Agbor A. Esoso![]() | Omolayo M. Ikumapayi*
| Omolayo M. Ikumapayi*![]() | Tien-Chien Jen
| Tien-Chien Jen![]() | Esther T. Akinlabi
| Esther T. Akinlabi![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Additive Manufacturing (AM), a technique leveraging 3D modeling data to fabricate objects through layer-by-layer material deposition, has seen a surge in adoption across industries. This has, in turn, spurred rapid advancements in design, process, and manufacturing technologies integral to AM. Simultaneously, Machine Learning (ML), a subset of artificial intelligence centered on enabling self-improvement in computer programs, has carved its niche in this burgeoning field. This review provides an in-depth exploration of recent advancements in the application of ML within the AM framework. Specifically, the focus is placed on regression, classification, and clustering tasks integral to anomaly identification and parameter optimization in AM processes. A comparative analysis of the efficacy of various ML algorithms in executing these tasks forms the crux of this review. In light of these developments, the paper seeks to underscore the potential of ML as a viable tool in augmenting the capabilities of AM, thereby offering insights that could guide future research and development efforts in this interdisciplinary domain.
additive manufacturing, machine learning, artificial intelligence, algorithms, computer vision, 3D modeling
Additive Manufacturing (AM), a term that encapsulates processes employing successive layers of material to construct three-dimensional structures, has the potential to utilize a myriad of materials, ranging from plastics and metals to concrete, and potentially, human tissues in future applications. Predominantly, AM technologies integrate the use of computers, 3D modeling software such as Computer Aided Design (CAD), machine equipment, and layering materials. AM refers to a spectrum of manufacturing methodologies that leverage direct material joining to generate components from 3D modeling data [1].
When juxtaposed with traditional manufacturing techniques, AM confers several distinct advantages including the capacity for mass-customization of parts and augmentation of part complexity at macro, meso, and micro scales [1]. Following the creation of a CAD sketch, AM machinery interprets data from the CAD file, depositing successive layers of liquid, powder, sheet material, or other substances to construct a 3D object layer by layer.
The umbrella of AM technology encompasses numerous subsets including 3D printing, rapid prototyping, direct digital manufacturing (DDM), layered manufacturing, and additive fabrication. The applications of AM are vast and continuously expanding. Rapid prototyping, an early variant of AM, primarily focused on preproduction visualization models, typically utilizing discrete planar layers, although non-planar processes are also feasible [2].
Currently, AM is employed to manufacture end-use items such as airplane components, dental restorations, medical implants, vehicles, and even fashion products. Despite the industry's progressive growth and development, achieving consistency in component quality and process reliability in AM remains a complex challenge [3]. The primary reason for this lies in the concurrent formation of the shape and material properties of a part during the AM process. To realize AM parts, a sophisticated multi-stage process encompassing five primary steps—designing, process planning, construction, post-processing, and testing and validation—is necessary. The interactions between design, material, and process are intricate [4], necessitating meticulous and precise execution of each step to fabricate a qualified part.
The method of layering, which fundamentally changes a part with a design for additive manufacturing (DfAM), is the simplest and most efficient method for AM fabrication. Despite the apparent simplicity of adding layers, AM technology has a broad spectrum of applications to fulfill diverse objectives, including serving as a tool for design visualization and a means to produce highly customized goods for both consumers and professionals.
AM is also employed to manufacture industrial tools, a variety of production parts, and even human organs such as cartilage, bones, and tissues. Organizations like Contour Crafting are working towards creating structures for human habitation and functionality. MIT supports a plethora of programs fostering a wide range of innovative AM applications, from multi-structure concrete to machines capable of constructing machines.
Some consider AM as a complementary technique to subtractive manufacturing (the removal of material, such as through drilling), and to a lesser extent, forming (like forging). Regardless, AM holds the potential to revolutionize current manufacturing techniques, enabling professionals and everyday consumers to develop, modify, and/or repair goods.
Whether the process is simple or complex, AM fundamentally involves the addition of layer upon layer, whether in plastic, metal, concrete, or, potentially, human tissue. Medical applications of AM are driven by an array of factors, with improved biocompatibility and patient outcomes being a common theme [5]. Additionally, mass customization and light weighting are prevalent reasons for the utilization of AM in consumer goods [5].
Despite the advancements in Additive Manufacturing (AM), traditional AM software methods still exhibit certain limitations, particularly when operating within specific domains. Machine Learning (ML), a subset of artificial intelligence dedicated to refining software capabilities, can be instrumental in addressing these specific areas of concern within traditional AM.
One such area is Design Optimization. AM presents unique design challenges that diverge from those encountered in traditional manufacturing methods [3]. AI can augment designs for AM by identifying regions where material can be added or removed, enhancing the strength and performance of the final product.
Process Optimization also faces issues of time and resource complexity in traditional AM. The AM process can be slow and costly, especially for large-scale production. ML can enhance the process by analyzing data from sensors and cameras to pinpoint potential areas of improvement in the manufacturing process, such as waste reduction, efficiency improvement, and speed augmentation.
Quality Control [4] is another significant challenge, with AM potentially leading to defects and inconsistencies in the final product. These can be difficult to detect. However, ML can bolster quality control by analyzing images and sensor data to identify defects and potential areas of improvement in real-time.
Finally, Material Selection in traditional AM can be a stumbling block to speed, time, and quality [5]. AM necessitates specific materials that are compatible with the printing process. ML can facilitate the identification of the best materials for specific applications based on their properties and characteristics.
Machine Learning techniques can be categorized into supervised, unsupervised, semi-supervised, or reinforcement learning [6]. Shinde and Shah [7] identified five crucial application domains for ML: computer vision, prediction, semantic search, everyday language interaction, and outlook. Three of these domains - computer vision, prediction, and information retrieval - are employed in AM.
Recent advancements in graphics hardware have expedited the optimization of ML algorithms on large training sets, enabling more comprehensive research into these domains [8]. Thanks to these advancements, ML methods can now be applied in AM scenarios. However, the improvement of current AM processes requires operators and designers possessing expertise in manufacturing, process, and design [9]. For AM to succeed, the design, process, and production need to become significantly more complex [6].
Mass customization of design necessitates a firm understanding of the relationships between the variables being modified and the part specifications. As part complexity increases, designing optimal part topologies becomes more challenging, whether it's for performance or weight reduction. Addressing these challenges often requires substantial time and/or computational trade-offs. Yet, ML can help alleviate these issues within their specific problem domains.
This review paper delves into the latest applications of Machine Learning (ML) in Additive Manufacturing (AM), focusing on regression, classification, and clustering tasks. It explores how ML can be leveraged to detect anomalies and optimize parameters in AM. The paper also compares the performance of various ML algorithms in executing these AM tasks to evaluate their effectiveness. It concludes by suggesting several potentially fruitful research directions for future studies, underscoring the potential of ML to streamline traditional AM processes, leading to cost savings, improved quality control, faster production times, and enhanced material selection.
Through the application of ML algorithms to tackle the complex challenges of AM, researchers and manufacturers can create advanced, safer, and more durable medical implants that meet the rising demands for these critical products. This paper serves as a valuable resource for researchers and manufacturers aiming to harness machine learning to advance additive manufacturing.
This section provides an understanding of the current state of AM and the barriers to adoption by outlining the main AM processes and use cases. Several distinct AM methods are currently available. ASTM categorizes them into seven types [10].
1. Binder jetting is the selective deposition of a liquid bonding agent or adhesive onto powdered materials to bind them together.
2. By melting the materials as they are deposited, DED: concentrated thermal energy (such as a laser, electron beam, or plasma arc) can fuse the materials.
3. Material extrusion is the selective dispensing of material onto a substrate through an aperture or nozzle.
4. Material jetting is the selective deposition of material droplets.
5. Powder bed fusion (PBF) uses thermal energy to fuse certain powder bed regions.
6. Sheet lamination: Material sheets are bonded one layer at a time to make a portion.
7. Vat photopolymerization: a vat of liquid photopolymer is selectively cured by light-activated polymerisation.
2.1 Areas of applications of additive manufacturing
Additive manufacturing has proven to be an effective technology, its adoption has been proven to really function effectively in three key areas of which includes.
2.1.1 Enables cost effective manufacturing of more complex geometries and shapes
Traditional manufacturing techniques are capable of preserving some complicated shapes and geometries, but they fall short of what AM techniques can accomplish. The three main uses of the complex geometry feature in AM are part consolidation, performance optimization, and creating lightweight designs for portable devices. With the use of latticization or topology optimization (TO), AM technology can produce features that are lightweight. Topological optimization removes material from the design that contributes the least to an objective function, such as stiffness, by analyzing a piece of the AM based on this function.
This capability makes it possible to produce parts with higher precision, lighter weights, and more complicated part shape. A unit cell is spread across the internal volume of a part during latticisation. The construction of auxetic structures for implants is an excellent example. This can be done to reduce mass, but it can also be utilized to produce bespoke material qualities or enhance biofunctionality [11]. The production of hydraulic manifolds frequently makes advantage of the complex geometry feature. Traditional designs could use plugs and through holes that have been drilled out to produce the required interior channels.
Unfavorable energy and pressure losses and pieces with disproportionately high masses are the results of the study [12]. Pressure losses have been minimized by up to 29.6% and part mass has been lowered by up to 91% by redesigning manifolds for AM without the restrictions of straight, orthogonally intersecting channels [13]. Yet, the designer's skill is commonly a crucial factor in determining which aspects need to be modified and how to progress with that development.
2.1.2 Mass customization
This feature is widely seen in consumer items, packaging, and the medical and dentistry industries [1]. It is typically utilized when limited production volumes of devices containing valuable components are needed. Because it is economical for people to build for a specific purpose, customization is crucial in additive manufacturing (AM). The fabrication of orthopedic devices, hearing aids, soft tissue implants, and other medical equipment are examples of this type of application in the medical field [14, 15]. While conformal shapes can be usually created into components through scanning, planning process of the part's mesostructure depends on designer skill and computational complexity tools, providing a problem for mass tailored parts because of the absence of tools for this operation, according to Liu et al. [16].
2.1.3 Supply chain disintermediation
One of the key components of AM is on-site part manufacturing, which enables lean and agile manufacturing. This allows for the rapid production of spare parts in situations where demand is erratic. Hernandez Jr [14] discovered that additive manufacturing can greatly reduce supply chain interruption for productions anywhere, whereas Liu et al. [16] discovered that additive manufacturing can improve supply chain efficiency for spare parts in aerospace. This technique will lessen the impact of any remote location's supply chain disruption on essential gadgets. This is particularly advantageous for military and medical purposes. If part consistency and geometrical accuracy are improved, the manufacture of AM parts can be made to be more repeatable, which may increase these benefits.
The purpose of this section is to show the potential of ML when applied to the limits of AM by describing the various forms of ML and outlining frequent use cases relevant to AM.
Designing and studying automated systems that can spot patterns in data is known as machine learning. ML models can be used for performance improvement, defect detection, categorization, regression, forecasting, and regression [9]. The most crucial factor affecting the performance of the ML model is the data utilized to train it. The quality of ML models is strongly influenced by the training data used to develop them. Supervised learning and unsupervised learning are the two categories that machine learning techniques fall under the study [17]. The high-level classification offered by supervised and unsupervised models can be used to further categorize various machine learning methodologies. Two popular machine learning (ML) models for classification and regression are SVMs and neural networks (NNs). An SVM model is used to locate hyperplanes that divide data into various classifications. A network of nodes, sometimes known as "neurons," connected by weighted edges makes up a neural network (NN), a particular kind of computer model. Because they can automatically identify the parts in raw data needed for precise prediction, NNs are incredibly powerful.
These AM decision making applications develop a lifecycle activity process plan using aggregated ML Data In-Situ process monitoring and control post-process validation and testing and validation post-process. Observation and regulation design suggestions optimization of topology tolerancing manufacturability evaluation. Prediction of process reaction material choice prediction of performance and property behavior improved process. Detection of anomalies/defects [18]. Detection of Failures Monitoring the condition of machines Control in real time Detecting physical cyberattacks Identification of process end points Real-time control Metrology of the surface Detection and classification of flaws Material Powder particle size distribution Composition of the powder The technique of atomization Design variables Orientation of wall thickness Angle of overhang Parameters of the process Laser energy Scanner speed spacing between hatches Logs from machines Signatures in the Process Thermal information (melt pool depth, width, temperature) Video and optical images [19].
Sound waves Parts Company Microstructure Surface dimensional analysis Dimensional Tensile Tolerancing and Dimensioning (GD&T) the degree of toughness (X-CT). Hardness product's resistance to fatigue corrosion measurement of uncertainty meets the demands of the design procedure and outcomes. For many AM issues where it may be challenging to discover features in the input data, ASME optimization makes NNs a very good choice [20]. For example, deep learning neural networks are very beneficial for exceedingly difficult tasks like image and audio processing [21]. Several hierarchical layers of processing nodes are used by deep learning systems to identify ever more complicated features in input data. Deep learning models called convolutional neural networks (CNNs) are particularly beneficial for processing picture data. A CNN is composed of specialized processing layers that operate on matrices that represent the image pixels [18]. Edges, textures, and other intricate elements that CNNs extract from images are then utilized to categorize the image, such as bad or good layer in an AM process.
3.1 Supervised learning
Algorithms for supervised learning fit hypotheses to labeled training datasets with known outcomes. The unlabeled cases' labels can then be predicted using the trained algorithm. There are two categories of supervised learning: Classification and regression. Regression questions have quantitative labels, like determining the age of a cat based on a picture, whereas classification problems have qualitative labels, like whether or not an image is of a cat [17]. With huge datasets, neural networks (NNs) are a common supervised learning approach. These algorithms use layers of interconnected neurons to simulate the brain, as seen in Figure 1. The output space that NNs commonly map onto has a range of dimensions. The use of NNs makes it possible to compute-efficiently infer non-linear decision boundaries. Additionally, there are more specialized NNs for particular application fields. Convolutional layers are used, for instance, by convolutional neural networks (CNNs) to find characteristics that might be present across the input space. The most typical applications for CNNs are in computer vision jobs where comparable characteristics, like vertical lines, might exist anywhere in the input area.
Figure 1. The relationship between the additive manufacturing technique, structure, and property
3.1.1 Support vector machines (SVM)
SVMs, which were created initially for classification issues, are utilized in supervised learning tasks and may additionally be applied to regression. In order to determine the connections among information in a space with more dimensions and generate a hyperplane decision border between classes, they optimize margins. The hyperplane that fits the data the best is employed when doing regression operations [16]. SVMs perform well with high-dimensional data, however they are susceptible to overfitting the training data when there are many more features than occurrences. Yao et al. [18] further explain that. This is usually avoided by carefully choosing a proper kernel function. Support vector machines (SVMs) are a type of machine learning algorithm that is particularly well-suited to high-dimensional data. SVMs work by finding the optimal boundary, or "hyperplane," that separates data into different categories. The goal of SVMs is to maximize the margin, or distance, between the hyperplane and the nearest data points from each category.
However, SVMs can be susceptible to overfitting when there are many more features than occurrences, also known as the "curse of dimensionality." In other words, when the number of features or variables is much larger than the number of data points, SVMs may fit the training data too closely, resulting in poor performance on new, unseen data.
To avoid overfitting, SVMs use a technique called "kernel functions." Kernel functions map input data into a higher-dimensional feature space, where it may be easier to find a linear boundary that separates the data. By carefully selecting a kernel function that is appropriate for the data being analyzed, SVMs can improve their performance and avoid overfitting. SVMs are a powerful machine learning algorithm that can be particularly effective with high-dimensional data, but proper selection of kernel functions is crucial to avoid overfitting and ensure accurate results.
3.2 Unsupervised learning
Unsupervised learning issues arise when attempting to identify patterns in unlabeled data. These issues are frequently more difficult to evaluate because there is no classification to compare them to. Clustering and association rules are the two unsupervised learning techniques that are most often used. Algorithms for unsupervised learning are divided into many categories. Data segmentation algorithms, commonly referred to as clustering algorithms, separate information into categories. The arrangement of the data in each cluster makes them more interconnected than the data in any other cluster [17]. Market basket analysis, another name for association rule analysis, looks for prototype values for a feature set with a high probability density at such values. Utilizing a reward signal, reinforcement learning seeks to maximize an agent's interaction with its environment [6]. While supervised learning extrapolates its results from a set of known events, reinforcement learning does not employ known training settings for the reward signal [6]. Although it maximizes the reward signal rather than looking for latent structure in the data, reinforcement learning varies from unsupervised learning [6]. Another unsupervised learning method is principal component analysis (PCA), which transforms a dataset of possibly linked variables into a principal component set of values via an orthogonal transformation.
When an image is the input data type, a dataset's feature count may be rather high. To avoid overcomplicating the task, PCA is widely employed as a data pre-processing tool in AM to decrease the number of features and hence simplify the data. By breaking down the melt pool characteristics into more manageable features using PCA, Khanzadeh et al. [22] were able to identify nine primary components that together account for roughly 99.52% of the data variation. Yang et al. [19] provides additional evidence of how to apply PCA to extract geometric characteristics in stereolithography for mask image projection. The PCA uses 33 image-retrieved input features in an application that uses in situ pictures as input data [23] to raise SVM accuracy from 89.6% to 90.1%. In their 17-feature instance [24], PCA may negatively affect the performance of the connected model because too many features and too much information is lost. This illustrates how PCA may impair [25] SVM performance. In general, PCA is a great substitute for normalization for handling image-based issues.
Usman et al. [24] and Dimitrakopoulou-Strauss et al. [25] further show that even though PCA is a technique used to reduce the number of features in a dataset while retaining as much information as possible. The resulting reduced dataset can improve the performance of machine learning models, including support vector machines (SVMs).
However, it is possible for PCA to negatively affect the performance of a connected model, such as an SVM. This is because PCA involves discarding some of the original information in the dataset, and if too much information is lost, the model may not be able to accurately capture the underlying patterns in the data. Additionally, if the reduced dataset has too few features, the SVM may not be able to find an appropriate boundary that separates the data into different categories.
Therefore, while PCA can be a useful tool for improving the performance of machine learning models, it is important to carefully consider the amount of information that is being discarded and the impact this may have on the performance of connected models such as SVMs. In some cases, retaining a larger number of features may be necessary to ensure optimal performance.
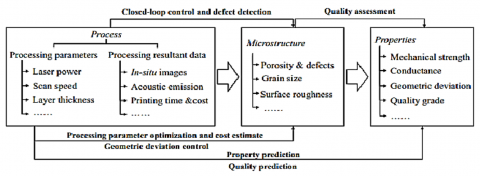
A technique for manipulating data is machine learning. The many data kinds that can be used and looked at in the process structure properties (PSP) relation chain are shown in Figure 1. The words "processing parameter" and "processing resultant data" are used in the widely used PSP relationships to distinguish between relevant data prior to and following the procedure. Processing factors, such as extruder temperature in material extrusion (ME), laser power in laser powder bed fusion (LPBF), printing speed, and layer thickness, have a substantial influence on the structure of the printed objects and hence rule their performance as well as quality.
Additionally, the intended shape affects the printed object's geometric deviation and printing costs. There are many more relationships between the data than just these. ML models trained on datasets containing at least two types of related variables in the PSP relation chain will therefore be able to infer using this data. Many ML models are constructed in this way. The relationship between the additive manufacturing technique, structure, and property is shown in Figure 1.
4.1 Finding errors, predicting quality, and closed-loop control
ML models trained on datasets containing at least two types of related variables in the PSP relation chain and it will therefore be able to infer using this data. Many ML models are constructed in this way.
1) Labeling these data as defective (or not) based on experimental findings or human expertise is a typical use of ML classification models. The labeled data are then used to train supervised learning models in real-time for defect detection and quality prediction.
2) Cluster the anomalous data using unsupervised learning models, then perform cluster analysis without labeling to find errors.
3) Fine-tune the processing parameters in real-time by training the ML regression models with data from some real-time configurable processing parameters. Voltage's level control in the MJ process is an example of the third technique [26].
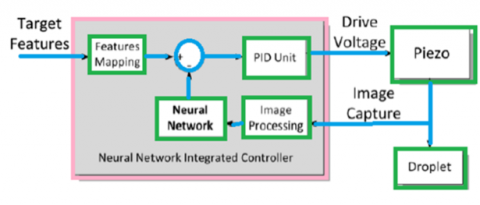
Their process control framework, which is broken down into three main parts, is shown in Figure 2. The droplet is first photographed dynamically with a charge-coupled device (CCD) camera. In order to train a neural network (NN) ML model, four droplet properties-satellite, ligament, volume, and speed are retrieved from the pictures and merged with the current voltage. Third, to control the activity of the droplet jetting, the trained machine learning model determines the suitable voltage level and sends it to the voltage adjustment system.
Figure 2. AM control framework when NN is applied
4.2 Control of geometric deviation
The two most frequent flaws in AM parts are low geometric precision and poor surface integrity [27]. Because of these geometric imperfections, AM cannot be used in a number of industries, including aerospace and medicine [28]. In this situation, ML models might detect a geometric issue, measure the geometric deviation, and make recommendations for resolving the problem. In order to provide a framework for compensating for geometric error in the L-PBF process, for instance, Francis and Bian [29] used a convolutional neural network (CNN) ML model. The trained ML model is fed backwards into the CAD model to compensate for imperfections. The distortion is produced by the trained ML model using the thermal history and a few processing parameters as input. As a result, the adjusted CAD model will produce parts with much higher geometric accuracy.
4.3 Processing parameters optimization and property prediction
The quality of a part created utilizing a particular set of processing parameters won't be known to designers until the part is printed. The design process is therefore expensive, time-consuming, and uncertain. For instance, some prototypes must be created and tested to verify part quality. In this situation, a direct correlation between processing variables and part quality would be optimal. Simulations and experiments can be used to establish this link, but it is impractical to use these two methods to identify the most effective processing parameters when there are numerous input features. On the other hand, machine learning models can be utilized as replacement models to support process optimization. One of the epistemic uncertainties in uncertainty quantification (UQ) is the uncertainty of the ML model [30]. This technique was recently applied by Meng et al. [31] to produce process design maps for 316L and 17-4 PH stainless steels [31]. According to their conclusions, the keyhole mode specifications should be modified to take the individual metal composition and powder layer thickness into account. The process map enables designers to forecast property with accuracy and streamline processes.
4.4 Budget prediction/estimation
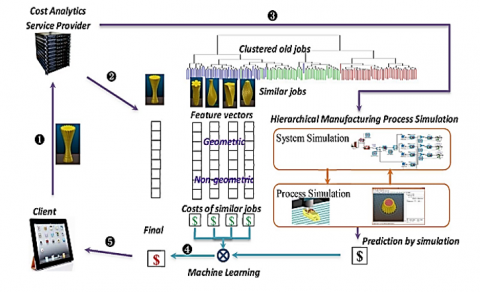
Figure 3. The budget ML prediction charts and flow cycles
Printing expenses and lead times play a significant role in the information that manufacturers, customers, and other supply chain participants share. Although its volume can be generally calculated by the proposed shape, a more precise and effective method is still needed for cost calculation. A cost estimating application was recently published by Chan et al. [32]. The suggested cost estimation approach is shown in Figure 3.
1) A client submits a manufacturing task with a 3D model;
2) Clustering analysis is utilized to build the input vector for cost prediction based on comparable jobs, which is subsequently incorporated into the trained ML models.
3) The 3D model will be used as input into simulation models to calculate expenses, which, if the customer so chooses or the training dataset for ML models is small, will also serve as training data for ML models.
4) To determine the ultimate expected cost, the ML and simulation projections are integrated.
5) The final prognosis is disclosed to the client.
In the previous section, we examined a number of current ML to AM applications. In Table 1, these applications are divided into various ML task groups. This is crucial to consider while choosing ML models for a few reasons: (1) Even for the same applications, different ML models may be used depending on the type of data. For example, defect detection can be accomplished using both supervised learning and unsupervised learning. Data gathering is a crucial component of using ML in the AM industry. For an ML model to produce reliable predictions, there must be enough data. With more input features, the amount of training data needed grows rapidly as well. However, gathering and classifying data frequently entails high experimental, computational, and/or personnel expenditures. Therefore, the size of an ML assignment should be carefully assessed, taking into consideration the amount of accessible data and the cost of getting them, before deploying an ML model. The various ML algorithms are dissected in this part, along with their capabilities, advantages, and disadvantages in various additive manufacturing contexts.
Table 1. Some selected ML algorithms and how they apply to AM
|
Model applications |
Models |
Inputs parameters |
Outputs |
References |
|
Geometric deviations control |
Gaussian process |
Shape parameters |
Shape deviation |
[33] |
|
Parameter optimization for processes |
Gaussian process |
Scan speed and laser power |
Melt pools |
[34] |
|
Parameter optimization for processes |
Gaussian process |
Scan speed and laser power |
Porosity |
[34] |
|
Process parameters optimization |
Decision trees |
Scan speed and laser power |
Melt pool depth |
[35] |
|
Trace geometry prediction |
Neural Networks |
Powder feeding rate, scan speed and laser power |
Deposited trace cross-section geometrical parameter |
[36] |
|
Property prediction |
Random forest (RF), support vector regression, and recurrent neural networks |
Layer thickness, material property, printing speed, extruder temperature |
Tensile strength |
[37] |
|
Property prediction |
support vector regression (SVR), RF, RT ridge regression, AdaBoost, neural networks |
About one hundred and eight input features including printing speed, extruder temperature as well as layer thickness |
Surface smoothness and roughness |
[38] |
5.1 Regression applications in AM
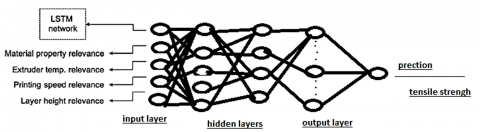
This might be of the logistic or linear form. In jobs involving regression, the result of each input is a parameter, such as the porosity, efficiency, melt pool depth, mechanical quality, and so forth of printed products. The AM algorithm first learns from the training dataset the relevance between the input and output parameters in order to draw conclusions from a new input to its output. The two main uses of ML regression models will be processing parameter optimization and property prediction. According to the section, the fundamental purpose of ML regression models in the AM domain is to produce process maps. The targets in geometric deviation control and cost estimations may also be ML regression model applications since they are all parameters. The regression application to AM has yielded great results using artificial neural networks (ANNs), which are computational systems made up of massively parallel interconnected networks of simple (often adaptive) parts and their hierarchical architecture. Biological brain systems serve as the inspiration for ANNs, which are computing systems composed of massively parallel interconnected networks of straightforward (often customizable) components and their hierarchical hierarchies. Artificial neural networks rather than actual brain systems are referred to as "neural networks" or "NN" in this study. One or more input layers, one or more hidden layers, and one or more output layers make up a neural network. Numerous neurons make up each layer. According to the weight of each neuron, information is passed from one layer to the next. If neurons propagate continuously, a neural network is said to be recurrent; otherwise, it is said to be feedforward. When a new observation is added to the NN while training, the learning rule optimizes the weight of each neuron [39]. The backpropagation (BP) algorithm [40], which adjusts the weights based on gradient descent, is the most often used learning rule for NN. However, because of the BP algorithm's powerful learning capability, NN commonly experiences overfitting. This problem can be resolved by using either an early halting strategy or regularization [41]. Caiazzo and Caggiano [36] employed 30 training data and BP-NN to predict trace geometry with an RMSE of roughly 5%. The performance of BP-NN with 5 to 10 hidden neurons was examined by Wang et al. [42], who found that the number of hidden neurons boosts prediction accuracy. Recurrent NN was utilized in the ME process by Zhang et al. [37] to predict the tensile strength of 14 printed products with an RMSE of less than 2%. The result was the NN shown in Figure 4. It was revealed that in the work of Zhang et al. [37], new input feature combinations propagate forward to estimate tensile strength after training (top). During training (bottom), the NN propagates the results of each input combination backward to alter the relevance of each input feature. They found that recurrent NN outperformed random forest and support vector regression methods in this application. Overall, NN performed well in regression tasks; however, some hyperparameters required to be adjusted, such as the number of hidden neurons and layers [43-45].
Figure 4. The recurrent NN was utilized in the ME process to predict the tensile strength of 14 printed products with an RMSE of less than 2% [37]
5.2 Classification applications in AM
The quality of a part can be distinguished in the additive manufacturing (AM) area using a variety of classes with varied criteria, such as defect and non-defect, good or bad quality, quality grade assessment on a scale of 1 to 10, and so forth. An ML model can identify new input in the future if it is trained on certain classification examples using various input settings. As a result, there are three ways that ML classification models can be applied in the field of AM:
1) It can forecast defects and help with defect detection in real time using in-situ data like pictures and AE; 2) It can predict part quality at various processing parameters; and 3) It can support quality assessment utilizing printed part geometry data. ML classification models can also manage geometric deviation because it may be expressed in a variety of ways, including translation and rotation. In binary tasks, the performance of ML algorithms is typically measured using measures such as precision, recall, or F1 score, as well as accuracy in multiclass problems. Table 2 highlights recent AM categorization applications and ML models. Decision trees, support vector machines, and convolutional neural networks are popular machine learning (ML) techniques for classification tasks (CNN).
Table 2. Shows the ML model applications on additive manufacturing, by previous researchers
|
Model Applications |
Models |
Input Parameters |
Outputs |
References |
|
Design feature recommendation |
Support vector machines (SVM), dendrogram |
Target components |
Recommended AM feature |
[18] |
|
Defect detection |
Regions of interest of spatters, plume and melt pool |
Regions of interest of spatters, plume and melt pool |
Classes, one two or three |
[37] |
|
Defect detection |
Bag of words and CNN |
Insitu images |
Defect types |
[46] |
|
Defect detection |
Support vector machines (SVM) |
Spectral intensity graph |
Is it a defect or not? |
[37] |
|
Geometric deviation control |
Convolutional neural network (CNN) |
Voxel grid |
Detect deformation type |
[47] |
One typical ML method for categorizing jobs is decision trees [44]. Compared to NN, decision trees are simpler to understand. To find errors and assess quality, Khanzadeh et al. [22] and Samie et al. [45] employed a variety of ML models, including DT. DT outperforms other classifiers in both articles with distinction. DT is a straightforward method that can tackle classification tasks in the area of AM. It is advised that you use this model as a baseline for evaluating the performance of other models, even though it might not be the best model. Although a support vector machine may handle multiclass issues, its intended use is for binary classification issues [44]. Due to the fact that each input-output pair in the training set consists of a high dimensional input vector that includes all input features and a target category as an output, SVM divides the two groups when handling binary problems using a hyperplane in high dimensional space.
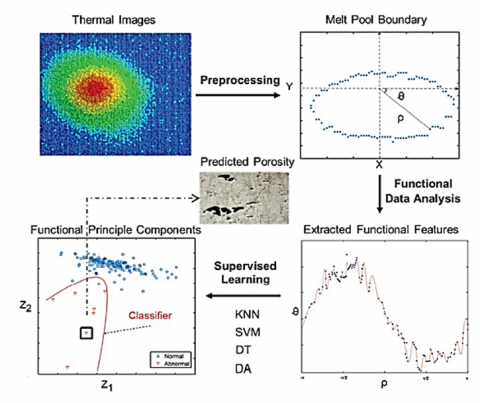
As shown in Table 2, SVM is a popular classifier in AM applications. SVM outperforms other algorithms when compared to different classifiers [22]. SVM is great at dealing with inputs that are just parameters or classes, but it may also be used to address image-based problems [45]. Figure 5 [22] illustrates a technique for locating flaws in Ti-6Al-4V during the L-PBF process using pictures as input.
Each thermal image that has been classified as porous or not has some geometric properties that are retrieved and utilized to train machine learning models. SVM was utilized [41] to find flaws in in situ photographs. In their article, CNN outperforms SVM (92.8% accuracy) while SVM outperforms CNN (92.8% accuracy) in this three-group classification test. SVM was used by Ye et al. [47] to detect defects in AE, which, like pictures, needs a feature extraction process. In this binary classification task, SVM (98.01% accuracy) surpassed the deep belief network (95.87%). With CT image layers as input, Gobert et al. [23] used SVM for defect detection, and their improved SVM model has an F1 score of 0.62. SVM is a great option overall for classification issues.
Figure 5. The steps involved in using Ti-6Al4V in the L-PBF process, from thermal imaging as the input to porosity predictions as the output [22]
This review article examines the supervised and unsupervised learning tasks for the most recent ML applications in the area of AM. The associated applications as well as a few well-known approaches are explained for each unique sort of work, such as regression, classification, clustering, and PCA, and the potency of a few well-known algorithms is evaluated.
In AM design, ML has been used to speed up tools, investigate novel materials, pinpoint correlations between properties and structures, and support inexperienced designers. The capabilities of TO acceleration and material exploration need to be expanded in order to work with larger design spaces or finer spatial resolutions. Functional lattice design may benefit from property-structure interactions, however current implementations lack appropriate transitional areas and may be too low for particular businesses. Additionally, there are not enough case studies to support the continued use of these methods. While functional lattice design systems and design feature recommenders both need more case studies to be adopted, the former needs curation to stay relevant while the latter needs more case studies to be generated. In the AM process, process parameter optimization takes up the majority of work. These are successful at optimizing process variables for a single quality indicator or a number of them. Despite this, these optimisers are machine-specific, and no research that make an effort to create more universal models have been found.
Although ML has been developing for a while, it uses in the area of AM are now gaining expansion. Among these are tools for forecasting attributes, finding flaws, minimizing geometric deviations, and improving processing parameters. ML models must first comprehend the relationship between the processing parameters and the property utilizing existing data in order to make recommendations for enhancing these processing parameters [48]. ML models can forecast geometric deviation based on the desired geometry after training and provide solutions to correct for geometric errors. Third, machine learning models are effective at handling real-time defect identification, acoustic emission during printing, and in-situ images. However, the processing parameter-process-microstructure-property map could only be utilized to retrieve a subset of the data, which has only been used in part. Accordingly, the main topics of research in this emerging discipline will be to look into more ML applications, make use of more data collection methods, and develop better algorithms.
Second, current research has identified active learning as supervised learning's crucial yet lacking functionality. Labeling the outcome of each input data point often costs more in the AM field in terms of time, money, and effort because it requires doing an experiment or a simulation at each input setting to make this discovery. Active learning is a method that can help with this problem. It is common practice in the most recent literature to first collect enough input-output pairs and then use them to train ML models without further seeking or categorizing new data. However, active learning enables ML models to execute interactive labeling queries for fresh data during training to enhance performance. ML models may therefore work effectively with less data points. Therefore, active learning is strongly advised if a dataset to train the ML model has not yet been acquired.
[1] Thompson, M.K., Moroni, G., Vaneker, T., Fadel, G., Campbell, R.I., Gibson, I., Bernard, A., Schulz, J., Graf, P., Ahuja, B., Martina, F. (2016). Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Annals, 65(2): 737-760. https://doi.org/10.1016/j.cirp.2016.05.004
[2] Ahlers, D., Wasserfall, F., Hendrich, N., Zhang, J. (2019). 3D printing of nonplanar layers for smooth surface generation. In 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), pp. 1737-1743. https://doi.org/10.1109/COASE.2019.8843116
[3] Gao, W., Zhang, Y., Ramanujan, D., Ramani, K., Chen, Y., Williams, C.B., Wang, C.C., Shin, Y.C., Zhang, S., Zavattieri, P.D. (2015). The status, challenges, and future of additive manufacturing in engineering. Computer-Aided Design, 69: 65-89. https://doi.org/10.1016/j.cad.2015.04.001
[4] Kim, D.B., Witherell, P., Lipman, R., Feng, S.C. (2015). Streamlining the additive manufacturing digital spectrum: A systems approach. Additive Manufacturing, 5: 20-30. https://doi.org/10.1016/j.addma.2014.10.004
[5] Gibson, I., Rosen, D.W., Stucker, B., Khorasani, M. (2021). Additive manufacturing technologies. Cham, Switzerland: Springer, 17: 160-186. https://doi.org/10.1007/978-3-030-56127-7
[6] Sutton, R.S., Barto, A.G. (2018). Reinforcement learning: An introduction 2nd ed. MIT Press. Cambridge, MA, USA.
[7] Shinde, P.P., Shah, S. (2018). A review of machine learning and deep learning applications. In 2018 Fourth International Conference on Computing Communication Control and Automation (ICCUBEA). IEEE, pp. 1-6. https://doi.org/10.1109/ICCUBEA.2018.8697857
[8] Dowling, L., Kennedy, J., O'Shaughnessy, S., Trimble, D. (2020). A review of critical repeatability and reproducibility issues in powder bed fusion. Materials & Design, 186: 108346. https://doi.org/10.1016/j.matdes.2019.108346
[9] Wang, J., Ma, Y., Zhang, L., Gao, R.X., Wu, D. (2018). Deep learning for smart manufacturing: Methods and applications. Journal of Manufacturing Systems, 48: 144-156. https://doi.org/10.1016/j.jmsy.2018.01.003
[10] ISO/ASTM52900-15. (2015). Standard terminology for additive manufacturing-general principles-terminology. International Organization for Standardization: Geneva, Switzerland. ASTM Int., 2015(1): 1-9.
[11] Darwish, S.M., Aslam, M.U. (2014). Auxetic cellular structures for custom made orthopedic implants using additive manufacturing. International Journal of Engineering and Advanced Technology (IJEAT). ISSN, 2249-8958.
[12] Xie, G., Dong, Y., Zhou, J., Sheng, Z. (2020). Topology optimization design of hydraulic valve blocks for additive manufacturing. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 234(10): 1899-1912. https://doi.org/10.1177/0954406220902166
[13] Diegel, O., Schutte, J., Ferreira, A., Chan, Y.L. (2020). Design for additive manufacturing process for a lightweight hydraulic manifold. Additive Manufacturing, 36: 101446. https://doi.org/10.1016/j.addma.2020.101446
[14] Hernandez Jr, B.R. (2013). An investigation into the use of 3d scanning and printing technologies in the navy collaborative product lifecycle management. (Doctoral dissertation. Monterey, California: Naval Postgraduate School). Available online: https://calhoun.nps.edu/bitstream/handle/10945/38945/13Dec_Hernandez_Benjamin.pdf?sequence=1& isAllowed=y, accessed on 16 June 2021.
[15] Redwood, B., Schoffer, F., Garret, B. (2018). The 3D printing handbook: Technologies, design and applications, 1st ed.; 3D hubs: Amsterdam, The Netherlands, ISBN 9789082748505.
[16] Liu, P., Huang, S.H., Mokasdar, A., Zhou, H., Hou, L. (2014). The impact of additive manufacturing in the aircraft spare parts supply chain: supply chain operation reference (scor) model based analysis. Production Planning & Control, 25(13-14): 1169-1181. https://doi.org/10.1080/09537287.2013.808835
[17] Hastie, T., Tibshirani, R., Friedman, J.H., Friedman, J.H. (2009). The elements of statistical learning: Data mining, inference, and prediction. New York: Springer, 2: 1-758. https://doi.org/10.1007/978-0-387-21606-5
[18] Yao, X., Moon, S.K., Bi, G. (2017). A hybrid machine learning approach for additive manufacturing design feature recommendation. Rapid Prototyping Journal, 23(6): 983-997. https://doi.org/10.1108/RPJ-03-2016-0041
[19] Yang, J., Chen, Y., Huang, W., Li, Y. (2017). Survey on artificial intelligence for additive manufacturing. In 2017 23rd International Conference on Automation and Computing (ICAC). IEEE, pp. 1-6. https://doi.org/10.23919/IConAC.2017.8082053
[20] Wuest, T., Weimer, D., Irgens, C., Thoben, K.D. (2016). Machine learning in manufacturing: Advantages, challenges, and applications. Production & Manufacturing Research, 4(1): 23-45. https://doi.org/10.1080/21693277.2016.1192517
[21] McComb, C., Meisel, N., Murphy, C., Simpson, T.W. (2018). Predicting part mass, required support material, and build time via autoencoded voxel patterns. https://doi.org/10.31224/osf.io/8kne7
[22] Khanzadeh, M., Chowdhury, S., Marufuzzaman, M., Tschopp, A., Bian, L. (2018). Design and optimization of a variable-stiffness composite laminate for robotic applications. Journal of Manufacturing Systems, 47: 69.
[23] Gobert, C., Reutzel, E.W., Petrich, J., Nassar, A.R., Phoha, S. (2018). Application of supervised machine learning for defect detection during metallic powder bed fusion additive manufacturing using high resolution imaging. Additive Manufacturing, 21: 517-528. https://doi.org/10.1016/j.addma.2018.04.005
[24] Usman, T.M., Saheed, Y.K., Ignace, D., Nsang, A. (2023). Diabetic retinopathy detection using principal component analysis multi-label feature extraction and classification. International Journal of Cognitive Computing in Engineering, 4: 78-88. https://doi.org/10.1016/j.ijcce.2023.02.002
[25] Dimitrakopoulou-Strauss, A., Pan, L., Sachpekidis, C. (2022). Parametric imaging with dynamic PET for oncological applications: Protocols, interpretation, current applications and limitations for clinical use. In Seminars in Nuclear Medicine. WB Saunders, 52(3): 312-329. https://doi.org/10.1053/j.semnuclmed.2021.10.002
[26] Haykin, S. (1994). Neural networks: A comprehensive foundation (1st ed.). Upper Saddle River, NJ: Prentice Hall PTR.
[27] Grasso, M., Colosimo, B.M. (2017). Process defects and in situ monitoring methods in metal powder bed fusion: A review. Measurement Science and Technology, 28(4): 044005. https://doi.org/10.1088/1361-6501/aa5c4f
[28] Mahesh, M., Wong, Y.S., Fuh, J.Y.H., Loh, H.T. (2004). Benchmarking for comparative evaluation of RP systems and processes. Rapid Prototyping Journal, 10(2): 123-135. https://doi.org/10.1108/13552540410526999
[29] Francis, J., Bian, L. (2019). Deep learning for distortion prediction in laser-based additive manufacturing using big data. Manufacturing Letters, 20: 10-14. https://doi.org/10.1016/j.mfglet.2019.02.001
[30] Hu, Z., Mahadevan, S. (2017). Uncertainty quantification and management in additive manufacturing: Current status, needs, and opportunities. The International Journal of Advanced Manufacturing Technology, 93: 2855-2874. https://doi.org/10.1007/s00170-017-0703-5
[31] Meng, L., McWilliams, B., Jarosinski, W., Park, H.Y., Jung, Y.G., Lee, J., Zhang, J. (2020). Machine learning in additive manufacturing: A review. Jom, 72: 2363-2377. https://doi.org/10.1007/s11837-020-04155-y
[32] Chan, S.L., Lu, Y., Wang, Y. (2018). Data-driven cost estimation for additive manufacturing in cybermanufacturing. Journal of Manufacturing Systems, 46: 115-126. https://doi.org/10.1016/j.jmsy.2017.12.001
[33] Zhu, Z., Anwer, N., Huang, Q., Mathieu, L. (2018). Machine learning in tolerancing for additive manufacturing. CIRP Annals, 67(1): 157-160. https://doi.org/10.1016/j.cirp.2018.04.119
[34] Tapia, G., Khairallah, S., Matthews, M., King, W.E., Elwany, A. (2018). Gaussian process-based surrogate modeling framework for process planning in laser powder-bed fusion additive manufacturing of 316L stainless steel. The International Journal of Advanced Manufacturing Technology, 94: 3591-3603. https://doi.org/10.1007/s00170-017-1045-z
[35] Kamath, C. (2016). Data mining and statistical inference in selective laser melting. The International Journal of Advanced Manufacturing Technology, 86: 1659-1677. https://doi.org/10.1007/s00170-015-8289-2
[36] Caiazzo, F., Caggiano, A. (2018). Laser direct metal deposition of 2024 Al alloy: Trace geometry prediction via machine learning. Materials, 11(3): 444. https://doi.org/10.3390/ma11030444
[37] Zhang, Y., Hong, G.S., Ye, D., Zhu, K., Fuh, J.Y. (2018). Extraction and evaluation of melt pool, plume and spatter information for powder-bed fusion AM process monitoring. Materials & Design, 156: 458-469. https://doi.org/10.1016/j.matdes.2018.07.002
[38] Li, W., Chen, X., Xie, L., Liu, Z., Xiong, X. (2019). Bioelectrochemical systems for groundwater remediation: The development trend and research front revealed by bibliometric analysis. Water, 11(8): 1532. https://doi.org/10.3390/w11081532
[39] Girosi, F., Jones, M., Poggio, T. (1995). Regularization theory and neural networks architectures. Neural Computation, 7(2): 219-269. https://doi.org/10.1162/neco.1995.7.2.219
[40] Rumelhart, D.E., McClelland, J.L., PDP Research Group. (1986). Parallel distributed processing: Explorations in the microstructure of cognition, foundations. MIT Press, 1: 318-362.
[41] Barron, B., Vye, N.J., Zech, L., Schwartz, D., Bransford, J.D., Goldman, S.R., Pellegrino, J., Morris, J., Garrison, S., Kantor, R. (1995). Creating contexts for community-based problem solving: The jasper challenge series. Thinking and Literacy: The Mind at Work, 47-71.
[42] Wang, R.J., Li, X.H., Wu, Q.Q., Wang, L.L. (2009). Optimizing process parameters for selective laser sintering based on neural network and genetic algorithm. The International Journal of Advanced Manufacturing Technology, 42: 1035-1042. https://doi.org/10.1007/s00170-008-1669-0
[43] Qi, L.S., Larson, M.H., Gilbert, L.A., Doudna, J.A., Weissman, J.S., Arkin, A.P., Lim, W.A. (2013). Repurposing CRISPR as an RNA-guided platform for sequence-specific control of gene expression. Cell, 152(5): 1173-1183. https://doi.org/10.1016/j.cell.2013.02.022
[44] Shevchik, S.A., Kenel, C., Leinenbach, C., Wasmer, K. (2018). Acoustic emission for in situ quality monitoring in additive manufacturing using spectral convolutional neural networks. Additive Manufacturing, 21: 598-604. https://doi.org/10.1016/j.addma.2017.11.012
[45] Samie T., M., Dsouza, A., Donovan, R., Rao, P.K., Kong, Z., Borgesen, P. (2017). Classifying the dimensional variation in additive manufactured parts from laser-scanned three-dimensional point cloud data using machine learning approaches. Journal of Manufacturing Science and Engineering, 139(9): 091005. https://doi.org/10.1115/1.4036641
[46] Scime, L., Beuth, J. (2018). Anomaly detection and classification in a laser powder bed additive manufacturing process using a trained computer vision algorithm. Additive Manufacturing, 19: 114-126. https://doi.org/10.1016/j.addma.2017.11.009
[47] Ye, M., Lan, X., Li, J., Yuen, P. (2018). Hierarchical discriminative learning for visible thermal person re-identification. In Proceedings of the AAAI Conference on Artificial Intelligence, 32(1). https://doi.org/10.1609/aaai.v32i1.12293
[48] Mazumder, J. (2015). Design for metallic additive manufacturing machine with capability for “Certify as You Build”. Procedia Cirp, 36: 187-192. https://doi.org/10.1016/j.procir.2015.01.009