Nomathemba Themba*![]() | Muchaiteyi Togo
| Muchaiteyi Togo![]() | Khomotso Semenya
| Khomotso Semenya![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study evaluates the effectiveness of Calcium Hydroxide (Ca(OH)₂) injections for reducing acid gas emissions during municipal solid waste incineration facility in Dunswart, South Africa. The primary goal was to determine whether Ca(OH)₂ could effectively decrease emissions of sulfur dioxide (SO₂), hydrogen chloride (HCl), nitrogen oxides (NOx), and hydrogen fluoride (HF) to comply with local air quality standards. The effectiveness of Ca(OH)₂ injections was confirmed through statistical analysis using the Wilcoxon signed-rank test, establishing that Ca(OH)₂ serves as an efficient sorbent. The results underscore the significance of managing physical and chemical conditions to optimize the performance of Ca(OH)₂ in pollution control. Key factors such as residence time, temperature, and CO₂ concentration critically influence the sorbent's effectiveness. Further research is recommended to the long-term impacts of continuous Ca(OH)₂ use on system maintenance, sorbent recovery, and secondary pollutant management.
calcium hydroxide, acid gas emissions, dry sorbent injection, stack emissions, sulfur dioxide, hydrogen chloride, nitrogen oxides, hydrogen fluoride
South Africa’s environmental regulations are becoming increasingly stringent, particularly when it comes to controlling emissions of harmful acid gases such as SO₂, HCl, HF, NOx, SO₃, Hg, and particulate matter [1]. This evolving regulatory landscape reflects a global shift toward stricter environmental standards driven by growing awareness of climate change, public health concerns, and the need for sustainable development. At the international level, agreements such as the Paris Agreement and the World Health Organization’s air quality guidelines have set ambitious goals for cutting pollutants that contribute to global warming and respiratory illnesses. In parallel, regulatory bodies like the European Union have strengthened emission controls through directives like the Industrial Emissions Directive (IED), which calls for advanced abatement technologies to curb industrial pollution [2]. Similarly, the United States Environmental Protection Agency (EPA) continues to update its National Ambient Air Quality Standards (NAAQS) to reduce pollutants like SOx and NOx, which are significant contributors to acid rain and smog [3]. Despite evolving regulations, many industries, including municipal solid waste incineration (MSWI), continue to face challenges in achieving compliance with the increasingly stringent standards. These difficulties are primarily due to the limitations of current emission control technologies. This situation presents an opportunity for innovative solutions to address the growing environmental concerns associated with incineration processes.
These tightening global and local regulations have sparked a surge of interest in innovative pollution control technologies, such as Dry Sorbent Injection (DSI). DSI is increasingly favoured for its relatively low upfront costs, its compact and adaptable equipment design [4]. DSI is particularly relevant in industries like MSWI, where incineration is still a preferred treatment method despite being highly controversial [5]. The ongoing debate over incineration encompasses a wide range of perspectives, with stakeholders including waste producers, facility operators, regulatory bodies, environmental activists, and local communities. These groups are often at odds, balancing the practical need for waste incineration against concerns about its potential threats to human health and the environment [6]. As air quality regulations grow stricter worldwide, industries are under increasing pressure to adopt cutting-edge, sustainable technologies, making it clear that the conversation around incineration and emissions control is far from over. To meet these challenges, this study proposes the use of Calcium Hydroxide (Ca(OH)₂) as a viable solution for reducing harmful acid gas emissions from MSWIs. The novelty of this research lies in its focus on the application of Ca(OH)₂ injections at higher flue gas temperatures. The aim is to determine whether Ca(OH)₂ can effectively reduce emissions like SO₂, NOx, HCl, and HF and help facilities achieve compliance with the increasingly stringent environmental standards.
To mitigate these concerns, Sorbacal® A has emerged as a superior sorbent, significantly outperforming standard Ca(OH)₂. Its improved performance can be attributed to its fine particle size and large surface area, which contribute to an enhanced pore structure and increased reaction rates [7]. This makes it particularly effective at reducing acid gas emissions. Given the high variability of chloride levels in waste incineration, a reliable DSI system is essential for ensuring compliance with emission standards. According to Dal Pozzo et al. [8], DSI technology offers a more straightforward solution for SO₂ removal, as it eliminates the need for wet slurry and liquid waste treatment systems, as well as the extensive hardware associated with wet scrubbing methods. This leads to lower capital costs and a more compact system design. In addition, the current emphasis on reducing both NOx and SO₂ emissions has increased interest in DSI processes that can remove both pollutants using a single, cost-effective sorbent. Such a process has recently been developed, involving the injection of Ca(OH)₂ into the upper furnace region of a boiler [9]. As mentioned by Dal Pozzo et al. [8], this method can create a fine, dry powder composed of Ca(OH)₂ and lime, which can simultaneously remove NOx, HCl, HF, SO₂ and SO₃. The relative removal efficiency of gaseous emissions can be adjusted to meet specific site needs by varying the lime concentration in the hydration process [7].
Beylot et al. [9] mentioned that, for flue gases containing 2500 ppm of SO₂ and 750 ppm of NOx, the Ca(OH)₂ system operates with a molar ratio of lime to calcium of 0.075. This ratio produces a calcium-to-sulfur (Ca/S) ratio of 2 and a lime-to-NOx ratio of 0.5, achieving a mass injection rate only 6% higher than Ca(OH)₂ alone. This lime hydrate is particularly effective at removing SO₂ when injected into the upper furnace of a boiler, where gas temperatures range from 850℃ to 1200℃. The lime component reacts at temperatures between 850℃ and 1100℃, primarily producing nitrogen (N₂) and water vapour (H₂O) [10]. After injection, the spent calcium portion of the sorbent can be captured and removed using standard equipment, such as precipitators or baghouses. The high temperature of the furnace also allows for the removal of sulfur trioxide (SO₃) through reactions with calcium [10]. In a study by Beylot et al. [9], dry SO₂ removal methods using Ca(OH)₂ typically achieved a SO₂ reduction of 60% at Ca/S ratios of 2. Attempts to enhance SO₂ removal efficiency and improve calcium utilization through modifications to the hydrate properties resulted in limited improvements [9]. However, rather than focusing solely on increasing SO₂ removal and calcium utilization, the appeal of dry SO₂ removal techniques was further improved by developing a single dry sorbent capable of removing both SO₂ and NOx. In an effort to make this process more cost-effective, a modified hydrate has been designed to simultaneously capture both SO₂ and NOx [9].
This study was conducted to evaluate the effectiveness of Ca(OH)₂ injections in MSWI, to reduce acid gas stack emissions below recommended limits of PM10: 30 mg/Nm3 (24-hour average), SO₂: 50 mg/Nm3 (24-hour average), HF: 01 mg/Nm3 (24-hour average), NO₂: 100 mg/Nm3 (1-hour average), CO: 50 mg/Nm3 (1-hour average), HCl: 10 mg/Nm3 (24-hour average), and Total organic carbon (TOC): 10 mg/Nm3. This study aims to address a significant gap in the literature by focusing on the MSWI sector, which has faced challenges in complying with the new regulatory standards, following the amendment of Section 21 of the National Environmental Management: Air Quality Act (NEMA: AQA) No. 39 of 2004. While related studies have been conducted in industries such as steel, as highlighted by Laird et al. [11], there is a notable lack of research exploring the application of Ca(OH)₂ in MSWI. This study seeks to bridge that gap by evaluating the effectiveness of Ca(OH)₂ at temperatures between 850℃ and 1200℃, offering a potential solution for reducing acid gas emissions and assisting the MSWI sector in meeting increasingly stringent environmental standards.
2.1 Study area
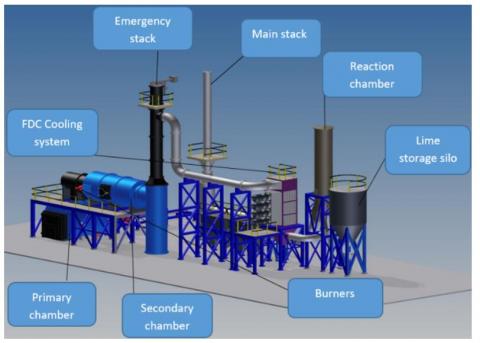
This study was carried out at a healthcare risk waste incinerator located in Gauteng, South Africa. The facility employed a two-phase combustion process to manage healthcare risk waste (Figure 1). In the first phase, waste is fed into the primary chamber, where combustion occurred with limited stoichiometric oxygen (O2). This O2 was supplied from beneath the furnace. During this phase, flue gas temperatures were maintained between 850℃ and 950℃ in accordance with the facility’s Atmospheric Emission License (AEL) requirements. In the second phase, additional heat is applied to volatile compounds produced in the primary chamber to elevate the temperature. The secondary chamber temperature was maintained between 950℃ and 1200℃, as per the AEL stipulations. Depending on the moisture content of the waste, additional heat was supplied to ensure that the temperature remained at the upper limit of 1200℃. This was achieved through the use of two auxiliary burners, one positioned at the entry of the secondary chamber and another set in the primary chamber to maintain the necessary combustion temperature.
Figure 1. Schematic diagram of RD 700 incinerator
2.2 Calcium Hydroxide preparation
The project work scope was conducted in three major tasks. First, the preparation of the hydrate and lime properties were investigated through a series of batch, bench-scale hydration tests, using a laboratory-scale hydrator purchased from Labotec, South Arica, thermogravimetric analyzer (TGA) for monitoring the hydration process from Spectra Services, X-ray diffraction (XRD) to analyze the crystalline structure procured from Wirsam Scientific, and scanning electron microscopy (SEM) to observe surface morphology. Additionally, particle size analyzers and BET surface area analyzers were employed to characterize the physical properties of the calcium hydroxide. The SO2 and N0x reduction characteristics of the lime hydrate were determined in a small pilot-scale combustor that had previously been used to characterize sorbents for furnace sorbent SO2 removal processes. Finally, the economics of the process and its comparison to alternative technologies were assessed through an engineering study. The economic evaluation was based on the furnace Ca(OH)₂ injection process, with adjustments made to account for any specific requirements unique to this application.
To hydrate lime and increase its surface area for better absorption of gaseous emissions during waste incineration, the process began with preparing the necessary materials: quicklime (CaO), water, and mixing equipment such as a hydrator or mechanical mixer. Safety precautions, including wearing gloves, goggles, and a dust mask, were essential to avoid contact with lime dust and exposure to the exothermic reaction that occurs during hydration. The hydration process started by gradually adding water to the powdered quicklime in a controlled environment, typically using a quicklime-to-water ratio of 2:1 to ensure high reactivity. This step was done slowly to prevent overheating, and the mixture was continuously stirred to ensure even distribution of water across the lime particles. As the water was added, the quicklime reacts exothermically, forming calcium hydroxide, commonly known as Ca(OH)₂. When calcium hydroxide was introduced into flue gas that contains HCl, HF, SO2, NO2, NOx and CO₂, several chemical reactions occurred, including:
CaO+H2O→Ca(OH)2 (1)
Ca(OH)2+2HCl→CaCl2+H2O (2)
Ca(OH)2+2HF→CaF2+H2O (3)
Ca(OH)2+CO2→CaCO3+H2O (4)
Ca(OH)2+SO2→CaSO3+H2O (5)
Ca(OH)2+2NO2→Ca(NO2)2+H2O (6)
Ca(OH)2+2NO2→Ca(NO3)2+H2O (7)
This hydration typically yielded a Ca(OH)₂ with a particle size of 3-9 microns and a specific surface area of 14-22 m²/g. Once the hydration process was complete, the Ca(OH)₂ had a uniform, fine powder consistency, with the reaction carefully controlled to prevent clumping or uneven hydration, which reduced its surface area. To further increase the surface area, the Ca(OH)₂ was milled or ground into finer particles, enhancing its ability to absorb gaseous emissions such as SO₂, HCl, HF and Hg. After hydration, the Ca(OH)₂ was stored in a dry environment to prevent premature reactions with moisture in the air, which could diminish its reactivity. In the incineration process, the Ca(OH)₂ was injected into the flue gas stream, where its increased surface area allows it to effectively absorb harmful gases, improving the overall emission reduction. By following these steps, the hydration process increased the absorption capacity of the lime, leading to more efficient removal of gaseous emissions during waste incineration.
2.3 Characterization of Ca(OH)₂
The surface area was typically measured using the Brunauer-Emmett-Teller (BET) method, while morphology and porosity were assessed through Scanning Electron Microscopy (SEM) and porosimetry techniques. These properties were critical for optimizing reactivity with gases like SO₂, HCl, and HF. On the chemical front, X-ray fluorescence (XRF) or inductively coupled plasma (ICP) analysis from Wirsam Scientific was used to determine the chemical composition and purity, ensuring that the lime was predominantly Ca(OH)₂. X-ray diffraction (XRD) was used to further identified crystalline phases and any impurities present. Reactivity testing, such as the reaction rate with acid gases and the available lime index (determined via titration), evaluated the lime’s efficiency in absorbing harmful gases. Water content, assessed through thermogravimetric analysis (TGA), was crucial since excess moisture can reduce reactivity. Thermal analysis using both TGA and differential scanning calorimetry (DSC) was used to understand the thermal stability and decomposition behaviour of Ca(OH)₂ at high temperatures, relevant in incineration processes.
Characterizing Ca(OH)₂ involved several key analyses to ensure it met the required performance criteria, particularly for reducing gaseous emissions during waste incineration. The physical characterization started with determining the particle size distribution using laser diffraction (Mastersizer 3000, Malvern Panalytical), as finer particles provide a higher surface area for absorption. Surface area was measured using the Brunauer-Emmett-Teller (BET) method (Autosorb iQ, Quantachrome Instruments), while morphology and porosity were analysed through Scanning Electron Microscopy (SEM, JSM-7200F, JEOL) and porosimetry techniques (AutoPore IV 9500, Micromeritics). These properties are critical for optimizing reactivity with gases like SO₂, HCl, and HF. On the chemical front, X-ray fluorescence (XRF, Axios FAST, PANalytical) or inductively coupled plasma (ICP, iCAP 7000 Series, Wirsam Scientific) was used to determine the chemical composition and purity, ensuring that the lime was predominantly Ca(OH)₂. X-ray diffraction (XRD, Empyrean, Malvern Panalytical) was employed to identify crystalline phases and detect any impurities. Reactivity testing, such as the reaction rate with acid gases and the available lime index (determined via titration using the 888 Titrando, Metrohm), assessed the lime’s efficiency in absorbing harmful gases. Water content, which was critical because excess moisture can reduce reactivity, was evaluated using thermogravimetric analysis (TGA 5500, TA Instruments). Additionally, thermal stability and decomposition behaviour were studied using both TGA and differential scanning calorimetry (DSC 250, TA Instruments) to ensure the material's performance under high temperatures relevant to incineration processes.
Performance tests, such as simulated flue gas absorption, provided direct insights into how effectively the Ca(OH)₂ captured gases like SO₂, HCl, and mercury. Finally, pH testing confirmed the alkalinity of Ca(OH)₂, typically around 12.4 to 12.6, while moisture content analysis ensured it is within acceptable limits to prevent caking or reduced effectiveness. Collectively, these characterization techniques provided a comprehensive understanding of Ca(OH)₂'s suitability for gas emission control applications. Table 1 presents the physical properties and chemical composition of Ca(OH)₂, highlighting its BET specific surface area of 22 m²/g and a pore volume of 1.894 cm³/g. The material exhibits a macropore volume of 1.791 cm³/g for pores larger than 50 nm, while mesopores between 6.7 and 50 nm account for 0.103 cm³/g. The skeletal density is measured at 1.895 g/cm³, indicating the compactness of the material. Additionally, the mean volume diameter, calculated as 4.852 μm, suggests a relatively fine particle size distribution. These properties make Ca(OH)₂ a suitable candidate for applications requiring high surface area and porosity.
Table 1. Physical properties and chemical composition of Ca(OH)2
|
BET Specific Surface Area (m2/g) |
22 |
|
Pore Volume (cm3/g) |
1.894 |
|
Macropore Volume (>50 nm) (cm3/g) |
1.791 |
|
Mesopore Volume (6.7-50 nm) (cm3/g) |
0.103 |
|
Skeletal Density (g/cm3) |
1.895 |
|
Mean Volume Diameter (D= 4.3) |
4.852 |
2.4 Operational procedure
For the duration of the study, 60 kg of Ca(OH)₂ was injected into the lime feeder each day. A variable speed drive (VSD) controlled the lime injection, allowing the feed rate to vary between 1.0 kg/h and 5.0 kg/h. Concurrently, 100 kg of healthcare risk waste was loaded into the incinerator every 10 minutes. Gaseous emissions produced in the primary chamber were then passed into the secondary chamber, where they were combusted at a temperature of 1200℃ to further reduce gas emissions. To ensure thorough mixing and distribution of the lime, two manual blowers continuously circulated the Ca(OH)₂ throughout the reaction chamber and into the dry scrubber. The temperature readings from both the primary and secondary chambers were logged and downloaded from the temperature logger to monitor consistency. The lime feeder was designed to provide an uninterrupted flow of Ca(OH)₂, with a rotary valve controlled by the VSD acting as a metering device to ensure precise dosage. Plant operators were responsible for monitoring the lime feed rate hourly and logging the data in a record book.
2.5 Instrumentation
The Procal 2000 IR Emissions Analyser was employed to measure and monitor gaseous emissions from both the primary and secondary chambers. The analyser, mounted directly on the main stack, continuously monitored regulated acid gases, including HCl, SO₂, NOx, NO₂, and HF. The system included a sample probe, filter, sample line, gas conditioning system, calibration gas system, and a series of gas analysers, enabling precise, continuous analysis of the process gases at part-per-million (ppm) levels. The Procal 2000 operates by using infrared (IR) absorption spectroscopy, where a specific wavelength of infrared light is passed through the gas sample. Each gas absorbs light at unique wavelengths, and the analyser detects this absorption to quantify the concentration of each targeted gas. The analyser's software continuously collects and processes the absorption data from the sample gases. The spectral data was converted into real-time concentration values of each gas, which were displayed on the control system. These values were logged in a data acquisition system for continuous monitoring and reporting. Data from the analyser were transmitted to a central control room via analog, allowing to monitor trends, assess compliance with emission standards, and respond to any deviations in real-time. The system is designed for automatic calibration using reference gases at specified intervals to ensure accuracy. Any drift or inconsistencies in the readings were corrected during these calibration checks.
2.6 Data collection and statistical analysis
This study utilized two sets of data to evaluate the effectiveness of Ca(OH)₂ in reducing acid gas emissions. The first set, classified as secondary data, was collected from October 2018 to July 2019, before the introduction of Ca(OH)₂ injections. The second set, referred to as primary data, was gathered from October 2020 to July 2021, following the implementation of the Ca(OH)₂ injections. Both data sets were collected under similar operational conditions to ensure a valid comparison. To assess the effectiveness of Ca(OH)₂ injections in reducing gaseous emissions, two levels of analysis were conducted. First, the emission findings were compared against the applicable air quality standards to determine if the emissions were reduced below the regulatory limits after the use of Ca(OH)₂. Second, statistical analysis was performed using the Wilcoxon signed-rank test. This non-parametric test was used to compare the emission data before (2018/19) and after (2020/21) the introduction of Ca(OH)₂, providing insights into whether the reduction in emissions was statistically significant or occurred by chance. Additionally, a sign test was conducted to corroborate the findings of the Wilcoxon signed-rank test. Both tests produced consistent results, confirming that the Ca(OH)₂ injections significantly reduced emissions for all measured gases. The hypothesis (H1) that the use of Ca(OH)₂ led to a significant reduction in emissions was accepted across the board, demonstrating the efficacy of this mitigation approach in controlling acid gas emissions from MSWI.
2.7 Quality assurance and control
Quality assurance and control (QA/QC) were fundamental components of this study to ensure the accuracy, reliability, and reproducibility of the results obtained throughout the emission reduction process. Several key measures were implemented to maintain the integrity of the data and the overall process. To ensure precise and accurate measurements of gaseous emissions, the Procal 2000 IR Emissions Analyser was calibrated regularly according to manufacturer specifications. This calibration process involved using certified calibration gases for HCl, SO₂, NOx, NO₂, and HF to verify the instrument's accuracy at part-per-million (ppm) levels. Additionally, the gas analysers, filters, and probes were inspected and maintained periodically to prevent blockages, contamination, or degradation that could affect the measurements. The gas conditioning system was also monitored to ensure the samples were processed consistently without external interference. Comprehensive documentation was maintained throughout the study to ensure traceability of all processes and procedures. This included detailed records of lime preparation, equipment calibration, data collection, and statistical analyses. Logbooks were used to document daily operational parameters, including the feeding rate of Ca(OH)₂, and furnace temperatures. These records were reviewed regularly to identify any anomalies or deviations from standard operating procedures. Any discrepancies or issues were promptly addressed, and corrective actions were documented. By adhering to these QA/QC measures, the study maintained high standards of accuracy, consistency, and reliability, ensuring that the findings related to the efficacy of Ca(OH)₂ in reducing gaseous emissions from MSWI were both valid and reproducible.
3.1 Sorbent properties evolution with hydration time/ Ca(OH)2
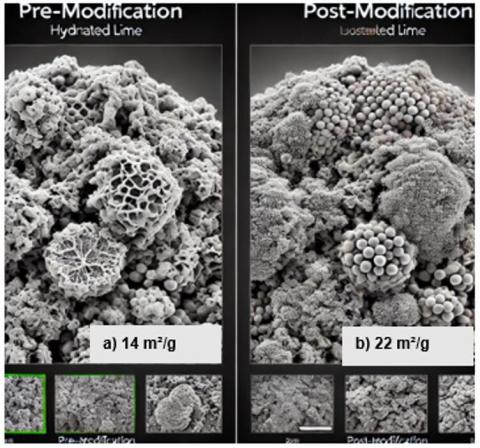
The evolution of sorbent properties during hydration can be observed in terms of changes in particle size distribution, surface area, and porosity. Table 1 and Figure 2 summarize the results of the particle size study, showing the progression of particle size with hydration time. From Figure 2, the image displays the changes in particle morphology, highlighting the increased surface area and porosity in the post-modification sample (b) with 22 m²/g surface area compared to the pre-modification sample (a) with14 m²/g surface area.
Initially, a bimodal size frequency curve was observed after 3 hours of slurrying, suggesting that a significant portion of the raw materials remain unreacted, leading to a mixture of partially reacted solids. However, at longer hydration times, the particle size distribution became more uniform, with similar curves seen at 9 and 24 hours, where the mass mean diameter (D=4.3) reduced to 12.8 µm and 12.2 µm, respectively, indicating a decrease in particle size as hydration progressed. This reduction in particle size, along with longer slurrying times, contributed to an increase in surface area. While the primary contributor to surface area in porous materials was porosity, the observed reduction in particle size also played a role. Additionally, the BET surface area increases alongside the hydration of Ca(OH)₂, as shown in Figure 2, where nearly complete conversion of Ca(OH)₂ was achieved after prolonged hydration similar to the findings by Zhu et al. [12].
Figure 2. SEM images of Ca(OH)₂ samples before and after modification
The mesopore volume also showed a positive correlation with surface area, particularly for higher hydration times, where values for BET surface area (79.2 and 64.6 m²/g) correspond to larger mesopore volumes. This indicated that microporosity plays a significant role in enhancing surface area, which can improve the sorbent’s overall performance, particularly for applications involving reactions like desulfurization that occur predominantly in the mesopore region (around 6 nm in diameter). The physical properties of Ca(OH)₂ shown in Table 1, including a BET surface area of 22 m²/g, pore volume of 1.894 cm³/g, macropore volume of 1.791 cm³/g, and mesopore volume of 0.103 cm³/g, along with a skeletal density of 1.895 g/cm³ and a mean volume diameter of 4.852 µm, align with the expected trends seen during sorbent hydration. These characteristics highlight the potential of Ca(OH)₂ as a sorbent, with increasing surface area and porosity supporting improved reactivity and application efficiency. Hydration affects particle size by typically causing a reduction in the overall size of particles. During the hydration process, chemical reactions, such as the reaction between water and materials like Ca(OH)₂, lead to changes in the structure of the particles. As hydration progresses, unreacted raw materials dissolve or react, leading to the formation of smaller, more uniform particles [12]. Zhu et al. [12] stated that in the early stages of hydration, particles may be larger due to incomplete reactions, with a mixture of both reacted and unreacted materials. Over time, as hydration continues and more of the raw materials react, the particle size distribution becomes more uniform, and the mean particle size decreases.
3.2 The impact of Ca(OH)₂ in reducing gaseous emissions
3.2.1 HCl
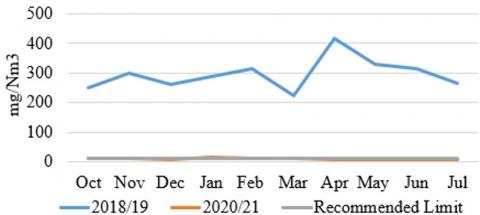
The implementation of Ca(OH)₂ injections has proven highly effective in reducing HCl emissions from waste incineration processes, as demonstrated by data collected before and after the intervention. Figure 3 illustrates a significant decrease in HCl emissions, from a peak of 417 mg/Nm³ in April 2015 to a low of 8 mg/Nm³ in June 2017. Post-intervention, the recorded levels remained consistently below the recommended threshold of 10 mg/Nm³, with only minor exceedances observed in early 2017. A Wilcoxon signed-rank test produced a p-value of 0.002, indicating a statistically significant reduction in HCl levels following the treatment. Additionally, the standard deviation decreased substantially from 53.907 to 2.044, indicating more consistent control of emissions within the desired limits.
Figure 3. Comparison of hydrogen chloride findings between 2018/19 and 2020/21
Several factors contributed to the successful reduction of HCl emissions, particularly the properties and application techniques of Ca(OH)₂. The fine particle size (less than 50 µm) and high surface area of the sorbent enhanced its reactivity and adsorption efficiency, both critical characteristics given the short residence times typical of incineration processes. These conditions necessitate rapid and efficient chemical reactions to achieve high conversion rates. Notably, in January 2021, high Ca(OH)₂ consumption rates were required to meet stringent HCl reduction targets, although this led to operational challenges, such as blockages in the lime feeder system. These challenges underscore the importance of optimizing feed rates and maintaining proper system functionality to ensure high efficiency without compromising the system's integrity. Variations in reduction efficiency over the study period were also influenced by combustion conditions, including oxygen levels and temperature. For example, higher oxygen levels in the flue gas during January 2021 facilitated more effective HCl reduction, even though lime consumption was elevated. These findings are consistent with Beylot [9], who highlighted the role of calcination conditions—such as temperature, reaction time, and raw material quality—in improving HCl adsorption efficacy.
Environmental factors, such as relative humidity and the presence of gases like CO₂, also played a role in HCl reduction efficiency. Zhu et al. [12] observed that high humidity and CO₂ concentrations could hinder HCl adsorption, a finding corroborated by this study. Heavy wet infectious waste, for example, contributed to less effective HCl reduction in certain instances. The optimal conditions for HCl adsorption identified in this study—a temperature of 1200℃ and a lime injection rate of 3.2 kg/h—differ from those reported by Sarkar [13], who found a maximum conversion of 71% at 850℃. This discrepancy highlights the importance of adjusting operational settings and material characteristics to suit specific incineration conditions and emissions targets. The data clearly demonstrate that Ca(OH)₂ injections are an effective method for controlling HCl emissions, achieving reductions of up to 97%. However, the study also emphasizes the need for careful management of injection processes and maintenance to sustain optimal performance and avoid operational issues.
During the study, it was observed that upon the release of organic volatiles, the sorbents underwent calcination, converting to calcium oxide (CaO) at approximately 700℃. Once formed, CaO reacted with HCl according to the reaction: CaO + 2HCl ⇌ CaCl₂ + H₂O, a process critical to gas scrubbing and pollutant removal, particularly in waste incineration and flue gas treatment where HCl was a common by-product. At lower temperatures, such as 600℃, a direct reaction between HCl and calcium carbonate (CaCO₃) also occurred, leading to the decomposition of CaCO₃ and the production of calcium chloride (CaCl₂), carbon dioxide (CO₂), and water (H₂O). The calcination of CaCO₃ released CO₂, and the resulting CaO continued to react with HCl, a process similar to that reported by Zhang et al. [14]. Both the high-temperature CaO-HCl reaction and the lower-temperature CaCO₃-HCl reaction were vital for neutralizing acidic gases in incineration processes. The efficiency of these reactions was influenced by several factors, including temperature, sorbent surface area, and gas flow rates, all of which affect the sorbent's capacity to capture acidic gases effectively. These findings highlight the temperature-dependent reactivity of calcium-based sorbents, particularly in flue gas desulfurization and other emission control applications.
3.2.2 HF
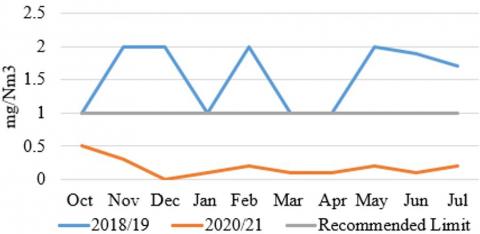
The intervention involving Ca(OH)₂ injections led to a substantial reduction in HF emissions, with the data clearly showing compliance with air quality standards post-intervention. Figure 4 illustrates the significant drop in HF concentrations, from a peak of 2 mg/Nm³ prior to the intervention to a maximum of 0.5 mg/Nm³ afterward, well below the recommended limit of 1 mg/Nm³. A Wilcoxon signed-rank test comparing HF emissions from 2014/15 to 2016/17 yielded a p-value of 0.004, confirming the effectiveness of the Ca(OH)₂ treatment. The mean HF concentration decreased from 1.6 mg/Nm³ to 0.1 mg/Nm³, with a notable reduction in standard deviation, indicating more consistent control over emissions following the intervention. The effectiveness of Ca(OH)₂ in reducing HF emissions can be attributed to its fine particle size and large surface area, which increased its reactivity, especially given the short residence times typical of the combustion process. The operational conditions, such as combustion temperature and waste segregation practices, were also critical in achieving high HF reduction efficiencies. Optimal HF adsorption occurred at temperatures between 1100℃ and 1200℃, with a Ca(OH)₂ injection rate of 3.0 kg/h. Proper waste segregation at healthcare facilities, particularly the exclusion of aerosol spray cans from the waste stream, significantly contributed to the reduction of HF emission levels. Studies by Su et al. [15] and Dal Pozzo et al. [7] corroborate these findings, highlighting the role of Ca(OH)₂ in effective dry and semi-dry neutralization processes for acid gases like HF. These studies also emphasize the adaptability of Ca(OH)₂ in various operational conditions and waste compositions.
Figure 4. Comparison of hydrogen fluoride findings between 2018/19 and 2020/21
During the study, it was observed that, at injection temperatures above 600-800℃, Ca(OH)₂ decomposed into calcium oxide (CaO), which then reacted with HF in areas where the temperature had dropped below 600-800℃. This reaction, proceeding through the intermediate formation of CaO, aligns with the findings by Dowling et al. [16]. The decomposition of Ca(OH)₂ into CaO at higher temperatures enhanced its reactivity, as CaO has a higher affinity for HF. This allowed for more efficient gas capture in processes like flue gas desulfurization or gas scrubbing. The efficiency of the reaction depended on factors such as the residence time of reactants, cooling rates, and the temperature gradient in the system, all of which influenced CaO’s reactivity with HF and other acidic gases. Additionally, the increased surface area of CaO facilitated more effective gas-solid reactions, improving sorbent performance. Despite the significant reduction in HF emissions, operational challenges were noted, such as potential system blockages due to lime build-up. This underscores the importance of regular maintenance and system checks to maintain efficiency. The reaction dynamics of Ca(OH)₂ with HF, particularly the temperature dependency and stoichiometric ratios, emphasize the need for precise control over injection rates and environmental conditions within the incinerator. The data from this study demonstrate that Ca(OH)₂ injections are highly effective in reducing HF emissions from healthcare waste incineration, achieving an 86% reduction in HF levels. This intervention not only met but exceeded environmental standards, offering a robust framework for similar applications in waste management and emission control, particularly in environments requiring strict regulatory compliance.
3.2.3 SO2
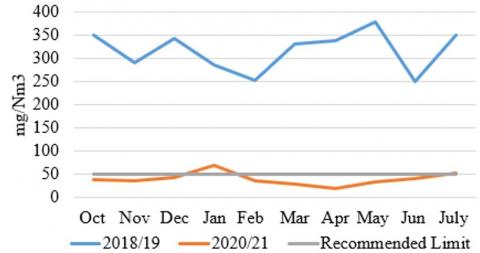
The data collected before and after the Ca(OH)₂ intervention demonstrates a substantial reduction in SO₂ emissions. Figure 5 depicts these reductions: prior to the intervention, SO₂ concentrations reached a peak of 378 mg/Nm³ in May 2018, but following the intervention, the highest recorded level dropped to 70 mg/Nm³ in January 2021. By April 2021, SO₂ levels had decreased to as low as 20 mg/Nm³, consistently remaining below the recommended limit of 50 mg/Nm³ for much of the study period. The Wilcoxon signed-rank test results presented a p-value of 0.003, strongly indicates the statistical significance of the reduction, highlighting the efficacy of Ca(OH)₂ treatment. The reduction in mean SO₂ concentration, from 316.7 mg/Nm³ before the intervention to 39.9 mg/Nm³ post-treatment, not only demonstrates the effectiveness of Ca(OH)₂ but also highlights its potential as a versatile solution in emission control strategies. This is consistent with the findings reported by Flores et al. [17]. The successful reduction in SO₂ emissions can be attributed to several key factors, primarily the fine particle size and high surface area of Ca(OH)₂, which enhanced its adsorption capacity [16]. The efficiency of SO₂ capture exceeding 87%, was optimized by controlling reaction conditions such as temperature and moisture content in the flue gas. The optimal adsorption temperature for SO₂ was found to be around 1020℃, which aligns with the enhanced reactivity of the sorbent at elevated temperatures. Moreover, the competition between SO₂ and other acidic gases, such as HCl, for adsorption sites on Ca(OH)₂ particles necessitated precise management of injection rates and environmental conditions to maximize the efficiency of each targeted emission reduction.
Figure 5. Comparison of sulphur dioxide findings between 2018/19 and 2020/21
A key observation was that when the initial SO₂ concentration in the injection stage was reduced from 3,000 ppm to 1,500 ppm, the sorbent's conversion rates declined. For instance, at 510℃/454℃, the ratio of initial sulfation conversion for the reduced SO₂ concentration compared to the reference condition was only 0.84, while at 538℃/482℃ and 566℃/510℃, the ratios were 0.74 and 0.78, respectively. The lower SO₂ concentration allowed more of the Ca(OH)₂ to react with CO₂, increasing carbonation in the initial injection stage, this aligns with the findings reported by Sarkar [13]. As the sorbent progressed to the filtration stage, further reactions were dependent on the exposure of active CaO formed by the decomposition of residual Ca(OH)₂. This highlights the dynamic interplay between sulfation and carbonation, where reduced SO₂ levels shifted the balance toward greater carbonation. The presence of CO₂ and other gases also played a significant role in influencing the SO₂ adsorption efficiency. The reactivity of Ca(OH)₂ with both SO₂ and CO₂, coupled with factors like gas flow velocity and humidity, further dictated the performance of the process [15]. When SO₂ concentrations decreased, more sorbent was available to react with CO₂, promoting the formation of calcium carbonate (CaCO₃) in addition to calcium sulfite (CaSO₃) and calcium sulfate (CaSO₄) during the sulfation process.
The findings from this study align with those from Su et al. [15], which highlight the importance of temperature and the chemical makeup of the sorbent in optimizing SO₂ reduction. These studies suggest that selective non-catalytic reduction (SNCR) and wet-spray systems may offer additional benefits for SO₂ control under certain operational conditions. However, the high dosage of Ca(OH)₂ required for competitive absorption with HCl raised concerns about potential increases in operational costs and maintenance needs. Adjustments in particle size and stoichiometric ratios were necessary to navigate the competitive adsorption processes between SO₂, HCl, and CO₂ in the flue gas environment. Operational challenges, such as potential calcium hydroxide build-up leading to system blockages, emphasize the importance of regular maintenance to ensure continuous efficiency [7]. Furthermore, the sorbent’s reactivity in the injection stage and filtration stage was influenced by factors such as residence time and temperature gradients, which affected the exposure and decomposition of Ca(OH)₂ into CaO. Despite these challenges, the introduction of Ca(OH)₂ injections resulted in a dramatic reduction of SO₂ emissions, achieving up to an 87% decrease, thus significantly enhancing air quality compliance. The study suggests that Ca(OH)₂ is a highly effective sorbent for large-scale industrial applications, provided that sorbent and process parameters are optimized to accommodate specific incineration conditions and flue gas compositions. Further research into combined treatment methodologies, such as integrating SNCR with Ca(OH)₂-based systems, could lead to even greater improvements in SO₂ emission control.
3.2.4 NOx
The reduction of NOₓ emissions through the use of Ca(OH)₂ injections demonstrated significant improvements in emission control. Before the intervention, NOₓ levels reached highs of 289 mg/Nm³, with lows of 180 mg/Nm³ during the 2018/19 period. After the intervention, these levels dropped considerably, with NOₓ concentrations ranging from 50 mg/Nm³ to 30 mg/Nm³, consistently staying below the recommended limit of 200 mg/Nm³, as shown in Figure 6. Statistical analysis using the Wilcoxon signed-rank test, with a p-value of 0.005, confirmed an 83% reduction in NOₓ levels. The average NOₓ concentration after treatment was 41 mg/Nm³ compared to a pre-treatment average of 248.5 mg/Nm³, demonstrating the effectiveness of Ca(OH)₂ injections in controlling NOₓ emissions. Interestingly, the removal of NOₓ had minimal impact on SO₂ removal at lower NOₓ concentrations. However, as NOₓ removal rates increased, a negative effect on SO₂ removal was observed, similar to the findings by Dal Pozzo et al. [8]. Experiments using a reactive mixture of Ca(OH)₂ and CaSO₃·0.5H₂O combined with 10% sodium hydroxide (NaOH) showed better SO₂ removal when NOₓ was absent. At temperatures of 860℃ and 920℃, NOₓ removal remained relatively high, with rates of 1.3 and 3.2, respectively. When SO₂ concentrations were increased, NOₓ removal improved, but in the absence of SO₂, NOₓ removal was even higher, likely due to competition between SO₂ and NOₓ for reactive pore sites on the sorbent. According to Dal Pozzo et al. [8], SO₂ may inhibit NOₓ removal by occupying more active sites, while the presence of CaSO₃ aids in NOₓ removal.
Figure 6. Comparison of oxide of nitrogen findings between 2018/19 and 2020/21
For the Ca(OH)₂ and CaSO₃ mixture at 0.08 M NaOH, NOₓ removal without SO₂ was greater (1.6) compared to conditions with 200 ppm SO₂ (1.1). As SO₂ concentrations increased to 500 ppm and 1500 ppm, NOₓ removal improved to 3.2 and 4.1, respectively. These results emphasize the need to carefully balance the concentrations of SO₂ and NOₓ in industrial processes to maximize the removal efficiency of both pollutants. NOx removal, measured in moles of NOx per mole of Ca(OH)₂, was relatively constant across varying concentrations, except when using highly reactive solids at 200 ppm NOx. The addition of Ca(OH)₂ at temperatures around 850℃ played a critical role in capturing NOₓ, which is typically produced through reactions involving heat, fuel, and available oxygen. NOₓ reduction was highly temperature-dependent, with optimal results achieved when Ca(OH)₂ was injected at higher temperatures [11]. This highlights the importance of controlling operational temperatures to maximize NOₓ reduction. The study also noted interactions between NOₓ reductions and the concentrations of other gases, particularly SO₂ and O₂. Increased O₂ levels enhanced the removal of both NOₓ and SO₂, indicating a synergistic effect that facilitates more efficient scrubbing of emissions. Changes in the Ca(OH)₂ injection rate improved NOₓ reductions and simultaneously enhanced SO₂ capture, optimizing reagent use and reducing operational costs.
Supporting study by Dal Pozzo [8] demonstrated similar improvements in NOₓ and SO₂ reductions under controlled experimental conditions, highlighting the potential of optimized sorbent injection strategies in achieving significant emission reductions. However, the temperature-sensitive nature of the reactions posed operational challenges. Balancing the temperature conditions to effectively manage both NOₓ emissions proved complex, especially in the presence of CO₂, O₂, and other components in the flue gas. These factors influenced the adsorption efficiency of Ca(OH)₂, emphasizing the need for precise control over gas composition during emission control processes. The use of Ca(OH)₂ injections was highly effective in significantly reducing NOₓ emissions, achieving an 83% reduction. Additionally, interactions between SO₂ and NOₓ removal highlight the importance of optimizing operational parameters, such as temperature, injection rates, and gas compositions, to manage both emissions efficiently. While Ca(OH)₂ proved to be a versatile sorbent, further research into strategies for simultaneously controlling NOₓ and SO₂ could provide insights into even more effective methods for emission reduction in industrial applications.
3.3 Factors affecting calcium hydroxide efficiency
3.3.1 The effect of resident time
The effect of residence time plays a pivotal role in the efficiency of gas-phase reactions for the removal of acid gases such as SO₂ and NOx when using Ca(OH)₂ [18]. This interaction between the sorbent and the pollutants is governed by both the chemical kinetics of the reactions and the physical transport processes. Increasing residence time enhances the opportunity for these interactions, leading to more complete reactions and thus improving removal efficiencies [19]. It was observed that for SO₂ removal, the primary reaction involves the formation of CaSO₃ and CaSO₄ through the reaction between SO₂ and Ca(OH)₂ as presented in Eq. (5). Prolonging the residence time allowed for greater diffusion of SO₂ onto the surface of the Ca(OH)₂ particles, enabling this reaction to proceed further to form calcium sulfate:
CaSO3+1/2O2→CaSO4 (8)
The process of SO₂ removal typically required more residence time because it involved multiple stages. A longer residence time 0.8 s ensured that SO₂ was fully captured by the sorbent, as the conversion to CaSO₄ took additional time compared to other gas-phase reactions.
In contrast, NOx removal occurred through reduction reactions, where NO and NO₂ were reduced to nitrogen (N₂) in the presence of reducing agents Ca(OH)₂, with the help of ammonia. The reaction for NO removal was:
4NH3+4NO+O2→4 N2+6H2O (9)
This reaction tended to be faster than SO₂ removal because it followed a simpler reaction mechanism. As a result, NOx removal achieved significant reductions in a much shorter residence time, as evidenced by the completion of NOx removal in approximately 200 ms, with a 50% removal efficiency. On the other hand, SO₂ removal, required more complex interactions, reached completion after about 400 ms with a 47% removal efficiency (Figure 7). This is similar to the reaction reported by Jones [20]. The residence time is crucial in these systems, where a total residence time of 1 second allowed for all the reactions to proceed to completion. This ensured that all chemical interactions between the sorbent and pollutants, particularly those involving calcium hydroxide, are fully realized [14]. Prolonged residence time also facilitated secondary reactions, such as the oxidation of CaSO₃ to CaSO₄, which improves the efficiency of SO₂ removal further. Without sufficient residence time, pollutants could exit the reactor before full neutralization occurs, decreasing the overall removal efficiency [18]. While CaO is also reactive, it has a slightly lower reactivity than Ca(OH)₂, which can affect the overall efficiency of SO₂ removal. Despite this, the extended residence time of 1 second ensured that the necessary reactions still proceed effectively. In conclusion, residence time is a fundamental parameter in optimizing the removal of gaseous emissions using Ca(OH)₂. A longer residence time allowed the sorbent to fully react with the pollutants, ensuring that both SO₂ and NOx are efficiently captured. The reactions involved, such as the formation of calcium sulfite and sulfate for SO₂ and the reduction of NOx to nitrogen, highlight the importance of allowing sufficient time for these processes to occur.
Figure 7. The differing reaction rates and efficiencies of NOx and SO2 removal as a function of residence time
3.3.2 Effect of temperature
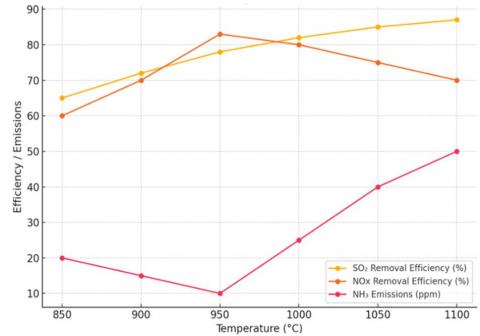
In this study, the effect of temperature and the calcium hydroxide injection rate, represented by the Ca/S and N/NOx ratios, were identified as key factors significantly influencing the removal efficiency of SO2 and NOx. The removal efficiency varied with temperature, with SO2 removal reaching its peak efficiency at approximately 1100℃ and NOx removal peaking at around 950℃. At these optimal temperatures, the maximum NOx removal reached 83%, while SO2 removal achieved 87%, observed with Ca/S and N/NOx ratios of 3 and 1.5, respectively. The study also demonstrated that higher injection rates improve both SO2 and NOx removal efficiencies. For instance, increasing the Ca/S ratio from 2 to 3 resulted in a significant improvement in SO2 reduction, while increasing the N/NOx ratio from 1 to 1.5 similarly boosted NOx removal. However, as the temperature dropped below 950℃, ammonia (NH3) emissions began to increase sharply, posing a challenge for emissions control. These findings are consistent with the findings reported by Dowling et al. [16]. It was further observed that above 950℃, NH3 emissions remained low (below 10 ppm), regardless of the N/NOx ratio, making this temperature range ideal for optimizing the trade-off between NOx and NH3 emissions. Based on these findings, different operational strategies were adopted, at higher temperatures (1100℃) optimized SO2 removal, while a temperature near 950℃ optimized NOx reduction. A compromise approach was reached at around 1000℃, balancing the reduction of both pollutants, although it was not able to optimize the removal of either pollutant fully.
The temperature reaction curve (Figure 8) displayed below further illustrates the relationships between SO2, NOx removal, and NH3 emissions across the tested temperature range. It was observed that the injection temperature of 950℃ played an important role in accelerating the reaction kinetics, particularly for NOx, as higher temperatures aid in the dissociation of nitrogen oxides. At such elevated temperatures, Ca(OH)₂ begins to decompose into CaO and water, a reaction represented in Eq. (1). This decomposition influenced the overall efficiency of SO2 removal, although extended residence times and optimal temperatures ensured that necessary reactions still proceeded effectively for effective gas treatment [20]. The decomposition of Ca(OH)₂ into CaO affected the availability of active sites for the removal processes and changed the chemical dynamics within the reactor. However, the formation of CaO still contribute to SO2 removal through secondary reactions with the gas. This highlights the importance of controlling the temperature within specific ranges to maintain the integrity of Ca(OH)₂ and optimize its use for pollutant removal, especially in high-temperature environments where rapid kinetics are crucial.
Figure 8. The effect of temperature and hydrate injection rate on SO2 and NOx removal using Ca(OH)₂
3.3.3 Effect of CO₂ concentration
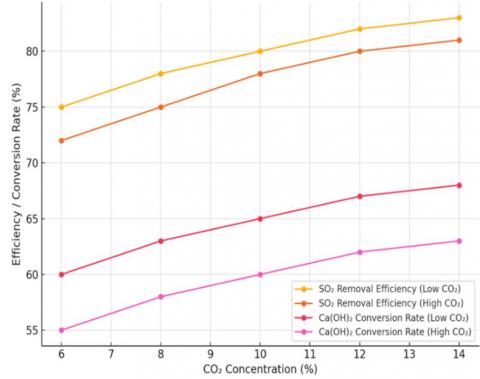
Although CaCO₃, formed from the reaction between Ca(OH)₂ and CO₂, can further react with SO₂ in the medium temperature range, high levels of sorbent carbonation were identified as a major limitation in achieving optimal sorbent utilization. This is primarily due to the lower sulfation rate of CaCO₃ compared to CaO [20]. To investigate whether reducing CO₂ concentrations could enhance sorbent sulfation conversion, the CO₂ concentration during Ca(OH)₂ injection was reduced from 12% to 6% (Figure 9). When comparing sorbent conversion curves for the reduced CO₂ concentration to those under the reference gas conditions, no significant differences were observed in the starting points of the curves. This finding suggested that reducing CO₂ concentration had no noticeable effect on the sulfation conversion of Ca(OH)₂ during the injection stage. This interpretation, however, does not align with the observations reported [7, 8, 18]; which noted a significant conversion curve when the CO2 concentration was reduced from 14% to 7%. As a result, SO₂ concentrations measured in the filtration chamber were similar for both the reduced CO₂ condition and the reference gas condition. This is consistent with the findings reported by Dal et al. [18]. This observation indicated that the initial sulfation conversion of the sorbent in the injection stage is most likely diffusion-controlled. The rate at which SO₂ diffuses to the reactive surface of the sorbent determined the degree of sulfation conversion. Since the diffusion flux of SO₂ remained unaffected by the reduction in CO₂ concentration, the sulfation rate of Ca(OH)₂ in the injection stage was unchanged. Previous research by Flores et al. [17] on the effects of particle size on Ca(OH)₂ reactions also supports this conclusion, noting that bulk diffusion of SO₂ can be a controlling factor unless the sorbent particles are smaller than 5 µm in mass median diameter.
Figure 9. The effect of CO₂ concentration on the reaction of Ca(OH)₂ during the injection and filtration stages
Despite halving the CO₂ concentration, the gas remained much more abundant than SO₂. Consequently, while the carbonation reaction in the injection stage was governed by the reaction rate, the reduction in CO₂ concentration led to a decrease in initial carbonation conversions. However, since the decomposition of Ca(OH)₂ into CaO was unaffected by the lower CO₂ concentration, and less CO₂ reacted with the resulting CaO, higher dehydration conversions were achieved in the injection stage compared to the reference gas condition [16]. In the filtration stage, both SO₂ and CO₂ competed for the gradually exposed reactive surface of the sorbent. Due to the faster reaction rate of SO₂ compared to CO₂, reducing the CO₂ concentration only slightly affected sorbent conversions during the early stages of filtration. Similar to Neuwahl et al. [19], the initial sulfation rates were marginally higher, while carbonation rates were slightly lower when the CO₂ concentration was halved. However, the final sulfation conversion values for the sorbent were almost identical to those observed under the reference gas conditions. The overall sorbent conversion curves for the reduced CO₂ concentration were largely similar or parallel to those of the reference case. Based on the study, it is evident that minor alterations in CO₂ concentration do not significantly affect the SO₂ or other gases removal efficiency of the process. It can be concluded that, while CO₂ concentration influenced the initial carbonation reaction, the overall effectiveness of Ca(OH)₂ in capturing gases remained relatively stable, with the process primarily governed by the diffusion-controlled sulfation reaction.
3.4 Practical considerations and challenges of Ca(OH)₂ injection in MSWI
While the results demonstrate the effectiveness of Ca(OH)₂ in reducing acid gas emissions, several challenges were observed when implementing this solution in real-world waste incineration facility. One of the primary concerns was the operational management of Ca(OH)₂ injection systems. The fine particle size of Ca(OH)₂ enhanced its reactivity but also increased the risk of system blockages, particularly in the lime feeder and injection systems. Maintaining a consistent feed rate was crucial to avoid overconsumption of the sorbent, which led to increased operational costs and equipment malfunctions. Regular maintenance and system calibration were essential to ensure the smooth functioning of the injection system and to prevent downtime caused by lime build-up or feeder blockages. Another significant challenge was optimizing the injection rates and sorbent distribution throughout the flue gas stream to ensure maximum contact between the sorbent and the acid gases. Inadequate mixing led to uneven distribution, reducing the overall efficiency of the gas scrubbing process. This required careful design and engineering of the injection system, considering factors such as gas flow velocity, temperature gradients, and reaction kinetics. Additionally, variations in waste composition, such as higher moisture content in waste impacted the efficiency of Ca(OH)₂ in reducing HCl and SO₂ emissions, necessitating adjustments in operating parameters.
3.5 Economic feasibility of Ca(OH)₂ injections
The cost of the sorbent itself is relatively low compared to other emission control technologies such as wet scrubbers or selective catalytic reduction systems. However, the overall cost-effectiveness of this solution depends on several factors, including sorbent consumption rates, the cost of storage and handling, and the expenses related to system maintenance. Ca(OH)₂ injections are attractive due to their lower capital expenditure requirements compared to more complex gas cleaning systems [18]. The compact nature of the injection equipment makes it easier to retrofit into existing waste incineration plants and reduce upfront installation costs. However, high sorbent consumption can drive up operating expenses, particularly if the process is not optimized. Facilities may need to invest in advanced control systems to ensure precise injection rates and to minimize waste, which could increase the initial investment. Additionally, the financial benefits of using Ca(OH)₂ must be weighed against the cost savings from compliance with environmental regulations. By reducing acid gas emissions, facilities can avoid costly fines and meet the increasingly stringent air quality standards set by regulatory bodies. There is also potential for long-term savings from reduced wear and tear on equipment, as acid gas scrubbing reduces corrosion and the need for frequent repairs.
The use of Ca(OH)₂ injections in MSWI proved to be highly effective in reducing acid gas emissions, including SO₂, HCl, NOx, and HF, to levels below regulatory limits. This study demonstrated the potential of Ca(OH)₂ as an efficient and cost-effective sorbent for mitigating stack emissions, particularly in compliance with the National Environmental Management: Air Quality Act. Statistical analysis confirmed that the reduction in emissions was both significant and consistent throughout the study period. This approach offers a sustainable solution for managing MSWI emissions, meeting increasingly stringent environmental standards, and promoting cleaner industrial practices. The study also highlighted the importance of carefully managing residence time, temperature, and CO₂ concentration to optimize the efficiency of Ca(OH)₂ in removing SO₂ and NOx from emissions. These operational factors significantly influence the chemical interactions and reaction kinetics crucial for effective acid gas removal, with residence time and temperature being particularly critical for achieving high removal efficiencies.
Further research is recommended to explore the combined effects of these variables in more diverse industrial contexts, including sectors with complex emissions profiles. Additionally, studies should investigate the long-term impacts of continuous Ca(OH)₂ use on system maintenance, sorbent recovery, and secondary pollutant management. Developing integrated technologies that can simultaneously optimize temperature, sorbent characteristics, and gas flow dynamics may lead to even more effective pollution control solutions. Industries should focus on fine-tuning operational parameters, such as temperature, feed rate, and gas composition, to maximize the efficiency of Ca(OH)₂ in reducing emissions. Furthermore, policymakers should consider encouraging the adoption of Ca(OH)₂-based technologies by offering regulatory incentives or guidelines that promote sustainable emission control strategies. This could be facilitated through subsidies for retrofitting existing facilities with Ca(OH)₂ injection systems, as well as through stricter enforcement of air quality standards that push industries toward adopting cleaner technologies.
In conclusion, while the use of Ca(OH)₂ injections presents a cost-effective and efficient solution for controlling acid gas emissions in MSWI, it is essential to consider the practical challenges associated with its implementation. Proper system design, optimization of operating conditions, and regular maintenance are crucial for ensuring the long-term viability and effectiveness of this approach. Facilities must also assess the economic feasibility based on specific operational needs, balancing the lower capital costs with potential increases in operating expenses due to sorbent consumption and system upkeep.
Authors would like to thank the University of South Africa for providing technical environment for the study and Biomed Disposal Services for giving us access to the plant.
[1] Themba, N. (2020). Control of stack emissions using hydrated lime injections during incineration of healthcare risk waste: A case study of Biomed in Benoni. Doctoral dissertation, University of South Africa.
[2] European Environment Agency. (2021). Industrial emissions directive (IED): Overview and analysis. https://environment.ec.europa.eu/topics/industrial-emissions-and-safety/industrial-emissions-portal-regulation-iepr_en, accessed on Apr. 29, 2024.
[3] Environmental Protection Agency (EPA) (2022). National Ambient Air Quality Standards (NAAQS): Criteria Pollutants Review. https://www.epa.gov/naaqs, accessed on Apr. 29, 2024.
[4] Themba, N., Sibali, L.L., Chokwe, T.B. (2024). Modification of activated carbon to enhance the absorption of PCDD/F and dl-PCBs emissions in flue gas in South Africa. Discover Applied Sciences, 6(10): 543. https://doi.org/10.1007/s42452-024-06155-y
[5] Zikhathile, T., Atagana, H., Bwapwa, J., Sawtell, D. (2022). A review of the impact that healthcare risk waste treatment technologies have on the environment. International Journal of Environmental Research and Public Health, 19(19): 11967. https://doi.org/10.3390/ijerph191911967
[6] Themba, N., Togo, M., Semenya, K. (2023). Evaluating optimum hydrated lime dosage in reducing stack emissions during incineration of waste. International Journal of Environmental Impacts, 6(1): 7-12. https://doi.org/10.18280/ijei.060102
[7] Dal Pozzo, A., Antonioni, G., Guglielmi, D., Stramigioli, C., Cozzani, V. (2016). Comparison of alternative flue gas dry treatment technologies in waste-to-energy processes. Waste Management, 51: 81-90. https://doi.org/10.1016/j.wasman.2016.02.029
[8] Dal Pozzo, A., Guglielmi, D., Antonioni, G., Tugnoli, A. (2017). Sustainability analysis of dry treatment technologies for acid gas removal in waste-to-energy plants. Journal of Cleaner Production, 162: 1061-1074. https://doi.org/10.1016/j.jclepro.2017.05.203
[9] Beylot, A., Hochar, A., Michel, P., Descat, M., Ménard, Y., Villeneuve, J. (2018). Municipal solid waste incineration in France: An overview of air pollution control techniques, emissions, and energy efficiency. Journal of Industrial Ecology, 22(5): 1016-1026. https://doi.org/10.1111/jiec.12701
[10] Biganzoli, L., Racanella, G., Rigamonti, L., Marras, R., Grosso, M. (2015). High temperature abatement of acid gases from waste incineration. Part I: Experimental tests in full scale plants. Waste Management, 36: 98-105. https://doi.org/10.1016/j.wasman.2014.10.019
[11] Laird, C.P., Smith, K.J., Looney, M.B. (2012). Results of dry sorbent injection testing to reduce HCl. In Air and Waste Management Association - Power Plant Air Pollutant Control “MEGA” Symposium, pp. 136-147.
[12] Zhu, X., Tang, D., Yang, K., Zhang, Z., Li, Q., Pan, Q., Yang, C. (2018). Effect of Ca(OH)2 on shrinkage characteristics and microstructures of alkali-activated slag concrete. Construction and Building Materials, 175: 467-482. https://doi.org/10.1016/j.conbuildmat.2018.04.180
[13] Sarkar, D.K. (2015). Chapter 14 - Air pollution control. In Thermal Power Plant Design and Operation, pp. 479-522.
[14] Zhang, H., Yu, S., Shao, L., He, P. (2019). Estimating source strengths of HCl and SO2 emissions in the flue gas from waste incineration. Journal of Environmental Sciences, 75: 370-377. https://doi.org/10.1016/j.jes.2018.05.019
[15] Su, X., Zhang, L., Xiao, Y., Sun, M., Gao, X., Su, J. (2015). Evaluation of a flue gas cleaning system of a circulating fluidized bed incineration power plant by the analysis of pollutant emissions. Powder Technology, 286: 9-15. https://doi.org/10.1016/j.powtec.2015.07.038
[16] Dowling, A., O'Dwyer, J., Adley, C.C. (2015). Lime in the limelight. Journal of Cleaner Production, 92: 13-22. https://doi.org/10.1016/j.jclepro.2014.12.047
[17] Flores, R., Rodas, A., Uscanga, D., Dominguez, C. (2018). Desulfurization of flue gases using materials based on Ca (OH)2 supported on clays. Asian Journal of Chemical Sciences, 4(3): 1-12. https://doi.org/10.9734/AJOCS/2018/42236
[18] Dal Pozzo, A., Lazazzara, L., Antonioni, G., Cozzani, V. (2020). Techno-economic performance of HCl and SO2 removal in waste-to-energy plants by furnace direct sorbent injection. Journal of Hazardous Materials, 394: 122518. https://doi.org/10.1016/j.jhazmat.2020.122518
[19] Neuwahl, F., Cusano, G., Benavides, J.G., Holbrook, S., Roudier, S. (2019). Best available techniques (BAT) reference document for waste incineration. Publications Office of the European Union: Luxembourg.
[20] Jones, A.M., Harrison, R.M. (2016). Emission of ultrafine particles from the incineration of municipal solid waste: A review. Atmospheric Environment, 140: 519-528. https://doi.org/10.1016/j.atmosenv.2016.06.005