Titik Nurmawati*![]() | Hadiyanto Hadiyanto
| Hadiyanto Hadiyanto![]() | Cahyadi Cahyadi
| Cahyadi Cahyadi![]() | Noor Fachrizal
| Noor Fachrizal![]() | Sutopo Sutopo
| Sutopo Sutopo![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The potential of infrared drying to enhance energy efficiency and condense drying periods has been increasingly recognized. The present study is centered on the application of infrared lamps to extend the shelf life of oyster mushrooms, a widely consumed species. The drying performance and energy consumption of these mushrooms were evaluated using a batch method, highlighting the influence of varying power levels (432 W, 504 W, and 624 W), drying air velocities (1.2 m.s-1 and 1.5 m.s-1), and mushroom weight (500 g and 750 g) on the drying process. Parameters including changes in water content, specific energy consumption (SEC; kWh. kg of water-1), and drying energy efficiency (%) were meticulously observed. It was found that drying energy efficiency varied between 40.01 and 53.95%, while the SEC ranged from 2.81 to 3.58 kWh. kg of water-1. The combination of 624 W power, 1.5 m.s-1 of drying air velocity, and a mushroom weight of 750 g yielded the highest drying efficiency (53.95%) and the lowest SEC (2.81 kWh. kg of water-1). Furthermore, the shortest drying time was observed when the conditions were adjusted to the highest power level (624 W), fastest air velocity (1.5 m.s-1), and lowest sample weight (500 g). This study underscores the promise of infrared drying in optimizing the drying process of oyster mushrooms, with implications for broader applications in food preservation.
drying, energy, infrared, mushroom
Oyster mushrooms (Pleurotus ostreatus) are known for their white-hued appearance and hood shape, reminiscent of an oyster shell [1]. These mushrooms are rich in protein, carbohydrates, fats, vitamins, and minerals [2]. However, their high moisture content makes them prone to rapid decay, leading to an unpleasant odor, brownish color, and watery texture [3]. Consequently, these mushrooms have a limited shelf life, typically ranging from 1-2 days at room temperature to 2-3 days under controlled conditions [4-6].
To extend the shelf life of oyster mushrooms, various preservation methods have been explored, one of which involves drying the mushrooms [5, 7]. The drying process serves to remove most of the water content by employing heat energy, thus facilitating the equilibrium between the water content and the surrounding environment [8]. This not only reduces weight and volume, easing the process of transportation and storage [7], but also necessitates careful selection of the drying method, given the mushrooms' high sensitivity to temperature [6, 9-11].
Traditional sun drying is frequently employed by farmers, particularly in Indonesia [12, 13]. This method is simple and cost-effective, but it is marred by numerous drawbacks. These include dependence on weather conditions, prolonged drying times, and susceptibility to contamination from dust, insects, and dirt which ultimately lead to suboptimal, low-value end products [7, 13, 14].
Infrared (IR) drying, in contrast, is considered a more efficient method for enhancing the drying rate of agricultural products, using less energy than traditional drying methods [15].
This technique employs infrared radiation, produced by infrared lamps, to dry materials, making it a popular choice in food, pharmaceutical, and other industries [16-19]. Infrared radiation, falling within the electromagnetic spectrum between ordinary light and microwaves, can penetrate the surface layers of materials and cause water molecules within to vibrate and generate heat [20]. This radiation can be categorized into near-infrared (NIR) radiation (wavelengths from 0.78μm to 1.4μm), mid-infrared (MIR) radiation (wavelengths from 1.4μm to 3μm), and far-infrared (FIR) radiation (wavelengths from 3μm to 1000μm) [21].
The unique properties of infrared radiation make it ideal for drying materials with high dielectric values, such as water [22]. The volumetric nature of water means that when exposed to infrared radiation, the temperature increase originates within the material, moving outward. This is in contrast to conventional drying, where the heat primarily affects the surface of the material [23].
The advantages of infrared drying are manifold, including shorter processing times, increased energy efficiency, improved final product quality, and greater control over process parameters [18, 19, 24].
Furthermore, previous studies have revealed that infrared drying requires less energy and causes less damage or deformation to the material due to the lower drying temperature [6, 25].
However, it is worth noting that infrared drying is best suited for materials with relatively thin and homogeneous thickness, such as paper, cloth, or small food items. Materials with larger thickness or complex structure may necessitate alternative drying technologies for optimal results.
Previous research on oyster mushroom drying has primarily focused on traditional methods, such as sunlight and vacuum drying [26, 27]. Although convective hot air drying has been explored [28], the potential of energy-efficient thermal energy sources that can reduce drying time and minimize energy consumption is yet to be fully realized. Therefore, the aim of this study is to assess the drying efficiency of an infrared dryer under different power levels and sample weights, and to evaluate the effects of air speed on the drying process. This study seeks to contribute to the existing literature by examining the potential of infrared drying as a more efficient, energy-saving method for preserving oyster mushrooms.
2.1 Sample preparation
The material used for this research is oyster mushrooms obtained from traditional markets in South Tangerang. All drying experiments were conducted using oyster mushrooms. Prior to drying, the mushrooms were cleaned, halved, and sliced into strips measuring 0.007-0.01 m.
2.2 Experimental setup
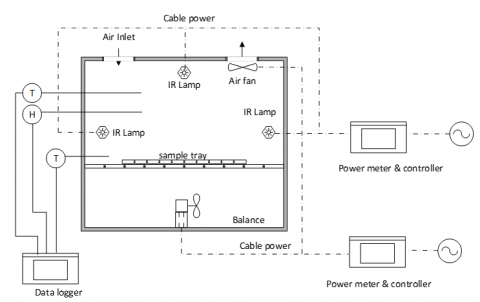
The drying chamber was comprised of a glass enclosure with dimensions of 0.620 m x 0.490 m and a height of 0.460 m, as shown in Figure 1. The glass walls had a thickness of 0.05 m and were not insulated. The sample tray, which is made of wire mesh, is positioned parallel to the far-infrared heater.
Figure 2 depicts a schematic diagram of an experimental dryer that utilizes a far-infrared heat source. The far-infrared heaters have been constructed using carbon silicon (SiC) and are designed to operate at 220 volts, with a maximum power output of 1.3 kilowatts (kW).
This arrangement is commonly used in applications where materials need to be heated uniformly from below. The wire mesh allows for even heat distribution and airflow, ensuring that the samples receive consistent heating throughout the process and maintained a constant distance of 160 mm from the oyster mushroom samples throughout the duration of the experiments.
Figure 1. Infrared lamp-based dryer
Figure 2. Scheme of infrared lamp-based dryer
This research is an experimental study with several variables, such as: Independent variables: infrared lamp power of 432 W, 504 W, 624 W, air flow rate of 1.2 m.s-1, 1.5 m.s-1, and the weight of the material being dried of 500 g, 750 g. The two various of air flow rates and three various power level selected refer to other IR drying research for agricultural product, such as longan fruit [29]; pineapple [30], mulberry leaf tea [31], strawberry [32].
Dependent variables: drying time, final moisture content, drying efficiency. Controlled variables: material heat temperature, drying chamber temperature, ambient temperature, mushroom weight, electric power consumption.
Each various variable conducted with three replicates for quality assurance in this experiment.
Test procedure for drying operation is as follows: the first, prepare the material to be dried by cutting the oyster mushrooms into pieces with a thickness of 0.005-0.01 m to make it easier to place them on the drying rack. Weigh the material and place it on the drying rack. After the material is dried, a sample of the dried material is weighed, which will be used as the observation material in the experiments. The next, checking all equipment for measurement and electrical equipment supporting the process. Further steps include operating the drying chamber by setting the lamp power and fan speed according to the pre-set variables. Every 10 minutes, measurements and recordings are conducted, including sample weighing, mushroom temperature, drying chamber temperature, electricity consumption, ambient temperature, and weighing the change in sample weight during the drying process. Further parameters are including changes in water content, energy efficiency (%) and specific energy consumption (SEC).
2.3 Calculation
2.3.1 Change in moisture content
The change of moisture content in the oyster mushroom can be calculated as follows:
$\Delta X=\frac{m_i-m_t}{m_i}$ (1)
One method to calculate the rate of change in moisture content is by measuring the decrease of moisture content over a period of time.
$M_t=-k . t$ (2)
2.3.2 Drying efficiency
Drying efficiency can be determined by dividing the energy needed to evaporate the water from the material by the energy that enters the dryer [33]. Calculating the amount of energy needed for the drying process. The sensible heat of the material (Qs) is the amount of heat used to heat the material.
$Q_s=m_k C_p\left(T_t-T_i\right)$ (3)
$m_k=m\left(1-x_i\right)$ (4)
The sensible heat of water (Qw) refers to the heat needed to increase the temperature of the water present in the material.
$Q_w=m_a C_a\left(T_p-T_o\right)$ (5)
$m_a=m-m_k$ (6)
The latent heat of evaporation of water (Qfg) is the amount of heat used to evaporate the water of the material.
$Q_{f g}=m_w \cdot h_{f g}$ (7)
$m_w=m_i-m_o$ (8)
$m_o=\frac{m_k}{1-x_f}$ (9)
$Q_t=Q_s+Q_w+Q_{f g}$ (10)
Drying eficiency can be calculated as follows:
$\eta=\frac{Q_t}{Q_p} \cdot 100 \%$ (11)
$Q_p=P . t$ (12)
2.3.3 Specific energy consumption
The assessment of energy consumption in the drying process utilizing an infrared lamp dryer involves calculating the amount of the cumulative energy utilized by the infrared lamp and fan, which is subsequently divided by the total quantity of water evaporated [25, 34-36].
$S E C=\frac{Q_t}{m_w}$ (13)
3.1 Rate of change in moisture content
Change moisture content is one of the chemical properties of a material that indicates the amount of water contained in the food. Water is the most abundant component in oyster mushrooms [37].
The speed of moisture reduction in IR (infrared) lamp drying is influenced by several factors, such as drying temperature, radiation intensity, and the characteristics of the dried material. The higher the drying temperature, radiation intensity, and the lower the initial moisture content of the material being dried, the faster the moisture reduction rate will be. However, it should be noted that excessive parameter settings may affect the quality of the product. Therefore, careful parameter adjustment is necessary to achieve optimal drying efficiency and good product quality.
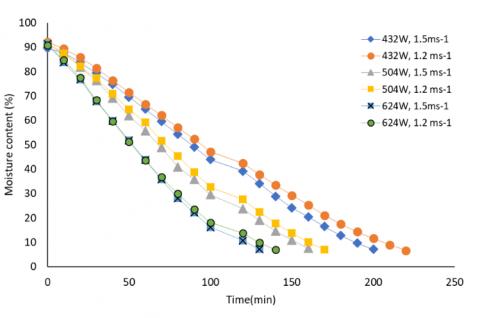
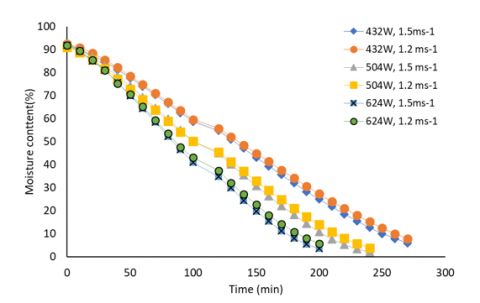
The effect of lamp power, drying air velocity, and the weight of the dried material on the reduction of moisture content can vary depending on the characteristics of the material being dried and the drying parameters used. However, in general, the higher the lamp power and drying air velocity, the faster the reduction of moisture content. On the other hand, the larger the weight of the dried material, the slower the reduction of moisture content tends to be. However, it should be noted that too rapid reduction of moisture content can affect the quality of the resulting product, so proper and accurate adjustment of drying parameters remains crucial to achieve optimal drying efficiency and good product quality.
Figure 3. Variation of moisture content over time of different power levels with 500 gr of mushrooms
Figure 4. Variation of moisture content overtime of different power level with 750 gr mushrooms
Changes in moisture content obtained in drying oyster mushrooms with various differences in power levels, drying air speed and the weight of the dried mushrooms can be seen in Figures 3 and 4.
Table 1. Value of k (drying constant) of 500 g and 750 g mushrooms
|
Level Power (P), Fan Velocity (m.s-1) |
k (min-1) |
|
|
500 g |
750 g |
|
|
(432 W;1.5 m.s-1) |
0.434 |
0.339 |
|
(432 W;1.2 m.s-1) |
0.406 |
0.328 |
|
(504 W;1.5 m.s-1) |
0.550 |
0.419 |
|
(504 W;1.2 m.s-1) |
0.519 |
0.390 |
|
(624 W;1.5 m.s-1) |
0.682 |
0.482 |
|
(624 W;1.2 m.s-1) |
0.626 |
0.464 |
Note: k=drying constant
From Figures 3 and 4, it can be observed that there is a correlation between the change in moisture content (Mt) and time (t) for various power levels, fan speeds, and mushroom weights. It was found that for a mushroom weight of 500 g, a power level of 624 W and a fan velocity of 1.5 m.s-1 resulted in the fastest decrease in moisture content. Within 130 minutes, a moisture content value of 7.1% was achieved. A higher power level leads to a larger temperature increase, resulting in significant water evaporation. Thus, a higher lamp power level leads to a faster drying process. Similarly, a higher drying air speed results in a faster drying process.
Table 1 describes the values of the drying constant (k) with various variables such as power level, fan velocity, and weight of the mushroom. It can be observed that the dryer with the highest power level (624 W), highest fan velocity (1.5 m.s-1), and mushroom weight of 500 g obtained the highest value of k, which is 0.682 min-1. The greater the power level, the greater the amount of heat energy produced, this occurs because the friction between water molecules is greater, resulting in a faster evaporation process and a faster decrease in the water content of the dried material. The higher the fan speed, the faster the transfer of water vapor from the drying chamber. For a higher mushroom weight, a smaller k value will be obtained due to the increase in the weight of the mushrooms, resulting in a thicker layer of material on the tray, causing the evaporation process to be slower and the drying process to be slower as well [38]. Increasing the velocity of the drying air can also accelerate the transfer of water vapor from the material to the surrounding atmosphere [22].
3.2 Specific energy consumption
Dryer energy consumption is a crucial technical information that is essential for the optimal design and cost-effective operation of energy-efficient drying systems. In order to assess the energy performance of dryers, its thermal efficiency and specific energy consumption (SEC) are taken into consideration. SEC in the drying process (MJ.kg-1) refers to the amount of energy required to remove 1 kg of water from the moist product [39].
Specific energy consumption (SEC) is the amount of incoming energy required for the drying process [40].
Therefore, the power of the lamps, the weight of the material being dried, and the drying air velocity all affect the SEC value. The power level of the IR lamps used in the drying process will affect the SEC value. The greater the power level of the lamps used, the more energy is required to operate them, which increases the SEC value. The weight of the material being dried also affects the SEC value. The greater the weight of the material that needs to be dried, the more energy is required to dry it. Therefore, the greater the weight of the material being dried, the higher the SEC value. Drying air velocity also affects the SEC value. The higher the velocity of the drying air, the more energy is required to produce the air, which results in a higher SEC value.
In order to minimize the SEC (Specific Energy Consumption) value, several measures can be used. These measures involve optimizing the utilization of lamp power, optimizing the load of the material undergoing drying, and optimizing the velocity of the drying air. By implementing these actions, the SEC value can be reduced.
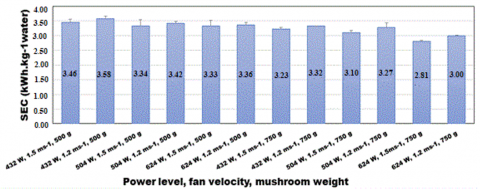
Figure 5 shows the relationship between power level, fan velocity, and specific energy consumption (SEC). The lowest SEC value is achieved with the highest power level and highest airspeed, while the highest SEC value is obtained with the lowest power level and lowest airspeed. The SEC values generated vary between 2.81 kWh. kg of water-1 and 3.58 kWh. kg of water-1. Previous research on food materials using an IR dryer has reported SEC values ranging from 0.91 1 to 250 kWh. kg water-1 [15]. For slide mushrooms, the SEC values range from 2.87 kWh. kg of water-1 to 5.36 kWh.kg of water-1 [25].
The effect of power level, fan velocity, and mushroom weight on SEC can be analyzed statistically using regression analysis with Microsoft Excel. The results of the statistical analysis are presented in Tables 2, 3, and 4.
Table 2. Model summary regression of SEC
|
Regression Statistic |
|
|
Mutiple R |
0.955 |
|
R Square |
0.913 |
|
Adjusted R Square |
0.880 |
|
Standard Error |
0.073 |
|
Observations |
12 |
Table 3. Anova value of SEC
|
|
df |
SS |
MS |
F |
Significance F |
|
Regression |
3 |
0.448 |
0.149 |
27.878 |
0.00014 |
|
Residual |
8 |
0.043 |
0.005 |
||
|
Total |
11 |
0.491 |
Table 4. Regression statistics of SEC
|
Parameter |
Coefficients |
Standard Error |
t Stat |
P-value |
|
Intercept |
5.258 |
0.259 |
20.309 |
3.61E-08 |
|
P (X1) |
-0.001 |
0.0003 |
-5.306 |
0.001 |
|
v (X2) |
-0.386 |
0.141 |
-2.740 |
0.025 |
|
w (X3) |
-0.001 |
0.0002 |
-6.927 |
0.0001 |
Tables 2, 3, and 4 present the results of the statistical analysis. Based on the analysis, the line equation is y=-0.001x1-0.386x2-0.001x3+5.258, where y=SEC (kWh. kg of water-1), x1=power level (W), x2=fan velocity (m.s-1), and x3=weight of mushrooms (g).
The significance F value is 0.00014 (less than 5%), indicating that the independent variables (power level, fan speed, mushroom weight) have a significant effect on the SEC value. Therefore, the regression model can be used to predict the fixed variable (SEC). The P value of each independent variable is 0.001 (less than 5%), 0.025 (less than 5%), and 0.0001 (less than 5%). This indicates that each independent variable has a significant effect on the SEC value when analyzed individually.
Based on the coefficients table, fan velocity (v) has the greatest effect in decreasing SEC by 0.386 kWh. kg of water-1, followed by power level (P) with an effect of 0.00141, while the weight of the mushrooms has the least effect at 0.001. The coefficient of determination (R2) is 0.91, indicating that the three independent variables (P, v, w) collectively affect the SEC by 91.27%, while the remaining 8.73% can be influenced by other variables not included in the study.
3.3 Efficiency energy
This research examines the impact of three variables on the efficiency of infrared lamp drying: lamp power, drying air velocity, and weight of the material being dried. Lamp power in infrared drying has a significant influence on drying energy efficiency. The higher the IR lamp power, the more energy is required to generate the heat needed to dry the material. However, using an IR lamp power that is too low can result in insufficient heat to dry the material. Therefore, selecting an appropriate lamp power is crucial for improving drying energy efficiency.
The weight of material being dried also affects the efficiency of infrared drying. The more material there is to dry, the more energy is needed to dry it all. Therefore, it is necessary to adjust the amount of material being dried to the drying capacity to maintain energy efficiency.
Drying air velocity also plays a role in infrared drying efficiency. Higher air velocity requires more energy to produce the desired dry air. However, fast-moving air on the surface of the material reduces drying time by removing moisture from the surface. Therefore, adjusting the drying air velocity according to the material being dried and the drying capacity is essential to maintain energy efficiency. Proper selection of lamp power, adjustment of material quantity according to the drying capacity, and adaptation of drying air velocity to the material and capacity can enhance infrared drying energy efficiency.
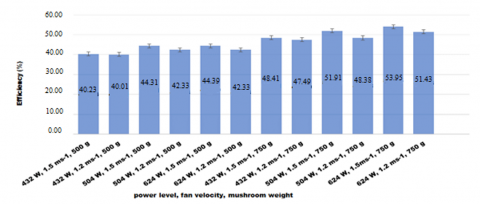
Figure 6 depicts the relationship between power level, air velocity, and drying efficiency. Low power levels and airspeeds result in low efficiency values. Conversely, the highest power level and air speed result in the highest efficiency value. The greater the power level, the more electromagnetic energy is absorbed by the material. This energy causes friction between molecules in oyster mushrooms, especially for water molecules since water is the dominant element. This friction increases the temperature in the oyster mushroom cells and causes the water to evaporate. The resulting drying energy efficiency ranges from 40.01%-53.95%. In general, the energy efficiency of drying ranges from 20-60% [41].
The effect of power level, fan velocity, and mushroom weight on efficiency can be analyzed statistically using the regression method in Microsoft Excel. The results of the statistical analysis are shown in Tables 5-7.
Tables 5-7 show the results of the statistical analysis. From the statistical analysis, the line obtained the equation y=0.002x1+6.485x2–0.032x3+6.966 where y=efficiency (%), x1=power level (W), x2=fan velocity (m.s-1) and x3=mushroom weight (g). Significance F is 5.0311×10-5 (less than 5%), which means that the independent variables (power level, fan speed, mushroom weight) have significant effect on the efficiency value, so the current regression model can be used to predict the fixed variable (efficiency). For the P value of each independent variable, which are 0.001 (less than 5%), 0.014 (less than 5%), 1.2×10-6 (less than 5%) are partially acquired significant effect on the value of efficiency.
Figure 5. Relationship graph between power level, fan speed and SEC with 500 g and 750 g mushrooms
Figure 6. Relationship graph between power level, fan velocity and efficiency with a mushroom weight of 500 g and 750 g
From the coefficient table, fan velocity (v) has the greatest effect on the increase in efficiency of 6.485, the weight of the mushroom has the effect of 0.003, and the power level (P) has the least influence of 0.002. The coefficient of determination (R2) result is 0.96, which means that the three independent variables (P, v, w) simultaneously affect the efficiency of 96.20%. The remaining 3.80% are influenced by other variables outside the three variables.
Table 5. Model summary regression of energy efficiency
|
Regression Statistics |
|
|
Multiple R |
0.980837 |
|
R Square |
0.962041 |
|
Adjusted R Square |
0.947806 |
|
Standard Error |
1.080085 |
|
Observations |
12 |
Table 6. Anova value of energy efficiency
|
|
df |
SS |
MS |
F |
Significance F |
|
Regression |
3 |
236.529 |
78.843 |
67.584 |
5.0311E-06 |
|
Residual |
8 |
9.333 |
1.167 |
||
|
Total |
11 |
245.862 |
|
|
|
Table 7. Regression statistics of energy efficiency
|
Parameter |
Coefficients |
Standard Error |
t Stat |
P-value |
|
Intercept |
6.966 |
3.820 |
1.824 |
0.106 |
|
P (X1) |
0.020 |
0.004 |
5.043 |
0.001 |
|
v (X2) |
6.485 |
2.079 |
3.120 |
0.014 |
|
w (X3) |
0.032 |
0.002 |
12.94 |
1.2004E-06 |
This work evaluated the drying performance of osyter mushroom using infrared drying method. Some various parameter that significantly affect the oyster mushroom drying process, including the power of the lamp, the drying air velocity, and the weight of the material were examined. These factors influence the energy efficiency of the drying process and the SEC during infrared drying.
Based on the research, the variation of 624 W lamp power, 1.5 m.s-1 air speed and 500 g mushroom weight has the highest rate of water content decrease, while the variation with 624 W lamp power, 1.5 m.s-1 air speed, and 500 g mushroom weight results in the highest drying energy efficiency of 53.95% and had a lower SEC of 2.81 kWh. kg of water-1. Meanwhile, the variations in lamp power of 432 W, air speed of 1.2 m.s-1 and a mushroom weight of 500 g results in the lowest drying energy efficiency of 40.01% and had a higher SEC of 3.58 kWh. kg of water-1.
The development of the SEC and drying efficiency models was based on first-order equations, which considered variables such as infrared power, sample mass, and air speed. The findings revealed a strong agreement between the predicted results and the actual data, as evidenced by the R2 values of 0.91 and 0.96 obtained for the SEC model and drying efficiency, respectively.
On a laboratory scale, the infrared drying method for oyster mushroom can considerably increase drying efficiency and energy efficiency. Future research should prioritize the commercial application of these infrared drying technologies. However, additional research is required to determine the effects of infrared drying on the nutrient content of the product.
This research was supported by Research Center for Energy Conversion and Conservation (PRKKE), the National Research and Innovation Agency (BRIN).
|
SEC |
specific energy consumption, kWh. kg of water-1 |
|
P |
power consumption of lamp and fan, W |
|
Cp m |
specific heat of material, J. Kg-1℃-1 mass, kg |
|
k |
drying constant |
|
Q |
energy, J |
|
h |
enthalpy, kJ. kg-1 |
|
t |
time, s |
|
T |
temperature, ℃ |
|
x |
ratio of moisture content |
|
Greek symbols |
|
|
η |
drying efficiency, % |
|
Subscripts |
|
|
fg |
latent |
|
f |
fluid |
|
w |
water |
|
s |
sample |
|
o |
mass dry matter portion |
|
k |
dry mass where the moisture content is 0% |
|
i |
initial mass of sample |
|
t |
mass of sample after t time |
|
f |
final |
|
t |
total drying energy |
|
p |
power consumption of fan and lamps |
[1] Lisa, M., Lutfi, M., Susilo, B. (2015). Pengaruh suhu dan lama pengeringan terhadap mutu tepung jamur tiram putih (Plaerotus ostreatus). Jurnal Keteknikan Pertanian Tropis dan Biosistem, 3(3): 270-279. http://dx.doi.org/10.21776/jkptb.v3i3.293
[2] Kadir, I. (2010). Utilization of irradiation to extend the shelf life of dried white oyster mushrooms (Pleurotus ostreatus) (Pemanfaatan iradiasi untuk memperpanjang daya simpan jamur tiram putih (Pleurotus ostreatus) kering). Jurnal Ilmiah Aplikasi Isotop dan Radiasi, 6(1): 86-103. http://doi.org/10.17146/jair.2010.6.1.513
[3] Muhandri, T., Yulianti, S.D., Herliyana, E.N. (2017). Utilization of irradiation to extend the shelf life of dried white oyster mushrooms (Pleurotus ostreatus) (Karakteristik Pengeringan Jamur Tiram (Pleurotus ostreatus var. florida) Menggunakan Pengering Tipe Fluidized Bed Drier). Agritech: Jurnal Fakultas Teknologi Pertanian UGM, 37(4): 420-427. http://doi.org/10.22146/agritech.10619
[4] Cahya, M., Hartanto, R., Novita, D.D. (2014). Kajian penurunan mutu dan umur simpan jamur tiram putih (Pleurotus ostreatus) segar dalam kemasan plastik polypropylene pada suhu ruang dan suhu rendah. Jurnal Teknik Pertanian Lampung (Journal of Agricultural Engineering), 3(1): 35-48.
[5] Kasutjianingati, K., Kusparwanti, T., Wihartiningseh, N. (2016). Implementation of extending the shelf life of fresh oyster mushroom (Pleurotus ostreatus) products into dry ingredients (Implementasi Memperpanjang Masa Produk Jamur Tiram (Pleurotus ostreatus) Segar Menjadi Produk Bahan Kering). Proceedings. https://sipora.polije.ac.id/21457/1/155.
[6] Salehi, F. (2020). Recent applications and potential of infrared dryer systems for drying various agricultural products: A review. International Journal of Fruit Science, 20(3): 586-602. https://doi.org/10.1080/15538362.2019.1616243
[7] Nurmawati, T., Hadiyanto, H., Cahyadi, C., Fachrizal, N. (2022). The effect of lamp power on the oyster mushroom drying process based on infrared lamps (Pengaruh Daya Lampu Terhadap Proses Pengeringan Jamur Tiram Berbasis Lampu Infrared). Jurnal Energi Baru dan Terbarukan, 3(3): 239-248. https://doi.org/10.14710/jebt.2022.14627
[8] Zamharir, Z., Sukmawaty, S., Priyati, A. (2016). Analysis of Heat Energy Utilization in Drying Onion (Allium ascalonicum L.) using a Greenhouse Effect Dryer (ERK): Analysis of Heat Energy Utilization in Onion (Allium ascalonicum, L.) (Analisis Pemanfaatan Energi Panas pada Pengeringan Bawang Merah (Allium ascalonicum L.) dengan menggunakan Alat Pengering Efek Rumah Kaca (ERK): Analysis of Heat Energy Utilizationin Onion (Allium ascalonicum, L.) DryingusingGreenHouses Gasses (GHG) Drye). Jurnal Ilmiah Rekayasa Pertanian dan Biosistem, 4(2): 264-274. https://jrpb.unram.ac.id/index.php/jrpb/article/view/34.
[9] Asgar, A., Zain, S., Widyasanti, A., Wulan, A., Alumnus Fakultas Teknologi Industri Pertanian, U.N.P.A.D. (2013). Study of the characteristics of the drying process for oyster mushrooms (Pleurotus sp.) using a vacuum drying machine (Kajian karakteristik proses pengeringan jamur tiram (Pleurotus sp.) menggunakan mesin pengering vakum). Jurnal Hortikultura, 23(4): 379. https://doi.org/10.21082/jhort.v23n4.2013.p379-389
[10] Salehi, F., Kashaninejad, M., Asadi, F., Najafi, A. (2016). Improvement of quality attributes of sponge cake using infrared dried button mushroom. Journal of Food Science and Technology, 53: 1418-1423. https://doi.org/10.1007/s13197-015-2165-9
[11] Ghanbarian, D., Baraani Dastjerdi, M., Torki-Harchegani, M. (2016). Mass transfer characteristics of bisporus mushroom (Agaricus bisporus) slices during convective hot air drying. Heat and Mass Transfer, 52: 1081-1088. https://doi.org/10.1007/s00231-015-1629-9
[12] Napitupulu, F.H., Atmaja, Y.P. (2011). Design and testing of corn dryer equipment with cabinet dryer type for a capacity of 9 kg per cycle (Perancangan dan Pengujian Alat Pengering Jagung dengan Tipe Cabinet Dryer untuk Kapasitas 9 Kg Per-Siklus). Jurnal Dinamis, 2(8): 32-43. https://jurnal.usu.ac.id/index.php/jddtm/article/view/70/39.
[13] Prakoso, A. (2014). Design of an oyster mushroom dryer as an alternative to sun drying (Perancangan Alat Pengering Jamur Tiram Sebagai Alternatif Penjemuran Matahari). Doctoral dissertation, Universitas Brawijaya.
[14] Nascimento, V.R., Biagi, J.D., Oliveira, R.A.D., Arantes, C.C., Rossi, L.A. (2019). Infrared radiation drying of Moringa oleifera grains for use in water treatment. Revista Brasileira de Engenharia Agrícola e Ambiental, 23: 768-775. https://doi.org/10.1590/1807-1929/agriambi.v23n10p768-775
[15] Delfiya, D.A., Prashob, K., Murali, S., Alfiya, P.V., Samuel, M.P., Pandiselvam, R. (2022). Drying kinetics of food materials in infrared radiation drying: A review. Journal of Food Process Engineering, 45(6): e13810. https://doi.org/10.1111/jfpe.13810
[16] Venkitasamy, C., Zhu, C., Brandl, M.T., Niederholzer, F.J., Zhang, R., McHugh, T.H., Pan, Z. (2018). Feasibility of using sequential infrared and hot air for almond drying and inactivation of Enterococcus faecium NRRL B-2354. LWT, 95: 123-128. https://doi.org/10.1016/j.lwt.2018.04.095
[17] Bualuang, O., Tirawanichakul, Y., Tirawanichakul, S. (2013). Comparative study between hot air and infrared drying of parboiled rice: Kinetics and qualities aspects. Journal of Food Processing and Preservation, 37(6): 1119-1132. https://doi.org/10.1111/j.1745-4549.2012.00813.x
[18] Pekke, M.A., Pan, Z., Atungulu, G.G., Smith, G., Thompson, J.F. (2013). Drying characteristics and quality of bananas under infrared radiation heating. International Journal of Agricultural and Biological Engineering, 6(3): 58-70. https://doi.org/10.3965/j.ijabe.20130603.008
[19] Sakare, P., Prasad, N., Thombare, N., Singh, R., Sharma, S.C. (2020). Infrared drying of food materials: Recent advances. Food Engineering Reviews, 12(3): 381-398. https://doi.org/10.1007/s12393-020-09237-w
[20] Rachmat, R., Hadipernata, M., Sumangat, D. (2010). Pemanfaatan teknologi far infra red (FIR) Pada Pengeringan Rempah. Balai Besar Penelitian dan Pengembangan Pascapanen Pertanian, 22(1): 31-37.
[21] Riadh, M.H., Ahmad, S.A.B., Marhaban, M.H., Soh, A.C. (2015). Infrared heating in food drying: An overview. Drying Technology, 33(3): 322-335. https://doi.org/10.1080/07373937.2014.951124
[22] Hakim, A.R., Handoyo, W.T., Prasetyo, A.W. (2020). Performance and energy consumption analysis of seaweed drying using microwave. JPB Kelautan dan Perikanan, 15(1): 85-97.
[23] Huang, D., Yang, P., Tang, X., Luo, L., Sunden, B. (2021). Application of infrared radiation in the drying of food products. Trends in Food Science & Technology, 110: 765-777. https://doi.org/10.1016/j.tifs.2021.02.039
[24] Rastogi, N.K. (2012). Recent trends and developments in infrared heating in food processing. Critical Reviews in Food Science and Nutrition, 52(9): 737-760. https://doi.org/10.1080/10408398.2010.508138
[25] Darvishi, H., Najafi, G., Hosainpour, A., Khodaei, J., Aazdbakht, M. (2013). Far-infrared drying characteristics of mushroom slices. Chemical Product and Process Modeling, 8(2): 107-117. https://doi.org/10.1515/cppm-2013-0035
[26] Oddson, L., Jelen, P. (1981). Food processing potential of the oyster mushroom (Pleurotus florida). Canadian Institute of Food Science and Technology Journal, 14(1): 36-41. https://doi.org/10.1016/S0315-5463(81)72674-9
[27] Djamila, S., Bahariawan, A. (2020). Physical and chemical characteristics of oyster mushrooms flour (Pleurotus ostreatus) using rotary vacuum dryer type batch. IOP Conference Series: Earth and Environmental Science, 411(1): 012007. https://doi.org/10.1088/1755-1315/411/1/012007
[28] Tulek, Y. (2011). Drying kinetics of oyster mushroom (Pleurotus ostreatus) in a convective hot air dryer. Journal of Agricultural Science and Technology, 13(5): 655-664.
[29] Nuthong, P., Achariyaviriya, A., Namsanguan, K., Achariyaviriya, S. (2011). Kinetics and modeling of whole longan with combined infrared and hot air. Journal of Food Engineering, 102(3): 233-239. https://doi.org/10.1016/j.jfoodeng.2010.08.024
[30] Ponkham, K., Meeso, N., Soponronnarit, S., Siriamornpun, S. (2012). Modeling of combined far-infrared radiation and air drying of a ring shaped-pineapple with/without shrinkage. Food and Bioproducts Processing, 90(2): 155-164. https://doi.org/10.1016/j.fbp.2011.02.008
[31] Wanyo, P., Siriamornpun, S., Meeso, N. (2011). Improvement of quality and antioxidant properties of dried mulberry leaves with combined far-infrared radiation and air convection in Thai tea process. Food and Bioproducts Processing, 89(1): 22-30. https://doi.org/10.1016/j.fbp.2010.03.005
[32] Adak, N., Heybeli, N., Ertekin, C. (2017). Infrared drying of strawberry. Food Chemistry, 219: 109-116. https://doi.org/10.1016/j.foodchem.2016.09.103
[33] Mujumdar, A.S. (2014). Handbook of Industrial Drying. Fourth Edition. CRC Press. https://doi.org/10.1201/b17208
[34] Song, Z., Jing, C., Yao, L., Zhao, X., Wang, W., Mao, Y., Ma, C. (2016). Microwave drying performance of single-particle coal slime and energy consumption analyses. Fuel Processing Technology, 143: 69-78. https://doi.org/10.1016/j.fuproc.2015.11.012
[35] Motevali, A., Minaei, S., Khoshtaghaza, M.H., Amirnejat, H. (2011). Comparison of energy consumption and specific energy requirements of different methods for drying mushroom slices. Energy, 36(11): 6433-6441. https://doi.org/10.1016/j.energy.2011.09.024
[36] Abbaspour-Gilandeh, Y., Kaveh, M., Fatemi, H., Khalife, E., Witrowa-Rajchert, D., Nowacka, M. (2021). Effect of pretreatments on convective and infrared drying kinetics, energy consumption and quality of terebinth. Applied Sciences, 11(16): 7672. https://doi.org/10.3390/app11167672
[37] Mowsumi, F.R., Choudhury, M.B.K. (2010). Oyster mushroom: Biochemical and medicinal prospects. Bangladesh Journal of Medical Biochemistry, 3(1): 23-28. https://doi.org/10.3329/bjmb.v3i1.13804
[38] Afifah, N., Rahayuningtyas, A., Kuala, S.I. (2017). Modeling of drying kinetics of several agricultural commodities using infrared dryers (Pemodelan Kinetika Pengeringan Beberapa Komoditas Pertanian Menggunakan Pengering Inframerah). Agritech, 37(2): 220-228. https://doi.org/10.22146/agritech.10394
[39] Zhang, W., Chen, C., Pan, Z., Zheng, Z. (2021). Vacuum and infrared-assisted hot air impingement drying for improving the processing performance and quality of Poria cocos (Schw.) wolf cubes. Foods, 10(5): 992. https://doi.org/10.3390/foods10050992
[40] bin Abd Hamid, A.S., bin Ibrahim, A., bin Mat, S., bin Sopian, K. (2019). Experimental evaluation on large scale solar dryer for drying natural fiber in Malaysia. International Journal of Renewable Energy Research (IJRER), 9(2): 598-604. https://doi.org/10.20508/ijrer.v9i2.9070.g7629
[41] Djaeni, M., Asiah, N., Suherman, S., Sutanto, A., Nurhasanah, A. (2015). Energy efficient dryer with rice husk fuel for agriculture drying. International Journal of Renewable Energy Development, 4(1): 20-24. https://doi.org/10.14710/ijred.4.1.20-24