Wei Gao![]() | Xiaohan Zuo
| Xiaohan Zuo![]() | Xiaolei Liu
| Xiaolei Liu![]() | Lei Yan
| Lei Yan![]() | Junjie Pang
| Junjie Pang![]() | Wei Qiao
| Wei Qiao![]() | Xiangjun Xu
| Xiangjun Xu![]() | Yuxing Liang
| Yuxing Liang![]() | Yuegang Bu*
| Yuegang Bu*![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This paper conducts an energy efficiency assessment of the steam system in a cigarette factory. By analyzing different heat-consuming units, a heat utilization model is established to calculate the thermal efficiency and exergy efficiency of each unit and to identify factors affecting the efficiency of units with low heat utilization. The results indicate that the exergy efficiency of the steam system is only 7.13%, with significant exergy losses. Among these, the exergy efficiency of the production system is 4.20%, followed by the exergy efficiency of the heat source at 34.80%. Based on these findings, an energy-saving retrofit plan utilizing flue gas waste heat to provide hot water is proposed. This approach can improve boiler efficiency by 11.5%, demonstrating effective results.
steam system, energy efficiency assessment, thermal efficiency, exergy efficiency
Steam, as a clean and efficient form of energy, plays a crucial role in the production processes of enterprises [1]. In cigarette factories, steam is primarily used to provide the necessary heat to ensure the continuity and stability of the production process. Currently, tobacco enterprises still face issues such as low efficiency in steam utilization and insufficient recovery [2]. Conducting an energy efficiency analysis of the enterprise system and rational utilization of steam resources are of great significance for improving energy utilization efficiency, reducing production costs, and minimizing environmental impact [3].
From the literature, it is known that Qiao et al. [4] conducted tests and analysis on the energy consumption status of the air conditioning system in a cigarette factory. Based on the characteristics of the heat and moisture load of the cigarette factory, they improved the energy efficiency of the air conditioning system and reduced energy consumption through technical renovation and optimization of operations. Xiao et al. [5] analyzed the performance of the central air conditioning system during summer and winter and found that the start-up strategies and set parameters of the chiller, chilled water pump, and cooling water pump were all unreasonable, and they eventually provided optimization suggestions on the number of operating units and set parameters. Wang and Wang [6] analyzed the feasibility and economic efficiency of various waste heat recovery methods in cigarette factories. In the entire system of a cigarette factory, steam is used as a medium to transfer energy, and the operation of each system is complementary and affects one another. The aforementioned literature [4-6] only conducted energy-saving analysis from the perspective of a specific system in the whole factory, which cannot comprehensively analyze the overall energy efficiency utilization level of the entire factory. Therefore, this paper starts from the steam system of a cigarette factory to analyze the overall energy efficiency level and energy-saving potential of the entire factory.
Energy efficiency analysis includes energy analysis and exergy analysis. Energy analysis is an important means of assessing the efficiency of heat energy conversion and utilization in the production process of a cigarette factory [7]. This paper takes the steam system of a cigarette factory as an example to analyze the energy consumption characteristics of various energy-consuming parts of the cigarette factory. The steam system of a cigarette factory covers multiple energy-consuming parts such as heating, bathing, canteen, production, and air conditioning, each with different energy demand and consumption characteristics. To accurately evaluate the energy efficiency of the system, this paper performs statistics and analysis on the energy consumption data during the heating season. Through the energy efficiency analysis of each subsystem, the energy efficiency of each part is determined, and parts of the system with significant energy consumption losses are identified to find ways for improvement. Through the research in this paper, it is expected to provide data for improving energy efficiency in cigarette factories and even other industrial fields.
2.1 Composition of the steam system
The energy system of the target cigarette factory mainly relies on steam as a power source. The factory is equipped with three 20 t/h and one 4 t/h gas-fired steam boilers. The saturated steam generated by the heat source is divided into three routes through the steam distribution cylinder: domestic steam, production steam, and steam for the deaeration room. Domestic steam includes steam for heating in the production workshop, bathing, canteen, garage heat exchange station, North Plant air conditioning (Lotus warehouse), and South Plant air conditioning. The steam for the South Plant air conditioning unit is transported through steam distribution cylinder 1 to the cigarette rolling and packing air conditioning unit, leaf storage air conditioning unit, and cut tobacco storage air conditioning unit. Production steam is mainly used for the production workshop, and the steam is transported through steam distribution cylinders 2 and 3 to different materials. The steam for the deaeration room mainly provides steam for the deaeration room heat exchange unit.
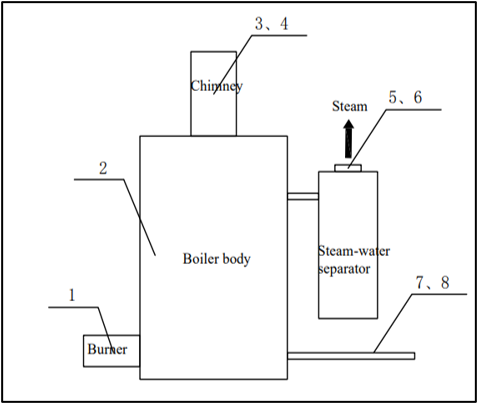
The steam system flow of the Zhangjiakou cigarette factory is shown in Figure 1.
Figure 1. Steam system flow diagram
2.2 Current operating status
2.2.1 Current status of heat sources
The operating mode of the three 20 t/h gas-fired boilers is two in use and one on standby, and the load of the two operating boilers is relatively low. The main parameters of the boiler operation are shown in the Table 1.
Table 1. Main parameters of 20 t/h gas-fired boilers
|
Item |
Value |
Unit |
|
Rated evaporation capacity of the boiler |
20 |
t/h |
|
Lower heating value of the fuel |
35579.74 |
KJ/m³ |
|
Feed water temperature |
100 |
℃ |
|
Feed water pressure |
0.6 |
MPa |
|
Fuel consumption |
1487 |
m³/h |
|
Air temperature |
20 |
℃ |
|
Excess air coefficient |
1.56 |
|
|
Rated steam pressure |
1.6 |
MPa |
|
Rated steam temperature |
204 |
℃ |
|
Flue gas temperature |
120 |
℃ |
In the actual production process, the boilers did not reach the rated evaporation capacity, and the generated steam temperature was 181℃ with a steam pressure of 1.03 MPa. The exergy coefficient of the gas fuel is 0.95 [8].
2.2.2 Current status of steam pipelines
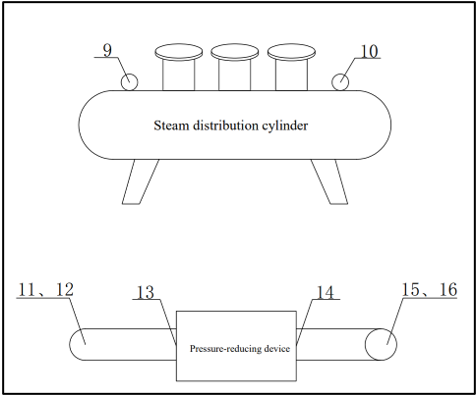
The steam generated by the boilers is transported to various steam-consuming locations through the steam distribution cylinders. The steam pipelines are mainly divided into four routes, and the specific flow is shown in Figure 2. The main parameters of each pipeline are listed in Table 2.
Figure 2. Main steam pipeline distribution diagram
Table 2. Main steam pipeline parameters table
|
No. |
Inlet Pressure |
Outlet Pressure |
Inlet Temperature |
Outlet Temperature |
Remarks |
|
MPa |
MPa |
℃ |
℃ |
||
|
1 |
1.03 |
0.24 |
181 |
181 |
Deaeration room heat exchange station |
|
2 |
1.03 |
0.32 |
181 |
145.8 |
Canteen |
|
141.8 |
Garage heat exchange station |
||||
|
142.7 |
Lotus warehouse |
||||
|
3 |
1.03 |
0.31 |
181 |
150 |
Steam distribution cylinder 1 |
|
4 |
1.03 |
1.03 |
181 |
180 |
Steam distribution cylinders 2, 3 |
Table 3. Main parameters of heat exchange stations
|
System |
Location |
Primary Side Steam Temperature |
Return Water Temperature |
Hot Water (Hot Air) Inlet and Outlet Temperature |
|
Unit |
℃ |
℃ |
℃ |
|
|
Heating System |
Deaeration room heat exchange station |
180 |
42 |
70/40 |
|
Garage heat exchange station |
141.8 |
42 |
70/40 |
|
|
Air Conditioning System |
Cut tobacco storage room |
141.5 |
22 |
24/28 |
|
Cigarette rolling and packing workshop |
138.4 |
22 |
22/26 |
|
|
Leaf storage room |
141.5 |
22 |
25/29 |
|
|
Lotus warehouse |
142.7 |
22 |
25.2/29.6 |
|
2.2.3 Heat exchangers
The heating system's deaeration room heat exchange station and garage heat exchange station use primary steam for heat exchange. The heat exchange equipment is a plate heat exchanger. The equipment in the air conditioning system is a combined air conditioning unit, which is set in the Lotus warehouse, cut tobacco storage room, cut tobacco workshop, cigarette rolling and packing workshop, and leaf storage room. Air treatment includes four processes: spraying, surface cooling, heating, and humidification. Steam is consumed in the heating and humidification processes, and the heat exchangers in the heating section are analyzed for energy efficiency. The main parameters of the heat exchangers in the heating and air conditioning systems are shown in Table 3.
2.2.4 Production equipment
The primary processes in the cigarette factory's cut tobacco workshop are the leaf processing process, the leaf cutting process, and the stem cutting process. The main steam-consuming equipment in the cut tobacco workshop includes the loosening humidifier, feeding humidifier, hot air leaf moistener, HT humidifier, thin-plate dryer, stem feeding machine, stem humidifier, and stem expander. All steam heating equipment is uniformly supplied with steam by the boiler room, and the working steam is saturated steam with a working pressure between 1.0 and 1.03 MPa.
3.1 Theoretical basis
In this steam system, an exergy balance analysis is conducted using a grey-box model, which considers all equipment in the system as black-box models. The types of exergy involved include heat exergy and exergy of steady-flow systems.
The exergy change caused by the temperature difference in the temperature field is called heat exergy:
Ext=∫TT0mCp(1−T0T)dT
where, Cp is the specific heat capacity at constant pressure.
Under normal circumstances, a steady-flow system is stationary relative to the ground and has no change in height, so the macroscopic kinetic energy and potential energy are negligible. Therefore, the exergy of a steady-flow system can be expressed as:
E=H−H0−T0( S−S0)
where: H is the enthalpy of the system; H0 is the enthalpy of the environment; S is the entropy of the system; S0 is the entropy of the environment.
3.2 System energy utilization model construction
3.2.1 Thermal efficiency model
η= Output heat Input heat =1− Heat loss Input heat
The thermal efficiency of heat sources, pipelines, heat exchangers, and production equipment can be calculated using the above formula. Taking the heat source as an example, the input energy includes the chemical energy of the fuel and electrical energy, the output heat is the effective energy used to heat water into steam, and the heat loss includes flue gas loss, radiation loss, and incomplete combustion gas loss.
3.2.2 Exergy efficiency model
(1) Each energy-consuming unit can be regarded as a black-box model, and the specific energy flow of each energy-utilization model is shown in Table 4.
Table 4. Exergy model of energy-utilizing units
|
Item |
Formula |
Input Exergy |
Output Exergy |
|
Heat Source |
ηry=E6Er=1−∑5i=1EiEr |
Chemical exergy of fuel |
Sum of various exergy losses or effective utilization exergy |
|
Pipeline |
ηgw=EcEr |
Heat exergy at pipeline inlet |
Heat exergy at pipeline outlet |
|
Heat Exchanger |
ηhr=ELER |
Heat exergy on the steam side |
Heat exergy on the hot water side |
|
Series Model |
η=η1∗η2∗ηi |
ηi——Exergy efficiency of each unit in a parallel unit |
|
|
Parallel Model |
η=∑ni=1EiEz∗ηi |
Ei——Input exergy of each unit in a parallel unit |
|
3.3 Experimental testing points and tools
The energy efficiency test of the steam system was conducted during the heating season under normal production conditions and stable and reliable equipment operation. The effective testing time is no less than 2 hours, and the test is strictly carried out according to the standards. Energy efficiency tests were conducted for heat sources, pipelines, heat exchangers, and production equipment. The specific testing points are shown in Figures 3-6 and Table 5.
Figure 3. Boiler testing point layout diagram
Figure 4. Steam distribution cylinder and pipeline testing point layout diagram
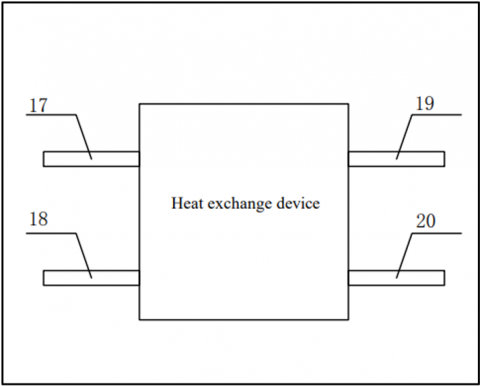
Figure 5. Heat exchange device testing point layout diagram
Figure 6. Production equipment layout diagram
Table 5. Steam system energy efficiency testing points
|
No. |
Test Item |
Test Point |
|
1 |
Air temperature into the boiler |
Before the burner |
|
2 |
Boiler surface temperature |
Boiler body |
|
3 |
Flue gas temperature |
Flue gas pipeline or central control room |
|
4 |
Flue gas composition |
Flue gas pipeline |
|
5 |
Steam outlet pressure |
Pressure gauge at the top of the boiler |
|
6 |
Steam outlet temperature |
Thermometer at the top of the boiler |
|
7 |
Feed water temperature |
Feed water pipeline or central control room |
|
8 |
Feed water flow rate |
Feed water pipeline |
|
9 |
Steam distribution cylinder temperature |
Thermometer |
|
10 |
Steam distribution cylinder pressure |
Pressure gauge |
|
11 |
Pipeline inlet temperature |
Steam transport pipeline |
|
12 |
Pipeline inlet pressure |
Steam transport pipeline pressure gauge |
|
13 |
Pressure before steam transport pipeline pressure reducing device |
Pressure gauge |
|
14 |
Pressure after steam transport pipeline pressure reducing device |
Pressure gauge |
|
15 |
Pipeline outlet temperature |
Steam transport pipeline |
|
16 |
Pipeline outlet pressure |
Steam transport pipeline pressure gauge |
|
17 |
Inlet temperature and pressure on the primary side of the heat exchange device |
Thermometer, pressure gauge |
|
18 |
Outlet temperature and pressure on the primary side of the heat exchange device |
Thermometer, pressure gauge |
|
19 |
Inlet temperature and pressure on the secondary side of the heat exchange device |
Thermometer, pressure gauge |
|
20 |
Outlet temperature and pressure on the secondary side of the heat exchange device |
Thermometer, pressure gauge |
|
21 |
Inlet and outlet temperatures and moisture of tobacco entering different equipment |
Moisture meter and machine control panel |
|
22 |
||
|
23 |
||
|
24 |
||
|
25 |
In the above tests, natural gas consumption can be directly collected from the central control room, so the test points are not marked. The flow rates of the heat medium and cold medium in the heat exchange devices are measured using ultrasonic flow meters. By setting parameters and inputting information such as the outer diameter, wall thickness, and material of the pipeline, and selecting fluid type, sensor type, and installation method, the sensors are installed on the required test pipeline, ensuring correct spacing to obtain the required flow data.
The models of the equipment used in the above tests are shown in Table 6.
Table 6. Steam system testing equipment
|
Instrument |
Model |
Accuracy |
|
Ultrasonic Flow Meter |
TDS-100H |
1% |
|
Infrared Thermometer |
Testo 835 |
±(0.5℃ + 0.5 % of the measured value) |
|
Temperature and Humidity Meter |
Testo 440 |
±0.4 ℃ (-40 ~ -25.1 ℃) |
|
±0.3 ℃ (-25 ~ +74.9 ℃) |
||
|
±0.4 ℃ (+75 ~ +99.9 ℃) |
||
|
±0.5% of the measured value (other ranges) |
||
|
Flue Gas Analyzer |
Testo 335 |
|
|
Heat Flux Meter |
HFM-215N |
|
|
Moisture Meter |
MCT460-T |
+/-0.1 to 0.5% |
Through testing and data collection of the entire factory's steam system, the energy efficiency of different energy-consuming locations is calculated using the formulas mentioned above to identify the locations with the lowest energy efficiency and analyze the influencing factors.
4.1 Energy efficiency analysis of heat sources
This paper takes the historical data from 2019 as an example to calculate the thermal efficiency and exergy efficiency of the heat source. By analyzing the daily average thermal efficiency and daily average exergy efficiency of each month, the factors affecting their efficiency are identified. The positive and negative balance calculation methods specified in the TSG G 0003-2010 "Rules for Testing and Evaluating Energy Efficiency of Industrial Boilers" [10] and the above formulas are used to obtain the daily average thermal efficiency and daily average exergy efficiency of the boiler. The specific data results are shown in Tables 7 and 8.
Table 7. Daily average thermal efficiency of heat source during heating season in 2019
|
Item |
Unit |
January |
February |
March |
October |
November |
December |
|
Input energy |
KJ/h |
35448939.98 |
20990460.34 |
28507792.28 |
21715723.69 |
27816136.96 |
33390296.22 |
|
Effective utilization energy |
KJ/h |
27352188.33 |
15643877.50 |
22334340.83 |
18792330.83 |
23023065.00 |
27155410.00 |
|
Radiation loss |
KJ/h |
460836.22 |
272875.98 |
370601.30 |
282304.41 |
361609.78 |
434073.85 |
|
Flue gas loss |
KJ/h |
7588682.30 |
5045260.81 |
5765157.94 |
2613915.87 |
4395749.15 |
5757526.28 |
|
Incomplete combustion gas loss |
KJ/h |
70897.88 |
41980.92 |
57015.58 |
43431.45 |
55632.27 |
66780.59 |
|
Total loss |
KJ/h |
8120416.40 |
5360117.71 |
6192774.82 |
2939651.73 |
4812991.21 |
6258380.72 |
|
Boiler efficiency |
% |
77.09 |
74.46 |
78.28 |
86.46 |
82.70 |
81.26 |
|
Load rate |
% |
59.58 |
35.83 |
49.58 |
50.21 |
55.00 |
67.08 |
Table 8. Daily average exergy efficiency of heat source during heating season in 2019
|
Item |
Unit |
January |
February |
March |
October |
November |
December |
|
Input exergy |
KJ/h |
37418325.54 |
22156597.02 |
30091558.52 |
22922152.78 |
29361477.90 |
35245312.68 |
|
Effective utilization exergy |
KJ/h |
12636168.53 |
7418028.68 |
10201038.34 |
7976909.17 |
10097412.25 |
12064470.53 |
|
Radiation exergy loss |
KJ/h |
29934.66 |
17725.28 |
24073.25 |
18337.72 |
23489.18 |
28196.25 |
|
Flue gas exergy loss |
KJ/h |
879330.65 |
584934.16 |
668032.60 |
302572.42 |
507953.57 |
666136.41 |
|
Incomplete combustion gas exergy loss |
KJ/h |
71094.82 |
42097.53 |
57173.96 |
43552.09 |
55786.81 |
66966.09 |
|
Irreversible combustion exergy loss |
KJ/h |
14428506.33 |
8543583.81 |
11603304.96 |
8838782.11 |
11321785.88 |
13590592.57 |
|
Irreversible heat transfer exergy loss |
KJ/h |
9373290.55 |
5550227.55 |
7537935.41 |
5741999.27 |
7355050.21 |
8828950.83 |
|
Total exergy loss |
KJ/h |
24782157.00 |
14738568.34 |
19890520.18 |
14945243.61 |
19264065.65 |
23180842.15 |
|
Exergy efficiency |
% |
33.77 |
33.48 |
33.90 |
34.80 |
34.39 |
34.23 |
|
Load rate |
% |
59.58 |
35.83 |
49.58 |
50.21 |
55.00 |
67.08 |
It can be seen from Table 7 that the highest daily average thermal efficiency of the heat source in 2019 is 86.54% in October, and the lowest is 74.53% in February. From the perspective of positive balance, the factors affecting the thermal efficiency of the heat source include the feedwater volume and natural gas consumption. Regarding the influence of latent heat of vaporization and steam humidity, since the boiler is equipped with a steam-water separator, the water droplet content in the separated steam is relatively low, and its impact on this efficiency test can be ignored. This paper analyzes from the water-to-gas ratio (the ratio of feedwater volume to natural gas consumption). According to the definition of positive balance, after determining the enthalpy of steam, the enthalpy of feedwater, and the lower calorific value of natural gas on a received basis, the larger the water-to-gas ratio, the higher the thermal efficiency of the heat source. An increase in thermal efficiency leads to an increase in the rate of steam production per unit time, and the load rate of the heat source also increases accordingly. The highest load rate in the table is 67.08%, but the thermal efficiency at this time is 81.33%. The comparison of values between January and December, February and October, March and November shows that when the input energy difference is not significant, the thermal efficiency of the heat source increases with the increase in the load rate. However, the thermal efficiency of the heat source increases first and then decreases with the load rate [11]. When the load rate is too low, the combustion flame of the burner cannot fill the furnace, and both air and fuel cannot be fully utilized, reducing the radiation efficiency of the furnace body. When the load rate is too high, the fragility of the equipment and its auxiliary pipelines increases. At this time, the amount of fuel mixed inside the burner exceeds the air flow rate, resulting in incomplete combustion of the fuel, and part of the fuel is discharged from the flue, leading to a decrease in the thermal efficiency of the heat source.
From the perspective of negative balance, the losses that affect the thermal efficiency of the heat source include radiation loss, incomplete combustion gas loss, and flue gas loss, among which the flue gas loss accounts for the largest proportion. The value of flue gas loss mainly depends on the flue gas temperature and air coefficient [12]. In this paper, the flue gas temperature reaches a maximum of around 120℃, and the air coefficient is 1.5597. Besides sensible heat, the flue gas emitted from gas boilers also contains a large amount of latent heat, most of which can be recovered through contact heat exchange equipment [13]. The dew point of flue gas is generally 58℃. If the flue gas temperature is reduced below the dew point, the recovery of steam latent heat can effectively improve boiler thermal efficiency. In actual production, under certain load conditions of industrial boilers, an excessively high or low excess air coefficient will adversely affect the thermal efficiency of the industrial boiler. In addition, according to the Specifications for environmental protection product Middle little style oil-burning gas-burning boiler (HJ/T 287-2006), the excess air coefficient for oil and gas-fired industrial boilers with a power not greater than 45.5 MW (≤65 t/h) should be between 1.1 and 1.2 [14].
As shown in Table 8, in the exergy analysis, the proportion of flue gas exergy loss is low throughout the heating season. The reason is that the energy quality of flue gas is low and there is little available exergy [15]. Therefore, from the perspective of exergy analysis, flue gas exergy loss is not a potential area for energy saving. The main losses are combustion and heat transfer exergy losses. Irreversible combustion exergy loss is the difference between the exergy of the combustion products and the chemical exergy of the fuel. This loss is an objective, irreversible phenomenon that can only be controlled within a certain range. Irreversible combustion exergy loss is related to the combustion temperature of the fuel; increasing the combustion temperature can reduce the loss. In the gas boilers discussed in this paper, an air preheating device can be installed to use flue gas waste heat to heat the air entering the boiler, which not only reduces flue gas exergy loss but also increases the furnace temperature.
Irreversible heat transfer loss is related to the heat transfer temperature difference; the larger the temperature difference, the greater the exergy loss. There is a large heat transfer temperature difference between the high-temperature flue gas in the furnace and the working fluid, resulting in significant furnace heat transfer exergy loss. To reduce heat transfer exergy loss, either the flue gas temperature in the furnace must be reduced, or the average temperature of the working fluid must be increased. However, reducing the flue gas temperature decreases heat transfer exergy loss but increases combustion exergy loss, so reducing the heat transfer temperature difference can only be achieved by increasing the parameters of the working fluid [16]. In this paper, the boiler feed water is hot water treated with a deaerator, with a temperature around 100℃. Therefore, the irreversible heat transfer loss is difficult to adjust.
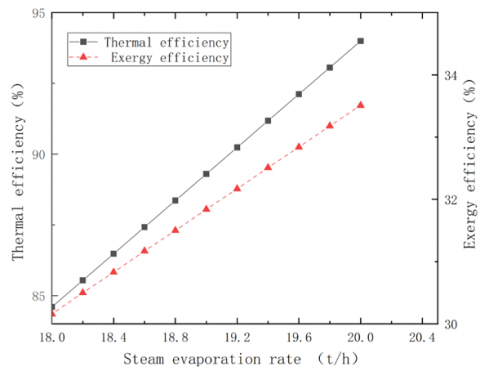
By changing only the boiler's evaporation rate, the relationship between boiler evaporation rate and thermal efficiency and exergy efficiency is calculated when the evaporation rate varies in the range of 18–20 t/h. As shown in Figure 7, both thermal efficiency and exergy efficiency of the boiler increase with an increase in the steam evaporation rate. For every 0.2 t/h increase in the evaporation rate, the boiler's thermal efficiency and exergy efficiency increase by approximately 0.94% and 0.34%, respectively. This indicates that the larger the steam evaporation rate, the higher the energy efficiency of the boiler. Generally, the boiler evaporation rate is related to the operating load rate of the boiler [17]. Therefore, under the condition of ensuring sufficient steam demand, increasing the load rate of the boiler can make the boiler more energy-efficient.
Figure 7. Relationship between steam evaporation rate, thermal efficiency, and exergy efficiency
Therefore, from the perspective of thermal efficiency, adjustments and utilization of boiler operating load, flue gas waste heat, and air coefficient can be made. From the perspective of exergy efficiency, although the potential for energy savings from flue gas exergy loss is small, energy savings can still be achieved by utilizing flue gas waste heat due to the difficulty in adjusting combustion and heat transfer exergy losses [18].
4.2 Energy efficiency analysis of pipelines
The exergy efficiency of each main steam pipeline is calculated based on the diagram, and the calculation results are shown in Table 9.
As shown in Table 9, the exergy efficiency of the pipelines in the canteen, garage, lotus warehouse, deaeration room, and steam distribution cylinder 1 is low. The main reason is that there are pressure-reducing devices in the middle of the pipeline, which lowers the steam pressure, but the temperature change is small, resulting in a decrease in the steam enthalpy value at the end of the pipeline and a reduction in exergy efficiency.
The heat efficiency of steam pipeline transport is related to factors such as insulation material and insulation material thickness [19]. This paper performs a simple calculation of the steam transport pipeline and evaluates the heat efficiency of the entire steam pipeline network by calculating the heat loss of the pipeline. The analysis for the entire factory is shown in Figure 8.
Table 9. Exergy efficiency of main steam pipelines in the steam system
|
Main Steam Pipeline |
Canteen |
Garage |
Lotus Warehouse |
Deaeration Room |
Steam Distribution Cylinder 1 |
Steam Distribution Cylinder 2 |
Steam Distribution Cylinder 3 |
Unit |
|
Exergy Efficiency |
80.84 |
83.45 |
80.61 |
79.83 |
80.20 |
99.53 |
99.53 |
% |
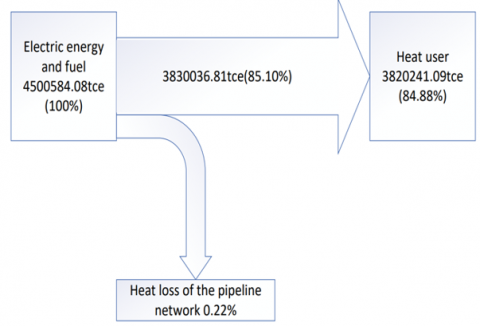
Figure 8. Energy loss of centralized steam heating system network during heating season in 2019
In Figure 8, electrical energy includes the power consumption of boiler fans, primary pumps, secondary pumps, deaeration pumps, and water supply pumps. The fuel is natural gas. Boiler room heat losses include flue gas loss and radiation losses from equipment and pipelines inside the boiler room. The heat users are divided into five parts: canteen, heating, bathing, production workshop, and air conditioning.
The results in the figure show that the total energy input into the boiler room during the entire heating season is 4,500,584.08 tce, and the energy delivered from the boiler room to heat users is 3,830,036.81 tce. The heat loss of the steam transport pipeline network is 0.22%, indicating good insulation performance and low heat loss.
4.3 Heat exchanger energy efficiency analysis
As shown in Table 10, the thermal efficiency of each heat exchanger in the heating system is 90%, while the exergy efficiency is relatively low. The exergy efficiency of the deaeration room heat exchanger is 28.76%, which is lower than that of the garage heat exchanger. This is mainly because the steam inlet on the primary side of the deaeration room heat exchanger is equipped with a pressure-reducing device that depressurizes the steam. The depressurized steam becomes superheated steam, and at this time, the enthalpy of the superheated steam is greater than that of saturated steam, increasing the input exergy. However, the secondary side is hot water, and compared to steam, the enthalpy of hot water is low, resulting in lower output exergy and thus lower exergy efficiency. For the air conditioning system, the average thermal efficiency is around 80%, and the exergy efficiency is relatively high, mainly due to the operating mode of the air conditioning units, where the fans operate at variable frequencies of 35-40 Hz, making the exergy efficiency higher than that of the heating system.
Table 10. Energy efficiency analysis of heating and air conditioning systems
|
System Heating System |
Location Deaeration Room Heat Exchange Station |
Thermal Efficiency |
Exergy Efficiency |
|
% |
% |
||
|
Air Conditioning System |
Garage Heat Exchange Station |
90 |
28.76 |
|
Cut Tobacco Storage Room |
90 |
34.67 |
|
|
System |
Cigarette Rolling and Packing |
80.16 |
41.35 |
|
Leaf Storage Room |
78.34 |
52.66 |
|
|
Lotus Warehouse |
80.66 |
55.32 |
|
|
Location |
79.10 |
56.46 |
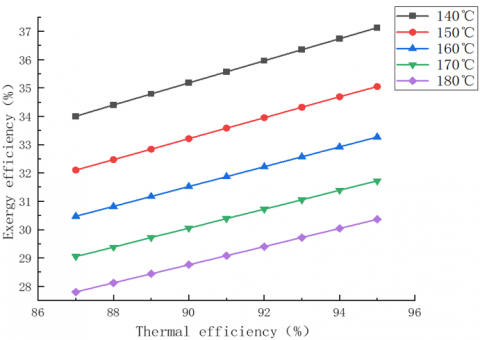
Figure 9. Relationship between steam temperature, thermal efficiency, and exergy efficiency of deaeration room heat exchanger
By analyzing the heat exchangers of the heating and air conditioning systems, and referring to Figure 9, it is found that when the heating load is determined, the exergy efficiency is negatively correlated with the increase in heating steam temperature. When the heating steam temperature is determined, the exergy efficiency is positively correlated with the increase in the thermal efficiency of the heat exchanger. Since the primary side is steam, regular cleaning and maintenance of the heat exchanger are necessary to ensure heat exchange efficiency and more efficient use of steam energy.
4.4 Energy efficiency analysis of production equipment
Based on the Monitoring and Testing Method for Energy Saving of Steam Heating Equipment and the General Principles for Calculation of thermal Efficiency of Equipment, a comprehensive assessment and analysis of steam heating equipment have been conducted.
In the cut tobacco workshop, equipment uses steam to process materials. The main roles of steam include mixing with water for spraying (atomization), heat exchange between steam and air, direct heating of equipment cylinders, and heating the feed liquid in feeding equipment. As shown in Table 11, the efficiencies of six pieces of equipment are calculated (the stem rehumidifier only acts as a passage and does not use steam). Overall, the thermal efficiency of steam heating equipment is relatively high, all above 30%. From the perspective of thermal efficiency analysis for the tested heat-using equipment, the effective utilization of heat for processing materials includes the heat absorbed by the increase in material temperature, the heat absorbed by moisture increase in materials, and the heat absorbed by evaporation of moisture from materials. The heat required for equipment processing is provided by saturated steam, taking the baseline temperature as the ambient state temperature. The input heat is the enthalpy of the saturated steam minus the enthalpy of water at the baseline temperature multiplied by the amount of steam entering the equipment.
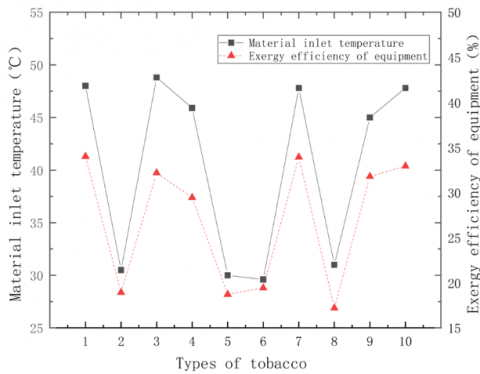
From the perspective of exergy efficiency analysis, the input exergy is all the thermal exergy of the steam, while the output exergy includes the thermal exergy of the material temperature increase and the thermal exergy of material moisture evaporation (humidification). The overall exergy efficiency of the equipment is relatively low, averaging around 20%. Figure 10 shows the exergy efficiency of the loose rehumidification equipment for processing ten types of materials, indicating that, after determining the ambient temperature, the magnitude of the thermal exergy depends on the temperature of the heat transfer medium. Equipment exergy efficiency tends to be higher when the temperature of the material entering the equipment is high. Additionally, the average exergy efficiency of the equipment for different tobacco types is around 26.86%. When the inlet temperature of materials is low, the average exergy efficiency of the equipment is generally around 18.87%. When the inlet temperature of materials is high, the average exergy efficiency is around 32.39%. The working principle of steam-using equipment in the production workshop is basically the same; the input side is high-temperature and high-pressure saturated steam, while the output side material is adjusted for temperature and moisture according to process requirements. The highest inlet temperature of the drying machine is 66.7℃, resulting in relatively high exergy efficiency.
Therefore, to improve the exergy efficiency of equipment, it is recommended to appropriately increase the inlet temperature of materials under the condition of meeting production requirements.
Table 11. Exergy analysis of production equipment
|
No. |
Name |
Steam Flow |
Inlet Moisture |
Outlet Moisture |
Inlet Temperature |
Outlet Temperature |
Thermal Efficiency |
Exergy Efficiency |
|
Unit |
kg/h |
% |
% |
℃ |
℃ |
% |
% |
|
|
1 |
Loose Rehumidification |
133 |
12.9 |
14 |
30.5 |
50.8 |
41.58 |
18.93 |
|
2 |
Feeding Rehumidification |
400 |
21 |
21.74 |
25 |
52.17 |
51.77 |
16.94 |
|
3 |
Hot Air Leaf Moistening |
116.75 |
20.98 |
21.4 |
20 |
33.1 |
62.28 |
6.26 |
|
4 |
HT Rehumidification |
215.88 |
18.8 |
19.1 |
30 |
66.7 |
63.91 |
24.82 |
|
5 |
Drying Machine |
976.6 |
19.1 |
13.2 |
66.7 |
53.6 |
59.90 |
26.57 |
|
6 |
Stem Expansion |
600 |
32.49 |
32.8 |
25.1 |
70 |
49.66 |
24.56 |
Table 12. Exergy analysis of the whole plant steam system
|
Name |
Heat Source |
Heating Use |
Canteen Use |
Air Conditioning Use |
Production Use |
Overall System Exergy Efficiency |
Unit |
|
Value |
34.80 |
51.89 |
80.84 |
55.17 |
4.20 |
7.13 |
% |
Figure 10. Exergy efficiency of loose rehumidification equipment
4.5 Exergy analysis of the steam system
Taking the exergy efficiency of the heat source in October as an example, the exergy calculation for the entire steam system is conducted, where the auxiliary energy consumption coefficient is 0.28. The specific data are shown in Table 12.
As shown in the Table 12, among the exergy efficiencies of various units in the steam system, the exergy efficiency of the production system is the lowest at 4.20%, followed by that of the heat source. The overall exergy efficiency of the system is only 7.13%, with a total exergy loss coefficient reaching 92%, indicating significant exergy loss in this system.
Based on the energy efficiency analysis of the above-mentioned energy-consuming units, the energy-saving analysis and retrofit are carried out with the influencing factors of each unit as the focus. According to the results of the energy efficiency tests, the exergy efficiency of the production workshop is the lowest, followed by the heat source. However, since the production workshop involves production processes such as tobacco leaf processing, it is difficult to adjust the exergy efficiency. Based on this, energy-saving analysis is performed on the influencing factors of the heat source, and a retrofit plan using flue gas waste heat technology is proposed.
The flue gas heat exchanger is one of the core devices for low-temperature flue gas waste heat recovery [20]. Currently, low-temperature flue gas heat exchangers mainly include two types: indirect contact flue gas heat exchangers and direct contact flue gas heat exchangers. Indirect contact flue gas heat exchangers use a solid wall (tube or plate) to separate the hot and cold fluids, mainly including plate-type and finned tube-type flue gas heat exchangers. Due to the use of an indirect heat exchange form, the temperature difference between the inlet temperature of low-temperature water and the flue gas exhaust temperature is generally more than 10℃. Direct contact heat exchange is a heat exchange method that has developed rapidly in recent years. Direct contact flue gas heat exchange refers to the direct contact of flue gas with water, where low-temperature water is atomized and sprayed into the flue gas using a spray pump, cooling the flue gas below its dew point temperature. The water vapor in the flue gas condenses and releases heat, achieving the purpose of recovering and utilizing flue gas waste heat [21]. The spray tower is the most common direct contact heat exchanger. The biggest advantage of using a spray tower is that it can control the temperature difference between the flue gas exhaust temperature and the low-temperature water inlet temperature to within 5℃. Based on this, this project adopts a spray-type flue gas heat exchanger.
According to the existing flue gas heat utilization characteristics of the factory, a plan is proposed to use flue gas waste heat to provide hot water.
(1) Plan Design
According to the aforementioned test results, the current flue gas exhaust temperature of the factory's gas boilers is 100-110℃, and the total natural gas consumption for two boilers in operation during the heating season is about 770 m³/h. Under this condition, the total enthalpy value of the flue gas is Hgy=1326.33 kW (calculated flue gas corresponding natural gas consumption enthalpy value is 6201 kJ/m³).
Assuming the flue gas outlet temperature is 35℃, the total enthalpy value of the flue gas at this point is Hdy=452.59 kW (calculated flue gas corresponding natural gas consumption enthalpy value is 2116 kJ/m³).
The flue gas production for the gas boiler is Gy=2.2843 m3/s (gas boiler unit flue gas production according to 10.68 Nm³/Nm³ natural gas).
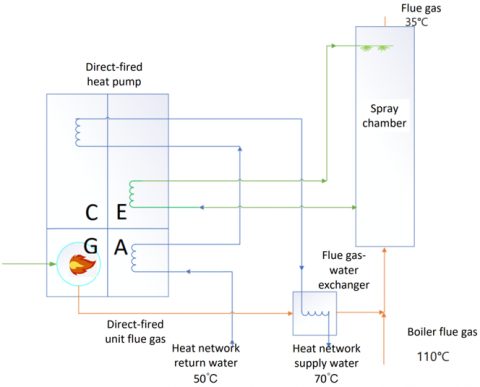
Based on the above flue gas characteristics, this technical solution is set to use a spray-type heat exchanger and an absorption heat pump to utilize the flue gas waste heat and generate new steam. The flue gas inlet and outlet temperatures are 110/35℃, the spray tower circulating water inlet and outlet temperatures are 30/40℃, and the inlet temperature of the direct-fired absorption heat pump unit for heating is calculated at 50℃, with an outlet temperature of 70℃ to meet heating requirements. The process flow of the plan is shown in Figure 11.
Figure 11. Flue gas heating plan flow chart
Note: C: Condenser; E: Evaporator; G: Generator; A: Absorber.
(2) Design Calculation
Since the existing secondary steam of the factory can provide part of the heating demand, combined with the characteristics of flue gas production, this plan is designed and selected for equipment based on a heating area of 51,400 m².
Water Circulation Side:
The supply and return water temperatures for heating are 70/50℃. According to the factory's heating heat utilization characteristics, the heating heat index is valued at 50 W/m². The maximum heating load is:
P=5.14∗10000∗50106=2.57MW
The heat network water flow rate is:
G=P∗0.86∗103(70−50)=110.6t/h
Direct-Fired Heat Pump:
The evaporator inlet temperature is the spray tower circulating water supply temperature of 40℃, and the evaporator outlet temperature is the spray tower circulating water return temperature of 30℃. Calculated as follows, the evaporator COP (Coefficient of Performance) is:
COP=Evaporator Heat Absorption/Generator Heat Consumption=0.7374
Then the evaporator load is:
P1=(P−P2/1000)∗COP/(1+COP) (1)
where, P2 is the load of the flue gas-water heat exchanger.
The generator load is:
P3=(P−P2/1000−P1) (2)
The gas consumption is:
Gh=P335.35 (3)
From the calculations, the exhaust gas temperature at the outlet of the direct-fired generator is 225.6℃, and the corresponding natural gas consumption enthalpy value for the flue gas is 8118 kJ/m³. Thus, the total enthalpy value of the exhaust gas at the outlet of the direct-fired generator is:
hzc=8118∗Gh (4)
The exhaust gas temperature at the flue gas-water heat exchanger outlet is 110℃, and the corresponding natural gas consumption enthalpy value is 6201 kJ/m³. Thus, the total enthalpy value of the flue gas at the outlet of the flue gas-water heat exchanger is:
hys=6201∗Gh (5)
The exhaust gas temperature at the spray tower outlet is 35℃, and the flue gas enthalpy value is 1961 kJ/m³. Thus, the total enthalpy value of the flue gas at the spray tower outlet is:
hpl=1961∗Gh (6)
The heat exchange of the flue gas-water heat exchanger is:
P2=(hzc−hys) (7)
The seven unknowns P1, P2, P3, Gh, hzc, hys, hpl can be solved using Eqs. (1)-(7).
From the above, the natural gas consumption of the gas boiler is 0.214 m³/h, and the flue gas temperature is 110℃. Under this condition, the total enthalpy value of the flue gas is hgy=1326.33 kW (calculated flue gas corresponding natural gas consumption enthalpy value is 6201 kJ/m³). The flue gas temperature at the spray tower outlet is 35℃, and under this condition, the total enthalpy value of the flue gas is hdy=419.4 kW.
Thus, the total heat release of the two parts of the flue gas in the spray tower is:
Qpl=(hys−hpl)+(hgy−hdy)
(3) Economic Analysis
Based on the above calculations, the estimated investment for the equipment is shown in Table 13:
Table 13. Estimated equipment investment
|
No. |
Item |
Cost (10,000 yuan) |
|
1 |
Direct-Fired Heat Pump |
102.9 |
|
2 |
Flue Gas-Water Heat Exchanger |
40.0 |
|
3 |
Construction and Installation Cost |
71.4 |
|
4 |
Pump Set, Pipelines, and Other Costs |
21.4 |
|
|
Total Initial Investment |
235.7 |
Assuming a heating period of 150 days, the annual natural gas savings of this plan are:
Gt=Qpl∗150∗24∗360035.35∗10000=387,800 m3/ year
According to existing data from the factory, with a natural gas price of 3.8 yuan/m³, the annual savings are:
Sj=Gt∗3.8=147.41.474 million yuan/year
The investment payback period is:
N=235.7147.4=1.6 years
Based on the test results from the previous chapters, it is known that the boiler efficiency before the retrofit was 85%, and after the retrofit, the boiler efficiency increased to:
η=85%+HyrdHrq=85%+11.5%=96.5%
From the above, it can be seen that the efficiency increased by 11.5%.
(4) Potential Issues
In the process of flue gas waste heat recovery, there may be issues such as low-temperature corrosion, water quality pollution, equipment wear, and system control and linkage.
This paper conducted a comprehensive energy efficiency test and analysis of the steam system in a cigarette factory. By establishing an exergy model and calculating the exergy efficiency of each unit, the issues and improvement potentials of the steam system in terms of energy utilization were revealed. The main conclusions are as follows:
(1) From the perspective of thermal efficiency and exergy efficiency of the entire plant's steam system, energy-saving measures were proposed to use flue gas waste heat to provide hot water. These energy-saving measures utilize flue gas energy through direct contact heat exchangers, reducing flue gas loss and irreversible heat transfer exergy loss. The results show that, calculated over a 150-day heating season, the natural gas consumption can be reduced by 387,800 m³/year, saving costs of 1.474 million yuan/year, with a payback period of 1.6 years. The efficiency of the boiler also increased by 11.5%.
(2) The insulation effect of the steam transport pipelines is good, with low heat loss and high heat transport efficiency. Regarding exergy efficiency, the reason why the exergy efficiency of some pipelines is lower than 90% is that the pressure-reducing device causes the steam pressure to decrease, which in turn reduces the enthalpy value and exergy efficiency. The exergy efficiency of the heat exchangers in the heating and air conditioning systems is affected by steam temperature and heat exchanger thermal efficiency. When the thermal efficiency of the heat exchanger is fixed, the steam temperature should not be too high.
(3) In this factory, the exergy efficiency of production workshop equipment is related to the material processing process. The material processing process mainly involves heat exergy, and the value of heat exergy is related to the inlet temperature of the material. Higher inlet temperatures lead to higher exergy efficiency. Therefore, increasing the inlet temperature of materials to improve equipment exergy efficiency should be considered when meeting process requirements.
(4) This test primarily analyzed the overall energy efficiency level of the entire steam system in the cigarette factory. However, it did not conduct an in-depth study on the improvement of the pipeline pressure-reducing device, the process improvements in the production system, and equipment upgrades. Future research should explore more advanced pressure reduction technologies and new process flows, determining the priority of upgrades and replacements in equipment evaluation.
This paper was supported by research on energy diagnosis and energy saving measures for boiler and heating system of Zhangjiakou Cigarette Factory Co., Ltd. (Grant No.: ZY012022F015).
[1] Xiao, B., Zhou, W., Yu, F., Wang, J., Xiong, X., Liu, G., Wang, X. (2023). Materials design and system structures of solar steam evaporators. Environmental Progress & Sustainable Energy, 42(1): e13944. https://doi.org/10.1002/ep.13944
[2] Wang, Q., Yuan, Q. (2020). Energy-saving and emission reduction potential of the tobacco industry: A case study of China’s 18 cigarette enterprises. Journal of Cleaner Production, 244: 118429. https://doi.org/10.1016/j.jclepro.2019.118429
[3] Guo, S., Liu, Q., Sun, J., Jin, H. (2018). A review on the utilization of hybrid renewable energy. Renewable and Sustainable Energy Reviews, 91: 1121-1147. https://doi.org/10.1016/j.rser.2018.04.105
[4] Qiao, Z., Zhang, Z., Zhang, H., Long, T., Li, Y., Lu, J., Li, J. (2020). Energy saving potential analysis of environmental control system and power system of a cigarette factory. Building Energy Efficiency, 48(7): 150-155. https://doi.org/10.3969/j.issn.1673-7237.2020.07.027
[5] Xiao, Z., Tao, J., Chen, L., Yang, Z., Hu, M., Wang, L. (2024). Research on energy saving of central air-conditioning system of a cigarette factory in Sichuan province. Refrigeration and Air Conditioning (Sichuan), 38(3): 410-415. https://doi.org/10.3969/j.issn.1671-6612.2024.03.018
[6] Wang, L., Wang, T. (2020). Feasibility study on comprehensive utilization of waste heat in cigarette factory. Building Energy & Environment, 39(11): 56-59. https://doi.org/10.3969/j.issn.1003-0344.2020.11.012
[7] Chao, L., Ke, L., Yongzhen, W., Zhitong, M., Yulie, G. (2017). The effect analysis of thermal efficiency and optimal design for boiler system. Energy Procedia, 105: 3045-3050. https://doi.org/10.1016/j.egypro.2017.03.629
[8] Markowski, J., Imilkowski, P., Nowacki, M., Olejniczak, D., Madry, J., Netter, K., Wieczorkiewicz, G. (2020). The concept of measurement of calorific value of gaseous fuels. In E3S Web of Conferences, Sozopol, Bulgaria, p. 01025. https://doi.org/10.1051/e3sconf/202020701025
[9] Chauhan, S.S., Khanam, S. (2018). Energy integration in boiler section of thermal power plant. Journal of Cleaner Production, 202: 601-615. https://doi.org/10.1016/j.jclepro.2018.08.161
[10] TSG G003-2010. (2010). Rules for Energy Efficiency Testing and Evaluation of Industrial Boilers. China Standards Press.
[11] Zima, W., Taler, J., Grądziel, S., Trojan, M., Cebula, A., Ocłoń, P., Skrzyniowska, D. (2022). Thermal calculations of a natural circulation power boiler operating under a wide range of loads. Energy, 261: 125357. https://doi.org/10.1016/j.energy.2022.125357
[12] Zhao, X., Fu, L., Yuan, W., Li, F., Li, Q. (2016). The potential and approach of flue gas waste heat utilization of natural gas for space heating. Procedia Engineering, 146: 494-503. https://doi.org/10.1016/j.proeng.2016.06.380
[13] Xiong, Y., Tan, H., Wang, Y., Xu, W., Mikulčić, H., Duić, N. (2017). Pilot-scale study on water and latent heat recovery from flue gas using fluorine plastic heat exchangers. Journal of Cleaner Production, 161: 1416-1422. https://doi.org/10.1016/j.jclepro.2017.06.081
[14] HJ/T 287-2006. (2006). Technical Requirements for Environmental Protection Products: Small and Medium-sized Oil and Gas Fired Boilers. China Environmental Science Press.
[15] Yalcin, S., Konukman, A.E.Ş., Midilli, A. (2020). A perspective on fossil fuel based flue gas emission reduction technologies. Greenhouse Gases: Science and Technology, 10(4): 664-677. https://doi.org/10.1002/ghg.1952
[16] Rad, E.A., Mohammadi, S., Tayyeban, E. (2020). Simultaneous optimization of working fluid and boiler pressure in an organic Rankine cycle for different heat source temperatures. Energy, 194: 116856. https://doi.org/10.1016/j.energy.2019.116856
[17] Chao, L., Ke, L., Yongzhen, W., Zhitong, M., Yulie, G. (2017). The effect analysis of thermal efficiency and optimal design for boiler system. Energy Procedia, 105: 3045-3050. https://doi.org/10.1016/j.egypro.2017.03.629
[18] Wang, H., Wang, H., Zhu, T., Deng, W. (2017). A novel model for steam transportation considering drainage loss in pipeline networks. Applied Energy, 188: 178-189. https://doi.org/10.1016/j.apenergy.2016.11.131
[19] Zhao, X., Fu, L., Sun, T., Wang, J.Y., Wang, X.Y. (2017). The recovery of waste heat of flue gas from gas boilers. Science and Technology for the Built Environment, 23(3): 490-499. https://doi.org/10.1080/23744731.2016.1223976
[20] Li, F., Duanmu, L., Fu, L., Zhao, X. (2016). Research and application of flue gas waste heat recovery in co-generation based on absorption heat-exchange. Procedia Engineering, 146: 594-603. https://doi.org/10.1016/j.proeng.2016.06.407
[21] Maalouf, S., Ksayer, E.B., Clodic, D. (2016). Investigation of direct contact condensation for wet flue-gas waste heat recovery using Organic Rankine Cycle. Energy Conversion and Management, 107: 96-102. https://doi.org/10.1016/j.enconman.2015.09.047