Aspen Plus Simulation and Performance Analysis of Catalytic Pyrolysis of Plastic Waste into Fuels Using Al2O3

Yunardi Yunardi*![]() | Annisa Farahiyah
| Annisa Farahiyah![]() | Nur Aini
| Nur Aini![]() | Mukramah Yusuf
| Mukramah Yusuf![]() | Mutia Reza
| Mutia Reza![]() | Novi Sylvia
| Novi Sylvia![]() | Johann Fellner
| Johann Fellner![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This simulation study investigates the conversion of plastic waste into fuel through pyrolysis, using Aspen Plus v. 11 modelling software. A systematic analysis was conducted on three types of plastics-high-density polyethylene (HDPE), polypropylene (PP), and polystyrene (PS)-at temperatures ranging from 400 to 800℃, both with and without Al₂O₃ catalysts to enhance conversion efficiency. The modelling results indicate that elevated temperatures significantly improve pyrolysis yields, with a temperature of 800℃ yielding optimal results for all polymer types. Among the three plastics tested, HDPE demonstrated the highest liquid yield at 69.18%, while PS exhibited the greatest char formation at 32.23%, attributable to its aromatic structure. The Al₂O₃ catalyst effectively reduced the reaction temperature requirements and enhanced the yields of liquid and gas products, thereby improving overall process efficiency. Notably, the catalyst had the most significant impact on PS conversion, with liquid yields increasing from 52.64% to 67.09%. The gas composition was predominantly C₃H₈ and C₄H₁₀, characteristic of liquefied petroleum gas (LPG). At the same time, the oil products mainly consisted of heavy hydrocarbons (C₂₈H₅₆, C₁₆H₃₂, C₈H₁₆), categorising them as heavy pyrolysis oil similar to fuel oil. PP exhibited the highest heating value, closely resembling that of heavy fuel oil. These simulation results suggest that catalytic pyrolysis technology is a promising approach to managing plastic waste while producing valuable hydrocarbon fuels for industrial applications. However, experimental validation is required to confirm these computational predictions.
simulation, Aspen Plus, plastic waste, pyrolysis, fuel
Plastic materials have dramatically reshaped modern life due to their versatility, durability, and cost-efficiency. They are integral to various sectors, including packaging, construction, electronics, and transportation. However, this extensive usage has triggered a profound environmental crisis that threatens ecosystems and human health on a global scale. A significant issue with traditional plastics is that their molecular structure renders them resistant to natural biodegradation, resulting in their persistence in the environment for centuries, which poses severe challenges to waste management systems and exacerbates global environmental issues associated with plastic pollution [1].
To emphasise the urgency of the plastic crisis, consider Indonesia’s waste production statistics. In 2021, the country generated approximately 68.5 million tons of waste, of which over 17% (approximately 11.6 million tons) consisted of plastics [2, 3]. This substantial volume of non-biodegradable waste places immense stress on waste management infrastructures, revealing inadequacies in existing disposal mechanisms. Traditional waste management strategies, predominantly involving landfilling, can lead to long-term soil and groundwater contamination due to the leaching of additives and microplastics from waste [4, 5]. This method not only consumes valuable land space but also risks exacerbating pollution for future generations, as these materials remain in situ indefinitely [3].
Incineration, often deemed a more effective solution, significantly reduces waste volume; however, this method presents considerable environmental drawbacks. The thermal treatment process of incineration emits harmful gases, including carbon dioxide (CO₂), dioxins, and other toxic substances, which worsen air quality and further contribute to climate change [6]. These emissions pose direct health risks to the surrounding communities, thus rendering incineration a less favourable option from both environmental and societal perspectives [7, 8].
In light of these limitations associated with conventional waste management strategies, innovative approaches, notably pyrolysis, have garnered substantial interest among researchers and engineers. Pyrolysis is a thermal treatment method that decomposes plastic waste into smaller hydrocarbon molecules by heating it in an oxygen-limited environment at temperatures ranging from 350℃ to 900℃ [9]. This process not only transforms plastic waste into valuable energy products, such as synthetic gas (syngas), liquid fuel oils, and solid char residues, but also converts plastic from an environmental burden into a potential resource, providing economic incentives for waste collection and treatment [10].
The application of catalysts in pyrolysis processes has emerged as a critical factor in enhancing the efficiency, selectivity, and economic viability of plastic waste conversion. Catalytic pyrolysis utilises various catalysts-including zeolites, metal oxides, and supported metal catalysts lower activation energies, reduce operating temperatures, and improve product quality by promoting selective bond breaking and reforming reactions. These catalysts offer more controlled decomposition pathways, resulting in higher yields of valuable products, including gasoline-range hydrocarbons, aromatics, and specific fuel fractions, while minimising undesirable byproducts like heavy tars and char residues [11]. Numerous studies have reported advancements in catalytic pyrolysis employing different catalysts that optimise the process for various plastic types, furthering the understanding and applicability of this technology [12].
The complexity and high costs associated with experimental pyrolysis studies have rendered computational simulations, particularly those utilising advanced software such as Aspen Plus, indispensable for understanding and optimising plastic waste conversion processes. Aspen Plus stands as a premier chemical process simulator, enabling researchers to model intricate thermochemical processes, predict product distributions, and optimise operating conditions, thereby significantly diminishing the reliance on extensive experimental trials [13]. By facilitating systematic explorations of various parameters, this software yields valuable insights into the feasibility and economic viability of pyrolysis processes before experimental validation [14]. This methodology is particularly advantageous in pyrolysis research, as it enables a comprehensive evaluation of diverse feedstock compositions, catalyst types, and operating conditions in a cost-effective manner, thus allowing researchers to devise optimal strategies before engaging in labour-intensive and costly empirical tests [15]. Moreover, the ability of Aspen Plus to model and analyse biomass pyrolysis processes has been well-documented in previous studies, illustrating its efficacy in accurately representing the behaviour of complex thermochemical systems [16]. In particular, researchers have successfully leveraged this simulation capability to assess the influence of operational parameters on product yields and refine the design and configuration of pyrolysis setups, underscoring the significance of computational tools in driving innovation and enhancing the efficiency of waste conversion processes [17]. As the field of pyrolysis research advances, the integration of simulation software, such as Aspen Plus, not only accelerates scientific progress but also bolsters sustainability initiatives by optimising resource utilisation and minimising waste generation [14].
Despite these promising advancements in catalytic pyrolysis, significant gaps remain in addressing the scalability and economic feasibility of these technologies when compared to traditional waste management methods, such as landfilling and incineration. While existing research provides a foundational understanding of pyrolysis technologies, it often lacks comprehensive studies that focus on integrating these innovative processes into broader waste management frameworks. This gap is critical, as effective integration could align efforts for waste diversion with energy recovery objectives [18].
In recent years, the use of Aspen Plus simulation software for modelling the pyrolysis of various feedstocks, including biomass and plastic waste, has experienced substantial growth. Several studies have successfully utilised Aspen Plus to predict product yields and optimise operational parameters for pyrolysis processes. For instance, Shi et al. [19] effectively simulated the pyrolysis of different waste plastics, such as PE, PS, and low-density polyethylene (LDPE), while analysing how temperature variations influence product distributions. Similarly, Cai et al. [20] employed Aspen Plus models to investigate the pyrolysis behaviours of various waste plastics and optimise their associated process parameters. Although these studies demonstrate Aspen Plus as a robust tool for pyrolysis simulations, many focus primarily on single feedstock types and do not provide a systematic comparison of catalytic effects across different plastic materials within a unified modelling framework.
Additionally, detailed assessments regarding the quality and composition of the resulting fuels, particularly in the context of catalytic pyrolysis using Al₂O₃ as a catalyst, remain underexplored. This represents a significant research gap, as catalytic conversion pathways and the resultant product characteristics can vary considerably based on both the type of plastic being processed and the specific catalyst used. To address these critical gaps, the present study aims to leverage Aspen Plus to comprehensively simulate the catalytic pyrolysis of multiple plastic waste types utilising Al₂O₃, with a focus on process performance and a detailed analysis of fuel properties. By concentrating on these aspects, this research seeks to enhance our understanding and modelling capabilities in this increasingly relevant area of study, addressing the urgent need for effective and sustainable methods to manage plastic waste.
2.1 Description of plastic waste pyrolysis process
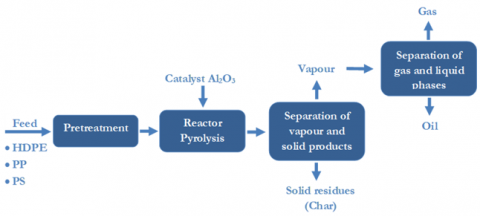
The conversion of plastic waste into oil and gas fuels is conducted through a process known as pyrolysis, which involves the thermal decomposition of materials at elevated temperatures in an oxygen-deficient environment. Pyrolysis consists of three primary stages: raw material preparation, the pyrolysis process itself, and subsequent product separation. As depicted in Figure 1, each of these stages is critical for the overall efficiency and effectiveness of the conversion process.
Figure 1. Main stages of fuel production from plastic waste
The initial stage-raw material preparation-entails several pretreatment operations, including washing, drying, and crushing the plastic waste to reduce particle size. This pretreatment is vital because it enhances the reaction surface area, promoting more effective interaction during the subsequent pyrolysis process. An increased surface area facilitates heat transfer and improves the kinetics of thermal decomposition reactions [21].
The core phase of the pyrolysis process involves the thermal degradation of plastic waste in an inert environment, free from oxygen. During this thermal degradation, the long polymer chains that compose plastics are fragmented into smaller molecular structures. This process yields three primary products: pyrolysis oil (in the liquid phase), non-condensable gas, and a solid residue known as char or charcoal [22]. The separation process for these products begins with primary techniques, including flash separation, which is conducted at the reaction temperature to rapidly segregate the various phases according to their volatility. Gravity settling operations are employed to facilitate the efficient removal of char, while the optimisation of vapour-liquid equilibrium enhances the recovery of liquid products. It is essential to note that key operational parameters, including temperature, pressure, and heating rate, significantly influence both the distribution and the properties of these products [23].
2.2 Aspen Plus simulation methodology
This work utilises a sophisticated computer simulation methodology, employing Aspen Plus v. 11, to accurately replicate the catalytic pyrolysis of plastic waste. The simulation framework is specifically designed to emulate industrial-scale pyrolysis conditions, providing valuable insights for process optimisation and reducing the necessity for extensive experimental trials. The simulation strategy delivers considerable merits in resource conservation, schedule acceleration, and the potential to analyse numerous process variables that would be challenging or dangerous to evaluate via physical trials.
2.2.1 Software parameter configuration
The current study utilises Aspen Plus within a steady-state process simulation framework, recognised for its robust computational capabilities in managing complex thermochemical processes, while also possessing the capacity to address unsteady-state conditions. The system is configured with stringent convergence criteria to ensure accurate and reliable results under all operational conditions. The temperature tolerance is set at 0.1℃ for precise thermal calculations, while the pressure tolerance is established at 0.01 bar to ensure accurate predictions of phase equilibrium. A flow rate tolerance of 0.001 kg/hr is implemented to maintain mass balance accuracy, and a maximum iteration limit of 100 is enforced to prevent computational inefficiencies, ensuring convergence even for the most complex process configurations.
The choice of a steady-state simulation methodology is particularly suitable for this application, as it enables a systematic evaluation of process performance under varying operational conditions while maintaining computational efficiency. This approach enables a comprehensive analysis of pyrolysis process behaviour across a range of temperatures, feedstock compositions, and catalyst loadings, without the added complexity of dynamic simulations.
2.2.2 Component database and properties
The simulation framework incorporates a comprehensive component database that precisely delineates all materials involved in the pyrolysis process, as presented in Table 1. The primary components modelled consist of plastic feedstock materials: high-density polyethylene (HDPE), represented as (C₂H₄)ₙ; polypropylene (PP), denoted as (C₃H₆)ₙ; and polystyrene (PS), characterised as (C₈H₈)ₙ. The resultant product spectrum comprises light gases (C₁ - C₄), liquid hydrocarbons (C₅ - C₂₀), heavy oils (C₂₁ +), and solid char, predominantly composed of carbon. In the context of catalytic pyrolysis in stoichiometric reactor configuration (RStoic) reactors, the Aspen Plus model implicitly represents aluminium oxide (Al₂O₃) by employing reaction stoichiometry and conversions, rather than representing it as a distinct solid or inert phase within the reactor model. Nitrogen is used to establish an inert gas atmosphere, and air is utilised for heating utility calculations.
Table 1. Components involved in the plastic waste pyrolysis process simulation
|
Component |
Chemical Formula |
Function in the Process |
|
High-Density polyethylene |
C2H4 |
raw materials |
|
Polypropylene |
C3H5 |
raw materials |
|
Polystyrene |
C8H8 |
raw materials |
|
Hydrogen |
H |
product |
|
Methane |
CH4 |
product |
|
Ethane |
C2H6 |
product |
|
Ethene |
C2H4 |
product |
|
Propene |
C3H6 |
product |
|
Propane |
C3H8 |
product |
|
n-butane |
C4H10 |
product |
|
1-octane |
C8H16 |
product |
|
Cyclooctane |
C16H32 |
product |
|
1-octosene |
C28H56 |
product |
|
Carbon |
C |
solid residue |
|
Aluminium Oxide |
Al2O3 |
catalyst |
The simulation utilises established property estimation methods to ensure accurate predictions of thermophysical properties. Vapour pressure calculations are conducted using the Antoine equation, which offers reliable predictions across the pertinent temperature range. Heat capacity, thermal conductivity, and viscosity are derived from correlations provided by the Design Institute for Physical Properties (DIPPR), which are industry-standard methodologies thoroughly validated for hydrocarbon systems. These property estimation techniques guarantee that the simulation accurately reflects the physical and thermodynamic behaviours of all components throughout the pyrolysis process.
2.2.3 Thermodynamic model selection
The Peng-Robinson equation of state (PR-EoS) has been identified as the primary thermodynamic model for this simulation framework due to its established accuracy in predicting the vapour-liquid equilibrium behaviour of hydrocarbon systems under the elevated temperatures and pressures characteristic of pyrolysis processes. This model has been rigorously validated in prior studies concerning plastic pyrolysis simulations, consistently yielding reliable predictions for critical process parameters [24]. Its efficacy is particularly notable in accurately modelling the phase behaviour of intricate hydrocarbon mixtures, which is vital for elucidating product distribution during pyrolysis operations.
Although the PR-EoS is primarily formulated for light to moderate hydrocarbons, it has demonstrated acceptable accuracy in simulating pyrolysis processes. This observation occurs despite recognised deviations for heavier hydrocarbons (greater than C20) and their constrained capability to predict polymer phase behaviour [24]. Given that the analysis of the present study concentrates on the decomposition products rather than the physical properties of the polymers themselves, it is anticipated that these limitations will exert minimal influence on our overall results. Consequently, the PR-EoS is deemed appropriate for modelling the thermodynamic conditions typically encountered in pyrolysis operations.
Moreover, the Peng-Robinson equation demonstrates superior performance in enthalpy calculations, which are essential for thorough energy balance assessments, thereby ensuring that the thermal requirements of the pyrolysis process are accurately evaluated. It also facilitates precise density predictions, which are crucial for effective equipment sizing and design in industrial applications. The selection of this thermodynamic model is further substantiated by its capability to accommodate the extensive range of molecular weights and chemical structures present in both the plastic feedstock and the resultant pyrolysis products.
2.2.4 Reactor configuration and modelling approach
The pyrolysis reactor is modelled utilising a stoichiometric reactor configuration (RStoic) within the Aspen Plus simulation environment. This model was selected for its efficacy in representing the intricate chemical transformations inherent in plastic pyrolysis while maintaining computational efficiency. The stoichiometric reactor model enables the specification of conversion fractions derived from empirical data in the literature, thereby allowing the simulation to reflect real-world pyrolysis performance accurately. Furthermore, this methodology accommodates multiple simultaneous reactions within the reactor, which is essential for capturing the complex reaction network associated with the thermal decomposition of plastics.
The reactor model incorporates comprehensive heat duty calculations to accurately evaluate the energy requirements necessary for sustaining optimal reaction conditions. The reaction stoichiometry is grounded in validated literature data from study [25], ensuring that the simulation accurately reflects realistic product distributions and conversion rates. In the case of high-density polyethylene (HDPE) pyrolysis, the reaction is represented as presented in Eq. (1).
$\begin{aligned} & 36 C_2 H_4 \Longrightarrow H_2+CH_4+C_2 H_6+C_2 H_4+C_3 H_6+ \\ & C_3 H_8+C_4 H_{10}+C_8 H_{16}+C_{16} H_{32}+C_{28} H_{56}+5 C\end{aligned}$ (1)
$\begin{aligned} & 29 C_3 H_5=>H_2+CH_4+C_2 H_6+C_2 H_4+C_3 H_6+ \\ & C_3 H_8+C_4 H_{10}+C_8 H_{16}+C_{16} H_{32}+C_{28} H_{56}+20 C\end{aligned}$ (2)
$\begin{aligned} & 19 C_8 H_8=>H_2+CH_4+C_2 H_6+C_2 H_4+C_3 H_6+ \\ & C_3 H_8+C_4 H_{10}+C_8 H_{16}+C_{16} H_{32}+C_{28} H_{56}+85 C\end{aligned}$ (3)
Similarly, the pyrolysis of polypropylene adheres to the stoichiometric Eq. (2), and the decomposition of polystyrene is modelled as Eq. (3). The overall reaction Eqs. (1)-(3) adopt a lumped stoichiometric approach to simplify the inherently complex process of catalytic pyrolysis. This process encompasses multiple parallel and sequential reactions, which include radical intermediates and surface-catalysed transformations. Such simplifications are prevalent in preliminary Aspen Plus modelling studies, as they enhance computational feasibility while effectively capturing significant trends in product distribution. Previous simulations of catalytic pyrolysis have utilised similar lumped reaction schemes, demonstrating acceptable accuracy in evaluating process performance [26]. Although this methodology may restrict detailed mechanistic insight, it provides a pragmatic foundation for assessing and comparing system behaviour across varying operating conditions.
2.2.5 Simulation input parameters
The simulation framework is constructed with specific conditions that accurately replicate realistic industrial pyrolysis parameters. The temperature range is established between 400 and 800℃, facilitating a comprehensive analysis of the effects of temperature on product distribution and conversion efficiency. The process operates at atmospheric pressure (1 atm) to emulate typical pyrolysis conditions. Feed specifications are meticulously defined to ensure consistency for comparative analysis across various simulation scenarios. The plastic feed rate is fixed at 1,000 kg/hr, with a moisture content of 0% on a dry basis, to prevent complications associated with water. The particle size is assumed to be uniformly distributed within the 2-5 mm range, reflecting the characteristics of pre-processed feedstock. In scenarios involving catalytic pyrolysis, the properties of the aluminium oxide (Al₂O₃) catalyst are specified, including a loading of 10 wt% relative to the plastic feed, a surface area of 200 m²/g typical for γ-Al₂O₃, and a particle size range of 0.5-1.0 mm to ensure adequate contact between the catalyst and feedstock.
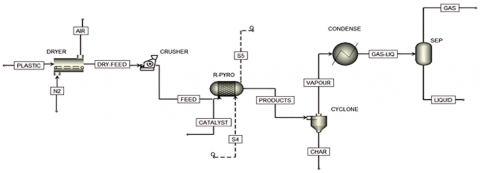
2.2.6 Process flow simulation details
The Aspen Plus simulation flowsheet (Figure 2) provides a comprehensive representation of the complete pyrolysis process through interconnected unit operations. The feed preparation stage employs a DRYER and CRUSHER to condition the plastic waste. Initially, plastic waste enters the dryer unit, where hot air and nitrogen (N₂) remove moisture content. The dried plastic then proceeds to the crusher unit, where it is reduced in particle size to enhance surface area and improve heat transfer efficiency during pyrolysis.
Figure 2. Plastic waste pyrolysis process simulation flowsheet
The prepared plastic particles are subsequently fed into the pyrolysis reactor (R-PYRO), integrated with an Al₂O₃ catalyst, under ambient conditions of 25℃ and 1 atm. The reactor is modelled as a stoichiometric reactor with specified conversions based on temperature-dependent correlations. Operating under adiabatic conditions with calculated heat duty, the reactor determines product distribution using validated temperature-dependent correlations.
The reactor effluent flows to a cyclone separator, which separates vapour products from solid residue (char). The vapour stream then enters a secondary separator to fractionate the products into gas and liquid phases. This comprehensive process flow simulation enables thorough analysis of pyrolysis system performance while maintaining computational efficiency and accuracy. The yield of products at the end of the process is calculated in accordance with Eqs. (4) to (6) [27].
$Yield$$_{{Liquid }}=\frac{m_L}{m_F} \times 100$ (4)
$Yield$$_{ {Char }}=\frac{m_C}{m_F} \times 100 \%$ (5)
$Yield$ $_{{Gas }}=100 \%-\left(\right.$ $Yield$ $_{{Liquid }}-$ $Yield$ $\left._{ {Char }}\right)$ (6)
where mL, mC, and mF represent the mass of liquid product, gas product, and feed, respectively.
2.2.7 Model validation
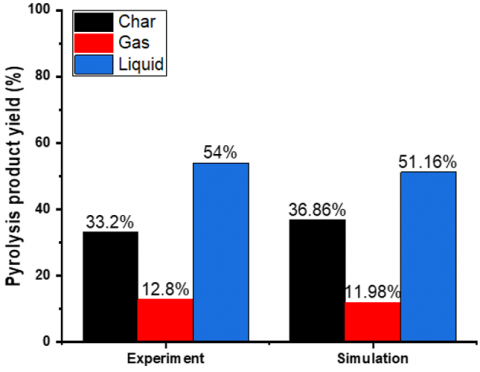
The predictive capability of the Aspen Plus simulation model was assessed by comparing its simulated product yields with empirical data from Miandad et al. [27], who investigated the catalytic pyrolysis of PS utilising zeolite catalysts at 450℃. As depicted in Figure 3, the model accurately represents the primary trends in product distribution, predicting a liquid yield of 51.16% in contrast to the experimental yield of 54.0%, a gas yield of 11.98% compared to 12.8%, and a char yield of 36.86% as opposed to 33.2%. The average absolute error is calculated at 7.6%, which falls within acceptable tolerances for chemical process simulations.
Figure 3. Comparison of simulation-predicted yields of PS pyrolysis with experimental data [28]
The most significant discrepancy is noted in the char yield, which exhibits a deviation of + 11.0%. This difference may be attributed to the simplified stoichiometric reaction approach employed, which does not fully encompass the complex secondary reactions that transpire during experimental pyrolysis. Nevertheless, the model successfully captures the predominant liquid fraction and the temperature-dependent behaviour, underscoring its utility for process analysis and optimisation. The close alignment with empirical data substantiates the reliability of the simulation framework for the catalytic pyrolysis of plastic waste under the specified conditions.
3.1 Catalytic enhancement at optimal temperature (800℃)
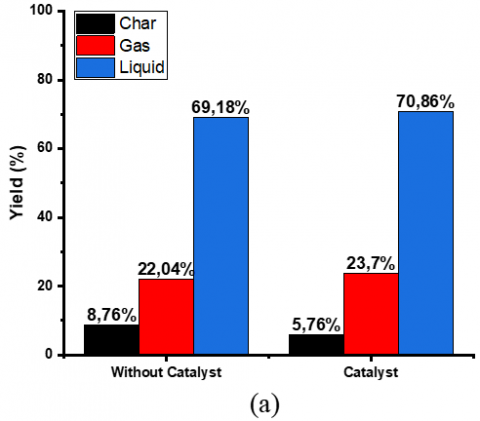
The pyrolysis of three different plastic types (HDPE, PP, and PS) at 800℃ revealed distinct product distribution patterns, with the incorporation of an Al₂O₃ catalyst significantly influencing the yield distribution across all plastic types, as illustrated in Figure 4. The varying degrees of catalytic effectiveness can be attributed to the unique chemical structures and degradation mechanisms of each polymer, revealing important insights into the catalytic mechanisms governing plastic-to-fuel conversion processes. This aligns with findings from earlier studies, which have shown that the nature of the polymer and the selected catalyst influence both the type and size of pyrolysis products significantly [29].
In the HDPE pyrolysis process (see Figure 4(a)), the Al₂O₃ catalyst exhibited moderate catalytic activity. The char yield was observed to decline from 8.76% to 5.76%, reflecting a reduction of 34.2%. Concurrently, the yields of gas and liquid products increased from 22.04% to 23.70% and from 69.18% to 70.86%, respectively. This increase can be ascribed to the presence of Lewis acid sites on the surface of Al₂O₃, which contain electrophilic aluminium atoms. These atoms facilitate the attraction of electron pairs from the carbon-carbon (C - C) bonds within the polyethylene main chain, thereby weakening these bonds and rendering them more susceptible to cleavage [30]. The mechanism underlying this process generates carbocations, which are highly reactive, positively charged intermediates. The formation of these carbocations instigates a series of subsequent cracking reactions, leading to the fragmentation of longer polyethylene chains into shorter hydrocarbon constituents. As a result, the polymer decomposition process is expedited, culminating in a reduction of solid residues (char) and an enhancement of volatile products, as indicated by the increased gas and liquid fractions.
Notably, the modest improvement in HDPE conversion relative to other plastics underscores its linear structure, characterised by strong C-C bonds, which appear more resistant to catalytic breakdown compared to other polymers, such as PS [31]. Recent reviews highlight that linear polymers often yield lower quality products from straightforward pyrolysis, necessitating optimal conditions for effective catalytic conversion.
Conversely, from Figure 4(b), PP exhibited an intermediate response to Al₂O₃ catalysis, with reduced char yield and improved liquid yield, indicative of the catalyst's effectiveness in promoting β-scission reactions at tertiary carbon positions, leading to lower molecular weight hydrocarbons [32]. The preferential stabilisation of tertiary carbocations enhances selectivity in chain scission reactions, facilitating a more efficient conversion compared to HDPE [31]. This observation corroborates findings from comparative studies, which show that structured variations in polymer configuration have a significant influence on reactivity during pyrolysis [33].
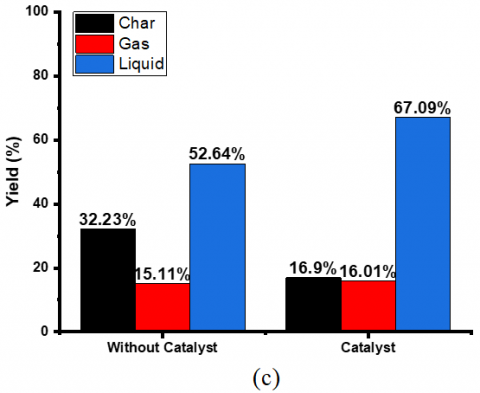
PS exhibited the most pronounced response to Al₂O₃ catalysis (Figure 4(c)), with char yield dramatically decreasing from 32.23% to 16.90% (47.6% reduction) and liquid yield increasing substantially from 52.64% to 67.09%, representing a 27.5% improvement. This exceptional performance can be attributed to PS’s aromatic structure, which is highly susceptible to acid-catalysed depolymerisation. The stabilisation of benzyl carbocations formed during PS degradation through interaction with the aromatic ring promotes chain scission while simultaneously inhibiting recombination reactions that contribute to char formation [30]. These findings underscore a trend in which the catalytic mechanism plays a decisive role in determining product distribution across plastics with varying structural characteristics.
The differential catalytic effectiveness observed across the three plastic types followed the order: PS > PP > HDPE, based on the magnitude of char reduction and liquid yield enhancement. This correlates with the stability of intermediate carbocations formed during degradation, where PS forms stable benzyl carbocations, PP forms secondary/tertiary carbocations, while HDPE primarily forms less stable primary carbocations [31]. The increased liquid yields observed with Al₂O₃ catalysis have significant implications for fuel production efficiency and economic viability, as higher liquid yields directly impact the economic feasibility of plastic-to-fuel conversion processes. Overall, the findings from this study not only align with existing literature elucidating the influence of structural differences in polymer chains on pyrolysis efficiency but also underscore the necessity for targeted catalytic strategies in optimising the yield and quality of end products in plastic waste pyrolysis.
Figure 4. Comparison of the final product of the pyrolysis process without and with catalyst addition for plastic types (a) HDPE, (b) PP, and (c) PS at 800℃
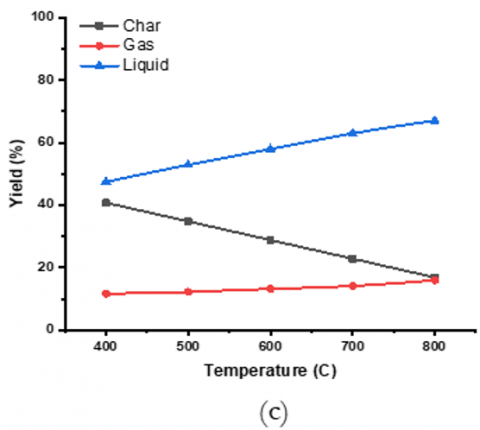
3.2 Temperature effects on non-catalytic pyrolysis
Figure 5 compares the impact of temperature variation on the yield of pyrolysis products derived from various types of plastic waste. Temperature represents the most critical operational parameter in the pyrolysis process, directly influencing the kinetics of thermal decomposition reactions and final product distribution. The simulation analysis across the temperature range of 400-800℃ revealed distinct degradation patterns for each plastic type, providing valuable insights into the thermal depolymerisation mechanisms and their relationship to polymer structure. Previous literature highlights the importance of temperature in influencing product yield, a finding reinforced by the results presented by Ding et al. [34].
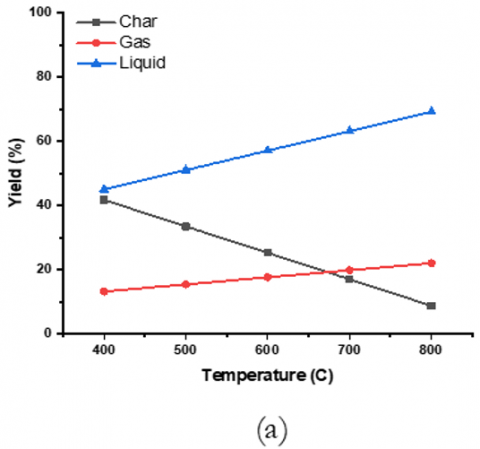
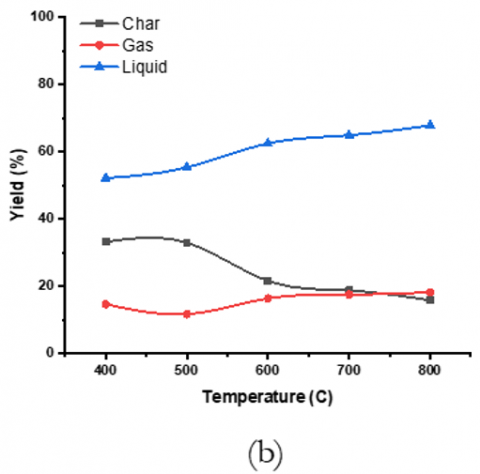
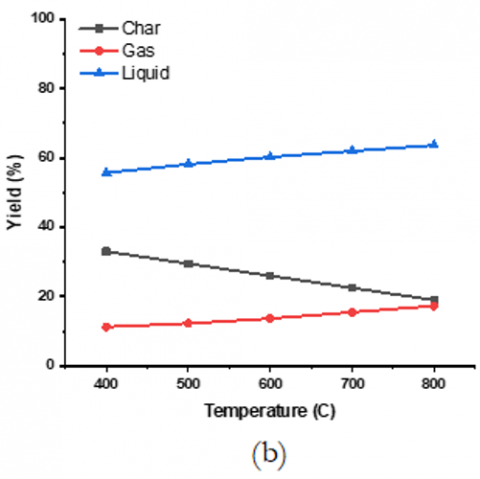
Figure 5. Comparison of the effect of temperature variation on the yield of pyrolysis products from plastics: (a) HDPE, (b) PP, and (c) PS, based on Aspen Plus v.11 simulation
In the pyrolysis of HDPE, the analysis (Figure 5(a)) reveals a strong positive correlation between temperature increase and volatile product formation, which is supported by the thermal depolymerisation mechanism involving random chain scission, as well as β-scission reactions [35]. The gas fraction increased linearly from 13.22% at 400℃ to 22.04% at 800℃, showcasing a rate increase of 0.022% per degree Celsius. Similarly, the liquid fraction exhibited a more pronounced increase, from 45.02% to 69.18%, with a rate of 0.060% per degree Celsius. This conversion efficiency at elevated temperatures aligns with prior findings that emphasise the efficiency of HDPE degradation at high temperatures, highlighting the ability to cleave primary C-C bonds (bond energy ~ 347 kJ/mol). Other studies have also emphasised the importance of temperature in promoting the fragmentation of HDPE, which is crucial for increasing liquid yield during pyrolysis [35].
Conversely, the pyrolysis of PP exhibited a relatively fluctuating degradation pattern in the intermediate temperature range (Figure 5(b)). At 800℃, the gas yield measured 22.04%, the liquid yield was 63.18%, and the char yield was 17.01%. The fluctuations noted at 500-600℃ may be attributed to temporary thermal stability associated with the formation of relatively stable intermediate structures, a behaviour also reported in studies focusing on polyolefins [36]. It is corroborated by observations demonstrating differing degradation paths influenced by side chains on thermal properties. The bond scission mechanism at tertiary carbon positions in PP, which exhibit lower bond energies (~ 335 kJ/mol) compared to primary carbons in HDPE, elucidates the earlier onset of degradation in PP at comparatively lower temperatures.
For PS, the degradation pattern shown in Figure 5(c) reveals the most progressive and predictable response, with an increase in gas fraction from 10.53% at 400℃ to 15.11% at 800℃ and an increase in liquid fraction from 35.74% to 52.64%. The char content decreased from 53.72% to 32.23%, although it remained higher than that of HDPE and PP. These results are consistent with findings from Chandrasekaran et al. [36], who observed that PS degradation follows an “unzipping” mechanism initiated from chain ends, leading to the primary production of styrene monomer [36]. Notably, while the yields may enhance significantly with temperature, the high char yield remaining even at elevated temperatures is attributed to the stability of aromatic rings inherent in PS, which predispose it to carbonisation and cross-linking tendencies that favour char formation over complete conversion into volatiles.
The distinct degradation behaviours exhibited by various plastics correspond with extant research, underscoring the influence of structural characteristics and temperature sensitivities on the efficacy of thermal conversion processes. This highlights the need for targeted temperature optimisation strategies to enhance the feasibility of plastic-to-fuel conversions. Furthermore, it corroborates the findings of previous studies, which suggest that maximising yields requires a thorough understanding of thermal behaviour, which is influenced by molecular structure and reaction conditions.
3.3 Temperature-catalyst synergy effects and mechanistic understanding
The incorporation of the Al₂O₃ catalyst has notably influenced the thermal degradation behaviour of HDPE, PP, and PS, indicating significant enhancements in conversion efficiency and product distribution patterns compared to non-catalytic conditions throughout the operational temperature range of 400-800℃, as illustrated in Figure 6. Previous studies corroborate these findings, highlighting that catalysts can modify degradation pathways and significantly increase the throughput of useful products [37]. The catalytic enhancement mechanisms primarily involve Lewis and Brønsted acid sites, which facilitate multiple reaction pathways and fundamentally transform the polymer degradation process [38].
Figure 6. The effect of temperature on catalytic pyrolysis products in plastics (a) HDPE, (b) PP, and (c) PS due to the presence of a catalyst
As depicted in Figure 6(a), for HDPE, the presence of the Al₂O₃ catalyst resulted in a remarkable improvement in conversion efficiency, with the char fraction decreasing significantly from 12.76% at 400℃ to 5.76% at 800℃, corresponding to a 55% reduction compared to the non-catalytic process [33]. This substantial decrease in solid residue aligns with earlier research that asserts the catalytic role of Al₂O₃ in lowering the activation energy required for bond breaking [18]. Concurrently, the gas fraction increased from 19.59% to 23.27%, while the liquid fraction rose from 67.63% to 70.86%. The catalytic mechanism’s efficacy is demonstrated by the substantially lowered activation energy for polyolefin cracking in the presence of Al₂O₃, estimated at ~ 180-200 kJ/mol, in contrast to ~250 kJ/mol for conventional thermal cracking. These insights highlight the critical advantage of utilizing catalysts for enhancing thermal efficiency and controlling product yield.
PP also demonstrated significant responsiveness to catalytic conditions, as shown in Figure 6(b). The gas yield increased from 11.27% to 17.28%, while the liquid fraction was enhanced from 55.70% to 63.70%. Notably, the char fraction decreased from 33.02% to 19.01%, indicating a 42% reduction in solid residue formation. The explanation for this improved catalytic performance can be found in the structural characteristics of PP; tertiary carbons, which are especially prone to acid-catalysed reactions due to their capacity to form stable tertiary carbocations, were highlighted in previous studies as critical factors [39]. The catalytic degradation of PP subsequently lowered the activation energy to approximately 160-180 kJ/mol, compared to the 200-220 kJ/mol typically required for thermal pyrolysis [39].
PS exhibited the most pronounced catalytic enhancement (Figure 6(c)), where the liquid fraction escalated dramatically from 47.50% to 67.09%, while the char fraction decreased from 40.79% to 16.90%, representing a 58% reduction in solid residues. The gas yield increased moderately from 11.69% to 16.00% but still emphasizes selective conversion toward liquid products. This remarkable performance of PS is attributed to the interactions between the catalyst and the aromatic ring system, facilitating electrophilic aromatic substitution and ring-opening reactions, thereby promoting unzipping mechanisms that prevent the formation of coke [40]. Previous studies have also shown that the catalytic influence can distinctly alter the product profiles for PS, substantially enhancing liquid yields compared to non-catalytic pyrolysis [41].
The synergistic effects of temperature and catalysts become increasingly pronounced at elevated temperatures. Thermal energy facilitates the cleavage of chemical bonds, while the catalyst effectively directs the reaction pathways toward the desired products. This integrated approach not only enhances conversion efficiency but also reduces energy requirements compared to purely thermal processes. Empirical studies indicate that catalytic pyrolysis can achieve superior yields and product quality even at lower operational temperatures, thereby underscoring the advantages of coupling catalysis with thermal degradation. Overall, this study elucidates the dynamic interplay between catalytic activity and temperature in optimizing the thermal degradation of various plastics, confirming the substantial benefits of employing catalysts such as Al₂O₃ to enhance both the yield and quality of conversion products.
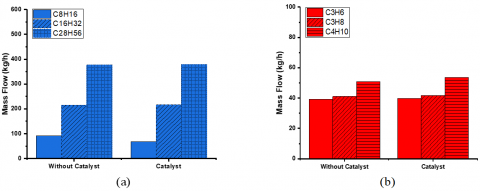
3.4 Product composition and fuel quality analysis
The comparative evaluation of pyrolysis performance, with and without the Al₂O₃ catalyst, provides essential insights into the catalytic mechanisms that influence product selectivity and molecular transformation pathways during the conversion of plastic waste. By analysing the distributions of gas and oil products at optimal temperatures (800℃), we can observe the significant impact of heterogeneous catalysis on the kinetics of polymer degradation and the mechanisms of product formation. This aligns with previous research that emphasises the catalytic role in enhancing fuel quality.
Figure 7(a) illustrates that catalytic pyrolysis of HDPE at 800℃ significantly enhanced both oil production and composition. The heavy fraction produced 377.22 kg/hr, a substantial increase compared to non-catalytic conditions. The medium fraction yielded 215.52 kg/hr, and the light fraction achieved 91.30 kg/hr. The improved molecular weight distribution is attributed to the catalyst’s ability to control the chain scission mechanism, promoting selective C-C bond cleavage at specific sites. This process encourages the formation of intermediate-length hydrocarbons rather than excessive fragmentation into light gases. These results are consistent with those of Lee et al. [42], who demonstrated that catalysts facilitate temperature-induced reactions that positively influence product distributions.
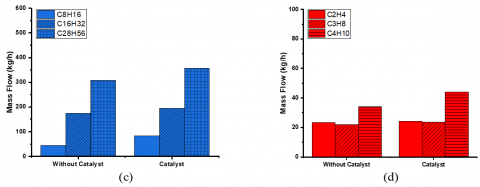
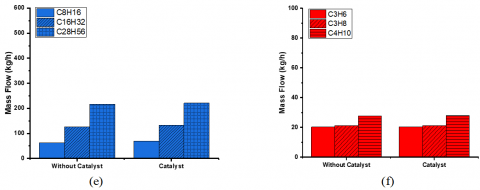
Figure 7. Comparison of the composition of gas and oil products from pyrolysis with and without catalyst addition in plastic types (a-b) HDPE, (c-d) PP, and (e-f) PS
The gas fraction composition resulting from the pyrolysis of HDPE (Figure 7(b)) exhibited a significant preference for the production of valuable C₃-C₄ hydrocarbons, with corresponding production rates of 50.91 kg/hr for C₄H₁₀, 41.05 kg/hr for C₃H₈, and 39.34 kg/hr for C₃H₆. This distribution closely mirrors that of commercial liquefied petroleum gas (LPG), underscoring its considerable potential for direct application as fuel gas with minimal purification requirements [43]. Furthermore, the C₃/C₄ ratio of 1.58 suggests favourable cracking conditions that enhance the yield of LPG-range hydrocarbons relative to lighter gases (C₁-C₂) or heavier liquids. This finding is consistent with previous research that correlates operational conditions with product selectivity in catalytic processes [44].
PP demonstrated an exceptional response to catalytic treatment, as presented in Figure 7(c). The production reached 357.30 kg/hr from the heavy fraction, 193.90 kg/hr from the medium fraction, and 83.90 kg/hr from the light fraction. This total oil yield represents a significant improvement under non-catalytic conditions. This finding aligns with the results of Nguyen et al. [45], who demonstrated that catalytic interactions with the tertiary carbon sites in PP enhance liquid production [45]. The gas composition (Figure 7(d)) exhibited a balanced distribution, with C₄H₁₀ at 33.99 kg/hr, C₂H₄ at 23.34 kg/hr, and C₃H₈ at 21.79 kg/hr. The notable presence of ethylene (C₂H₄) highlights the catalyst’s effectiveness in facilitating specific elimination reactions from the PP backbone, yielding valuable olefins suitable for petrochemical applications. This finding contrasts with the dominance of PP in HDPE products, suggesting a mechanism that involves both main-chain scission and side-chain elimination reactions [18].
In the context of PP, the catalytic treatment produced impressive results (Figure 7(c)). PS exhibited distinctly different catalytic behaviour compared to polyolefins, as illustrated in Figures 7(e) and 7(f). The distributions of oil and gas products displayed characteristic patterns influenced by the specific depolymerisation mechanism of PS under catalytic conditions. The catalyst’s ability to alter traditional end-chain depolymerisation pathways significantly impacts product selectivity and enhances conversion efficiency. Importantly, the aromatic structure of PS stabilises the polymer backbone, rendering it less susceptible to random chain scission while promoting end-chain decomposition that yields styrene monomer and higher molecular weight products, rather than light gases. This finding contrasts with the observations of Wu et al. [46], who reported more complex behaviour of PS during pyrolysis [46].
In summary, these results underscore the substantial advantages of utilising Al₂O₃ to optimise production outcomes from various plastics through catalytic pyrolysis. The insights derived from this study emphasise the potential for customised catalytic solutions to improve product quality, thereby suggesting innovative pathways for converting plastic waste into valuable fuels, with promising implications for energy recovery and environmental sustainability.
The detailed compositional analysis of pyrolysis products offers critical insights into the molecular-level transformations that occur during the thermal degradation of plastic polymers. The temperature-dependent behaviour of gas and oil components reveals distinct patterns that correlate with polymer structure and degradation mechanisms. This correlation is supported by findings [47], which also emphasised the significant influence of operational temperatures on product yields.
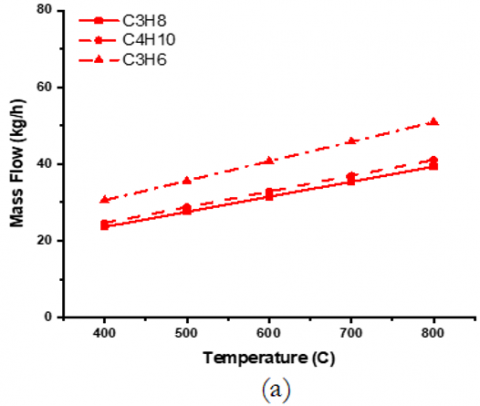
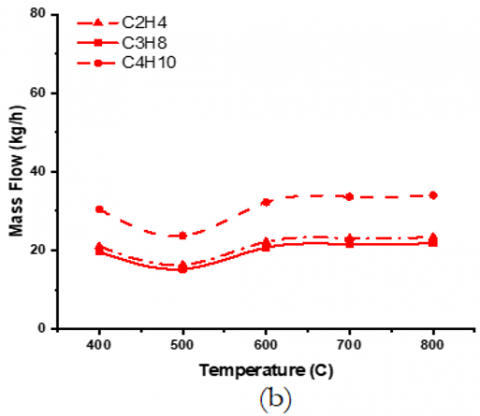
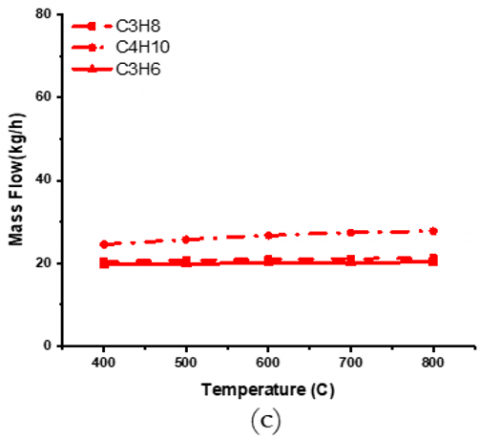
Figure 8. Effect of temperature on the composition of pyrolysis gas in (a) HDPE, (b) PP, and (c) PS plastics
In the case of HDPE pyrolysis, a pronounced temperature dependency is evident in the formation of gas components. As illustrated in Figure 8(a), propane (C₃H₈) concentration increased significantly from 24.63 kg/h at 400℃ to 41.05 kg/h at 800℃, corresponding to a 66.7% increase. Similarly, butane (C₄H₁₀) production rose from 30.54 kg/h to 50.91 kg/h, while propylene (C₃H₆) increased from 23.60 kg/h to 39.34 kg/h (66.6% rise). The temperature coefficient for propane formation, recorded as 0.041 kg/h per 800℃, indicates a robust linear relationship between thermal energy input and gas production efficiency. This behaviour is indicative of the β-scission mechanism, wherein higher temperatures facilitate the activation energy required for breaking primary C-C bonds, subsequently generating alkyl radicals that undergo further β-scission to yield short-chain hydrocarbons [41]. These findings align with research conducted by Banks et al. [48], who similarly noted the critical role of temperature in influencing molecular transformation during pyrolysis.
PP exhibited a more moderate but consistent increase in gas component production, as shown in Figure 8(b). Propane concentration increased from 19.60 kg/h to 21.79 kg/h (an 11.2% increase), butane from 30.41 kg/h to 33.99 kg/h (11.8% increase), and ethylene (C₂H₄) from 20.97 kg/h to 23.34 kg/h (11.3% increase). The lower temperature sensitivity compared to HDPE reflects the different degradation mechanisms intrinsic to PP’s structure, wherein methyl side chains create preferential scission sites at tertiary carbons, thus enabling a more controlled degradation pattern. The prevalent ethylene formation indicates that PP degradation encompasses both main-chain scission and side-chain elimination reactions, highlighting the catalyst’s effectiveness in promoting selective elimination reactions from the PP backbone [48]. PS, as demonstrated in Figure 8(c), illustrates the most restrained gas production among the three polymers, where propane increased slightly from 20.46 kg/h to 21.22 kg/h (3.7% increase), butane advanced from 24.55 kg/h to 27.73 kg/h (13.0% increase), and propylene rose from 19.65 kg/h to 20.27 kg/h (3.2% increase). This limited gas formation is consistent with PS’s propensity for depolymerisation rather than random chain scission, as discussed by Liu et al. [41]. The resonance stabilisation of the aromatic structure diminishes its susceptibility to fragmentation into light gases, favouring the production of styrene monomer and higher molecular weight aromatic compounds, which diverges from the behaviours observed in aliphatic polymers.
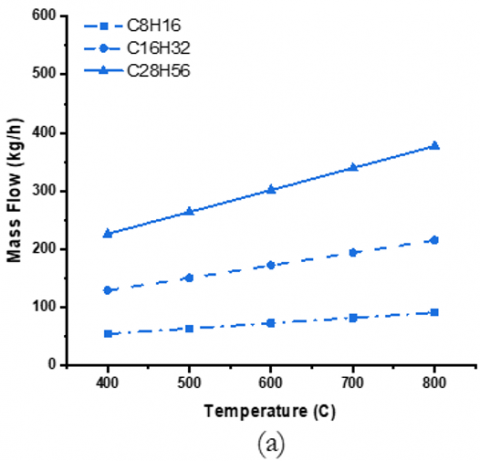
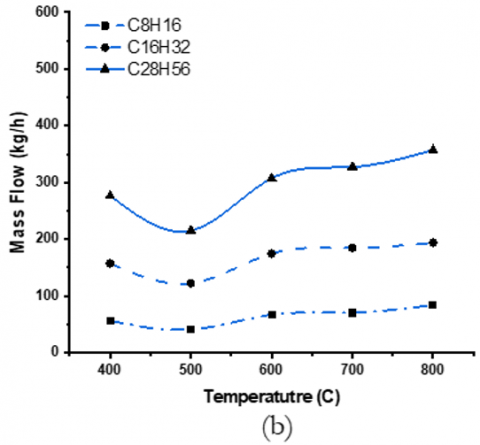
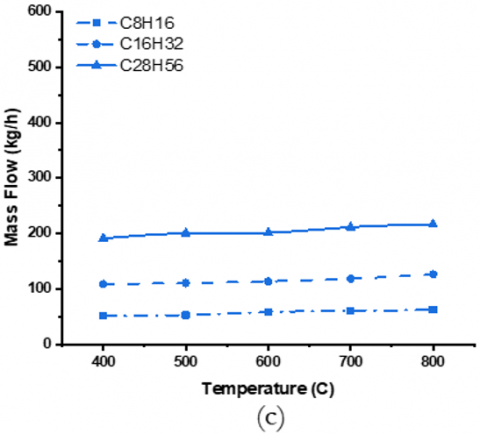
Figure 9. The effect of temperature on the composition of pyrolysis oil from (a) HDPE, (b) PP, and (c) PS plastics
Turning to the analysis of pyrolysis oil, the molecular composition reveals intricate interactions between temperature, polymer structure, and product formation mechanisms, as seen in Figure 9. HDPE exhibited significant temperature-dependent variations in oil component distribution, with the light fraction (C₈) experiencing a substantial increase from 5.54 kg/h at 400℃ to 9.13 kg/h at 800℃ (64.8% enhancement). The medium fraction (C₁₆) increased from 129.31 kg/h to 193.97 kg/h (50.0% increase), while the heavy fraction (C₂₈) climbed from 226.33 kg/h to 339.50 kg/h (50.0% increase). The temperature coefficients for the different fractions are indicative of preferential heavy fraction formation at elevated temperatures, signalling that higher thermal energy promotes the generation of intermediate-length hydrocarbons.
For PP, the oil production enhancements were particularly pronounced, with the C₈ fraction increasing from 56.07 kg/h to 83.95 kg/h (49.7% increase), the C₁₆ fraction rising from 157.19 kg/h to 193.96 kg/h (23.4% increase), and the C₂₈ fraction demonstrating an increase from 276.58 kg/h to 357.33 kg/h (29.2% enhancement). The notably elevated production rates across all carbon number ranges underscore PP’s superior potential for generating liquid fuels, a conclusion supported by similar studies emphasising the favourable structural characteristics of PP that enhance liquid fuel yields.
Conversely, PS demonstrated a restrained response in terms of oil production to temperature variations, with all fractions exhibiting gradual and limited increases throughout the evaluated temperature range. This behaviour is attributed to PS’s unique depolymerisation pathway, wherein the aromatic structure encourages end-chain unzipping instead of random chain scission, leading to different product distributions compared to the aliphatic polymers. The predominance of heavier fractions (> C₂₀) across all three polymer types indicates that the resultant pyrolysis oils fall within the category of heavy fuel oil, akin to marine fuel oils or waxy petroleum products, which reflects a consistent pattern supporting the efficiency of the pyrolysis process for producing high-value fuels from plastic waste.
The predominance of heavy fractions (> C₂₀) across all three polymer types indicates that the pyrolysis oils fall into the category of heavy fuel oil, similar to marine fuel oil or waxy petroleum products. This consistent pattern suggests fundamental characteristics of the pyrolysis process that make it particularly suitable for heavy fuel oil production. The heating value analysis reveals that PP’s pyrolysis oil achieves 44,166.83 kJ/kg, very close to conventional heavy fuel oil (44,172.57 kJ/kg), demonstrating its significant potential as an alternative marine fuel with minimal modification to existing fuel systems.
3.5 Overall material balances
Table 2 presents a detailed mass balance calculation for the pyrolysis of polystyrene (PS) plastic waste conducted at an operating temperature of 800℃, utilising a feedstock input of 1000 kg/h. The thermal decomposition process achieves a polymer conversion efficiency of 98.6%, resulting in a residual amount of 14.00 kg/h of unreacted PS in the reactor effluent. This process generates three distinct product streams: a liquid fraction of 670.92 kg/h (yielding 67.1%), gaseous products at 160.05 kg/h (yielding 16.0%), and solid char residue of 169.04 kg/h (yielding 16.9%), thereby demonstrating the closure of the mass balance.
Table 2. Stream data for the pyrolysis process of plastic waste, polystyrene (PS)
|
Stream From |
Units |
Washed Plastic |
Dryer |
Crusher |
R-Pyro |
Cyclone |
Cyclone |
Condenser |
Gas |
Liquid |
|
To |
Dryer |
Crusher |
R-Pyro |
Cyclone |
Char |
Condenser |
Separator |
|||
|
T |
C |
25 |
25 |
30 |
800 |
800 |
800 |
30 |
30 |
30 |
|
P |
atm |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Mass flow |
kg/h |
1000 |
1000 |
1000 |
1000 |
169.04 |
830.98 |
830.98 |
160.05 |
670.92 |
|
Mass flow of PS |
kg/h |
1000 |
1000 |
1000 |
14.00 |
14.00 |
0.00 |
0.00 |
0.00 |
0.00 |
|
CH4 |
kg/h |
0 |
0 |
0 |
10.25 |
0.00 |
10.25 |
10.25 |
7.78 |
2.47 |
|
C2H6 |
kg/h |
0 |
0 |
0 |
28.99 |
0.00 |
28.99 |
28.99 |
14.55 |
14.44 |
|
C2H4 |
kg/h |
0 |
0 |
0 |
23.97 |
0.00 |
23.97 |
23.97 |
13.58 |
10.39 |
|
C3H6 |
kg/h |
0 |
0 |
0 |
61.83 |
0.00 |
61.83 |
61.83 |
20.30 |
42 |
|
C3H8 |
kg/h |
0 |
0 |
0 |
154.54 |
0.00 |
154.54 |
154.54 |
21.27 |
133 |
|
C4H10 |
kg/h |
0 |
0 |
0 |
74.42 |
0.00 |
74.42 |
74.42 |
27.85 |
47 |
|
C8H16 |
kg/h |
0 |
0 |
0 |
115.62 |
0.00 |
115.62 |
115.62 |
46.90 |
68.72 |
|
C16H32 |
kg/h |
0 |
0 |
0 |
138.88 |
0.00 |
138.88 |
138.88 |
6.73 |
132.14 |
|
C28H56 |
kg/h |
0 |
0 |
0 |
221.51 |
0.00 |
221.51 |
221.51 |
0.12 |
221.39 |
|
H2 |
kg/h |
0 |
0 |
0 |
0.98 |
0.00 |
0.98 |
0.98 |
0.98 |
0.00 |
|
C |
kg/h |
0 |
0 |
0 |
115.04 |
115.04 |
0 |
0.00 |
0.00 |
0.00 |
|
Al2O3 |
kg/h |
0 |
0 |
0 |
40.00 |
40.00 |
0 |
0.00 |
0.00 |
0.00 |
The compositional analysis of the products reveals that the liquid stream is predominantly composed of heavy hydrocarbons, including C₁₆H₃₂ (132.14 kg/h) and C₂₈H₅₆ (221.39 kg/h). Conversely, the gas fraction is primarily constituted of light hydrocarbons, such as propane (21.27 kg/h), ethane (14.55 kg/h), and propylene (20.30 kg/h). The char fraction comprises elemental carbon (115.04 kg/h), unreacted polymer (14.00 kg/h), and inorganic aluminium oxide (40.00 kg/h). These findings indicate that high-temperature pyrolysis of PS effectively transforms the polymer into valuable liquid products while generating minimal solid waste.
Based on the comprehensive simulation study on plastic waste conversion to fuel through pyrolysis using Aspen Plus v.11, several significant conclusions can be drawn as follows:
1. The use of Al₂O₃ catalyst significantly improved the pyrolysis process efficiency for all three plastic types (HDPE, PP, and PS) through multiple mechanistic pathways. Al₂O₃ catalyst significantly improved pyrolysis efficiency by reducing char formation (up to 47.6% reduction for PS) and enhancing liquid product yields under identical temperature conditions, thereby improving overall process efficiency. At 800℃, the most significant liquid product yield improvement occurred in PS (from 52.64% to 67.09%), followed by PP (from 63.70% to 67.84%) and HDPE (from 69.18% to 70.86%). This demonstrates that Al₂O₃ catalyst effectiveness varies with polymer chemical structure, with aromatic polymers showing superior response due to the catalyst’s ability to interact with π-electron systems and stabilise benzyl carbocations.
2. Temperature optimisation revealed that increasing pyrolysis temperature from 400℃ to 800℃ consistently enhanced liquid and gas product yields while reducing char formation across all polymer types. HDPE showed the highest temperature sensitivity, with liquid product yield increasing from 45.02% to 69.18%, reflecting its linear structure and β-scission degradation mechanism. The optimal temperature of 800℃ provided sufficient activation energy to break primary C-C bonds while maintaining catalyst stability, producing the best product distribution for industrial fuel applications.
3. The analysis of pyrolysis gas composition revealed dominance of C₃-C₄ hydrocarbons, particularly propane (C₃H₈) and butane (C₄H₁₀), which are the main components of commercial LPG. HDPE produced the most favourable gas composition with a C₃/C₄ ratio of 1.58, closely approximating standard LPG composition. This indicates exceptional potential for direct utilisation as a gaseous fuel without extensive purification processes, making the technology economically viable for distributed energy applications.
4. The pyrolysis liquid products were dominated by heavy hydrocarbons (C₂₈H₅₆, C₁₆H₃₂, C₈H₁₆), classifying them as heavy pyrolysis oil with properties similar to marine fuel oil. PP’s heating value of 44,166.83 kJ/kg closely matches conventional heavy fuel oil (44,1725.57 kJ/kg), demonstrating significant potential as an alternative fuel for marine and industrial applications. The consistent dominance of the heavy fraction across all polymer types suggests fundamental process characteristics that make catalytic pyrolysis particularly suitable for producing heavy fuel oil.
5. Catalytic pyrolysis technology using Al₂O₃ presents a promising and sustainable approach for waste-to-energy solutions that addresses both environmental and economic challenges. The process not only effectively manages plastic waste but also produces high-value products.
The authors gratefully acknowledge the financial support from Syiah Kuala University for manuscript preparation through the Staff Mobility and Visiting Scholar Program under the USK-WCU-EQUITY Project, Contract No. 7/UN11.D1/WCU/PG, dated March 1, 2024.
[1] Pramanik, A., Prasad, R., Singh, A., Yadav, P., Jha, S. K., Jaiswal, S.K., Anand, K. (2025). Molecular innovations in plastic fuel toward a sustainable energy future and waste mitigation. Journal of Integrated Science and Technology, 13(6): 1140-1140. https://doi.org/10.62110/sciencein.jist.2025.v13.1140
[2] Papuga, S., Djurdjevic, M., Ciccioli, A., Vecchio Ciprioti, S. (2022). Catalytic pyrolysis of plastic waste and molecular symmetry effects: A review. Symmetry, 15(1): 38. https://doi.org/10.3390/sym15010038
[3] Nanda, S., Sarker, T.R., Kang, K., Li, D., Dalai, A.K. (2023). Perspectives on thermochemical recycling of end-of-life plastic wastes to alternative fuels. Materials, 16(13): 4563. https://doi.org/10.3390/ma16134563
[4] Mishra, R., Kumar, A., Singh, E., Kumar, S. (2023). Recent research advancements in catalytic pyrolysis of plastic waste. ACS Sustainable Chemistry &Amp; Engineering, 11(6): 2033-2049. https://doi.org/10.1021/acssuschemeng.2c05759
[5] Matiso, L., Okello, T. (2025). Leachate management challenges in O.R. Tambo District municipality, South Africa. International Journal of Environmental Impacts, 8(4): 635-644. https://doi.org/10.18280/ijei.080401
[6] Irawan, A., Bindar, Y., Kurniawan, T., Alwan, H., Hidayat, A., Putri, A. (2019). Fuel oil production from thermal pyrolysis of packaging plastic. IOP Conference Series: Materials Science and Engineering, 673(1): 012018. https://doi.org/10.1088/1757-899x/673/1/012018
[7] Thambiyapillai, S., Ramanujam, M. (2021). An experimental investigation and aspen HYSYS simulation of waste polystyrene catalytic cracking process for the gasoline fuel production. International Journal of Renewable Energy Development, 10(4): 891-900. https://doi.org/10.14710/ijred.2021.33817
[8] Themba, N., Sibali, L.L., Chokwe, T.B. (2024). Temporal dynamics of PCDD/F and PCB concentrations in ambient air near a medical waste incineration facility in Johannesburg. Challenges in Sustainability, 12(2): 80-101. https://doi.org/10.56578/cis120201
[9] Hamilton-Amachree, A., Fakayode, R.A. (2025). Synthesis of zeolite x from local clay and its application in catalytic pyrolysis of waste plastics. Journal of Applied Chemical Science International, 16(2): 100-114. https://doi.org/10.56557/jacsi/2025/v16i29435
[10] An, L., Kou, Z., Li, R., Zhao, Z. (2024). Research progress in fuel oil production by catalytic pyrolysis technologies of waste plastics. Catalysts, 14(3): 212. https://doi.org/10.3390/catal14030212
[11] Biakhmetov, B., You, S., Dostiyarov, A. (2021). The comparison of centralized and decentralized catalytic pyrolysis systems for comingled post-consumer waste plastic mixtures via LCA and economic analysis. https://doi.org/10.46855/energy-proceedings-7347
[12] Kohli, K., Chandrasekaran, S.R., Prajapati, R., Kunwar, B., Al-Salem, S., Moser, B.R., Sharma, B.K. (2022). Pyrolytic depolymerization mechanisms for post-consumer plastic wastes. Energies, 15(23): 8821. https://doi.org/10.1002/cctc.202500508
[13] Sierra-Jimenez, E., Valverde, J.M., Sanz, A. (2021). Simulation of thermochemical processes in Aspen Plus as a tool for biorefinery analysis. Ciencia Tecnología y Futuro, 12(3): 169-184. https://doi.org/10.29047/01225383.372
[14] Gabbar, H.A., Aboughaly, M. (2021). Conceptual process design, energy and economic analysis of solid waste to hydrocarbon fuels via thermochemical processes. Processes, 9(12): 2149. https://doi.org/10.3390/pr9122149
[15] Xiong, J., Wang, Y., Zhang, H. (2013). Modeling effects of operating conditions on biomass fast pyrolysis in bubbling fluidized bed reactors. Energy Fuels, 27(6): 3213-3220. https://doi.org/10.1021/ef4012966
[16] Papadikis, K., Gidarakos, E., Zorpas, A. (2008). CFD modelling of the fast pyrolysis of biomass in fluidized bed reactors, part A: Eulerian computation of momentum transport in bubbling fluidized beds. Chemical Engineering Science, 63(9): 2277-2286. https://doi.org/10.1016/j.ces.2008.05.045
[17] Lao, M.X., Barlow, T.J., Wang, H., Chen, F. (2022). Multiscale CFD modeling of high-temperature biomass pyrolysis with an intraparticle particle model and detailed pyrolysis kinetics. Industrial Engineering Chemistry Research, 61(11): 4358-4370. https://doi.org/10.1021/acs.iecr.2c02992
[18] Shan, T., Wang, K., Bian, H., Wang, C., Tian, X. (2023). Study on kinetics of spent FCC catalyst applied to the living waste plastics. Polymer Engineering and Science, 63(7): 2015-2030. https://doi.org/10.1002/pen.26342
[19] Shi, Y., Diao, X., Ji, N., Ding, H., et al. (2024). Advances and challenges for catalytic recycling and upgrading of real-world mixed plastic waste. ACS Catalysis, 15(2): 841-868. https://doi.org/10.1021/acscatal.4c06344
[20] Cai, T., Li, Y., Zhang, T. (2021). Pyrolysis-catalysis of different waste plastics over Fe/Al₂O₃ catalyst: High-value hydrogen, liquid fuels, carbon nanotubes, and possible reaction mechanisms. Energy Conversion and Management, 233: 113794. https://doi.org/10.1016/j.enconman.2020.113794.
[21] Eriksen, M., Cowger, W., Erdle, L.M., Coffin, S., et al. (2023). A growing plastic smog, now estimated to be over 170 trillion plastic particles afloat in the world’s oceans-urgent solutions required. Plos One, 18(3): e0281596. https://doi.org/10.1371/journal.pone.0281596
[22] Geyer, R., Jambeck, J., Law, K.L. (2017). Production, use, and fate of all plastics ever made. Science Advances, 3(7). https://doi.org/10.1126/sciadv.1700782
[23] Yan, H., Cordier, M., Uehara, T. (2024). Future projections of global plastic pollution: Scenario analyses and policy implications. Sustainability, 16(2): 643. https://doi.org/10.3390/su16020643
[24] Kou, J., Sun, S., Wang, X. (2020). A novel energy factorization approach for the diffuse-interface model with Peng-Robinson equation of state. SIAM Journal on Scientific Computing, 42(1): B30-B56. https://doi.org/10.1137/19M125123
[25] Selvaganapathy, T., Muthuvelayudham, R., Kumar, M.J. (2020). Simulation of waste plastic pyrolysis process using aspen HYSYS V9 simulator under steady state operating condition. Emerging Trends in Engineering Research and Technology, 2: 108-118.
[26] Anene, A.F., Fredriksen, S.B., Sætre, K.A., Tokheim, L.A. (2018). Experimental study of thermal and catalytic pyrolysis of plastic waste components. Sustainability, 10(11): 3979. https://doi.org/10.3390/su10113979
[27] Miandad, R., Barakat, M.A., Rehan, M., Aburiazaiza, A.S., Ismail, I.M.I., Nizami, A.S. (2017). Plastic waste to liquid oil through catalytic pyrolysis using natural and synthetic zeolite catalysts. Waste Management, 69: 66-78. https://doi.org/10.1016/j.wasman.2017.08.032
[28] Shen, J., Dai, J., Lin, H., Li, S., et al. (2024). Multiscale modeling of plastic pyrolysis with a neural network-inspired pyrolysis kinetic model and coarse-grained DEM-CFD. Industrial & Engineering Chemistry Research, 63(28): 12688-12703. https://doi.org/10.1021/acs.iecr.4c01882.
[29] Fu, L., Xiong, Q., Wang, Q., Li, C., Chen, Z., Zhou, Y. (2022). Catalytic pyrolysis of waste polyethylene using combined CAO and ga/zsm-5 catalysts for high value-added aromatics production. Acs Sustainable Chemistry Engineering, 10(29): 9612-9623. https://doi.org/10.1021/acssuschemeng.2c02881
[30] Lee, H. W., Park, Y. (2018). Catalytic pyrolysis of polyethylene and polypropylene over desilicated beta and Al-MSU-F. Catalysts, 8(11): 501. https://doi.org/10.3390/catal8110501
[31] Abbas-Abadi, M.S., Fathi, M., Ghadiri, M. (2019). Effect of different process parameters on the pyrolysis of Iranian oak using a fixed bed reactor and TGA instrument. Energy Fuels, 33(11): 11226-11234. https://doi.org/10.1021/acs.energyfuels.9b02845
[32] Jia, Y., Lei, J. (2023). Ketones production by catalytic pyrolysis of cellulose using iron-modified Ni-Co composite catalyst: Products distribution, behaviour and bio-oil characteristics. Energy Exploration Exploitation, 41(5): 1663-1675. https://doi.org/10.1177/01445987231164817
[33] Islam, K.O., Ahmad, N., Ahmed, U., Siddiqui, M.N., Ummer, A.C., Abdul Jameel, A.G. (2025). Producing aromatic-rich oil through microwave-assisted catalytic pyrolysis of low-density polyethylene over Ni/Co/Cu-doped Ga/ZSM-5 catalysts. Biofuels, Bioproducts and Biorefining, 19(1): 34-54. https://doi.org/10.1002/bbb.2690
[34] Ding, Z., Chen, H., Liu, J., Cai, H., Evrendilek, F., Büyükada, M. (2021). Pyrolysis dynamics of two medical plastic wastes: Drivers, behaviors, evolved gases, reaction mechanisms, and pathways. Journal of Hazardous Materials, 402: 123472. https://doi.org/10.1016/j.jhazmat.2020.123472
[35] Dobó, Z., Mahner, T., Hegedüs, B., Nagy, G. (2021). The influence of PET and PBT contamination during transportation fuel production via pyrolysis. Analecta Technica Szegedinensia, 15(1): 82-87. https://doi.org/10.14232/analecta.2021.1.82-87
[36] Chandrasekaran, S., Kunwar, B., Moser, B., Rajagopalan, N., Sharma, B. (2015). Catalytic Thermal cracking of postconsumer waste plastics to fuels. 1. kinetics and optimization. Energy Fuels, 29(9): 6068-6077. https://doi.org/10.1021/acs.energyfuels.5b01083
[37] Orozco, S., Artetxe, M., López, G., Suarez, M., Bilbao, J., Olazar, M. (2021). Conversion of HDPE into value products by fast pyrolysis using FCC spent catalysts in a fountain confined conical spouted bed reactor. Chemsuschem, 14(19): 4291-4300. https://doi.org/10.1002/cssc.202100889
[38] Hu, X. (2025). Preparation of biomass catalyst and its effect on the composition of catalytic pyrolysis of bio-oil. Journal of Physics Conference Series, 3008(1): 012036. https://doi.org/10.1088/1742-6596/3008/1/012036
[39] Meng, X., Yu, H., Lu, Z., Jin, T. (2024). Catalytic Pyrolysis of polypropylene for cable semiconductive buffer layers. Polymers, 16(10): 1435. https://doi.org/10.3390/polym16101435
[40] Jamilatun, S., Arifah, Z., Mufandi, I. (2025). Comparative analysis of product yield and chemical composition in sugarcane bagasse pyrolysis with and without iron catalysis. Journal of Physics Conference Series, 2989(1): 012007. https://doi.org/10.1088/1742-6596/2989/1/012007
[41] Liu, W., Li, W., Jiang, H., Yu, H. (2017). Fates of chemical elements in biomass during its pyrolysis. Chemical Reviews, 117(9): 6367-6398. https://doi.org/10.1021/acs.chemrev.6b00647
[42] Lee, N., Joo, J., Lin, K., Lee, J. (2021). Waste-to-fuels: Pyrolysis of low-density polyethylene waste in the presence of H-ZSM-11. Polymers, 13(8): 1198. https://doi.org/10.3390/polym13081198
[43] Li, Y., Nahil, M., Williams, P. (2023). Hydrogen/Syngas production from different types of waste plastics using a sacrificial tire char catalyst via pyrolysis–catalytic steam reforming. Energy Fuels, 37(9): 6661-6673. https://doi.org/10.1021/acs.energyfuels.3c00499
[44] Elordi, G., Olazar, M., López, G., Artetxe, M., Bilbao, J. (2011). Continuous polyolefin cracking on an HZSM-5 zeolite catalyst in a conical spouted bed reactor. Industrial Engineering Chemistry Research, 50(10): 6061-6070. https://doi.org/10.1021/ie2002999
[45] Nguyen, L., Poinern, G., Le, H., Tiến, N., Tran, C., Jiang, Z. (2021). A LaEeO3 supported natural-clay-mineral catalyst for efficient pyrolysis of polypropylene plastic material. Asia-Pacific Journal of Chemical Engineering, 16(5). https://doi.org/10.1002/apj.2695
[46] Wu, C., Nahil, M.A., Miskolczi, N., Huang, J., Williams, P.T. (2013). Processing real-world waste plastics by pyrolysis-reforming for hydrogen and high-value carbon nanotubes. Environmental Science Amp; Technology, 48(1): 819-826. https://doi.org/10.1021/es402488b
[47] Fulgencio-Medrano, L., García-Fernández, S., Asueta, A., López-Urionabarrenechea, A., Perez-Martinez, B.B., Arandes, J.M. (2022). Oil production by pyrolysis of real plastic waste. Polymers, 14(3): 553. https://doi.org/10.3390/polym14030553
[48] Banks, S.W., Nowakowski, D.J., Bridgwater, A. (2016). Impact of potassium and phosphorus in biomass on the properties of fast pyrolysis bio-oil. energy fuels, 30(10): 8009-8018. https://doi.org/10.1021/acs.energyfuels.6b01044