Harwin Saptoadi![]() | Anak Agung Putu Susastriawan*
| Anak Agung Putu Susastriawan*![]() | Paruchuri M.V. Subbarao
| Paruchuri M.V. Subbarao![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
A fuel gas from rice husk gasification “a producer gas” has a good potential as a compressed producer gas (CPG) fuel. However, cleaning of the producer gas has to be performed to reduce tar content before compressing into cylinder. The present work aims to investigate performance of spray scrubber on tar removal and energy density of CPG from rice husk gasification. The performance of the scrubber is evaluated at different adsorbent and spray pressure. The adsorbents used are water and waste of cooking oil under spray pressure of 2, 4, 6, and 8 bar. The data taken during the experimental work are producer gas and adsorbent temperatures, gas composition, and gravimetric tar. The data are used to analyze performance of the scrubber in terms of tar removal and cooling effectiveness, and energy density of CPG. The results show that water spray scrubber has higher effectiveness than waste of palm oil scrubber. Pressure of the spray also impacts scrubber’s performance in reducing tar content. Scrubber’s effectiveness improves as stepping up spray pressure. At spray pressure of 6 bar for water scrubber and 8 bar for waste of cooking oil scrubber, the gravimetric tar was 83.33 mg/Nm3 and 83 mg/Nm3 which are suitable for vehicular fuel. The highest tar removal effectiveness of the scrubber is found at spray pressure of 8 bar which are 0.94 and 0.75 for water spray scrubber and waste palm oil scrubber. The highest energy density of the CPG of 2.57 MJ/Nm3 is obtained at water spray pressure of 6 bar.
gasifier, producer gas, rice husk, spray scrubber, tar removal
Biomass waste has huge potential for renewable energy sources. Jain and Sheth [1] stated that biomass energy supplied about 1/7 world energy needed. Various biomass wastes, such as waste from agricultural, forestry, and industry as well as solid municipal wastes have been used. Waste to energy conversion is feasible method in handing solid waste and its utilization [2]. Gasification of biomass waste into producer gas is a promising renewable energy conversion technique since combustion of the producer gas is cleaner than direct combustion of the waste [3]. Considered as one of the most effective methods in upgrading biomass fuel [4], biomass gasification has been widely performed. The producer gas obtained by gasification suitable for burner fuel and stationary IC engines.
During gasification, biomass feedstock experiences sequences thermo-chemical process (drying, pyrolysis, oxidation, and reduction) in reactor called gasifier. Combustible gas, i.e. CO, H2, and CH4 form during reduction through exothermic and endothermic reactions (Eq. (1) to Eq. (4)). Bouduard (Eq. (1)) and Water-Gas (Eq. (2)) reactions are exothermic, meanwhile Water-Gas Shift (Eq. (3)) and Methane Formation (Eq. (4)) reactions are endothermic [5].
C+CO2↔2CO+172 kJ/mol (1)
C+H2O↔CO+H2+131 kJ/mol (2)
CO+H2O↔CO2+H2−41.2 kJ/mol (3)
C+2H2↔CH4−74.8 kJ/mol (4)
Tar presents in the producer gas is a serious problem has to be encountered when the gas is used as IC engine fuel. Tar is a blend of condensable HC, counting aromatic compounds with up to 5 rings as well as PAHs [6, 7]. Since tar has corrosive property, producer gas with high tar content is prohibited for direct use as fuel of IC engines [8]. Tar presents in the producer gas condenses when entering fuel intake manifold, Tar condensate may block and contaminate the engine, thus causes severe damage of the engine for long term use [9]. The producer gas for IC engine application should contain a tar not exceed than 100 mg/Nm3 [10].
Tar removal can be performed inside the gasifier (primary method) or outside the gasifier at producer gas downstream (secondary method). Tar removal using wet scrubber is one many techniques in the secondary method. Various adsorbents have been used in wet scrubbing, such as water, vegetable oil [11], waste cooking oil [12], diesel fuel, biodiesel fuel, and engine oil [13, 14]. The performance of adsorbent was ranked in the order of diesel oil > vegetable oil > biodiesel oil > engine oil > water [15]. Despite good performance of diesel and vegetable oils as adsorbent mediums, their relatively higher cost may not be the best choice to be used commercially. Water adsorbent has the lowest performance due to its limitation of the hydrophobic properties of tar but it has advantage of low-cost investment. The use of waste cooking oil and water can be a good choice for adsorbent medium to reduce the cost and hopefully increase tar removal efficiency from the producer gas.
Unyaphan et al. [14] performed tar removal in producer gas using venturi scrubber. They obtained that removal efficiency of micro-bubbles venturi scrubber was higher 18% compared to the bubbling scrubber. It was found that maximum tar reduction effectiveness up to 89% [16]. Dafiqurrohman et al. [17] used water indirect type condenser and rice straw filter to reduce tar content in a producer gas. The found that the combined indirect water condenser and rice straw could achieve a tar reduction efficiency of 84.87%.
Figure 1 shows a counter flow spray scrubber which is a common configuration used in tar removal. The adsorbent is sprayed downward and the raw producer gas moves upward. Basically, the scrubber’s working principle is similar to spray cooling tower. Cooling of the raw gas and tar removal occurs when adsorbent contacts with the raw gas. The raw gas is cooled by the adsorbent, tar condenses and its condensate is adsorbed by the adsorbent, finally purified producer gas exit at the upper part of the scrubber. Due to high cooling and tar removal efficiency, small size, and low energy needed, spray cooling tower is broadly applied in industry [18]. However, a pump is required to circulate the adsorbent from a tank to the scrubber tube.
Figure 1. Schematic diagram of spray scrubber
Cooling efficiency of the spray scrubber is affected by spray exposure area, and speed of gas flow. Regarding coverage area, pressure of the adsorbent entering the adsorbent inlet has to be considered in order to obtain high performance of the scrubber. Cooling effect increases when air speed reduces for given droplet size. Exposure area improves at slower air speed. This is due to longer time available for droplets to lose their momentum and follow the air stream when air velocity get slower, thus provides wider exposure region [19]. The greatest feasible performance of the counter current spray cooling tower was obtained using radial spray pattern nozzle [20]. Beside exposure area, injection direction of the spray greatly impacts cooling tower performance [21], thus it is important to arrange the nozzle in optimum configuration. Other parameters affecting spray scrubber performance is geometry of venturi section. The square section venturi spray scrubber has a high efficiency of tar removal due to high turbulent kinetic energy [22]. Meanwhile, Zhao et al. [23] improved washing performance of spray tower by using multilayer tray misalignment.
From literatures have been studied, none of those scrubbers is spray type scrubber. In the present work, a spray scrubber is fabricated and its performance is tested. The key objective of the present-day work is to inspect performance of spray scrubber on tar removal and energy density of CPG from rice husk gasification.
The present work is started by fabricating a scrubber at a local mechanical workshop followed by experimental work at Energy Conversion Laboratory of Universitas Gadjah Mada and Manufacturer Laboratory of Universitas AKPRIND Indonesia, both are in Indonesia. Once data are collected, the work is continued by data processing.
2.1 Design and fabrication
Figure 2 presents a technical drawing of the scrubber tube. The scrubber tube (1) is fabricated using mild steel pipe with diameter and length of 152.4 mm and 1050 mm, respectively. The scrubber has two adsorbent inlets (4), one raw gas inlet (2), one purified gas outlet (3) and one adsorbent outlet (5). Both inlet and outlet for gas have a diameter of 50.8 mm. Meanwhile, the diameter of adsorbent inlets and outlet are 30.5 mm and 31.8 mm, respectively.
Figure 2. Technical drawing of the scrubber tube (unit: mm)
2.2 Experimental work
In the present work, a raw producer gas is obtained from rice husk gasification. 5 kg of rice husk is fed into the gasifier through the top of the gasifier. The rice husk bed in the gasifier is ignited using a torch. After 5 minutes, raw producer gas is generated and the raw gas enters the spray scrubber via gas inlet. Adsorbent from the adsorbent tank is pumped to the adsorbent inlet to generate adsorbent spray. The raw producer gas is purified in the scrubber by means of cooling and scrubbing process. The purified producer gas exits the scrubber from gas exit and compressed into a 3 kg CPG tank. The experimental setup of the present work is shown in Figure 3.
Figure 3. The experimental setup
Small amount of raw producer gas as well as the purified gas are by-passed into the impinging bottle filled with Isopropanol (IB 1 and IB 2) for tar gravimetric analysis. Both raw and purified producer gases are collected using vacutainer at gas sampling ports (SP 1 and SP 2) for Gas Chromatograph analysis. Temperatures of the raw producer gas (T1) and the purified producer gas (T2) are measured using K type thermocouples and logged to Graphtec 240 temperature logger. In the present work, the adsorbent investigated are water and waste cooling oil. Mostly, people in Indonesia use palm cooking oil for frying their food. The pressure of the spray is varied at 2, 4, 6, and 8 bar by regulating valve opening to the scrubber. Table 1 gives an adsorbent’s properties regarding fluid flow and heat transfer.
Table 1. Adsorbent properties [24]
|
Adsorbent |
Density (kg/m3) |
Specific Heat (kJ/kg.K) |
|
Water |
1000 |
4.18 |
|
Cooking oil waste |
840 |
1.67 |
2.2.1 Gas chromatograph analysis
Samples of the producer gas in the vacutainer are analyzed using Gas Chromatograph (GC) Shimadzu 2014 at Energy Conversion Laboratory of Universitas Gadjah Mada. The GC has temperature accuracy of ±1% with temperature variation coefficient of 0.01℃/℃. Volume fractions of CO, H2, and CH4 gases obtained from the analysis are used to calculate HHV (higher heating value) of the producer gas.
2.2.2 Gravimetric tar analysis
Gravimetric tar is analyzed using impinging method [25]. Producer gas is shortcut from the gasifier line and impinged to the bottle train filled with Isopropanol (IB) as shown by Figure 3. Flow rates of the gas are measured using rotameters during the test. After the test, Isopropanol is heated in the electric oven at 50℃ for two hours at Manufacturer Laboratory of Universitas AKPRIND Indonesia. Isopropanol evaporates due to heating and left only tar. The tar is then weighed using a digital balance with accuracy of 0.1 g. Tar content is then obtained by comparing mass of tar and volume of the producer gas to the impinging bottle.
2.3 Data processing
Gravimetric tar is used to calculate tar deduction efficacy of the scrubber. Volume fractions of CO, H2, and CH4 are used to calculate energy density in term of higher heating value (HHV) of the CPG. Scrubber’s performance in terms if effectiveness is computed with Eq. (5):
ε=Tar1−Tar2Tar1 (5)
where, ε denotes scrubber’s tar reduction effectiveness, Tar1 and Tar2 denote the gravimetric tar before and following scrubbing, respectively.
Cooling effectiveness of the scrubber is calculated using Eq. (6):
εc=Tg,1−Tg,2Tg,1 (6)
where, εc indicates scrubber’s cooling effectiveness, Tg,1 and Tg,2 indicate raw producer gas temperatures and purified producer gas temperature, accordingly.
Whereas, Eq. (7) is used to calculate gross calorific values of raw and purified producer gas [26].
HHVg=[(x1⋅HHV)CO+(x2⋅HHV)H2+(x3⋅HHV)CH4]100 (7)
where, x1 denotes CO volume fraction, x2 denotes H2 volume fraction, x3 represents CH4 volume fraction. Following Prasad et al. [27], gross heating values of CO = 12.71 MJ/Nm3, H2 = 12.78 MJ/Nm3, and CH4 = 39.76 MJ/Nm3.
Once the data of tar content, scrubbing temperature, tar removal effectiveness and energy density of the CPG are obtained, the results are discussed in the following section.
3.1 Tar removal effectiveness
Figure 4(a) and 4(b) show the gravimetric tar of the producer gas with water and waste of cooking oil adsorbent at spray pressures of 2, 4, 6, and 8 bar. The use of water spray as well as waste of frying oil is able to lessen tar presents in the purified gas. Furthermore, to obtain tar content lower than acceptable value for IC engine fuel, i.e. 100 mg/Nm3, the spray pressure should be 6 bar for water scrubber and 8 bar for waste of frying oil scrubber. The tar content after scrubbing were 83.33 mg/Nm3 for water scrubber at spray pressure of 6 bar and 83 mg/Nm3 for waste of cooking oil scrubber at spay pressure of 8 bar. The CPG is suitable for an IC engine fuel.
(a) Water spray
(b) Cooking oil waste spray
Figure 4. Gravimetric tar at various pressures
Eq. (5) is used to figure out the effect of spray pressure and adsorbent type on tar removal effectiveness. Figure 5 displays an effect of spray pressure on spray effectiveness. From Figure 5, one can spot that the trend of tar deduction effectiveness of the spray scrubber improves as spray pressure increases. It means that more tar is absorbed by the adsorbent when higher spray pressure is applied. Higher spray pressure produces higher turbulency that results in enhancing cooling of the raw gas, and in turns more tar condenses and dissolves into the adsorbent. Besides, increasing spray pressure causes larger spray angle generated, which affects larger contact area between producer gas and the adsorbent which also improve cooling of the raw gas. The peak tar reduction effectiveness using water adsorbent and using palm oil adsorbent occur at spray pressure of 8 bar.
Figure 5. An effect of pressure on tar reduction effectiveness
Figure 6 presents the photograph of the water and palm oil sprays at pressure of 2, 4, and 6 bar during cold test. It can be seen that spread angle (a) of the spray increases as increasing spray pressure. It means coverage area of the spray increases as increasing spray pressure. Larger coverage area between producer gas and the spray leads to enhance heat absorption of the raw gas and efficiency of cooling process [19], thus tar absorption rate improves with increasing spray pressure.
(a) Water spray
(b) Cooking oil waste spray
Figure 6. An effect of pressure on spread angle of the spray
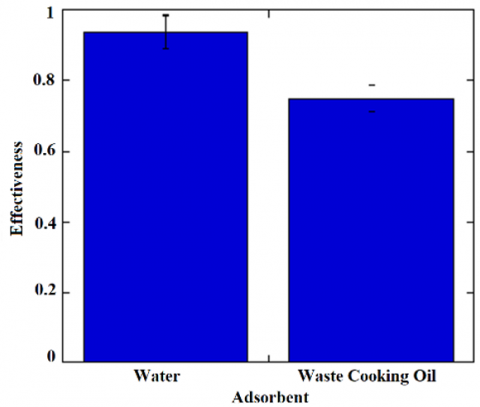
Meanwhile, Figure 7 presents an effect of adsorbent type on scrubber performance in term of tar reduction effectiveness at spray pressure of 8 bar. The tar purification effectiveness is found to be 0.94 and 0.75 for scrubber with water adsorbent and waste of cooking oil adsorbent, respectively. It can be figured out that the tar ejection effectiveness of the water scrubber is better than that of the cooking oil waste scrubber, which means that absorption ability of water is higher than the oil waste in the present work. This outcome is in contrast with work described by Phuphuakrat et al. [15] who stated that absorption efficiency of oily adsorbent was better than water adsorbent. This contrast may due to the present work uses spray scrubber whereas their previous work used packed bed type scrubber. Differ with packed bed scrubber, the performance of the spray scrubber is affected not only by adsorbent type but also by spray pressure. The coverage area of the water spray is larger than that of waste cooking oil spray at given pressure. Larger coverage area means wider heat transfer area between the raw gas and the adsorbent, hence increases cooling rate and finally increases scrubbing efficiency.
Figure 7. An effect of adsorbent on tar cleaning effectiveness
3.2 Cooling effectiveness
Figure 8 presents raw gas temperature entering the scrubber and purified gas temperature exits the scrubber and cooling effectiveness of the scrubber. Purified gas temperature at scrubber’s exit is lower than raw gas temperature at scrubber’s entrance which indicates cooling process take place in the scrubber tube. The trend occurs for either with water adsorbent or waste of cooking oil. The plots of cooling effectiveness show that the cooling effectiveness of the scrubber tend to increase as enhancing pressure of water spray as well as waste of cooking oil spray. This indicates that cooling process is better at higher spray pressure. For any given cooling time, higher heat rate is obtained from the raw gas to the adsorbent at elevate pressure, i.e. shorter cooling time requires when higher pressure is applied. A larger spread angle of the scrubber at higher spray pressure enhances contact area between the adsorbent ant the gas which leads in improving cooling rate.
(a) Water scrubber
(b) Cooking oil waste scrubber
Figure 8. Temperature of producer gas and cooling effectiveness
3.3 CPG’s energy density
CPG’s energy density is defined as amount of energy content per unit volume of CPG and figured out in term of higher heating value of CPG (HHVg). Figure 9 displays HHVg after and before scrubbing using water and waste of cooking oil adsorbents. The figures indicates that scrubbing process using the spray scrubber is able to increase HHVg. The graphs show that HHVg is higher after scrubbing process, either using water adsorbent or waste of cooking oil waste scrubber. Regarding spray pressure effect, it can be seen that HHVg enhances as increasing spray pressure from 2 bar to 6 bar and declines at spray pressure of 8 bar. The highest HHVg at pressure of 6 bar are 2.57 and 2.43 MJ/Nm3 for water scrubber and the oil waste scrubber. This is due to CO2 volume fraction in the CPG which decreases after scrubbing, resulting in more combustible gas CO, H2, and CH4 present in the CPG per unit volume. Thus, HHVg enhances due to increasing combustible gas fractions.
(a) Water spray scrubber
(b) Cooking oil waste spray scrubber
Figure 9. HHV of the producer gas
Figure 10. CO2 volume fraction and its removal efficiency
Meanwhile, Figure 10 presents an effect of water spray pressure on CO2 reduction of the CPG. Volume fraction of CO2 in the producer gas decreases after water scrubbing at all spray pressure observed. Percentage of CO2 removal using water spray scrubber reaches maximum of 16.47% at water spray pressure of 8 bar. This value is lower than CO2 removal efficiency of after burning CO2 reduction by spray scrubber pilot-plant CASPAR [28] and using spray scrubber with amine-based solvents [29]. The CASPAR and the amine-based solvents spray scrubber are reported having CO2 removal efficiencies of 83% and 90%.
A spray scrubber for tar removal of rice husk producer gas is developed and tested with water and waste of cooking oil. The test is conducted at spray pressure of 2, 4, 6, and 8 bar. It can be concluded that adsorbent material affects the scrubber’s perfomance in terms tar reduction effectiveness. Water spray scrubber has a higher effectiveness than waste of palm oil scrubber in the present work. Pressure of the spray also impacts scrubber’s performance in reducing tar content. Scrubber’s effectiveness improves as stepping up spray pressure. At spray pressure of 6 bar for water scrubber and 8 bar for waste of cooking oil scrubber, the gravimetric tar were 83.33 mg/Nm3 and 83 mg/Nm3 which are suitable for vehicular fuel. The highest tar removal effectiveness of the scrubber is found at spray pressure of 8 bar which are 0.94 and 0.75 for water spray scrubber and waste palm oil scrubber. Tar removal using spray scrubber is able to improve gross heating value of the purified gas, thus the CPG’s energy density increases. The spray scrubber able to maintain tar content of the producer gas within standard value for IC engine application (lower than 100 mg/Nm3). The spray scrubber has good potential to be applied in biomass gasifier-IC engine system. For the future work, it is suggested to attach insulation on the scrubber wall and figure out its effect on performance of the spray scrubber.
The authors gratefully thank to Direktorat Penelitian- Universitas Gadjah Mada for providing the Post Doctoral funding to conduct Post-Doctoral Program Batch-2 2022 at Department of Mechanical and Industrial Engineering, Faculty of Engineering, Universitas Gadjah Mada.
[1] Jain, T., Sheth P.N. (2019). Design of energy utilization test for a biomass cook stove: Formulation of an optimum air flow recipe. Energy, 166: 1097-1105. https://doi.org/10.1016/j.energy.2018.10.180
[2] Ouda, O.K., Raza, S.A., Al-Waked, R., Al-Asad, J.F., Nizami, A.S. (2017). Waste-to-energy potential in the Western Province of Saudi Arabia. Journal of King Saud University-Engineering Sciences, 29(3): 212-220. https://doi.org/10.1016/j.jksues.2015.02.002
[3] Hernández, J.J., Aranda-Almansa, G., Bula, A. (2010). Gasification of biomass wastes in an entrained flow gasifier: Effect of the particle size and the residence time. Fuel Processing Technology, 91(6): 681-692. https://doi.org/10.1016/j.fuproc.2010.01.018
[4] Erkiaga, A., Lopez, G., Amutio, M., Bilbao, J., Olazar, M. (2014). Influence of operating conditions on the steam gasification of biomass in a conical spouted bed reactor. Chemical Engineering Journal, 237: 259-267. https://doi.org/10.1016/j.cej.2013.10.018
[5] Basu, P. (2010). Biomass Gasification and Pyrolysis: Practical Design and Theory. Academic Press.
[6] Anis, S., Zainal, Z.A. (2011). Tar reduction in biomass producer gas via mechanical, catalytic and thermal methods: A review. Renewable and Sustainable Energy Reviews, 15(5): 2355-2377. https://doi.org/10.1016/j.rser.2011.02.018
[7] Woolcock, P.J., Brown, R.C. (2013). A review of cleaning technologies for biomass-derived syngas. Biomass and Bioenergy, 52: 54-84. https://doi.org/10.1016/j.biombioe.2013.02.036
[8] Pallozzi, V., Di Carlo, A., Bocci, E., Carlini, M. (2018). Combined gas conditioning and cleaning for reduction of tars in biomass gasification. Biomass and Bioenergy, 109: 85-90. https://doi.org/10.1016/j.biombioe.2017.12.023
[9] Zhai, M., Wang, X., Zhang, Y., Dong, P., Qi, G., Huang, Y. (2015). Characteristics of rice husk tar secondary thermal cracking. Energy, 93: 1321-1327. https://doi.org/10.1016/j.energy.2015.10.029
[10] Milne, T.A., Evans, R.J., Abatzaglou, N. (1998). Biomass Gasifier ''Tars'': Their Nature, Formation, and Conversion. https://doi.org/10.2172/3726
[11] Bhave, A.G., Vyas, D.K., Patel, J.B. (2008). A wet packed bed scrubber-based producer gas cooling-cleaning system. Renewable Energy, 33(7): 1716-1720. https://doi.org/10.1016/j.renene.2007.08.014
[12] Ahmad, N.A., Zainal, Z.A. (2016). Performance and chemical composition of waste palm cooking oil as scrubbing medium for tar removal from biomass producer gas. Journal of Natural Gas Science and Engineering, 32: 256-261. https://doi.org/10.1016/j.jngse.2016.03.015
[13] Unyaphan, S., Tarnpradab, T., Takahashi, F., Yoshikawa, K. (2017). Improvement of tar removal performance of oil scrubber by producing syngas microbubbles. Applied Energy, 205: 802-812. https://doi.org/10.1016/j.apenergy.2017.08.071
[14] Unyaphan, S., Tarnpradab, T., Takahashi, F., Yoshikawa, K. (2017). An investigation of low cost and effective tar removal techniques by venturi scrubber producing syngas microbubbles and absorbent regeneration for biomass gasification. Energy Procedia, 105: 406-412. https://doi.org/10.1016/j.egypro.2017.03.333
[15] Phuphuakrat, T., Namioka, T., Yoshikawa, K. (2011). Absorptive removal of biomass tar using water and oily materials. Bioresource Technology, 102(2): 543-549. https://doi.org/10.1016/j.biortech.2010.07.073
[16] Surjosatyo, A., Anggriawan, M.B., Hermawan, A.A., Dafiqurrohman, H. (2019). Comparison between secondary thermal cracking methods and venturi scrubber filtering in order to reduce tar in biomass gasification. Energy Procedia, 158: 749-754. https://doi.org/10.1016/j.egypro.2019.01.200
[17] Dafiqurrohman, H., Setyawan, M.I.B., Yoshikawa, K., Surjosatyo, A. (2020). Tar reduction using an indirect water condenser and rice straw filter after biomass gasification. Case Studies in Thermal Engineering, 21: 100696. https://doi.org/10.1016/j.csite.2020.100696
[18] Liu, N., Zhang, L., Jia, X. (2017). The effect of the air water ratio on counter flow cooling tower. Procedia Engineering, 205: 3550-3556. https://doi.org/10.1016/j.proeng.2017.09.925
[19] Alkhedhair, A., Guan, Z., Jahn, I., Gurgenci, H., He, S. (2015). Water spray for pre-cooling of inlet air for natural draft dry cooling towers–experimental study. International Journal of Thermal Sciences, 90: 70-78. https://doi.org/10.1016/j.ijthermalsci.2014.11.029
[20] Kranc, S.C. (2007). Optimal spray patterns for counterflow cooling towers with structured packing. Applied Mathematical Modelling, 31(4): 676-686. https://doi.org/10.1016/j.apm.2005.11.027
[21] Sun, Y., Guan, Z., Gurgenci, H., Hooman, K., Li, X., Xia, L. (2017). Investigation on the influence of injection direction on the spray cooling performance in natural draft dry cooling tower. International Journal of Heat and Mass Transfer, 110: 113-131. https://doi.org/10.1016/j.ijheatmasstransfer.2017.02.069
[22] Luan, Z., Liu, X., Zheng, M., Zhu, L. (2017). Numerical simulation of square section venturi scrubber with horizontal spray. Procedia Computer Science, 107: 117-121. https://doi.org/10.1016/j.procs.2017.03.066
[23] Zhao, L., Feng, X., Chen, J., Shui, Z., Yang, T., Duan, G. (2024). Gas purification in a scrubber tower: Effects of the multilayer tray misalignment. Case Studies in Thermal Engineering, 55: 104130. https://doi.org/10.1016/j.csite.2024.104130
[24] Susastriawan, A.A., Purwanto, Y., Vindo, K., Hariyanto, A. (2021). An effect of spray configuration and adsorbent material on performance of the spray scrubber in the downdraft gasifier-engine system. Jurnal Teknologi, 83(6): 167-174. https://doi.org/10.11113/jurnalteknologi.v83.16818
[25] Son Y.I., Yoon S.J., Kim Y.K., Lee J.G. (2011). Gasification and power generation characteristics of woody biomass utilizing a downdraft gasifier. Biomass and Bioenergy, 35(10): 4215-4220. https://doi.org/10.1016/j.biombioe.2011.07.008
[26] Susastriawan, A.A., Saptoadi, H. (2023). Effect of air supply location and equivalence ratio on thermal performance of downdraft gasifier fed by wood sawdust. Journal of Sustainable Development of Energy, Water, and Environmental Systems, 11(1): 1-10. https://doi.org/10.13044/j.sdewes.d10.0435
[27] Prasad, L., Subbarao, P.M.V., Subrahmanyam, J.P. (2015). Experimental investigation on gasification characteristic of high lignin biomass (Pongamia shells). Renewable Energy, 80: 415-423. https://doi.org/10.1016/j.renene.2015.02.024
[28] Zimmermann, S., Schmid, M.O., Klein, B., Scheffknecht, G. (2017). Experimental studies on spray absorption with the post combustion CO2 capture pilot-plant CASPAR. Energy Procedia, 114: 1325-1333. https://doi.org/10.1016/j.egypro.2017.03.1252
[29] Seyboth, O., Zimmermann, S., Heidel, B., Scheffknecht, G. (2014). Development of a spray scrubbing process for post combustion CO2 capture with amine based solvents. Energy Procedia, 63: 1667-1677. https://doi.org/10.1016/j.egypro.2014.11.176