue and brown stars respectively [17]. As observed from Figure 3, the unplanned and planned maintenance time zones do overlap in some cases. These overlapping cases can be optimised by combining the planned maintenance with the unplanned maintenance. With these combinations the maintenance time can be minimised so that the overall availability of the equipment increases. To measure the performance of these combined maintenance activities two new KPIs have been introduced.
Based on measurement of preventive maintenance and overall maintenance two new KPIs i.e. Mean Time for Preventive Maintenance (MTPM) and Mean Time of Overall Maintenance (MTOM) are introduced herewith.
Mean Time for Preventive Maintenance is the average preventive maintenance time of specific HEMM/ Equipment for a particular period. This KPI will evaluate the overall mean time for the planned maintenance which also includes unavoidable components such transit time, wrench time, spares withdrawal time and so on and so forth. In mathematical terms, it can be defined as:
MTPM=(Σ(Actual closing time of Preventive Maintenance – Actual start time of Preventive Maintenance)/(No of Preventive Maintenance jobs)
Mean Time of overall Maintenance is the average of unplanned (MTTR) and planned (MTPM) maintenance. This KPI will help in measuring and monitoring of repeated maintenance jobs for planned and unplanned maintenance. In mathematical terms, it can be defined as:
MTOM=Σ(MTTR+MTPM)/(Sum of (Number of (Breakdowns+Preventive)) Maintenance Jobs)
These new terms MTPM and MTOM can help measure and analyze the scheduled, preventive maintenance and overall maintenance job performance. As we are moving from breakdown maintenance to scheduled maintenance era so there should be some definition which can measure and benchmark the scheduled maintenance timelines. These KPI’s will help in the planned and unplanned maintenance, where we can innovate and increase the availability of the equipment by reducing the preventive maintenance down time. Using these KPIs the we can further optimize the maintenance schedules. A framework can be developed considering and utilizing the above introduced KPIs.
The maintenance optimization framework can help resolve the complexity of analysing maintenance schedule plans and provide a decision framework for analysis and automated decision making to minimise the HEMM maintenance time. The optimization framework focuses on production and also helps in increasing safety through the good health of the assets and resources that will also reduce the maintenance cost in the long run. Maintenance scheduling is a complex process which is dependent on multiple factors. To optimise the maintenance scheduling, it is imperative to identify the key factors influencing the maintenance scheduling.
4.1 Influencing factors identification
Some of the key factors which influence in determination of maintenance schedule are:
• Safety Concern – If the HEMM is not in a safe operating condition at any specific time, maintenance action should be immediate even if scheduled maintenance is planned in near future.
• Reliability Centric Maintenance (RCM) - The input from RCM is an important parameter to be considered which will recommend an early or later maintenance schedule based on wear and tear analysis or status based on condition of the critical components.
• Installation and Commissioning - The parameters and performance during the installation and commissioning also have an impact on the performance of asset during its entire useful life cycle.
• Original Equipment Manufacturer (OEM) Recommendation – The OEM recommends frequencies for preventive maintenance based on elapsed time and/or performance of the equipment as well as schedules for replacement of spare parts. Some of the equipment now comes fitted with monitoring equipment so input of those monitored parameters need to be considered.
• Failure Analysis Reporting – Failure mode and effect analysis of any component, or chronic failures of the equipment or any critical component need to be provided as inputs to maintenance schedules.
• Resource Availability (Resource, Manpower) – Workshop capacity and manpower to perform the job should be included in the development of maintenance schedules
• Weather Forecast – Fog and rain can influence the maintenance of the equipment depending on where the maintenance will be undertaken.
• Asset Component Life-cycle - Asset life cycle as per OEM manual.
• Production Schedule and Plan – Production schedules emanating from the system as per the excavation/beneficiation plan.
• Judgmental – By experience and by observing some key attributes of malfunction.
• Production Loss – Production loss should be minimized
• Statutory Body Inspection / Recommendation – External body comments to act upon immediately or within a specified time
• Subcontractor Availability Including OEM Service – The service which is provided by the subcontractor, their capacity, availability and if any specific skill is required to provide the service.
• Mean Time between Failures – The MTBF time will also help in decision making for the calculation of schedules for individual HEMM.
• Spares Availability – Spares availability in the local or central workshop or the lead time to procure the same.
• Incident/Accident – If any incident or accident has occurred and input for rectifying the HEMM has been suggested by the inspecting authorities.
• Previous Preventive Maintenance Confirmation – when was the last preventive maintenance was performed and closed.
• Operating Conditions – Every mine/site has unique terrain; operating condition and each HEMM works in various operating conditions.
The factors were identified, and weightages may be assigned to each influencing factor as per the local strategy of the mine management. Some of these weightages, such as safety, production loss, maintenance spares costs, were converted to costs for optimization, depending on their relative importance. A sample weightage assignment for a specific HEMM type is presented in Table 1 below.
Table 1. A sample of weightages assigned to the key influencing factors
|
Influencing Factor ID |
Influencing Factor Name |
HEMM Type |
Weightages Assigned |
|
I01 |
Safety Concern |
DUMPER |
1 |
|
I02 |
RCM |
DUMPER |
0.9 |
|
I03 |
OEM Recommendation |
DUMPER |
0.9 |
|
I04 |
Failure Analysis Reporting |
DUMPER |
0.8 |
|
I05 |
Resource Availability Manpower |
DUMPER |
0.9 |
|
I06 |
Asset Component Lifecycle |
DUMPER |
0.9 |
|
I07 |
Production Schedule & Plan |
DUMPER |
0.8 |
|
I08 |
Judgmental |
DUMPER |
0.7 |
|
I09 |
Resource Availability workshop |
DUMPER |
0.9 |
|
I10 |
Weather forecast |
DUMPER |
1 |
|
I11 |
Production Loss |
DUMPER |
0.9 |
|
I12 |
Statutory Body Inspection / Recommendation |
DUMPER |
0.8 |
|
I13 |
Subcontractor Availability Including OEM Service |
DUMPER |
1 |
|
I14 |
Mean Time Between Failures |
DUMPER |
0.7 |
|
I15 |
Spares Availability |
DUMPER |
1 |
|
I16 |
Incident / Accident |
DUMPER |
1 |
|
I17 |
Previous Preventive Maintenance Confirmation |
DUMPER |
0.9 |
|
I18 |
Operating Condition |
DUMPER |
0.7 |
|
I19 |
Mine Plan Adherence Factor |
DUMPER |
0.7 |
|
I20 |
Warranty |
DUMPER |
0.9 |
|
I21 |
Production Priority |
DUMPER |
0.9 |
4.2 Model framework
The framework model can be applied both at planning stage as well as at execution stage in maintenance. The general preventive maintenance concept is as per the OEM (Original Equipment Manufacturer) standard operating procedures on time or performance or component replacement date which is linear on a time scale. The preventive maintenance dates will not be exact time based or performance based but each schedule will have dynamic dates considering every attribute as per the weightages assigned to influencing factors (As presented in sample Table 1). The weightage can be variable as per the asset class/HEMM type and the operating region as the same HEMM operating in dusty region or steep gradient requires more frequent maintenance. Another important aspect to be considered during the preventive maintenance is part replacement with a repaired part. The reliability of a repaired part is not the same as that of a new one. This will negatively influence the overall reliability of the equipment owing to the negative weightage attributed to the repaired part. Based on the dependency on the influential factors the framework can be designed to optimize the maintenance scheduling. A model framework based on the influential factors tabulated above is shown in Figure 4.
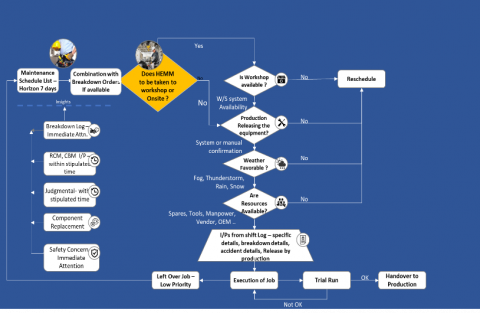
Figure 4. Optimization framework flow diagram
A model framework shown in Figure 4 depicts the preventive maintenance orders list and additional insights which may influence the preventive maintenance scheduled date. Further, based on the insights preventive maintenance can be combined with breakdown orders and can be attended either on work site or at workshop. Also, the nature of the preventive maintenance job will decide the subsequent course of action as presented in the flow diagram (Figure 4). Such framework would work with the below objectives:
• Minimize the time the asset is down for service turnaround time – MTPM (Mean Time for Preventive Maintenance)
• Maximize the availability of HEMM
• Minimize number of outages
• Minimize waste of spare parts useful life
• Balance workload across outages
• Improve visibility for production planning, resource planning and service parts planning by providing maintenance, resource demand and service parts forecast.
• Improve collaboration between asset operators, repair shops and spare parts suppliers. The availability of resources for example manpower, spares, workshops, subcontracted or subcontractor availability.
• The weather forecast inputs considered for maintenance schedules, depending upon the weather if favorable for maintenance or production.
• Address safety concerns more actively.
• Increase productivity of mines.
4.3 Mathematical model
The main objective of maintenance framework is to reduce the total maintenance down time and minimize the total maintenance costs. To fulfil the above-mentioned objective, it has been tried to corelate the various influencing parameters (as detailed in section 4.1) by developing a mathematical model.
The following notation is used in the model:
np: number of HEMM in the mine
nc: number of maintenance bay in the maintenance workshop
nd: number of days in the planning horizon.
i: index for HEMM, i = 1; 2; . . . ; np.
j, k: index for maintenance bay; j; k = 1; . . . ; nc.
d: index for days; d = 1; 2; 3; . . . ; nd. nd + 1 = 1, nd +2 = 2, nd + 3 = 3, because of the cyclic schedule. Like the same one day before day d = 1 is nd, and 2 days before the day d =1 is nd - 1.
j(d): workshop bay j on day d
t = index for particular time period
gij: Breakdown Maintenance cost for equipment i at bay j.
hij: Preventive maintenance cost for equipment i at bay j.
pj: the number of HEMM that can take Maintenance check at bay j.
rijt: cost incurred in marching of HEMM i to workshop j at time period t.
The following decision variables are used in the formulation:
Wij(d) = 1, if HEMM i takes the maintenance check of Breakdown Maintenance at bay j on day d, 0 otherwise.
Zij(d) = 1, if HEMM i takes the maintenance check of Preventive Maintenance at bay j on day d, 0 otherwise.
OTT_(i,j,t) = Transit time onward for equipment e, i for onward journey to workshop and for time period t
RTT_(i,j,t) = Return transit time for HEMM i from workshop bay j.
Yijt = 1, if workshop bay j is available while the maintenance time period t of HEMM i, 0 otherwise.
MCi,t = Maintenance cost for HEMM i, at time period t.
PLi,t = Production loss due to maintenance downtime of HEMM i at time period t
$\begin{aligned} \mathrm{MC}_{\mathrm{i}, \mathrm{t}}=\sum_{i=1, t}^{n_{p}} \sum_{j=1, t}^{n_{c}} \sum_{d=1, t}^{n_{d}} &\left(g_{i j} W_{i j(d)}+\cdot h_{i j} Z_{i j(d)}+\right.\\\left.r_{i j t}\left(O T T_{i j t}+R T T_{i j t}\right)\left(Y_{i j t}\right)\right) \end{aligned}$ (1)
Objective is to minimize the MCi,t;
Subjected to, if the HEMM is not required to be taken to workshop for maintenance then,
$\left(O T T_{i j t}+R T T_{i j t}\right)\left(Y_{i j t}\right)=0$
Subjected to, if workshop bay j is available during a time period t of maintenance of HEMM i,
ni,t ≤ pj
The total loss due to maintenance of HEMM can be calculated as:
Total Loss = Production loss during maintenance + Maintenance cost
Or
$T L_{i, t}=\sum_{i=1}^{n_{p}} P L_{i, t}+\sum_{i=1}^{n_{p}} M C_{i, t}$ (2)
Optimized planned date of maintenance of HEMM will be the summation of the planned date and schedule change function due to influencing factors and their weightages. The maintenance dates according to the optimized plan may be preponed or postponed compared to the planned date of preventive maintenance. The schedule change function due to influencing factors is a directly proportional to the conditional as well as the weightages of the influencing factors. The optimized model includes multiple factor (Table 1) which influences the maintenance schedule as per the conditions and are prioritized as per their weightages accordingly the optimized planned date of maintenance is decided.
The following notations are used in the formulation of optimized planned date of maintenance.
JO = Set of Job Orders and jo = 1, 2, …|JO|
S = Required Set of spare part types, and s = 1,2,…|S|.
N(s) = Number of units available of spare part s in the warehouse.
m: manpower personnel, M= set of [maintenance] personnel, and m=1,2,…|M|
l: shift , L = set of shifts l = 1, 2, 3, 4 ILI ( 1-shift A, 2- Shift B, 3 – shift C, 4 – General shift)
W(t,l): Weather attribute = 0 iff weather is not favorable in period t, and shift l, 1 = otherwise
SAF: Safety attribute = 0 if input influence in not changing the schedule, 1 = otherwise
PDMi,d,t,l = Planned date of maintenance of HEMM i in period t and day d and shift l.
OPDi,d,t,l,i = Optimised planned date of maintenance of HEMM i in period t, day d and shift l.
ni = Influencing factor weightage assigned by the mine management for influencing factor i (i= SAF, W(t,l), N(s) etc.) (0≤n≥1)
If = Influencing factors
SCi,if (Ion, if)= Schedule change function due to influencing factor impact and their weightages.
$O P D_{i, d, t, l}=P D M_{i, d, t, l}+S C_{i, i f}(\operatorname{lon}, i f)$ (3)
where,
$S C_{i, i f}(\text {Ion, if }) \in W(t, l) * n_{W(t, l)} \cup S A F * n_{S A F}+\ldots .+i f$
$n_{i}$ (4)
The above-mentioned equation can be used for any number of influencing factors depending upon the mine site locations and operating conditions.
This paper presented an innovative formulation of optimization framework model which can be utilized for enhancing the equipment availability and increasing the productivity with the available resources and given the constraints, utilizing the technological advancement in the 4th industrial revolution in the industry. It helps unlock the world of global, unstructured data and to move from decision tree-driven, deterministic applications to probabilistic systems that co-evolve with continuous learning over the time. The development of optimization framework and pre-empting the resource requirements will help increase the equipment availability and increase the productivity at the mine operations. It improves planning and the adaption of resources, which can be further utilized for innovation in the mines. As the data generated by the equipment is available from the time of its manufacture, the data from the entire life cycle can be utilized for maintenance depending on OEM or the equipment user. The characteristics or attributes help in deriving the root cause analysis of the failures. The problems/faults and the associated actions will generate historical data which will help in deriving the future maintenance activities and to reduce the service time. All these data will be available with the maintenance supervisor or maintenance executioner depending on their respective roles and responsibilities.
The manufacturer can utilize the data generated by the user as per the feedback and support required from time to time and help reduce the SLA’s (Service Level Agreement) during the AMC (Annual Maintenance Contract) and equipment user can utilize their own historian and online help from the OEM for maintenance. The new KPIs specially the MTPM (Mean Time for Preventive Maintenance) and MTOM (Mean Time of Overall Maintenance) will help benchmark the subsequent scheduled maintenances and help improve day by day reduction in time. Further research in this direction will help optimise the combination of unplanned to planned maintenance thus increasing the HEMM availability and hence the productivity. The future roadmap of maintenance is to moved towards cognitive or artificial intelligence-based decision making for maintenance schedule generation.
[1] Singh, D.R., Mishra, A.K. (2016). Review of IT enabled technologies in Indian mining industry for improved productivity & safety. Recent Advances in Information Technology (RAIT), 2016 3rd International Conference, pp. 613-618.
[2] Samanta, B., Sarkar, B., Mukherjee, S.K. (2001). Reliability centred maintenance (RCM) for heavy earth-moving machinery in an open cast coal mine. CIM Bulletin, 94(1056): 104-107. https://doi.org/10.1142/s0950609801000610
[3] Cooper, B. (1996). Maintenance strategy procedures development and implementation. Min. Technol., 78(893): 3-6.
[4] Wu, S. (2012). Assessing maintenance contracts when preventive maintenance is outsourced. Reliability Engineering & System Safety, 98(1): 66-72. https://doi.org/10.1016/j.ress.2011.10.004
[5] Sharma, N.R. Mishra, A.K. Agrawal, H. (2019). Assessment and review of maintenance practices in the 4th industrial revolution using the cognitive analytics framework. Journal of Mines, Metal and Fuels, 67(9): 416-423.
[6] Jin, Y.L., Jiang, Z.H., Hou, W.R. (2008). Multi-objective integrated optimization research on preventive maintenance planning and production scheduling for a single machine. International Journal of Advance. Manufacturing Technology, 39(9-10): 954-964. https://doi.org/10.1007/s00170-007-1268-5
[7] Pan, E., Liao, W., Xi, L. (2010 ). Single-machine-based production scheduling model integrated preventive maintenance planning. International Journal of Advance Manufacturing Technology, 50(1-4): 365-375. https://doi.org/10.1007/s00170-009-2514-9
[8] Shalaby M.A., Gomaa, A.H. Mohib, A.M. (2004). A genetic algorithm for preventive maintenance scheduling in a multiunit multistate system. Journal of Engineering Applied Science, 51(4): 795-811.
[9] Nowlan, F.S. Heap, H.F. (1978). Reliability-centered maintenance. United Air Lines Inc San Francisco Ca.
[10] Tam, A.S.B., Chan, W.M., Price, J.W.H. (2006). Optimal maintenance intervals for a multi-component system. Production Planing Control, 17(8): 769-779. https://doi.org/10.1080/09537280600834452
[11] Mosheiov, G., Sarig, A. (2009). Scheduling a maintenance activity to minimize total weighted completion-time. Comput. Mathematics with Applicationl, 57(4): 619-623. https://doi.org/10.1016/j.camwa.2008.11.008
[12] Meykar, O.A. (1967). Definitions of effectiveness terms: A report on the purpose and contents of MIL-STD-721B. IEEE Transport Aerospace Electron System, 2: 165-170. https://doi.org/10.1109/taes.1967.5408738
[13] Pham, H., Wang, H. (1996). Imperfect maintenance. European Journal of Opeational Research, 94(3): 425-438. https://doi.org/10.1016/s0377-2217(96)00099-9
[14] Tosun, S., Mansouri, N., Arvas, E., Kandemir, M., Xie, Y. (2005). Reliability-centric high-level synthesis. Proceedings of the Conference on Design, Automation and Test in Europe, 2: 1258-1263.
[15] Fitouhi, M.C., Nourelfath, M. (2012). Integrating noncyclical preventive maintenance scheduling and production planning for a single machine. Intenrnational Journal of Production Economics, 136(2): 344-351. https://doi.org/10.1016/j.ijpe.2011.12.021
[16] Shen, C.C. (2015). Discussion on key successful factors of TPM in enterprises. Journal of Applied Reserve Technology, 13(3): 425-427. https://doi.org/10.1016/j.jart.2015.05.002
[17] Rausand, M., Vatn, J. (2008). Reliability centred maintenance. Complex System Maintenance Handbook, Springer, 79-108. https://doi.org/10.1007/978-1-84800-011-7-4