Zihang Ma![]()
© 2024 The author. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Coal is one of the primary energy sources in China, and the hazard of mine spontaneous combustion is severe. With the development of technology and environmental protection requirements, liquid carbon dioxide fire prevention technology has been widely applied in the prevention and control of spontaneous combustion in goaf. The technical key to the application of liquid carbon dioxide fire prevention and extinguishing technology is how to determine the injection parameters. This paper, combining the law of heat conservation and the laser flash method, tests the thermal diffusivity, specific heat capacity, and thermal conductivity of coal at different temperatures. It also establishes the relationship functions of specific heat capacity and thermal conductivity with changes in coal sample temperature. Furthermore, by combining the laws of mass and heat transfer, the required amount of liquid carbon dioxide injection for the oxidation heating of goaf is calculated. This provides key parameters for the injection of liquid carbon dioxide in mines and constructs a mathematical model, offering a theoretical basis for the technology of fire prevention and extinguishing with liquid carbon dioxide.
liquid carbon dioxide, specific heat capacity, thermal conductivity, laser flash method, spontaneous combustion of coal
Currently, coal resources still occupy a dominant position in the energy consumption demands of countries worldwide, being one of the chemical energy sources with high utilization rates [1]. Coal mine fire is one of the main disasters in the process of coal mine production in the world 's coal producing countries [2]. China, as a major coal-producing country, features a wide distribution and diverse depositional conditions of coal [3, 4]. With continuous optimization of coal mining technology, the level and intensity of coal mining have gradually increased, significantly improving production efficiency, making safe coal mining increasingly important [5-7]. Incomplete statistics suggest that most of China's coal seams are prone to spontaneous combustion, especially in the western mining areas where the coal seams are shallow, the coal quality is harder, and surface air leakage is severe, leading to frequent spontaneous combustion of coal seams, seriously affecting the safety of coal mine workers [8, 9].
The prevention and control technology of coal seam spontaneous combustion fire has achieved rapid development in recent decades, forming a more comprehensive spontaneous combustion fire prevention and control system. At present, the commonly used coal spontaneous combustion fire prevention and extinguishing technologies include liquid N2 injection, liquid CO2 injection, goaf grouting, plugging and pressure equalization, colloid injection, spraying inhibitor, three-phase foam injection, etc. There are many methods for the prevention and control of coal mine fires. Through experimental research, it is found that most methods require specific application conditions and limitations, and corresponding fire prevention and extinguishing design is formulated according to the actual site conditions [10]. The advantages of injecting liquid N2 are that the density of nitrogen is equivalent to that of air, the preparation process is mature, and the cost is low. The disadvantages are easy diffusion, poor durability and large initial investment. The advantages of grouting in goaf are low economic cost and simple production process. The disadvantages are low efficiency, easy loss of slurry, possible blockage of pipeline by slurry and simple function. The advantages of colloid injection are good water absorption and solid water, good adhesion and strong encapsulation. The disadvantages are small penetration range, complex process and high cost. The advantage of spraying inhibitor is that it has good water absorption and encapsulation, and the disadvantage is that it has great environmental pollution [11-13].
Compared with most fire prevention methods, liquid carbon dioxide has been widely applied in various fire control measures. Its main principle involves the rapid vaporization of liquid carbon dioxide when it is released from storage tanks. The vaporization absorbs the temperature of the goaf, lowers the oxygen concentration in the goaf, and adheres to the interior of the coal body to reduce the contact area with oxygen. It has advantages such as not reacting with coal in high-temperature environments, quick fire extinguishing, strong capability, and wide application range, and it does not cause environmental pollution. It has a significant effect on the prevention and control of spontaneous combustion of residual coal in goaf [14-16]. Yu and Gao [17] designed a suitable liquid carbon dioxide delivery scheme and injection quantity for solving the spontaneous combustion problem of residual coal in the goaf of Long'an Coal Industry, arranged the tunnels reasonably, and ultimately suppressed the spontaneous combustion of residual coal in the goaf through field implementation. Cao and Liang [18] studied the cooling law of liquid carbon dioxide on high-temperature coal and used numerical simulation methods to determine the cooling equipment and process flow that are more suitable for the coal mine under study. Practice has proved that liquid carbon dioxide has a more significant fire prevention effect. Zhao [19] conducted a detailed analysis of a large-flow gaseous carbon dioxide fire prevention and extinguishing system in a mine goaf and applied it in actual coal mines, with obvious fire control effects. Yue [20] compared and analyzed the current common fire prevention and extinguishing technologies for goafs and used liquid carbon dioxide fire prevention and extinguishing technology to inject into goafs until the final expected fire prevention and control effect was achieved. Facts have proved that the application of liquid carbon dioxide fire prevention and extinguishing technology in mine fire prevention and control has obvious effects.
Although carbon dioxide has been widely used in the practice of coal seam fire prevention and control, the basic research on the inhibition performance of carbon dioxide on the development process of coal oxidation and spontaneous combustion is not sufficient. This study first investigates the thermal physical parameters of loose media through the laser flash method, analyzes the relationship between specific heat capacity, thermal conductivity, and temperature, and calculates the heat dissipation of residual coal in the goaf at different oxidation stages through thermodynamic laws. Finally, it infers the required amount of liquid carbon dioxide injection under different heat dissipation conditions, providing a theoretical basis for the prevention and extinguishing of spontaneous combustion of residual coal in mine goafs.
This research primarily focuses on the loose coal body in a working face in a mining area in the northern part of Shaanxi province of China. Most of the coal seams in the study area have the characteristics of shallow burial, short distance and easy spontaneous combustion [21]. The coal seam was mainly formed during the Jurassic period, featuring a simple structural environment. The average thickness of the coal seam is 8.45m, with little variation in coal thickness and clear regularity, predominantly consisting of long flame coal. This coal seam's self-ignition tendency is classified as Class I, indicating a high propensity for spontaneous combustion. According to the identification report, this coal mine is a low methane mine, and the coal dust is explosive. The mine employs an extraction ventilation method with a central split ventilation system. By detecting and chromatographically analyzing the gas on the return air side underground, it was ultimately determined that the gas concentration in the goaf was abnormal. The working face was temporarily sealed off, and a reasonable fire prevention and extinguishing plan was designed.
3.1 Preparation of experimental coal samples
The particle size of the loose coal body has a significant impact on heat transfer in coal samples, directly affecting the ventilation flow field, heat storage environment, and also the rate of oxygen consumption, the heat release intensity, and the gas production pattern during the oxidation and spontaneous combustion process of the coal samples. It has been found that within a certain particle size range, the smaller the particle size of the coal sample, the more intense the physicochemical reactions during the oxidation and spontaneous combustion process. However, too fine a particle size can lead to tight accumulation of the coal samples, reducing the contact area between coal molecules and oxygen. After testing a series of coal samples with different particle sizes, it was determined that coal samples with a particle size range of 0.18~0.38mm can maximize the specific surface area of the coal samples and provide good conditions for air leakage supply.
The coal samples selected for this study were taken from a self-igniting coal seam in a coal mine in the northern part of Shaanxi. The raw coal collected from the working face was sealed and preserved without water immersion and sent to the laboratory. The raw coal was crushed, and coal samples with a particle size range of 0.18~0.38mm were screened for experimentation. A certain amount of the screened coal samples was dried in a vacuum drying oven at a set temperature of 50℃ for 24 hours before being processed into shape. The experiment proved that the best test results were obtained when the thickness was 1mm. The carrier condition of standard air was 100.0mL/min, the heating rate was 1℃/min, and the test temperature range was 30~170℃, with an interval of 10℃.
Before the experiment, basic parameter tests should be conducted on the coal samples, with the test results shown in Table 1.
Table 1. Results of basic parameter tests on coal samples from self-igniting coal seam
|
Coal Sample |
Thickness (mm) |
Weight (mg) |
Diameter (mm) |
Density (m·cm-3) |
Mad (%) |
Aad (%) |
Vad (%) |
FCad (%) |
|
Long flame Coal |
0.98 |
150 |
12.75 |
1.29 |
9.63 |
13.43 |
38.98 |
37.56 |
3.2 Experimental principle
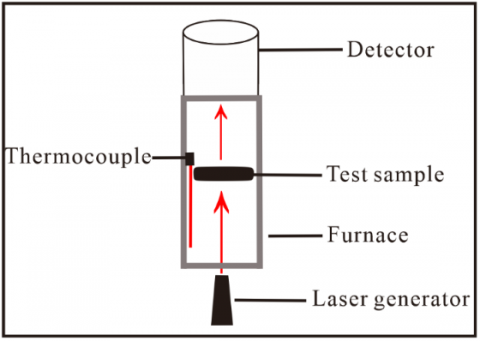
This study utilized the NETZSCH LFA 457 laser flash apparatus (see Figure 1(a)) to accurately quantify the specific heat capacity and thermal conductivity of the experimental samples. The principle of the experiment is as follows: A laser emitter at the bottom emits a laser onto the sample under test. When the laser reaches the bottom of the sample, the temperature of the lower surface rapidly increases, creating a relative temperature difference between the upper and lower surfaces. The temperature transfers from the high-temperature area to the low-temperature area. Then, a detector captures the temperature changes in the monitoring area to calculate the thermal physical parameters (see Figure 1(b)).
Research indicates that the thermal conductivity of coal samples changes significantly at different temperatures, leading to variations in specific heat capacity. According to the analysis of the heat equation, the thermal conductivity and specific heat capacity of coal samples are important parameters affecting the calculation of the thermal effect of coal sample oxidation and spontaneous combustion. The thermal diffusivity coefficient model equation proposed by Cowan [22], Parker and Jenkins [23], Bi et al. [24]:
$D=\alpha \cdot \frac{{{l}^{2}}}{{{t}_{1/2}}}$ (1)
(a)
(b)
Figure 1. LFA457 laser flash apparatus and principle diagram
where: D represents the thermal diffusivity coefficient, mm2/s; α represents a constant, taken as 0.1388; l represents the sample thickness, mm; t1/2 represents the half time from the start of the laser pulse to when the sample temperature rises to its maximum, s.
When measuring the specific heat capacity of coal samples using the laser flash method, by comparing a standard sample with a known specific heat capacity to the sample under test under the same conditions, their specific heat capacities can be obtained through the energy balance equation when both samples are exposed to the same laser intensity, as shown in Eq. (2) [25, 26]:
$\frac{{{c}_{pX}}}{{{c}_{pB}}}=\frac{\Delta {{T}_{B}}\cdot {{m}_{B}}}{\Delta {{T}_{X}}\cdot {{m}_{X}}}$ (2)
where: cpX represents the specific heat capacity of the sample under test, J/(g·K); cpB represents the specific heat capacity of the standard sample, J/(g·K); ΔTX represents the maximum temperature rise of the sample under test after laser irradiation, °C; ΔTB represents the maximum temperature rise of the standard sample after laser irradiation, °C; mX represents the mass of the sample under test, g; mB represents the mass of the standard sample, g.
The thermal conductivity of the sample under test can be obtained based on the relationship between thermal conductivity, thermal diffusivity, and specific heat capacity, as shown in Eq. (3) [27]:
$\lambda \left( T \right)=D\left( T \right)\cdot \rho \cdot {{c}_{pX}}\left( T \right)$ (3)
where: λ(T) represents the thermal conductivity of the coal sample at temperature T, W/(cm·K); T represents the temperature, °C; ρ represents the density of the sample under test, g/cm3.
3.3 Test results
The thermal physical parameters of the samples within the temperature range of 30~170°C were calculated and are presented in Table 2.
Table 2. Test results of thermal physical parameters of coal samples
|
Temperature (℃) |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
170 |
|
Specific Heat Capacity (J/(K·g)) |
0.856 |
0.912 |
0.952 |
0.989 |
1.016 |
1.049 |
1.08 |
1.109 |
1.138 |
1.164 |
1.183 |
1.201 |
1.221 |
1.238 |
1.243 |
|
Thermal Conductivity (W/cm·K) |
0.1332 |
0.1359 |
0.1378 |
0.1391 |
0.1404 |
0.1417 |
0.1424 |
0.1431 |
0.1437 |
0.1443 |
0.1447 |
0.145 |
0.1452 |
0.1451 |
0.145 |
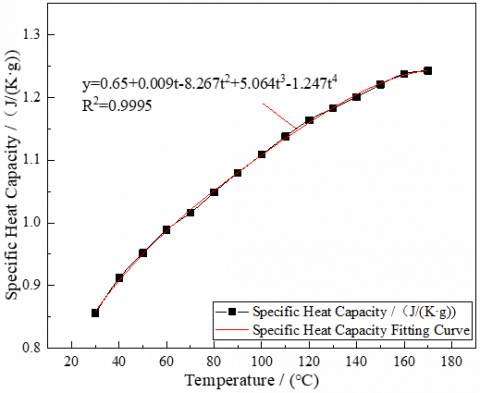
The relationship between specific heat capacity and temperature is shown in Figure 2(a). It can be observed that there is a linear correlation between the specific heat capacity of coal samples and temperature, indicating that the specific heat capacity increases with temperature, leveling off after 160°C. This trend is primarily due to the intense disordered movement of molecules within the coal samples as the temperature rises, leading to an increase in internal molecular kinetic energy [28]. Curve fitting of the test results yields the functional relationship between specific heat capacity and temperature as y= 0.65+0.009t-8.267t2+5.064t3-1.247t4(R2=0.9995), indicating a good correlation.
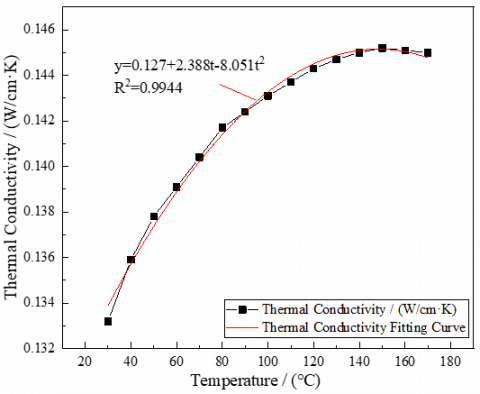
The relationship between thermal conductivity and temperature is shown in Figure 2(b). The graph shows that the thermal conductivity of coal samples increases rapidly with temperature, with the rate of increase gradually decreasing after 100°C and showing a tendency to decrease after 150°C. Curve fitting of the relationship between thermal conductivity and temperature yields the fitting function y= 0.127+2.388t-8.051t2(R2=0.9944), also indicating a good correlation.
(a)
(b)
Figure 2. Changes of specific heat capacity (a) and thermal conductivity (b) of coal samples with temperature
From Eq. (3), it is evident that, assuming the effect of temperature on the density of coal samples can be neglected, the thermal conductivity of coal samples is determined by both the thermal diffusivity coefficient and the specific heat capacity. Within the tested temperature range, as the temperature increases, the half time from the start of the laser pulse to when the sample temperature rises to its maximum (t1/2) lengthens, the thermal diffusivity coefficient of the coal samples gradually decreases, while the specific heat capacity continues to rise. Until before 150~160°C, because the rate of increase in specific heat capacity is greater than the rate of decrease in thermal diffusivity coefficient, and after 160°C, the specific heat capacity tends to level off, so the thermal conductivity of coal samples eventually shows a trend of rapid increase followed by a gradual decrease. Due to the significant differences in the particle sizes of the actual loose media, from the perspective of heat transfer, the larger the particle size of the coal, the greater the contact area with air, thereby reducing its thermal conductivity, resulting in a lower thermal conductivity coefficient [29].
According to the actual situation of goaf, after comparing many fire prevention and extinguishing measures, it is decided to adopt liquid CO2 fire prevention and extinguishing method to carry out fire prevention and extinguishing design in goaf. The mechanism of liquid CO2 fire prevention and extinguishing method is that the density of liquid CO2 is larger than that of air. When liquid CO2 is injected, the excess air in the goaf will be squeezed out to reduce the content of oxygen. At the same time, other easily oxidized gases in the goaf will be inhibited, and the production of flammable and explosive oxidizing gases will be reduced, so as to achieve the effect of inhibiting coal-oxygen composite reaction. Secondly, liquid carbon dioxide will absorb a lot of heat during the gasification process, which will reduce the temperature of the goaf and reduce the possibility of spontaneous combustion of coal.
4.1 Heat dissipation of residual coal in goaf at different oxidation stages
Considering the actual conditions of the mining area's working face, using the retreat longwall mining method, with full caving method to manage the roof and integrated mechanized mining method for coal extraction, the thickness of the residual coal in the goaf can be calculated as shown in Eq. (4):
$h=\frac{H\cdot \left( 1-{{k}_{1}} \right)}{\left( 1-\varphi \right)}$ (4)
where: h represents the thickness of the residual coal in the goaf, m; H represents the mining height of the working face, m; k1 represents the recovery rate of the working face, %; φ represents the void rate of the "two lanes" in the goaf.
During the coal mining process, the loose residual coal is mainly distributed on both sides of the goaf roadway. Therefore, the total amount of residual coal in the oxidation and warming zone of the goaf can be calculated by Eq. (5):
$M=\rho \cdot \left( {{W}_{1}}+{{W}_{2}} \right)\cdot h\cdot {{k}_{2}}\cdot \left( 1-\varphi \right)\cdot \left( {{L}_{2}}-{{L}_{1}} \right)$ (5)
where: M represents the total amount of residual coal in the goaf, t; ρ is the coal density, t/m3; W1 and W2 represents the widths of the roadways on both sides of the working face goaf, m; k2 represents the surplus coefficient; L2 and L1 represents the ranges of the oxidation and warming zone on the ventilation side of the working face goaf, m.
Given that the actual mining height of the working face is 9.8m, the recovery rate is 97%, the widths of the roadways on both sides are 5m, the void rate of the "two lanes" is 30%, the loose coal body density is 1.29t/m3, the widths of the roadways on both sides of the working face goaf are 5.5m, the surplus coefficient is taken as 1.5, and the range of the oxidation and warming zone on the ventilation side of the goaf is 77m. By applying Eqs. (4) and (5), the total amount of residual coal in the oxidation and warming zone of the goaf is calculated to be 322.2762t.
According to the thermodynamic law, as the temperature increases, the oxidation and heating of residual coal in the goaf will release a significant amount of heat. The heat generated by the residual coal at different temperatures can be calculated using Eq. (6) [30]:
$Q=c\cdot M\cdot \Delta t$ (6)
where, Q represents the heat produced by the oxidation and heating of residual coal in the goaf, kJ; c represents the specific heat capacity of coal, J/(K·g); Δt represents the temperature difference, °C.
Table 3. Heat generated in various temperature ranges under different specific heat capacity conditions
|
Temperature (℃) |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
170 |
|
Specific Heat Capacity (J/(K·g)) |
0.856 |
0.912 |
0.952 |
0.989 |
1.016 |
1.049 |
1.08 |
1.109 |
1.138 |
1.164 |
1.183 |
1.201 |
1.221 |
1.238 |
1.243 |
|
Amount of Heat (×105/kJ) |
|
29.39 |
61.36 |
95.62 |
130.97 |
169.03 |
208.83 |
250.18 |
293.40 |
337.62 |
381.25 |
425.76 |
472.20 |
518.67 |
560.83 |
By substituting the total amount of residual coal in the oxidation and warming zone of the goaf into Eq. (6), the heat generated within various temperature ranges under different specific heat capacity conditions can be determined. The results are as shown in Table 3.
4.2 Liquid CO2 injection quantity
CO2 is a colorless, tasteless, slightly toxic, and odorless gas at normal temperature and pressure, existing in different forms under varying pressure and temperature conditions. Under conditions of low temperature and high pressure, it can become liquid [31].
The heat absorbed by the phase transition of liquid CO2 is greatly influenced by the saturation temperature. It has been calculated that the exit temperature of liquid CO2 from storage tanks during injection is around -30°C. Therefore, based on the heat equation, we have:
$M{{M}_{1}}=\frac{Q}{{{c}_{2}}\cdot \Delta t}$ (7)
where: M1 represents the amount of liquid CO2 used, t; c2 represents the specific heat capacity of liquid CO2, taken as 1.3 J/(K·g).
Considering the volatile nature of gaseous CO2, a safety factor of 1.2 is adopted. Thus, the actual amount of liquid CO2 required for inerting and cooling the roadway is:
${{M}_{2}}=1.2{{M}_{1}}$ (8)
where: M2 represents the actual amount of liquid CO2 used, t.
Assuming that after the injection of liquid CO2, the roadway temperature eventually reaches a balanced state, the temperature of the CO2 gas needs to rise to 20°C. Therefore, by substituting the heat generated at each temperature point within the 30~170°C range into Eqs. (7) and (8), the actual amount of liquid CO2 required at each temperature point can be calculated as shown in Table 4.
Table 4. Actual liquid CO2 requirement at various temperature points
|
Temperature (℃) |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
170 |
|
Amount of Heat (×105/kJ) |
|
29.39 |
61.36 |
95.62 |
130.97 |
169.03 |
208.83 |
250.18 |
293.40 |
337.62 |
381.25 |
425.76 |
472.20 |
518.67 |
560.83 |
|
Actual Liquid CO2 Requirement (t) |
|
45.22 |
94.40 |
147.11 |
201.50 |
260.05 |
321.28 |
384.9 |
451.39 |
519.41 |
586.54 |
655.01 |
726.46 |
797.96 |
862.81 |
4.3 Advantages of liquid CO2 for fire prevention and extinguishing
The current techniques for controlling and preventing coal spontaneous combustion primarily focus on controlling the temperature of the coal itself and the environment in which the coal is located. Presently, coal mine fire prevention and extinguishing methods include grouting, nitrogen injection, inhibitor application, colloid application, three-phase foam application, and liquid carbon dioxide injection [32]. Compared to other fire prevention and extinguishing methods, liquid CO2 fire prevention and extinguishing technology integrates "heat absorption and cooling, oxygen reduction and inerting, and adsorption and inhibition" in one. It is recognized for its effective fire prevention and extinguishing performance, rapid cooling, and relatively low environmental pollution, becoming one of the main technologies for preventing and controlling coal self-ignition [33, 34].
(1) Heat Absorption and Cooling: When liquid carbon dioxide is injected into the goaf through pipelines and vaporizes within the goaf, the gasification process absorbs a large amount of heat from the goaf, thereby reducing the temperature inside the goaf and achieving effective cooling.
(2) Inerting Effect: Carbon dioxide is an inert gas. Injecting a large amount of CO2 can reduce the oxygen concentration inside the goaf, effectively suppressing the oxidation and spontaneous combustion of residual coal.
(3) Adsorption and Inhibition: Loose coal have a large number of pores, and coal itself has a strong adsorption capacity. Compared to other inert gases, coal has a stronger adsorption effect on CO2. Therefore, CO2 around the coal body can be absorbed into the coal pores more quickly. Once CO2 is adsorbed into the coal pores, the coal is enveloped by the inert gas, which prevents the adsorption of oxygen and thus inhibits the oxidation and spontaneous combustion of the coal.
(4) Furthermore, compared to other fire extinguishing methods, liquid CO2 significantly reduces work time, improves efficiency. And the vaporized CO2 does not damage equipment, making it safer and more environmentally friendly. Especially in high-methane mines, liquid CO2 can quickly sink to the bottom, not disturbing the stratification of methane and oxygen, thereby reducing the risk of methane explosions and enhancing safety and reliability.
(1) Through the study of the thermal physical parameters of loose coal body experimental samples, the relationship among the thermal diffusivity coefficient, thermal conductivity, and specific heat capacity of the coal body was determined. Moreover, a fitting relationship between temperature and both thermal conductivity and specific heat capacity was established, demonstrating a good correlation.
(2) Based on the analysis of thermodynamic laws, the heat dissipation of residual coal in the goaf at different oxidation stages was determined. Combining the laws of mass and heat transfer, the required amount of liquid carbon dioxide injection for the oxidation and heating of the goaf was calculated.
[1] Xiao, Y., Lü, H., Yi, X., Deng, J., Shu, C. (2019). Treating bituminous coal with ionic liquids to inhibit coal spontaneous combustion. Journal of Thermal Analysis and Calorimetry, 135(5): 2711-2721. https://doi.org/10.1007/s10973-018-7600-5
[2] Song, Z., Kuenzer, C. (2014). Coal fires in China over the last decade: A comprehensive review. International Journal of Coal Geology, 133: 72-99. https://doi.org/10.1016/j.coal.2014.09.004
[3] Onifade, M., Genc, B. (2020). A review of research on spontaneous combustion of coal. Journal of Mining Science and Technology: English Edition, 30(3): 303-311. https://doi.org/10.1016/j.ijmst.2020.03.001
[4] Xu, Y., Li, Z., Liu, H., Zhai, X., Li, R., Song, P., Jia, M. (2020). A model for assessing the compound risk represented by spontaneous coal combustion and methane emission in a gob. Journal of Cleaner Production, 273: 122925. https://doi.org/10.1016/j.jclepro.2020.122925
[5] Xu, Z., Yang, W., You, K., Li, W., Kim, Y. (2017). Vehicle autonomous localization in local area of coal mine tunnel based on vision sensors and ultrasonic sensors. PloS One, 12(1): e0171012. https://doi.org/10.1371/journal.pone.0171012
[6] Yuan, T. (2021). Study on the effect of liquid carbon dioxide concentration on mine fire prevention and extinguishing effect. Inner Mongolia Petrochemical Industry, 47(11): 25-26.
[7] Qi, Y., Wang, W., Qi, Q., Ning, Z., Yao, Y. (2021). Distribution of spontaneous combustion three zones and optimization of nitrogen injection location in the goaf of a fully mechanized top coal caving face. Plos One, 16(9): e0256911. https://doi.org/10.1371/journal.pone.0256911
[8] Li, J., Lu, W., Cao, Y., Kong, B., Zhang, Q. (2019). Method of pre-oxidation treatment for spontaneous combustion inhibition and its application. Process Safety and Environmental Protection, 131(C): 169-177. https://doi.org/10.1016/j.psep.2019.08.013
[9] Xu, D., Zhang, L., He, W., Xu, Y., Zhao, Y., Zhu, J., Qi, Q. (2023). The generation mechanism of CO and CO2 in coal spontaneous combustion by mathematical statistical and other methods. Fuel, 350: 128747. https://doi.org/10.1016/j.fuel.2023.128747
[10] Liang, Y., Hou, X., Luo, H., Tian, F., Yu, G. (2016). Development countermeasures and current situation of coal mine fire prevention & extinguishing in China. Coal Science and Technology, 44(6): 1-6, 13. https://doi.org/10.13199/j.cnki.cst.2016.06.001
[11] Deng, J., Yang, N., Wang, C.P., Chen, G.H., Kang, F.R., Ren, L.F., Cui, X.C., Bai, G.X. (2022). Key technology of “preventing-suppressing-extinguishing” coordinated fire preventing and extinguishing for coal spontaneous combustion in goaf. Safety in Coal Mines, 53(9):1-8. https://doi.org/10.13347/j.cnki.mkaq.2022.09.001
[12] Du, Y. (2017). ZHJ type surface grouting system for mine fire preventing and extinguishing. Safety in Coal Mines, 48(3): 92-94, 98. https://doi.org/10.13347/j.cnki.mkaq.2017.03.025
[13] Liu, J., Dou, G.L., Zhao, Y.F., Xuan, D.Q., Dong, Y.L., Jian, H.D., Zhong, X.X. (2022). Study on preparation and properties of composite fire prevention gel for mine. Safety in Coal Mines, 53(9): 177-185. https://doi.org/10.13347/j.cnki.mkaq.2022.09.025
[14] Li, S. (2008). Experimental study on performance that carbon dioxide inhibits coal oxidation and spontaneous combustion (Doctoral dissertation). Xi’an University of Science and Technology.
[15] Tu, P. (2014). Reasonable application of liquid carbon dioxide vaporizer. Chemical Engineering Management, (3): 159.
[16] Liang, X. (2022). Fire fighting technology of injecting liquid carbon dioxide into goaf. Jinneng Holding Science and Technology, (4): 25-27, 30. https://doi.org/10.19413/j.cnki.14-1117.2022.04.008
[17] Yu, Y., Gao, J. (2022). Application of liquid CO2 fire extinguishing prevention technology in goaf. Jiangxi Coal Science & Technology, (3): 146-148, 152.
[18] Cao, N., Liang, Y. (2021). Mechanism of fire prevention with liquid carbon dioxide and application of long-distance pressure-holding transportation technology based on shallow buried and near-horizontal goaf geological conditions. Journal of Chemistry, 2021: 1-19. https://doi.org/10.1155/2021/5572963
[19] Zhao, M. (2021). Application of large flow gaseous CO2 fire control technology in control of spontaneous combustion fire. Safety in Coal Mines, 52(3): 122-126. https://doi.org/10.13347/j.cnki.mkaq.2021.03.021
[20] Yue, X. (2023). Optimization and application of liquid CO2 injection process in goaf. Shanxi Coal, 43(4): 59-65.
[21] Guo, H., Wang, W., Mao, L. (2016). Fire prevention and control technology of coal mining face in shallow depth and close distance easy spontaneous combustion coal seam group. Safety in Coal Mines, 47(2): 148-154. https://doi.org/10.13347/j.cnki.mkaq.2016.02.041
[22] Cowan, R.D. (1963). Pulse method of measuring thermal diffusivity at high temperatures. Journal of Applied Physics, 34(4): 926. https://doi.org/10.1063/1.1729564
[23] Parker, W.J., Jenkins, R.J. (1962). Thermal conductivity measurements on bismuth telluride in the presence of a 2 MeV electron beam. Advanced Energy Conversion, 2: 87-103. https://doi.org/10.1016/0365-1789(62)90012-7
[24] Bi, J., Ren, L., Yin, Z., Jia, Z., Xiu, W., Wu, X., He, L. (2023). Development and application of reference material for thermal diffusion coefficient. Industrial Metrology, 33(5): 1-5. https://doi.org/10.13228/j.boyuan.issn1002-1183.2023.0185
[25] Zhumagulov, G. (2013). Experimental study of thermophysical properties of Shubarkol coal. Chemistry and Technology of Fuels and Oils, 49(2): 100-107. https://doi.org/10.1007/s10553-013-0419-7
[26] Zhang, Z., Jiang, R., Zhu, Y., Guo, W., Zhao, J., Chen, Y., Li, Y., Ding, B. (2023). Measurement of thermal conductivity of Zr-based bulk metallic glass by laser flash method. Materials China, 42(2): 181-184.
[27] Pang, P., Xiao, Y., Liu, K., Huang, C., Lu, X. (2020). Study on thermal loss and heat transfer characteristics of oxidized spontaneous combustion of coal-based activated carbon. Safety in Coal Mines, 51(12): 27-33. https://doi.org/10.13347/j.cnki.mkaq.2020.12.006
[28] Kidena, K., Yamashita, T., Akimoto, A. (2007). Prediction of thermal swelling behavior on rapid heating using basic analytical data. Energy & Fuels, 21(2): 1038-1041. https://doi.org/10.1021/ef060355p
[29] Li, Y., Zhao, G., Liu, Z., Qiao, Z., Yin, X., Li, J. (2019). Study on measurement of thermal conductivity of loose coal and analysis of influencing factors. Engineering & Test, 59(3): 21-22, 35.
[30] Hu, K. (2019). Research on liquid carbon dioxide cooling system of heading face. Doctoral dissertation, Shandong University of Science and Technology. https://doi.org/10.27275/d.cnki.gsdku.2019.000091
[31] Jing, J. (2019). Research on fire prevention and extinguishing technology of liquid carbon dioxide in Yangchangwan coal mine. Doctoral dissertation, China University of Mining & Technology.
[32] Li, P. (2021). Cooling law of liquid carbon dioxide on coal with different particle sizes. Safety in Coal Mines, 52(2): 28-32. https://doi.org/10.13347/j.cnki.mkaq.2021.02.007
[33] Wang, G. (2017). Application and analysis of liquid CO2 infusion technology in mine fire. Coal Science and Technology, 45(S1): 89-93.
[34] Yang, C. (2018). Research and application of inhibiting coal spontaneous combustion technology by liquid CO2. Doctoral dissertation, Xi’an University of Science and Technology.