Yunita Friscillia Suryana![]() | Winnie Septiani*
| Winnie Septiani*![]() | Emelia Sari
| Emelia Sari![]() | Toru Matsumoto
| Toru Matsumoto![]() | Indriyani Rachman
| Indriyani Rachman![]() | Iveline Anne Marie
| Iveline Anne Marie![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Several cities in Indonesia are currently facing suboptimal waste management and limited landfill space. To address this issue, recent research has focused on designing layout of integrated plastic waste processing facility, which is not fully optimized. Therefore, this research aimed to design sustainable layout using Eckenrode method, Sustainable Systematic Layout Planning (SSLP), and ELECTRE (Elimination Et Choix Traduisant la Réalité). Sustainable layout considered economic, social, and environmental aspects, including economic (Cost and Space Utilization Efficiency), social (Health and Safety, Community Empowerment), and environmental (Water Use Efficiency, Energy Efficiency, and Waste Management). The results showed that among the three sustainable layout design, Alternative 3 had superior performance. The design was anticipated to serve as a model for landfill in Indonesia to foster business opportunities in green economy, reduce waste, and mitigate cross-ecosystem pollution. Furthermore, the design should promote green economy by supporting the eleventh Sustainable Development Goal (SDG), which focused on building sustainable cities and communities.
Eckenrode, ELECTRE, integrated facility, green economy, plastic waste, SSLP
Waste management is an important issue for society to reduce the volume of waste entering landfill [1]. Data from the National Waste Management Information System reported that in 2023, the total waste generated in Indonesia was 28,015,503 tons, comprising 18,756 tons of plastic waste [2]. However, only 9% of plastic waste can be recycled, as 80% is often discarded in landfill [3]. DKI (Special Capital Region) Jakarta, along with neighboring cities such as Bogor, Depok, Tangerang, and Bekasi (Jabodetabek), are the largest contributors, following East Java and Central Java [4, 5]. The total waste generated in Jabodetabek area is approximately 5,703,072.87 tons [2].
The high amount of waste shows that plastic use remains highly prevalent, in daily life and manufacturing activities such as product packaging. This is due to affordability, light weight, strength, durability, water resistance, and ability to preserve product quality [6]. Excessive use and uncontrolled management have led to a large amount of plastic waste [7]. To address these challenges, various plastic waste processing efforts are being made to reduce the waste entering landfill, as shown in Figure 1. The efforts include recycling valuable items such as bags, wallets, plant pots, and decorative curtains [8]. Furthermore, bottles are processed into flakes, which are marketed to the domestic and international plastic industries [9].
Bank Sampah Induk Rumah Harum Depok is the initial observation site to examine the plastic waste processing efforts currently being implemented. Bank Sampah Induk Rumah Harum Depok is a recycling industry that processes waste into economically valuable items, such as converting organic waste into compost and processing inorganic waste like PET (Polyethylene Terephthalate) and HDPE (High-Density Polyethylene) plastic bottle caps into flakes, which are then used to create walls with artistic value, as shown in Figure 1. Additionally, plastic beverage packaging is processed into paving blocks, and used banners are recycled into chairs and tiles.
In addition to Bank Sampah Induk Rumah Harum Depok, observations were also conducted at Bank Sampah Induk Majestic Buana. Bank Sampah Induk Majestic Buana is a plastic waste recycling industry located in the city of Bekasi. This industry processes PET and HDPE plastic waste into intermediate products such as flakes, as well as finished products like brooms, which are marketed to domestic and international plastic industries. Similar to Bank Sampah Induk Rumah Harum, the plastic waste processing activities begin with sorting plastic bottles by color and type, and separating them from the caps and packaging, as shown in Figure 2.
Figure 1. Processed Plastic Waste at Bank Sampah Induk Rumah Harum
Source: Personal research documentation
Figure 2. Processed Plastic Waste at Bank Sampah Induk Majestic Buana
Source: Personal Research Documentation
Previous research had designed an innovative integrated plastic bottle waste processing machine called INPLASMA (Integrated of Upcycling Plastic Machine). As shown in Figure 3, INPLASMA has a capacity of 300 kg/hour, to increase the recycling rate. This machine recycles PET plastic waste, such as beverage and cooking oil bottles [10], with HDPE, including shampoo bottles [10], into economically valuable flakes. INPLASMA consists of six components, namely (1) Hopper with Conveyor, (2) Shredding Machine, (3) Washing Machine, (4) Screw Conveyor, (5) Horizontal Dryer, and (6) Vertical Dryer.
Figure 3. Components of the INPLASMA machine
The INPLASMA machine will be operated for plastic waste processing activities; however, it faces the issue of the facility layout, which has not yet been designed. Therefore, this study will focus on designing the layout of an integrated plastic waste processing facility, taking into account sustainability aspects, while considering the characteristics of landfills, such as limited land availability. This layout design is considered crucial to support the smooth operation of the plastic waste processing process.
The approach used to design the sustainable layout of the integrated plastic waste processing facility in this study is Sustainable Systematic Layout Planning (SSLP), along with Multi-Criteria Decision-Making methods, namely Eckenrode, and Elimination Et Choix Traduisant la Réalité (ELECTRE). Several previous studies have applied the Eckenrode method for weighting criteria in port selection [11], job evaluation [12], performance analysis [13]. SSLP has been used for layout design in iron paint factories [14], production floors [15, 16], plastic packaging manufacturing industries [17], warehouses [18].
Furthermore, ELECTRE has been used in layout design of hospitals [19], warehouses [20, 21], and facilities [22]. Based on the review, there is no research on sustainable layout for integrated plastic waste processing facility by integrating these three methods, showing the need for further exploration.
In addition, the sustainable layout was also designed using VIP-PLANOPT software. VIP-PLANOPT is a tool designed to assist in solving problems in facility layout design. Compared to manual layout design or using software such as CORELAP (Computerized Relationship Layout Planning), which focuses solely on the relationships between areas, VIP-PLANOPT offers a more comprehensive approach. The results obtained were compared with manual layout design to achieve the best suggestions in terms of cost and space efficiency [23].
The results of this research were expected to serve as model for landfill in Indonesia, provide economic benefits by improving community welfare through creating green economy business opportunities [24]. Additionally, there should be a significant reduction in waste, decreasing cross-ecosystem pollution [25], promoting a sustainable lifestyle (green society) [26], and conserving landfill space that is rapidly depleting. This research should also support the eleventh SDG which is sustainable cities and communities.
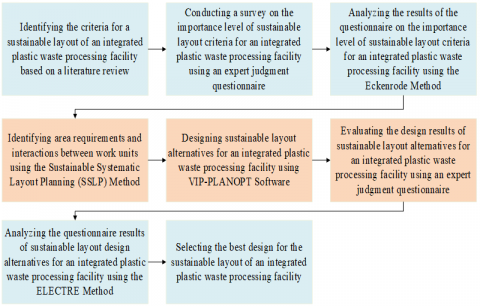
Sustainable layout of integrated plastic waste processing facility was designed using Multi-Criteria Decision-Making methods, specifically Eckenrode and ELECTRE. Eckenrode was used to analyze the criteria and determine their levels of importance [13], and ELECTRE was applied to evaluate the alternatives through ranking [27]. In addition to multi-criteria decision-making, SSLP method was used to arrange the work area while considering the criteria for sustainable layout [28].
In this research, Eckenrode was used to determine the importance levels of criteria based on literature and the results of Focus Group Discussions (FGD) related to the design. The results showed which criteria were prioritized for designing sustainable layout based on the highest weights. SSLP was used to design alternative sustainable layout for the facility [29]. This stage included identifying the required areas and sizes, along with graphical representation of the proximity relationships between production process areas. The number of material handling operators and Material Handling Cost (MHC) were also determined. VIP-PLANOPT software was used as a tool for designing industrial facility layouts optimally and at the lowest cost [23]. ELECTRE was also used to evaluate the alternative sustainable layouts for the facility [30], with the flow of research stages presented in Figure 4.
Figure 4. Research stages [23, 29, 30]
3.1 Identification of sustainable layout criteria for integrated plastic waste processing facilities
Designing layout for integrated plastic waste processing facility requires a sustainability-based method including economic, social, and environmental aspects. This method aims to support improvements in recycling rates, the efficient use of limited land, energy efficiency, and optimal waste management. Additionally, implementing sustainable layout is a strategy to minimize MHC, facility rearrangement, the quantity of material handling, and budget constraints [31]. Based on the literature, there are 13 criteria covering three sustainability aspects, namely economic, social, and environmental in designing sustainable layout for integrated plastic waste processing facility, as presented in Table 1. In the economic aspect, there are five criteria, in the social aspect, there are four criteria, and in the environmental aspect, there are four criteria.
3.2 Analysis of the importance of criteria for sustainable layout of integrated plastic waste processing facility
The importance level of the criteria for sustainable layout of integrated plastic waste processing facility was determined based on questionnaire assessments from two sustainable layout experts and three plastic waste processing experts. Specifically, these experts were asked to rate the criteria on a scale of 1 to 5, where 1 = Very Unimportant, 2 = Unimportant, 3 = Neutral, 4 = Important, and 5 = Very Important. Then the results are accumulated as shown in Table 2.
The results of the criteria importance level analysis are shown in Table 3. The 13 criteria were considered too many and complex to be used as the basis for designing a sustainable layout. Therefore, based on expert judgment, it was decided that the criteria used in designing the sustainable layout for the integrated plastic waste processing facility would consist of seven criteria, including: (1) Cost, (2) Space Utilization Efficiency, (3) Health and Safety, (4) Community Empowerment, (5) Water Use Efficiency, (6) Energy Efficiency, (7) Waste Management. These seven criteria serve as the basis for the next stage, which is the design of the sustainable layout for the integrated plastic waste processing facility using the SSLP method and the VIP-PLANOPT software. The combination of these tools will ensure that the final design is not only cost-effective and efficient but also supports the long-term sustainability goals of the integrated plastic waste processing facility.
Table 1. Identification of sustainable layout criteria for integrated plastic waste processing facility
|
Authors |
Economic (E) |
Social (S) |
Environmental (N) |
||||||||||
|
E1 |
E2 |
E3 |
E4 |
E5 |
S1 |
S2 |
S3 |
S4 |
N1 |
N2 |
N3 |
N4 |
|
|
[32] |
● |
● |
● |
● |
● |
|
● |
|
● |
● |
● |
● |
|
|
[33] |
|
|
● |
● |
|
|
● |
|
● |
|
|
|
|
|
[29] |
|
|
|
|
|
|
● |
|
● |
|
|
|
|
|
[34] |
|
|
|
|
|
|
● |
● |
|
● |
|
|
|
|
[35] |
|
|
● |
|
|
|
|
|
|
● |
|
● |
|
|
[36] |
|
|
● |
|
|
● |
● |
|
● |
|
|
|
|
|
[37] |
● |
|
|
● |
|
|
|
● |
|
● |
|
● |
● |
|
[38] |
|
|
|
|
|
● |
|
● |
|
● |
● |
● |
● |
|
[39] |
|
|
● |
|
|
|
|
|
|
● |
|
● |
● |
|
[40] |
● |
● |
|
|
|
● |
|
|
|
|
|
|
|
The symbol "●" indicates that the researcher includes these criteria in their study
Economic: FlexibilityE1, ProximityE2, CostE3, Space Utilization EfficiencyE4, Technology IntegrationE5
Social: Ease of Accessibility and HandlingS1, Health and SafetyS2, Ease of MaintenanceS3, Community EmpowermentS4
Environmental: Water Use EfficiencyN1, Fuel Use EfficiencyN2, Energy EfficiencyN3, Waste ManagementN4
Table 2. Weighting calculation using the Eckenrode method
|
Criteria |
Ranking |
|
Value |
Weight |
||||
|
|
R1 |
R2 |
… |
Rb |
… |
Rn |
||
|
K1 |
P11 |
… |
… |
… |
|
P1n |
N1 |
B1 |
|
K2 |
P21 |
… |
… |
… |
|
… |
N2 |
B2 |
|
… |
… |
… |
… |
… |
|
|
|
|
|
Ka |
|
|
|
Pab |
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
Kn |
Pn1 |
|
|
|
|
Pmn |
Nn |
Bn |
|
Multiplier |
Pn1-1 |
|
|
Rn-b |
|
Rn-n |
Total Value |
1.00 |
Ra: Ranking order b, where b = 1, 2, 3, ……., n
Ka: Type of criterion a, where a = 1, 2, 3, ……., n
Pab: Number of respondents who chose ranking b for criterion a
Rn-b: Multiplier factor b; Bi: Weight of the criterion
Table 3. Weighting results of sustainable layout criteria using Eckenrode method
|
No. |
Criteria |
Ranking |
Value |
Weight |
Rank |
||||
|
1 |
2 |
3 |
4 |
5 |
|||||
|
1 |
Flexibility [E1] |
2 |
3 |
|
|
|
17 |
0.076 |
4 |
|
2 |
Proximity [E2] |
|
4 |
1 |
|
|
14 |
0.062 |
6 |
|
3 |
Cost [E3] |
5 |
|
|
|
|
20 |
0.089 |
1 |
|
4 |
Space Utilization Efficiency [E4] |
3 |
2 |
|
|
|
18 |
0.08 |
3 |
|
5 |
Technology Integration [E5] |
|
4 |
1 |
|
|
14 |
0.062 |
6 |
|
6 |
Ease of Accessibility and Handling [S1] |
2 |
3 |
|
|
|
17 |
0.076 |
4 |
|
7 |
Health and Safety [S2] |
4 |
|
1 |
|
|
18 |
0.08 |
3 |
|
8 |
Ease of Maintenance [S3] |
2 |
3 |
|
|
|
17 |
0.076 |
4 |
|
9 |
Community Empowerment [S4] |
4 |
|
1 |
|
|
18 |
0.08 |
3 |
|
10 |
Water Use Efficiency [N1] |
3 |
2 |
|
|
|
18 |
0.08 |
3 |
|
11 |
Fuel Use Efficiency [N2] |
|
5 |
|
|
|
15 |
0.067 |
5 |
|
12 |
Energy Efficiency [N3] |
5 |
|
|
|
|
20 |
0.089 |
1 |
|
13 |
Waste Management [N4] |
4 |
1 |
|
|
|
19 |
0.084 |
2 |
|
|
Multiplier |
4 |
3 |
2 |
1 |
0 |
225 |
1 |
|
Figure 5. Plastic flake production process flow
3.3 Facility planning
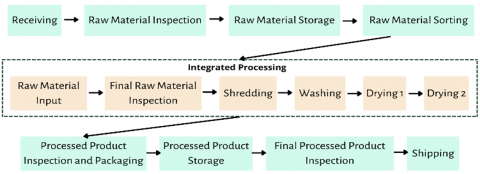
Sustainable layout for integrated plastic waste processing facility was designed to ensure a smooth and continuous production process for plastic flakes. Layout followed the characteristics of landfill, making optimal use of limited space. The raw material to be processed amounted to 2400 kg/day, with the final product being 2160 kg of plastic flakes. The plastic bottle waste processing activity was planned to operate for 6 days a week, with an 8-hour workday. In this research, the product to be produced was plastic flakes, with the production process flow as shown in Figure 5.
The process started with receiving and inspecting raw materials, followed by storing, sorting, integrated processing, inspecting and packaging the flakes, storing the final product, conducting a final inspection, and shipping. In addition, when designing layout, the type of layout must be considered. Based on the plastic flakes production process flow presented in Figure 5, the design was Product Layout, as the work areas/machines were arranged according to the sequence of operations to produce the flakes in a continuous pattern. This type of layout is efficient for high volume production process.
3.4 Identification of Needed Area
Based on the results of FGD, several areas needed to be identified. These included production process areas such as receiving, quality control (QC) 1, raw material warehouse, sorting, integrated processing, QC 2 and Packaging, Flake Storage Warehouse, and QC 3. Others included office for administrative tasks, equipment warehouse for storing blades, fuel warehouse for storing diesel and gasoline. Factory services included generator area for a 7500-watt generator, filter tank of 200 liters for filtering wash water to ensure reuse. and water tower of 1000 liters for water storage. Personnel services area consisted of 1 pantry room for worker rest, 2 toilets (Women's and Men's), and 1 prayer room for worship. Additionally, the factory services area included assembly point for gathering, vehicle parking, waste area for solid, liquid, and shredded. Fish pond was used as an indicator for the quality of the flake water before discharge into the environment. The area sizes for each section are shown in Table 4. These areas were strategically planned to ensure smooth workflow and operational efficiency, taking into account the limited land availability, safety regulations, and environmental considerations.
Table 4. Area size requirements
|
No. |
Area |
Extent (m2) |
|
1 |
Receiving |
20.32 |
|
2 |
QC 1 |
16.12 |
|
3 |
Raw Material Warehouse |
50.06 |
|
4 |
Sorting |
50.06 |
|
5 |
Integrated Processing |
196 |
|
6 |
QC 2 and Packaging |
39.68 |
|
7 |
Shredded Product Warehouse |
30.06 |
|
8 |
QC 3 |
12.8 |
|
9 |
Shipping |
20.32 |
|
10 |
Tools Warehouse |
4 |
|
11 |
Fuel Warehouse |
6.5 |
|
12 |
Office |
51 |
|
13 |
Generator (7500 watt) |
4 |
|
14 |
Filter Tank (200 liter) |
4.08 |
|
15 |
Water Tower (1000 liter) |
2 |
|
16 |
Pantry Room |
26 |
|
17 |
Men’s Toilet |
8.5 |
|
18 |
Women’s Toilet |
8.5 |
|
19 |
Prayer Room |
26 |
|
20 |
Assembly Point |
13.25 |
|
21 |
Parking Area |
17 |
|
22 |
Waste |
6 |
|
23 |
Fish Pond |
7 |
|
24 |
Guard Post |
5 |
3.5 Results of sustainable layout design for integrated plastic waste processing facility
In this research, sustainable layout for integrated plastic waste processing facility was designed using VIP-PLANOPT software. Specifically, VIP-PLANOPT served as a tool for creating optimal facility layouts by incorporating required areas and calculated costs for movement between areas. Designing sustainable layout using the software required multiple iterations to achieve the optimal layout. After several runs, three alternatives sustainable layout designs were produced.
As shown in Figure 6, Alternative 1 required an area of 1051.53 m² with a material handling cost of IDR 107,399. Alternative 1 excels in six predefined criteria, including (1) Minimal material handling costs, (2) The design emphasizes efficient use of space, (3) Areas are arranged with attention to worker health and safety, (4) It empowers the surrounding community in the production process activities, (5) The washing machine used in the integrated processing area is equipped with a filter drum to ensure water use efficiency, (6) The plastic waste processing facility is designed to operate without electricity, using mechanical drive machines to achieve energy efficiency.
The design of Alternative 2 indicates that the required area is 1608.28 m², with a material handling cost of IDR 127,468. Alternative 2 excels in four predefined criteria, including (1) Areas are arranged with attention to worker health and safety, (2) It empowers the surrounding community in the production process activities, (3) The washing machine used in the integrated processing area is equipped with a filter drum to ensure water use efficiency, (4) The plastic waste processing facility is designed to operate without electricity, using mechanical drive machines to achieve energy efficiency. The results of Alternative 2 is shown in Figure 7.
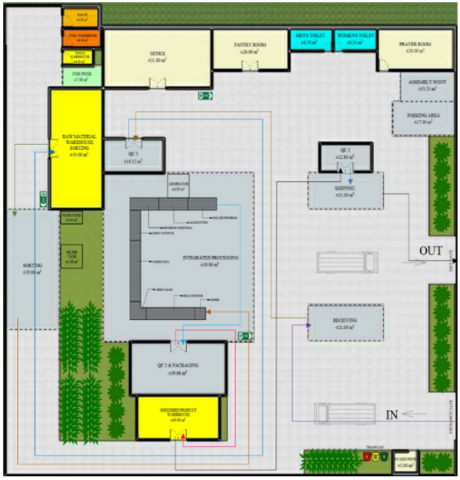
The design of Alternative 3 indicates that the required area is 1264.8 m², with a relocation cost of IDR 104,297. Alternative 3 excels in seven predefined criteria, including: (1) Minimal material handling costs, (2) The design emphasizes efficient use of space, (3) Areas are arranged with attention to worker health and safety, (4) It empowers the surrounding community in the production process activities, (5) The washing machine used in the integrated processing area is equipped with a filter drum to ensure water use efficiency, (6) The plastic waste processing facility is designed to operate without electricity, using mechanical drive machines to achieve energy efficiency, (7) Waste management is made easier, as the waste management area is located near the exit gate. The results of Alternative 3 are shown in Figure 8.
Figure 6. Alternative 1 of sustainable layout for integrated plastic waste processing facility
Figure 7. Alternative 2 sustainable layout for integrated plastic waste processing facility
Figure 8. Alternative 3 sustainable layout for integrated plastic waste processing facility
The comparison results of the designs for Alternatives 1, 2, and 3 are presented in Table 5.
Table 5. Comparison of the three alternative sustainable layout designs
|
|
Criteria |
||||||
|
Alt |
CO |
SE |
HS |
CE |
WE |
EE |
WM |
|
Alt 1 |
- |
||||||
|
Alt 2 |
- |
- |
- |
||||
|
Alt 3 |
|||||||
Alt: Alternative; CO: Cost; SE: Space Utilization Efficiency; HS: Health and Safety
CE: Community Empowerment; WE: Water Use Efficiency
EE: Energy Efficiency; WM: Waste Management.
3.10 Evaluation of sustainable layout design for integrated plastic waste processing facility
Based on the ranking of sustainable layout criteria in subsection 3.2, experts decided to focus on the top three criteria, namely Cost (E3) and Space Utilization Efficiency (E4), Health and Safety (S2) and Community Empowerment (S4), and Water Use Efficiency (N1), Energy Efficiency (N3), and Waste Management (N4). Experts were asked to evaluate each selected criterion for the three alternative sustainable layout designs of integrated plastic waste processing facility. The rating scale used was 1 – 5, where: 1 = Very Unsuitable, 2 = Unsuitable, 3 = Neutral, 4 = Suitable, and 5 = Very Suitable. The results of the expert evaluations are shown in Table 6.
Table 6. Expert evaluation results
|
|
E3 |
E4 |
S2 |
S4 |
N1 |
N3 |
N4 |
|
A1 |
3 |
4 |
5 |
4 |
4 |
3 |
3 |
|
A2 |
2 |
2 |
4 |
3 |
4 |
3 |
4 |
|
A3 |
5 |
3 |
3 |
4 |
4 |
3 |
5 |
After obtaining the expert evaluations, the next step is to analyze the evaluation results using ELECTRE method, with the following steps:
1. Normalization of the decision matrix
The decision matrix Z (m × n), where m represents the number of alternatives and n represents the criteria, is normalized using the following equation:
$\begin{aligned} z_{i j}= & \frac{x_{i j}}{\sqrt{\sum_{i=1}^m x_{i j}^2}} { for } \,i=1,2,3, \ldots . \\ & m \, { and } \,j=1,2,3, \ldots . n\end{aligned}$ (1)
The normalized decision matrices are presented in Table 7.
Table 7. Normalized decision matrix
|
|
E3 |
E4 |
S2 |
S4 |
N1 |
N3 |
N4 |
|
A1 |
0.487 |
0.743 |
0.707 |
0.625 |
0.577 |
0.577 |
0.424 |
|
A2 |
0.324 |
0.371 |
0.566 |
0.469 |
0.577 |
0.577 |
0.566 |
|
A3 |
0.811 |
0.557 |
0.424 |
0.625 |
0.577 |
0.577 |
0.707 |
2. Formation of weighted normalized matrix
After the expert evaluations have produced the normalized decision matrix, the next step is to create the weighted normalized matrix. This is carried out by multiplying each column of the matrix Z by the weight given to specific criterion. The weighted normalized matrix is formed using the following equation:
$v_{i j}=w_i \times z_{i j}$ (2)
The criterion weights determined by the experts are presented in Table 8. Meanwhile, the results of the weighted normalized matrices are shown in Table 9.
Table 8. Criterion weights (Wi)
|
E3 |
E4 |
S2 |
S4 |
N1 |
N3 |
N4 |
|
5 |
3 |
3 |
3 |
3 |
5 |
4 |
Table 9. Weighted normalized matrix
|
|
E3 |
E4 |
S2 |
S4 |
N1 |
N3 |
N4 |
|
A1 |
2.435 |
2.229 |
2.121 |
1.875 |
1.731 |
2.885 |
1.696 |
|
A2 |
1.620 |
1.113 |
1.698 |
1.407 |
1.731 |
2.885 |
2.264 |
|
A3 |
4.055 |
1.671 |
1.272 |
1.875 |
1.731 |
2.885 |
2.828 |
3. Determining concordance and discordance indexes
The criteria set j is divided into two subsets, namely concordance and discordance for each pair of alternatives p and q (p, q = 1, 2, 3, ..., m and p ≠ 1). Criteria in each alternative are included in the concordance set when:
$c_{p q}=\left\{j \mid y_{p j} \leq y_{q j}\right\}$, for $\mathrm{j}=1,2,3, \ldots, \mathrm{n}$ (3)
Criteria in each alternative are included in the discordance set when:
$d_{p q}=\left\{\mid y_{p j}<y_{q j}\right\}$, for $\mathrm{j}=1,2,3, \ldots, \mathrm{n}$ (4)
To facilitate the determination of the concordance and discordance indices, each criterion is denoted by a number:
1 = E3, 2 = E4, 3 = S2, 4 = S4, 5 = N1, 6 = N3, 7 = N4. The results of the concordance index are shown in Table 10, and the discordance index is presented in Table 11.
Table 10. Concordance index
|
|
A1 |
A2 |
A3 |
|
A1 |
0 |
1, 2, 3, 4, 5, 6 |
2, 3, 4, 5, 6 |
|
A2 |
5, 6, 7 |
0 |
3, 5, 6 |
|
A3 |
1, 4, 5, 6, 7 |
1, 2, 3, 4, 5, 6, 7 |
0 |
Table 11. Discordance index
|
|
A1 |
A2 |
A3 |
|
A1 |
0 |
7 |
1, 7 |
|
A2 |
1, 2, 3, 4 |
0 |
1, 2, 4, 7 |
|
A3 |
2, 3 |
0 |
0 |
4. Calculating concordance and discordance matrices
Concordance matrix is determined by summing all the weights included in the concordance subset, which can be shown by the following equation:
$C_{p q}=\sum_{j \in C_{p q}} W_j$ (5)
Elements in discordance matrix are calculated by dividing the maximum difference of criteria values included in the discordance subset by the maximum difference value among the existing criteria. The results of concordance and discordance matrix calculation are shown in Tables 12 and 13, respectively.
Table 12. Concordance matrix
|
|
A1 |
A2 |
A3 |
|
A1 |
0 |
22 |
17 |
|
A2 |
12 |
0 |
11 |
|
A3 |
20 |
26 |
0 |
Table 13. Discordance matrix
|
|
A1 |
A2 |
A3 |
|
A1 |
0 |
0.697 |
1 |
|
A2 |
1 |
0 |
1 |
|
A3 |
0.524 |
0 |
0 |
5. Determining dominant concordance matrix and dominant discordance matrix
The values of $\underline{c}$ and $\underline{d}$, namely, threshold, are determined by the following equations:
$\underline{c}=\frac{\sum_{p=1}^n \sum_{q=1}^n C_{p q}}{m(m-1)}$ (6)
$\underline{d}=\frac{\sum_{p=1}^n \sum_{q=1}^n d_{p q}}{m(m-1)}$ (7)
The value of each element in dominant concordance matrix S is determined by the following equation:
$s_{p q}=1$, $if$ $c_{p q} \geq \underline{c}$ $and$ $s_{p q}=0$, $if$ $c_{p q}<\underline{c}$ (8)
Similarly, the value of each element in dominant discordance matrix T is determined by the following equation:
$t_{p q}=1$, $if$ $d_{p q} \geq \underline{d}$ $and$ $t_{p q}=0$, $if$ $d_{p q}<d$ (9)
The results for dominant concordance and discordance matrix are shown in Tables 14 and 15, respectively.
Table 14. Dominant concordance matrix
|
|
A1 |
A2 |
A3 |
|
A1 |
0 |
1 |
0 |
|
A2 |
0 |
0 |
0 |
|
A3 |
1 |
1 |
0 |
Table 15. Dominant discordance matrix
|
|
A1 |
A2 |
A3 |
|
A1 |
0 |
1 |
0 |
|
A2 |
0 |
0 |
0 |
|
A3 |
1 |
1 |
0 |
6. Determining aggregate dominant matrix
Aggregate dominant matrix U is determined by multiplying each element of the 's' matrix from concordance dominant matrix S with the corresponding element of the 't' matrix from discordance dominant matrix T according to the following equation:
$u_{p q}=s_{p q} \times t_{p q}$ (10)
The results of aggregate dominant matrix are shown in Table 16.
Table 16. Dominant aggregation matrix
|
|
A1 |
A2 |
A3 |
Point |
Rank |
|
A1 |
0 |
1 |
0 |
1 |
2 |
|
A2 |
0 |
0 |
0 |
0 |
3 |
|
A3 |
1 |
1 |
0 |
2 |
1 |
Based on the results of the dominant aggregation matrix, Alternative 1 is better than Alternative 2, with Alternative 3 showing superior performance compared to others. This shows that Alternative 3 is the best design for sustainable layout of integrated plastic waste processing facility.
In conclusion, this research showed that the analysis results of the criteria importance level using the Eckenrode Method and expert judgment show that the criteria required for designing a sustainable layout for an integrated plastic waste processing facility consist of 7 criteria, including 1) Cost, 2) Space Utilization Efficiency, 3) Health and Safety, 4) Community Empowerment, 5) Water Use Efficiency, 6) Energy Efficiency, and 7) Waste Management.
The sustainable layout of an integrated plastic waste processing facility designed using the SSLP method and VIP-PLANOPT software resulted in three alternative designs. Alternative design 1 has an area of 1,051.53 m² and a material handling cost of IDR 107,399. Alternative design 1 excels in the criterion of space utilization efficiency due to its smaller area compared to alternatives 2 and 3, as well as in cost, health and safety, community empowerment, water use efficiency, and energy efficiency. Alternative design 2 has an area of 1,608.28 m², with a material handling cost of IDR 127,468. Alternative design 2 excels in the criteria of health and safety, community empowerment, water use efficiency, energy efficiency. Alternative design 3 has an area of 1,264.8 m², with a material handling cost of IDR 104,297. Alternative design 3 excels in the criteria of cost, space utilization efficiency, health and safety, community empowerment, water use efficiency, energy efficiency, and waste management.
Based on expert evaluations and the results of the sustainable layout evaluation using the ELECTRE method, the third alternative design is determined to be the best. Alternative design 3 stands out in terms of cost, as it has the lowest material handling cost, along with space utilization efficiency, health and safety, community empowerment, water use efficiency, energy efficiency, and waste management.
The research’s limitations include its focus solely on plastic bottle waste, which may narrow the scope and reduce the generalizability of the findings to other types of plastic or waste materials. By not exploring broader waste categories, the research may overlook potential synergies or challenges that could arise from managing mixed waste streams. Additionally, the study does not incorporate business process mapping or production simulation, which could provide a more comprehensive understanding of the operational dynamics within the facility. This omission might lead to gaps in identifying bottlenecks, inefficiencies, or opportunities for optimization in the waste management process. These limitations suggest that the research findings, while valuable, may not fully capture the complexity of real-world waste management systems. Future studies could address these gaps by integrating a broader range of waste types and employing analytical tools like process mapping and simulation to enhance the robustness and applicability of the results.
The author would like to express gratitude to the Ministry of Education, Culture, Research, and Technology of Indonesia for funding this research through the BIMA Postgraduate Grant, as well as to the Research and Community Service Institute of Universitas Trisakti, the Faculty of Industrial Technology of Universitas Trisakti, and the Master's Program in Industrial Engineering at Universitas Trisakti for providing support to complete this research.
[1] Kannan, D., Khademolqorani, S., Janatyan, N., Alavi, S. (2024). Smart waste management 4.0: The transition from a systematic review to an integrated framework. Waste Management, 174: 1-14. https://doi.org/10.1016/j.wasman.2023.08.041
[2] MenLHK. SIPSN Timbulan Sampah. https://sipsn.menlhk.go.id/sipsn/public/data/timbulan/, accessed on July 9, 2024.
[3] Hao, G., He, M., Lim, S.M., Ong, G.P., Zulkati, A., Kapilan, S. (2024). Recycling of plastic waste in porous asphalt pavement: Engineering, environmental, and economic implications. Journal of Cleaner Production, 440: 140865. https://doi.org/10.1016/j.jclepro.2024.140865
[4] Rosalina, M.P., Wisanggeni, S.P., Krisna, A. (2020). Kota-kota Penyumbang Sampah. Kompas.Id. https://www.kompas.id/baca/investigasi/2022/05/19/kota-kota-penyumbang-sampah
[5] Amalia Zhahrina, S.A.N. (2019). Tangerang Sumbang Sampah Plastik Terbanyak di Jabodetabek. Kompas.Com. https://www.kompas.com/sains/read/2019/12/11/183000323/tangerang-sumbang-sampah-plastik-terbanyak-di-jabodetabek.
[6] Almohana, A.I., Abdulwahid, M.Y., Galobardes, I., Mushtaq, J., Almojil, S.F. (2022). Producing sustainable concrete with plastic waste: A review. Environmental Challenges, 9: 100626. https://doi.org/10.1016/j.envc.2022.100626
[7] Cristóbal, J., Federica Albizzati, P., Giavini, M., Caro, D., Manfredi, S., Tonini, D. (2023). Management practices for compostable plastic packaging waste: Impacts, challenges and recommendations. Waste Management, 170: 166-176. https://doi.org/10.1016/j.wasman.2023.08.010
[8] Admin Dinas DLH. 3 Upaya Daur Ulang Sampah Menjadi Barang Layak Jual. https://dlh.semarangkota.go.id/3-upaya-daur-ulang-sampah-menjadi-barang-layak-jual/, accessed on Jul. 10, 2024.
[9] Admin Dinas DLH. Berbagai Macam Bisnis Daur Ulang Sampah Mendulang Rupiah yang Menjanjikan. https://dlh.semarangkota.go.id/berbagai-macam-bisnis-daur-ulang-sampah-mendulang-rupiah-yang-menjanjikan/, accessed on Jul. 10, 2024.
[10] Vuppaladadiyam, S.S.V., Vuppaladadiyam, A.K., Sahoo, A., Urgunde, A., Murugavelh, S., Šrámek, V., Pohořelý, M., Trakal, L., Bhattacharya, S., Sarmah, A.K., Shah, K., Pant, K.K. (2023). Waste to energy: Trending key challenges and current technologies in waste plastic management. Science of the Total Environment, 913: 169436. https://doi.org/10.1016/j.scitotenv.2023.169436
[11] Salam, A.R. (2014). Analysis of determining ports for importing horticultural products: Application of the eckenrode method. Buletin Ilmiah Litbang Perdagangan, 8(1): 1-24. https://doi.org/10.30908/bilp.v8i1.83
[12] Syahidah, S., Trisyulianti, E. (2020). Job evaluation based on the eckenrode system at PT perkebunan nusantara VIII. Jurnal Manajemen Dan Organisasi, 11(1): 46-56. https://doi.org/10.29244/jmo.v11i1.30496
[13] Fadhil, R., Maarif, M.S., Bantacut, T., Hermawan, A. (2017). Comparison of multi-criteria decision-making techniques between the eckenrode method and the fuzzy eckenrode method in agroindustry performance. Jurnal Manajemen Dan Agribisnis, 14(2): 109-117. https://doi.org/10.17358/jma.14.2.109
[14] Suhardini, D., Septiani, W., Fauziah, S. (2017). Design and simulation plant layout using systematic layout planning. IOP Conference Series: Materials Science and Engineering, 277(1): 012051. https://doi.org/10.1088/1757-899X/277/1/012051
[15] Septiani, W., Ardiansyah, D., Suwiryo, S.A. (2021). Design of promodel simulation for improving the layout of the cold finished bar production floor at PT. Iron wire works Indonesia. Jurnal Penelitian Dan Karya Ilmiah Lembaga Penelitian Universitas Trisakti, 6(1): 132-144. https://doi.org/10.25105/pdk.v6i1.8635
[16] Pangestika, J.W., Handayani, N., Kholil, M. (2017). Proposed re-layout of production facility layout using the SLP method in the liquid OT production department at PT IKP. Jisi : Jurnal Integrasi Sistem Industri, 3(1): 29-38. https://doi.org/10.24853/jisi.3.1.29-38
[17] Kofi Opoku, R., Yeboah Nyamah, E., Yeboah Nyamah, E., Agyapong, G., Efua Frimpong, S. (2023). Sustainable manufacturing practices and sustainable performance: Evidence from Ghana’s food manufacturing sector. Cleaner Logistics and Supply Chain, 9: 100120. https://doi.org/10.1016/j.clscn.2023.100120
[18] Fajri, A. (2021). Warehouse layout design using the systematic layout planning (SLP) method. Jurnal Teknik Industri, 7(1): 1-10. http://doi.org/10.24014/jti.v7i1.10533
[19] Darko, C., Yung, P.W.S., Chen, A., Acquaye, A. (2023). Review and recommendations for sustainable pathways of recycling commodity plastic waste across different economic regions. Resources, Environment and Sustainability, 14: 100134. https://doi.org/10.1016/j.resenv.2023.100134
[20] Hadisuwito, A.S., Mulawarman, U., Hassan, F.H. (2019). Selection drought index calculation methods using electre, topsis, and analytic hierarchy process. International Journal of Engineering & Technology, 7(4.44): 188-193. https://doi.org/10.14419/ijet.v7i4.44.26981
[21] Pranata, V., Santoso, S. (2022). Facility layout design of new warehouse and implementation of multi-criteria decision making for product allocation at PT XYZ. Opsi, 15(1): 64. https://doi.org/10.31315/opsi.v15i1.6684
[22] Aiello, G., Enea, M., Galante, G. (2006). A multi-objective approach to facility layout problem by genetic search algorithm and electre method. Robotics and Computer-Integrated Manufacturing, 22(5-6): 447-455. https://doi.org/10.1016/j.rcim.2005.11.002
[23] Hartono, N. (2017). Case study on the comparison of factory facility layout design at PT sennatra pendawatama using manual methods and VIP-Planopt10 Software. Journal Industrial Servicess, 3(1): 273-278.
[24] Barth, L., Schweiger, L., Benedech, R., Ehrat, M. (2023). From data to value in smart waste management: Optimizing solid waste collection with a digital twin-based decision support system. Decision Analytics Journal, 9: 100347. https://doi.org/10.1016/j.dajour.2023.100347
[25] Owusu-Sekyere, K., Aladago, D.A. (2023). Material flow analysis and risk evaluation of informal E-waste recycling processes in Ghana: Towards sustainable management strategies. Journal of Cleaner Production, 430: 139706. https://doi.org/10.1016/j.jclepro.2023.139706
[26] Rai, S., Gurung, A., Sharma, H.B., Ranjan, V.P., Cheela, V.R.S. (2024). Sustainable solid waste management challenges in hill cities of developing Countries: Insights from eastern Himalayan smart cities of Sikkim, India. Waste Management Bulletin, 2(2): 1-18. https://doi.org/10.1016/j.wmb.2024.02.009
[27] Akram, M., Zahid, K., Deveci, M. (2023). Multi-criteria group decision-making for optimal management of water supply with fuzzy ELECTRE-based outranking method. Applied Soft Computing, 143: 110403. https://doi.org/10.1016/j.asoc.2023.110403
[28] Kiran, D.R. (2019). Systematic layout planning. Production Planning and Control, 279-292. https://doi.org/10.1016/b978-0-12-818364-9.00019-6
[29] Dresanala, M., Dewi, S.K., Utama, D.M. (2023). Sustainable layout design based on integrated systematic layout planning and TOPSIS : A case study. Jurnal Teknik Industri, 24(1): 51-64. http://doi.org/10.22219/JTIUMM.Vol24.No1.51-64
[30] Kek, V., Kandasamy, J., Nadeem, S.P., Kumar, A., Šaparauskas, J., Garza-Reyes, J.A., Trinkūnienė, E. (2020). Developing a strategic sustainable facility plan for a hospital layout using ELECTRE and Apples procedure. International Journal of Strategic Property Management, 25(1): 17-33. https://doi.org/10.3846/ijspm.2020.13733
[31] Pérez-Gosende, P., Mula, J., Díaz-Madroñero, M. (2020). Overview of dynamic facility layout planning as a sustainability strategy. Sustainability, 12(19): 8277. https://doi.org/10.3390/su12198277
[32] Süße, M., Ihlenfeldt, S., Putz, M. (2023). ScienceDirect Framework for increasing sustainability of factory systems by generative layout design. Procedia CIRP, 105: 345-350. https://doi.org/10.1016/j.procir.2022.02.057
[33] Li, X., Peng, Y., Guo, Y., Wang, W., Song, X. (2023). An integrated simulation and AHP-entropy-based NR-TOPSIS method for automated container terminal layout planning. Expert Systems With Applications, 225: 120197. https://doi.org/10.1016/j.eswa.2023.120197
[34] Franco, A., Crisostomi, E., Hammoud, M. (2023). Advanced monitoring techniques for optimal control of building management systems for reducing energy use in public buildings. International Journal of Sustainable Development and Planning, 18(7): 2025-2035. https://doi.org/10.18280/ijsdp.180704
[35] Debnath, B., Bari, A.B.M.M., Ali, S.M., Ahmed, T., Ali, I., Kabir, G. (2023). Modelling the barriers to sustainable waste management in the plastic-manufacturing industry: An emerging economy perspective. Sustainable Analysis and Modeling, 3: 100017. https://doi.org/10.1016/j.samod.2023.100017
[36] Zhang, Z., Pan, W. (2021). Multi-criteria decision analysis for tower crane layout planning in high-rise modular integrated construction. Automation in Construction, 127: 103709. https://doi.org/10.1016/j.autcon.2021.103709
[37] Sari, E., Ma'aram, A., Shaharoun, A.M., Chofreh, A.G., Goni, F.A., Klemeš, J.J., Marie, I.A., Saraswati, D. (2021). Measuring sustainable cleaner maintenance hierarchical contributions of the car manufacturing industry. Journal of Cleaner Production, 312: 127717. https://doi.org/10.1016/j.jclepro.2021.127717
[38] Tayal, A., Solanki, A., Preet, S. (2020). Integrated framework for identifying sustainable manufacturing layouts based on big data, machine learning, meta-heuristic and data envelopment analysis. Sustainable Cities and Society, 62: 102383. https://doi.org/10.1016/j.scs.2020.102383
[39] Torabizadeh, M., Mohd, N., Ma, A. (2019). Identifying sustainable warehouse management system indicators and proposing new weighting method. Journal of Cleaner Production, 248: 119190. https://doi.org/10.1016/j.jclepro.2019.119190
[40] Kumar, R., Singh, S.P., Lamba, K. (2018). Sustainable robust layout using big data approach: A key towards Industry 4.0. Journal of Cleaner Production, 204: 643-659. https://doi.org/10.1016/j.jclepro.2018.08.327